CN212949319U - 一种多引线晶体管器件引线批量成形装置 - Google Patents
一种多引线晶体管器件引线批量成形装置 Download PDFInfo
- Publication number
- CN212949319U CN212949319U CN202021816467.0U CN202021816467U CN212949319U CN 212949319 U CN212949319 U CN 212949319U CN 202021816467 U CN202021816467 U CN 202021816467U CN 212949319 U CN212949319 U CN 212949319U
- Authority
- CN
- China
- Prior art keywords
- forming
- forming die
- bottom hole
- connecting rod
- lead
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Lead Frames For Integrated Circuits (AREA)
- Wire Processing (AREA)
Abstract
本实用新型提供了一种多引线晶体管器件引线批量成形装置,包括下压机构、成形模具和成形底孔座,下压机构的下端与成形模具固连,成形模具的下端面设有多个压杆,成形底孔座设于成形模具的正下方,成形底孔座上开设有多个锥形孔,锥形孔与压杆一一对应,压杆下端为平滑倒圆角。还包括导向装置,导向装置与成形模具连接。本实用新型通过下压机构和导向装置的设置,实现成形模具的压杆轻松推进、精确对位,一次完成所需数量的圆柱形金属帽封装多引线晶体管器件的标准成形,在有效的避免了原有成形工具/工装存在问题的同时,成形效率也得到了很大的提升,而且为该类器件成形提供了最佳的安全防护,从装配的最前端保证了产品的质量。
Description
技术领域
本实用新型属于现代电子装联工艺通孔安装元器件焊接技术领域,具体涉及一种多引线晶体管器件引线批量成形装置,可以快速、准确的解决多种不同外径和高度的轴圆柱体金属帽封装多引线晶体管器件的批量成形问题。
背景技术
圆柱体金属帽封装晶体管以坚固耐用、屏蔽防护好、散热性能优良和可在恶劣、苛刻环境下使用的优点,被使用于可靠性要求极高的电子设备上。如航空、航天、高过载和汽车电子产品。
该类器件一般需要插装在PCB上,使用手工、波峰焊、或选择性波峰焊接技术进行焊接,在可靠性要求较高的军用电子产品,往往还设计了支撑座(图5)进行加固安装,使其抗高过载和抗震动能力得到了进一步的提高。
现有的成形方法存在以下问题:
1、该类器件的成形主要依赖于使用镊子进行手工成形,但个人操作差异很大,手工操作成形效率低、成形跨距不一致的问题,给后续装配和焊接带来较大的缺陷。
2、简易旋转的“T”型工装设计图,成形效率低,且因为“T”字形“硬连接”和绕支点旋转的缘故,致使压杆不能直接进入成形底孔。二次改进后。压杆与操作手柄为“软连接”,但需要手工辅助,才能保证压杆与成形底孔的对准。
实用新型内容
本实用新型的目的在于提供一种多引线晶体管器件引线批量成形装置,可以快速、准确的对多引线晶体管进行批量成形。
为此,本实用新型提供的技术方案如下:
一种多引线晶体管器件引线批量成形装置,包括下压机构、成形模具和成形底孔座,所述下压机构的下端与成形模具固连,所述成形模具的下端面设有多个压杆,所述成形底孔座设于成形模具的正下方,所述成形底孔座上开设有多个锥形孔,所述锥形孔与压杆一一对应,所述压杆下端为平滑倒圆角。
还包括导向装置,所述导向装置与成形模具连接。
所述下压机构为伸缩油缸,所述伸缩油缸的缸体固定在机架上,所述伸缩油缸的活塞端与成形模具固连。
所述下压机构为连杆机构,所述连杆机构包括从上至下依次连接的连杆一、连杆二和连杆三,所述连杆一为V形杆,所述V形杆的顶点与连杆二一端铰接,所述连杆二另一端与连杆三铰接,所述连杆三与成形模具固连。
所述导向装置包括导轴,所述导轴至少为两根,分别沿成形模具的中线对称设置,所述导轴上端穿过成形模具上的导向孔,所述导轴下端固设在成形底孔座上。
所述V形杆的一端铰接有安装板,所述安装板下侧设有长圆形孔,所述连杆三穿过长圆形孔后与成形模具固连;
所述安装板另一侧固连有多个沿竖直方向设置的垫块,所述垫块另一侧固连有支架。
所述支架为T型支架。
所述成形底孔座下固设有基座。
本实用新型的有益效果是:
本实用新型提供的这种多引线晶体管器件引线批量成形装置,通过下压机构和导向装置的设置,实现成形模具的压杆轻松推进、精确对位,一次完成所需数量的圆柱形金属帽封装多引线晶体管器件的标准成形,在有效的避免了原有成形工具/工装存在问题的同时,成形效率也得到了很大的提升,而且为该类器件成形提供了最佳的安全防护,从装配的最前端保证了产品的质量。
本实用新型与现有技术相比:1)成形效率得到了很大程度的提高;2)减少了操作者劳动强度。3)成形的一致性,减少了后续焊接缺陷,在提升了产品组装质量的同时,极大的降低了返工或返修工作量。
为让本实用新型的上述内容能更明显易懂,下文特举优选实施例,并结合附图,作详细说明如下。
附图说明
图1是本实用新型的一种实施方式结构示意图;
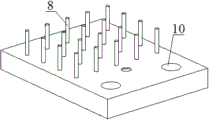
图2是本实用新型的一种实施方式轴侧结构示意图;
图3是成形模具的结构示意图;
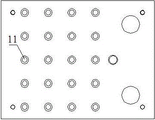
图4是成形底孔座的结构示意图;
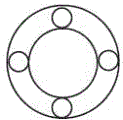
图5是支撑座的一种结构示意图;
图6是晶体管的成形要求示意图;
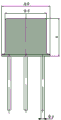
图7是本实用新型成形装置与圆柱形金属帽的尺寸示意图。
图中:
附图标记说明:
1、连杆机构;2、成形模具;3、成形底孔座;4、基座;5、导轴;6、支架;7、垫块;8、压杆;9、安装板;10、导向孔;11、锥形孔。
具体实施方式
以下由特定的具体实施例说明本实用新型的实施方式,本领域技术人员可由本说明书所揭示的内容轻易地了解本实用新型的其他优点及功效。
需说明的是,在本实用新型中,图中的上、下、左、右即视为本说明书中所述的多引线晶体管器件引线批量成形装置的上、下、左、右。
现参考附图介绍本实用新型的示例性实施方式,然而,本实用新型可以用许多不同的形式来实施,并且不局限于此处描述的实施例,提供这些实施例是为了详尽地且完全地公开本实用新型,并且向所属技术领域的技术人员充分传达本实用新型的范围。对于表示在附图中的示例性实施方式中的术语并不是对本实用新型的限定。在附图中,相同的单元/元件使用相同的附图标记。
除非另有说明,此处使用的术语(包括科技术语)对所属技术领域的技术人员具有通常的理解含义。另外,可以理解的是,以通常使用的词典限定的术语,应当被理解为与其相关领域的语境具有一致的含义,而不应该被理解为理想化的或过于正式的意义。
实施例1:
本实施例提供了一种多引线晶体管器件引线批量成形装置,包括下压机构、成形模具2和成形底孔座3,所述下压机构的下端与成形模具2固连,所述成形模具2的下端面设有多个压杆8,所述成形底孔座3设于成形模具2的正下方,所述成形底孔座3上开设有多个锥形孔11,所述锥形孔11与压杆8一一对应,所述压杆8下端为平滑倒圆角。
压杆8为冲压成形关键零件,压杆8为金属棒,一端外螺纹用于与成形模具2连接,一端平滑倒圆角用于冲压成形。
具体地说,本实施例提供的这种多引线晶体管器件引线批量成形装置工作过程或应用过程如下:
将多个晶体管倒置分别插入成形底孔座3的多个锥形孔11中,然后下压机构向下运动,驱动成形模具2竖直向下运动的过,通过每个压杆8插入对应的锥形孔11中,完成圆柱形金属帽封装多引线晶体管器件的标准成形。其中,下压机构的运动行程决定了压杆8的压入深度。
实施例2:
在实施例1的基础上,本实施例提供了一种多引线晶体管器件引线批量成形装置,还包括导向装置,所述导向装置与成形模具2连接。
下压机构向下运动过程中,通过导向装置进行竖直方向的导向,实现压杆8与锥形孔11精准对位。
本实用新型通过下压机构和导向装置的设置,实现成形模具2的压杆8轻松推进、精确对位,一次完成所需数量的圆柱形金属帽封装多引线晶体管器件的标准成形,在有效的避免了原有成形工具/工装存在问题的同时,成形效率也得到了很大的提升,而且为该类器件成形提供了最佳的安全防护,从装配的最前端保证了产品的质量。
实施例3:
在实施例1或2的基础上,本实施例提供了一种多引线晶体管器件引线批量成形装置,所述下压机构为伸缩油缸,所述伸缩油缸的缸体固定在机架上,所述伸缩油缸的活塞端与成形模具2固连。
依据行业标准,对多引线晶体管类器件的成形和安装都有着较为严格的要求,如图6所示,安全记录(Ds)、引线支撑角度(θ)和引线预留长度(L)。根据安全记录(Ds)设定伸缩油缸的行程,根据引线支撑角度(θ)设计锥形孔11的上下半径,引线成形后,根据引线预留长度L进行修剪。
实施例4:
在实施例1或2的基础上,本实施例提供了一种多引线晶体管器件引线批量成形装置,所述下压机构为连杆机构1,所述连杆机构1包括从上至下依次连接的连杆一、连杆二和连杆三,所述连杆一为V形杆,所述V形杆的顶点与连杆二一端铰接,所述连杆二另一端与连杆三铰接,所述连杆三与成形模具2固连。
V形杆的另一端作为按压手柄,如图1所示,按压连接杆一时,依次通过连接杆二和连接杆三带动成形模具2沿竖直方向上下运动。
实施例5:
在实施例1或2或3或4的基础上,本实施例提供了一种多引线晶体管器件引线批量成形装置,所述导向装置包括导轴5,所述导轴5至少为两根,分别沿成形模具2的中线对称设置,所述导轴5上端穿过成形模具2上的导向孔10,所述导轴5下端固设在成形底孔座3上。
如图1所示,成形模具2的中线梁侧分别有左导轴5和右导轴5,成形模具2随着下压机构的推拉操作,沿左导轴5和右导轴5进行平滑垂直的收、缩运动,可实现成形压杆8模具轻松推进、精确对位。
实施例6:
在实施例4的基础上,本实施例提供了一种多引线晶体管器件引线批量成形装置,所述V形杆的一端铰接有安装板9,所述安装板9下侧设有长圆形孔,所述连杆三穿过长圆形孔后与成形模具2固连;
所述安装板9另一侧固连有多个沿竖直方向设置的垫块7,所述垫块7另一侧固连有支架6。
V形杆带动成形模具2上下运动时,连接杆三在长圆形孔内运动,通过安装板9、垫块7及支架6进行结构性固定。
实施例7:
在实施例6的基础上,本实施例提供了一种多引线晶体管器件引线批量成形装置,所述支架6为T型支架。
在本实施例中,T型支架由两块等长的有机玻璃板组成T型,作用是对连杆机构1进行固定。
实施例8:
在实施例1或2或3或4或5或6的基础上,本实施例提供了一种多引线晶体管器件引线批量成形装置,所述成形底孔座3下固设有基座4。
成形底孔座3通过导轴5和定位孔固定于基座4上,导轴5的基准平面端固定于基座4上。
实施例9:
在实施例1的基础上,本实施例提供了一种多引线晶体管器件引线批量成形装置,如图1和图2所示,包括下压机构、成形模具2、成形底孔座3、基座4、导向装置、支架6和垫块7。
下压机构的下端与成形模具2固连,成形底孔座3设于成形模具2的正下方,成形模具2的下端面设有多个压杆8(如图3所示),成形底孔座3上开设有多个锥形孔11(如图4所示),锥形孔11与压杆8一一对应。压杆8为冲压成形关键零件,其一端外螺纹用于与压板模具连接,一端平滑倒圆角用于冲压成形。
下压机构为连杆机构1,该连杆机构1包括从上至下依次连接的连杆一、连杆二和连杆三,连杆一为V形杆, V形杆的顶点与连杆二一端铰接,连杆二另一端与连杆三铰接,连杆三与成形模具2固连。导向装置包括左右两根导轴5,导轴5为直具有基准平面要求的两个钢制导轴5,导轴5上端穿过成形模具2上的导向孔10,基准平面端通固定于基座4上。
V形杆的一端铰接有安装板9,安装板9下侧设有长圆形孔,连杆三穿过长圆形孔后与成形模具2固连;安装板9另一侧固连有多个沿竖直方向设置的垫块7,垫块7另一侧固连有支架6。
连杆机构1通过垫块7用标准螺钉、螺母(M3)固定于T型支架上,连杆机构1的驱动轴前端通过螺栓、螺母(M4)与带压杆8的成形模具2相连。
在本实施例中,压杆8为直径Φ3.5±0.2mm、长度35±0.1mm金属棒;导轴5为直径Φ6.0,长度90mm的具有基准平面要求的两个钢制导轴5;支架6为T型支架,由两块等长的T=5.0mm有机玻璃板组成T型,作用是对连杆机构1进行固定。成形模具2上有20个压杆8,压杆8以螺栓形式固定于成形治具的螺纹孔中。成形模具2随着连杆机构1推拉操作,沿左右导轴5进行平滑垂直的收、缩运动。
成形底孔座3,有20个开口直径为ΦD、收口直径为Φd、深度为16mm的锥形孔11,通过左右导轴5、定位孔固定于基座4上。
本实施例通过推拉连杆机构1,驱动成形模具2沿左右导轴5平滑垂直运动,完成圆柱形金属帽封装多引线晶体管器件的标准成形(一次成形20个器件),其连杆机构1的运动行程决定了压杆8的压入深度。
其中,导向装置还可以为直线导轨副,直线导轨副上的滑块与成形模具2固连。直线导轨副为两个,分别设于成形模具2长度方向的两端。
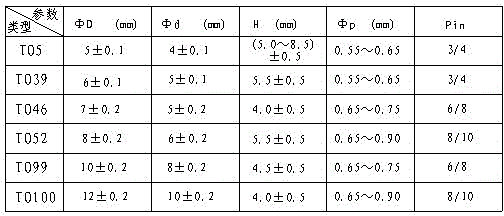
成形底孔座3与成形模具2设计,其压杆8直径与底孔尺寸取决于所使用圆柱形金属帽封装多引线晶体管的系列(如TO5、TO39、TO46、TO62、TO99、TO100等),见表1,压杆8直径尺寸为Φ3.5±0.2mm,底孔为一锥形孔11,其开口孔径为圆柱形金属帽封装晶体管尺寸ΦD+0.5mm,孔深度长度16mm±1.0mm,收口孔径为Φd+0.2mm。压杆8直径中心与成形座底孔中心同轴度应小于φ0.05mm。如图7所示。
表1 不同系列晶体管的尺寸
下压机构驱动成形模具2向下运动时,与成形底孔座3满足以下条件:
a 运动冲压行程中,压杆8中心与成形座底孔对位重合率不小于90%;
b压杆8压入成形座底孔后,其圆周方向与成形座底孔间距应均匀且不小于0.65mm。
导轴5的设计与安装,其导轴5外径尺寸与成形模具2、成形底孔座3定位孔同步设计与制作:
a导轴5外径与压杆8模具的导向孔10、成形底孔座3导孔为间隙配合,左右导轴5外径为Φ6.0-0.1mm,压杆8模具和成形底孔座3定位孔内径为Φ6.0+0.1mm。
b基座4面安装于基座4上,跨距Φ60±0.01mm,安装后左右导轴5平行度小于0.05mm。
3)连杆机构1的行程,其连杆长度与压杆8长度、压杆8模具厚度同步设计,应保证压杆8压入成形座底孔深度不小于10mm±0.5mm。
本实用新型可以快速、准确的解决多种不同外径和高度的轴圆柱体金属帽封装多引线晶体管器件的批量成形问题。
实施例10:
本实施例提供了一种多引线晶体管器件引线批量成形方法,采用多引线晶体管器件引线批量成形装置,将多个晶体管倒置分别插入成形底孔座3的多个锥形孔11中,然后下压机构向下运动,带动成形模具2下压,通过每个压杆8插入对应的锥形孔11中,实现多个晶体管引线的批量成形。
下压机构向下运动过程中,通过导向装置进行竖直方向的导向,实现压杆8与锥形孔11精准对位。
在采用多引线晶体管器件引线批量成形装置对引线成形前,依据工艺要求,在晶体管引线平面点涂适量的环氧胶。注意:点涂胶时不能与引线接触。将晶体管多根引线穿过支撑座(如图5所示)的对应孔并压紧,确保支撑座平面与晶体管引线平面接触严实、合缝。沿支撑座将晶体管引线拨开并压实,应尽量保证引线在晶体管圆周方向上分布均匀。常温晾干或烘干。依次将晾干或烘干的晶体管倒置插入成形底孔座3的底孔中。
本领域的普通技术人员可以理解,上述各实施方式是实现本实用新型的具体实施例,而在实际应用中,可以在形式上和细节上对其作各种改变,而不偏离本实用新型的精神和范围。
Claims (8)
1.一种多引线晶体管器件引线批量成形装置,其特征在于:包括下压机构、成形模具(2)和成形底孔座(3),所述下压机构的下端与成形模具(2)固连,所述成形模具(2)的下端面设有多个压杆(8),所述成形底孔座(3)设于成形模具(2)的正下方,所述成形底孔座(3)上开设有多个锥形孔(11),所述锥形孔(11)与压杆(8)一一对应,所述压杆(8)下端为平滑倒圆角。
2.根据权利要求1所述的一种多引线晶体管器件引线批量成形装置,其特征在于:还包括导向装置,所述导向装置与成形模具(2)连接。
3.根据权利要求1所述的一种多引线晶体管器件引线批量成形装置,其特征在于:所述下压机构为伸缩油缸,所述伸缩油缸的缸体固定在机架上,所述伸缩油缸的活塞端与成形模具(2)固连。
4.根据权利要求1所述的一种多引线晶体管器件引线批量成形装置,其特征在于:所述下压机构为连杆机构(1),所述连杆机构(1)包括从上至下依次连接的连杆一、连杆二和连杆三,所述连杆一为V形杆,所述V形杆的顶点与连杆二一端铰接,所述连杆二另一端与连杆三铰接,所述连杆三与成形模具(2)固连。
5.根据权利要求2所述的一种多引线晶体管器件引线批量成形装置,其特征在于:所述导向装置包括导轴(5),所述导轴(5)至少为两根,分别沿成形模具(2)的中线对称设置,所述导轴(5)上端穿过成形模具(2)上的导向孔(10),所述导轴(5)下端固设在成形底孔座(3)上。
6.根据权利要求4所述的一种多引线晶体管器件引线批量成形装置,其特征在于:所述V形杆的一端铰接有安装板(9),所述安装板(9)下侧设有长圆形孔,所述连杆三穿过长圆形孔后与成形模具(2)固连;
所述安装板(9)另一侧固连有多个沿竖直方向设置的垫块(7),所述垫块(7)另一侧固连有支架(6)。
7.根据权利要求6所述的一种多引线晶体管器件引线批量成形装置,其特征在于:所述支架(6)为T型支架。
8.根据权利要求1-7任一项所述的一种多引线晶体管器件引线批量成形装置,其特征在于:所述成形底孔座(3)下固设有基座(4)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021816467.0U CN212949319U (zh) | 2020-08-27 | 2020-08-27 | 一种多引线晶体管器件引线批量成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021816467.0U CN212949319U (zh) | 2020-08-27 | 2020-08-27 | 一种多引线晶体管器件引线批量成形装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212949319U true CN212949319U (zh) | 2021-04-13 |
Family
ID=75360705
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202021816467.0U Active CN212949319U (zh) | 2020-08-27 | 2020-08-27 | 一种多引线晶体管器件引线批量成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212949319U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111976185A (zh) * | 2020-08-27 | 2020-11-24 | 西安北方光电科技防务有限公司 | 一种多引线晶体管器件引线批量成形装置及方法 |
-
2020
- 2020-08-27 CN CN202021816467.0U patent/CN212949319U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111976185A (zh) * | 2020-08-27 | 2020-11-24 | 西安北方光电科技防务有限公司 | 一种多引线晶体管器件引线批量成形装置及方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN212949319U (zh) | 一种多引线晶体管器件引线批量成形装置 | |
| CN211564183U (zh) | 一种铜排加工用精确冲孔装置 | |
| CN111976185A (zh) | 一种多引线晶体管器件引线批量成形装置及方法 | |
| CN213380177U (zh) | 一种可以同时多面冲压及施力角度可调的压力机 | |
| CN107570990B (zh) | 一种汽车喇叭绝缘件装配与校正装置 | |
| CN218592111U (zh) | 固定装置及生产线 | |
| CN215467485U (zh) | 一种新型冲压模具 | |
| CN211192688U (zh) | 一种变速吊装横梁焊接工装 | |
| CN211331188U (zh) | 冷镦机用全自动送料装置 | |
| CN211192640U (zh) | 一种套管焊接工装 | |
| CN208614117U (zh) | 电力电子模块用焊接模具 | |
| CN109277449B (zh) | 铝型材生产线的冲压装置 | |
| CN209379796U (zh) | 一种管件箍筋模具 | |
| CN213278667U (zh) | 端子压接装置 | |
| CN220196922U (zh) | 一种齿轮箱加工治具 | |
| CN219443727U (zh) | 适用于插齿机的偏心定位工装 | |
| CN112676422A (zh) | 一种自阻加热冲压装置 | |
| CN105931890A (zh) | 行程开关底部组装机的铆钉上料冲压装置 | |
| CN215698647U (zh) | 一种线束加工用锡焊装置 | |
| CN220626071U (zh) | 一种可夹持不同直径钢筋的钢筋反复弯曲试验机 | |
| CN219665653U (zh) | 一种压销机压紧装置 | |
| CN210703483U (zh) | 一种自动装配机用压接装配装置 | |
| CN209868047U (zh) | 一种用于齿条铣钻的定位工装 | |
| CN211332121U (zh) | 一种轴承组装设备 | |
| CN209867874U (zh) | 一种端子压入装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |