CN212761414U - 一种铝型材加工用分切转运装置 - Google Patents
一种铝型材加工用分切转运装置 Download PDFInfo
- Publication number
- CN212761414U CN212761414U CN202021486026.9U CN202021486026U CN212761414U CN 212761414 U CN212761414 U CN 212761414U CN 202021486026 U CN202021486026 U CN 202021486026U CN 212761414 U CN212761414 U CN 212761414U
- Authority
- CN
- China
- Prior art keywords
- cutting
- carriage
- fixed
- aluminium alloy
- supporting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Abstract
本实用新型涉及铝型材自动加工设备技术领域,具体涉及一种铝型材加工用分切转运装置,包括输送架、分切机构和转运架,输送架上沿输送方向设置有多个支撑机构,待分切的铝型材通过支撑机构支撑在输送架并由活动安装在输送架上的推料车推动沿输送方向移动,输送架上位于分切机构的正下方固定安装有用于固定装夹铝型材的固定机构,分切机构活动安装在分切架上并由切割电机带动纵向调节,分切机构纵向移动以切割被装夹在输送架上的铝型材,分切后的成品段铝型材则被安装在输送架的末端的转运架输送。
Description
技术领域
本实用新型涉及铝型材自动加工设备技术领域,具体涉及一种铝型材加工用分切转运装置。
背景技术
铝型材广泛应用于各个领域,在铝型材生产中,需要不断的对铝型材不断的转移输送至其他生产线,由于铝型材多为方形状或圆柱状且长度较大,铝型材原料在加工时需要进行分切,为了保证切割精度以及效果,铝型材在切割时需要完全装夹以防止产品自身跳动或轴向移动影响装配,随着生产和生活节奏的加快,传统的人工加工已经无法满足生产要求,因此铝型材的分切等加工设备也需要向自动机械化方向发展。
实用新型内容
为解决上述问题,本实用新型提供了一种铝型材加工用分切装置,包括输送架、分切机构和转运架,输送架上沿输送方向设置有多个支撑机构,待分切的铝型材通过支撑机构支撑在输送架并由活动安装在输送架上的推料车推动沿输送方向移动,输送架上位于分切机构的正下方固定安装有用于固定装夹铝型材的固定机构,分切机构活动安装在分切架上并由切割电机带动纵向调节,分切机构纵向移动以切割被装夹在输送架上的铝型材,分切后的成品段铝型材则被安装在输送架的末端的转运架输送。
本实用新型为解决上述问题提供的是一种铝型材加工用分切转运装置,包括输送架、分切机构和转运架,所述输送架上沿输送方向设置有多个支撑机构,待分切的铝型材通过支撑机构支撑在输送架并由活动安装在输送架上的推料车推动沿输送方向移动,输送架上固定安装有用于固定装夹铝型材的固定机构,所述分切机构活动安装在分切架上并由导向电机带动纵向调节,分切机构位于固定机构的正上方以切割被装夹在输送架上的铝型材,所述转运架安装在输送架的一端以输送被分切后的铝型材。
作为本实用新型一种铝型材加工用分切转运装置的进一步方案,所述分切架上固定安装有导向板,导向板纵向设置且其板面上安装有导向电机,分切机构包括移动板、切割刀盘和切割电机,移动板活动安装在导向板上并由导向电机带动纵向调节,切割刀盘安装在移动板上并由切割电机驱动旋转。
作为本实用新型一种铝型材加工用分切转运装置的进一步方案,所述移动板上安装有传动筒,传动筒纵向设置且筒壁上穿设有两个传动连接的传动轴,所述切割电机安装在传动筒上并与一个传动轴传动连接,切割刀盘安装在另一个传动轴上。
作为本实用新型一种铝型材加工用分切转运装置的进一步方案,所述传动筒为四个且其排布方向与输送架的输送方向垂直,每个传动筒上均安装有一个切割刀盘且多个切割刀盘等高度。
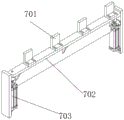
作为本实用新型一种铝型材加工用分切转运装置的进一步方案,所述输送架上还设置有端头调节机构,端头调节机构包括挡板、升降板和升降气缸,升降板水平设置并安装在升降气缸的顶端,四个挡板均垂直安装在升降板的上板面并与传动筒的排布方向平行,所述升降气缸纵向安装在输送架上并且升降气缸收缩时挡板的上沿不高于低于支撑机构的支撑面。
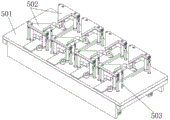
作为本实用新型一种铝型材加工用分切转运装置的进一步方案,所述固定机构包括固定底板和两个压板,两个压板沿输送方向设置且均通过固定气缸活动安装在固定板上,所述固定板上开设有用于切割刀盘穿过的通槽,通槽为条形槽并位于两个压板之间。
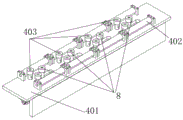
作为本实用新型一种铝型材加工用分切转运装置的进一步方案,所述支撑机构包括支撑底板和支撑辊,支撑底板上水平设置有支撑辊,支撑辊与输送方向垂直且其上沿与固定底板的上板面等高。
作为本实用新型一种铝型材加工用分切转运装置的进一步方案,所述支撑底板上沿输送方向设置有多个固定轮,固定底板上固设有挡杆并且挡杆位于多个固定轮的排布方向上,支撑底板和固定底板上均安装有活动轮和装夹气缸,所述装夹气缸与输送方向垂直,活动轮安装在装夹气缸的活塞杆上以与固定轮和挡杆配合水平装夹铝型材。
作为本实用新型一种铝型材加工用分切转运装置的进一步方案,所述转运架上沿输送方向均匀安装有多个输送辊,多个输送辊传动连接并由转运电机驱动。
有益效果
待分切的铝型材由推料车推动沿输送方向移动,转运架安装在输送架的末端,铝型材分切时其前端位于转运架上,分切后成品段的铝型材则直接被转运架输送走,而被推料车装夹的铝型材则被推料车带动重新调节;待切割的铝型材由固定机构在横向和纵向上装夹,有效避免分切过程中产品跳动,切割刀盘由切割电机驱动并活动安装在切割架上,切割刀盘由导向电机带动升降移动以自动切割位于对其下方的铝型材,不仅操作方便而且有效保证了切割精度。
附图说明
图1是本实用新型分切装置的安装结构示意图;
图2是本实用新型分切装置的支撑机构的结构示意图;
图3是本实用新型分切装置的端头调节机构的结构示意图;
图4是本实用新型分切装置的固定机构的外部结构示意图;
图5是本实用新型分切装置的固定机构的立体结构示意图;
图6是本实用新型分切装置的分切机构的立体结构示意图;
图7是本实用新型分切装置的分切机构的正面结构示意图;
图8是本实用新型分切装置的推料车的安装示意图;
图中标记:1、输送架,2、分切机构,3、转运架,4、支撑机构,5、固定机构,6、分切架,7、端头调节机构,8、活动轮,101、推料车,201、移动板,202、切割刀盘,203、切割电机,204、传动筒,401、支撑底板,402、支撑辊,403、固定轮,501、固定底板,502、压板,503、通槽,504、挡杆,601、导向板,602、导向电机,701、挡板,702、升降板,703、升降气缸。
具体实施方式
如图所示:一种铝型材加工用分切转运装置,包括输送架1、分切机构2和转运架3,所述输送架1上沿输送方向设置有多个支撑机构4,待分切的铝型材通过支撑机构4支撑在输送架1并由活动安装在输送架1上的推料车101推动沿输送方向移动,输送架1上固定安装有用于固定装夹铝型材的固定机构5,所述分切机构2活动安装在分切架6上并由切割电机203带动纵向调节,分切机构2位于固定机构5的正上方以切割被装夹在输送架1上的铝型材,所述转运架3安装在输送架1的一端以输送被分切后的铝型材。所述推料车101活动安装在输送架1上并可有推料电机推动沿输送方向移动,推料车101上安装有多个可将铝型材一端夹持住的夹持头,每个夹持头由一个调节气缸或调节电机驱动以使多个铝型材另一端的位置可调节,夹持头可采用手指气缸或由夹持气缸驱动的夹爪,推料车101也可采用现有的铝型材自动加工设备上的活动装夹车。
所述输送架1和转运架3均为立方体形框架结构,输送架1上沿输送方向安装有多个支撑机构4,支撑机构4包括支撑底板401和支撑辊402,支撑底板401上水平设置有支撑辊402并且支撑辊402与输送方向垂直,支撑底板401上还安装有固定轮403、活动轮8和装夹气缸,固定轮403为多个并沿输送方向排布,固定轮403的轮轴竖直固设在支撑底板401上,活动轮8位于固定轮403的一侧并且其轮轴竖直,活动轮8的轮轴底端安装在装夹气缸的活塞杆上,装夹气缸的伸缩方向与支撑辊402的长度方向平行,优选的,本装置图示方案中最多可同时进行四个铝型材的同时加工,图示的支撑机构4中固定轮403沿支撑辊402的长度方向排布成四排,活动轮8和装夹气缸均为四个并且多个四个活动轮8分别位于四排固定轮403的一侧,装夹气缸带动活动轮8移动可将铝型材压到固定轮403侧面从而将铝型材在水平方向上装夹。所述输送架1上还设置有端头调节机构7,端头调节机构7包括挡板701、升降板702和升降气缸703,升降气缸703纵向固定安装在输送架1上,升降气缸703可为两个,升降板702安装水平设置并安装在升降气缸703顶部的活塞杆上,挡板701为四个并垂直安装在升降板702的上板面,四个铝型材由支撑机构4支撑装夹时,四个铝型材分别于四个挡板701对应,四个挡板701的排布方向与传动筒204的排布方向平行,以便于与推料车101配合使四个铝型材端头平齐,当升降气缸703处于收缩状态时,挡板701的上沿不高于支撑机构4的支撑辊402上沿,即此时挡板701的上沿不高于输送架1上多个支撑辊402上沿形成的输送面从而避免影响铝型材的运输。
所述固定机构5包括固定底板501和两个压板502,两个压板502沿输送方向设置并均位于固定底板501上方,固定底板501水平设置且固定底板501上安装有两个固定气缸,两个固定气缸的顶端分别于两个压板502连接以带动两个压板502动作,两个固定气缸收缩带动压板502靠近固定底板501,从而将铝型材压在固定底板501上,所述固定底板501上开设有用于切割刀盘202穿过的通槽503,通槽503为条形槽,通槽503位于两个压板502之间并处于切割刀盘202的正下方,分切机构2分切铝型材时切割刀盘202的部分刀体位于通槽503内以使将使铝型材可被充分分切开。所述固定底板501的上板面与支撑辊402的上沿等高,固定底板501上固设有挡杆504,图示中挡杆504为4个,四个挡杆504分别位于四排固定轮403的排布方向上,铝型材被支撑机构4上的固定轮403和活动轮8装夹并由推料推沿输送方向推进,铝型材经过固定底板501时其侧面贴于挡杆504上,所述固定底板501上位于挡杆504的一侧也设置有活动轮8和装夹气缸,固定底板501上的活动轮8与支撑机构4上的活动轮8安装方式一样,其目的是在固定地板上装夹气缸的带动下配合挡杆504将铝型材在水平方向上装夹,避免分切过程中铝型材位置偏移从而影响分切精度。所述转运架3上也为立方体形框架结构,转运架3上沿输送方向均匀安装有多个输送辊,多个输送辊传动连接并由转运电机驱动,多个输送辊的上沿与固定底板501的上板面、支撑底板401的上板面以及支撑辊402的上沿均等高。
所述分切架6为龙门形架体,分切架6固定安装有导向板601,导向板601竖直设置且其板面所在平面与输送方向垂直,导向板601上设置有滑轨和导向电机602,所述分切机构2包括移动板201、切割刀盘202和切割电机203,移动板201的一侧板面安装有滑块,移动板201通过滑块与滑轨的配合活动安装在导向板601上,移动板201上旋设有螺纹杆,螺纹杆与滑轨平行且二者均竖直设置,螺纹杆由导向电机602驱动旋转以带动移动板201沿滑轨纵向移动,移动板201的另一侧板面上固定安装有多个传动筒204,图示中传动筒204为四个且排布方向与支撑辊402的长度方向平行,传动筒204纵向设置且筒壁上穿设有两个传动连接的传动轴,所述切割电机203安装在传动筒204上并与位于上方的传动轴传动连接,切割刀盘202安装在另一个传动轴上,切割电机203通过传动筒204带动切割刀盘202旋转,所述传动轴水平设置且其长度方向与输送方向具有夹角,切割刀盘202的板面与输送方向具有夹角以使分切后铝型材的端面为所需的斜面,所述通槽503的形状与切割刀盘202对应以使切割刀盘202的部分可穿过。
本装置的使用原理简述如下:初始时将多个铝型材放置输送架1上,多个铝型材由多个支撑机构4上的固定轮403和活动轮8装夹对位,铝型材的一端由推料车101夹持,推料车101带动多个铝型材沿输送方向移动,在经过端头调节机构7时多个铝型材的前端可抵在挡板701上,通过推料车101上的调节气缸或调节电机调节使多个铝型材的前端平齐,端头调节后纵向气缸收缩使挡板701收回,铝型材输送到待切割位置后固定机构5上的活动轮8与挡杆504配合将铝型材在水平方向上装夹,固定底板501和压板502配合将铝型材在纵向装夹,切割电机203工作带动切割刀盘202旋转,导向电机602工作带动旋转状态的切割刀盘202下移从而将铝型材分切,分切完成后导向电机602带动分切机构2复位,此时分切后的铝型材部分转运机构上由输送辊支撑,固定机构5松开后在转运电机的带动下成品段铝型材被转运,被推料车101夹持的铝型材则继续进行加工。
以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
Claims (9)
1.一种铝型材加工用分切转运装置,其特征在于:包括输送架(1)、分切机构(2)和转运架(3),所述输送架(1)上沿输送方向设置有多个支撑机构(4),待分切的铝型材通过支撑机构(4)支撑在输送架(1)并由活动安装在输送架(1)上的推料车(101)推动沿输送方向移动,输送架(1)上固定安装有用于固定装夹铝型材的固定机构(5),所述分切机构(2)活动安装在分切架(6)上并由导向电机(602)带动纵向调节,分切机构(2)位于固定机构(5)的正上方以切割被装夹在输送架(1)上的铝型材,所述转运架(3)安装在输送架(1)的一端以输送被分切后的铝型材。
2.如权利要求1所述的一种铝型材加工用分切转运装置,其特征在于:所述分切架(6)上固定安装有导向板(601),导向板(601)纵向设置且其板面上安装有导向电机(602),分切机构(2)包括移动板(201)、切割刀盘(202)和切割电机(203),移动板(201)活动安装在导向板(601)上并由导向电机(602)带动纵向调节,切割刀盘(202)安装在移动板(201)上并由切割电机(203)驱动旋转。
3.如权利要求2所述的一种铝型材加工用分切转运装置,其特征在于:所述移动板(201)上安装有传动筒(204),传动筒(204)纵向设置且筒壁上穿设有两个传动连接的传动轴,所述切割电机(203)安装在传动筒(204)上并与一个传动轴传动连接,切割刀盘(202)安装在另一个传动轴上。
4.如权利要求3所述的一种铝型材加工用分切转运装置,其特征在于:所述传动筒(204)为四个且其排布方向与输送架(1)的输送方向垂直,每个传动筒(204)上均安装有一个切割刀盘(202)且多个切割刀盘(202)等高度。
5.如权利要求4所述的一种铝型材加工用分切转运装置,其特征在于:所述输送架(1)上还设置有端头调节机构(7),端头调节机构(7)包括挡板(701)、升降板(702)和升降气缸(703),升降板(702)水平设置并安装在升降气缸(703)的顶端,四个挡板(701)均垂直安装在升降板(702)的上板面并与传动筒(204)的排布方向平行,所述升降气缸(703)纵向安装在输送架(1)上并且升降气缸(703)收缩时挡板(701)的上沿不高于低于支撑机构(4)的支撑面。
6.如权利要求1所述的一种铝型材加工用分切转运装置,其特征在于:所述固定机构(5)包括固定底板(501)和两个压板(502),两个压板(502)沿输送方向设置且均通过固定气缸活动安装在固定板上,所述固定板上开设有用于切割刀盘(202)穿过的通槽(503),通槽(503)为条形槽并位于两个压板(502)之间。
7.如权利要求6所述的一种铝型材加工用分切转运装置,其特征在于:所述支撑机构(4)包括支撑底板(401)和支撑辊(402),支撑底板(401)上水平设置有支撑辊(402),支撑辊(402)与输送方向垂直且其上沿与固定底板(501)的上板面等高。
8.如权利要求7所述的一种铝型材加工用分切转运装置,其特征在于:所述支撑底板(401)上沿输送方向设置有多个固定轮(403),固定底板(501)上固设有挡杆(504)并且挡杆(504)位于多个固定轮(403)的排布方向上,支撑底板(401)和固定底板(501)上均安装有活动轮(8)和装夹气缸,所述装夹气缸与输送方向垂直,活动轮(8)安装在装夹气缸的活塞杆上以与固定轮(403)和挡杆(504)配合水平装夹铝型材。
9.如权利要求1所述的一种铝型材加工用分切转运装置,其特征在于:所述转运架(3)上沿输送方向均匀安装有多个输送辊,多个输送辊传动连接并由转运电机驱动。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021486026.9U CN212761414U (zh) | 2020-07-24 | 2020-07-24 | 一种铝型材加工用分切转运装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021486026.9U CN212761414U (zh) | 2020-07-24 | 2020-07-24 | 一种铝型材加工用分切转运装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212761414U true CN212761414U (zh) | 2021-03-23 |
Family
ID=75038583
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202021486026.9U Active CN212761414U (zh) | 2020-07-24 | 2020-07-24 | 一种铝型材加工用分切转运装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212761414U (zh) |
-
2020
- 2020-07-24 CN CN202021486026.9U patent/CN212761414U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107877006B (zh) | 一种全自动数控激光切管机 | |
| CN111687647B (zh) | 一种铝型材自动加工设备 | |
| WO2021098504A1 (zh) | 一种全自动压克力板双边裁切生产线 | |
| CN113306029B (zh) | 一种开方机 | |
| CN211418628U (zh) | 一种管料/棒料自动上料机 | |
| CN111687482A (zh) | 一种铝型材加工用自动切割装置 | |
| CN211733113U (zh) | 用于地板胶合线的木板上料装置 | |
| CN211077644U (zh) | 一种木料成组自动分料装置 | |
| CN107900539B (zh) | 一种全自动数控激光切管机用输料系统 | |
| CN117066903B (zh) | 用于不锈钢餐桌生产的自动化钢管切割装置 | |
| CN117718368A (zh) | 一种电梯门板加工设备及方法 | |
| CN212761414U (zh) | 一种铝型材加工用分切转运装置 | |
| CN210523541U (zh) | 钢联合生产线的上料装置 | |
| CN111822838A (zh) | 一种汇流带自动焊接的设备 | |
| CN212761480U (zh) | 一种铝型材加工用自动切割装置 | |
| CN116022693A (zh) | 料架棒料自动举升上料机构及方法 | |
| CN215202837U (zh) | 一种开方机 | |
| CN212762370U (zh) | 一种铝型材加工用推料装置 | |
| CN210147456U (zh) | 一种型材钻铣设备 | |
| CN209880562U (zh) | 一种可调宽且具有回板功能的送料装置 | |
| CN108422526B (zh) | 一种多榀木桁架组装设备 | |
| CN212761479U (zh) | 一种铝型材端头切割装置 | |
| CN112297079A (zh) | 一种用于裁切橡胶密封条的裁切装置 | |
| CN110732732A (zh) | 一种闭合环线切断机床 | |
| CN219780531U (zh) | 一种线路板分板机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |