CN212607703U - 电梯配重砝码生产线用传送机构 - Google Patents
电梯配重砝码生产线用传送机构 Download PDFInfo
- Publication number
- CN212607703U CN212607703U CN202021270133.8U CN202021270133U CN212607703U CN 212607703 U CN212607703 U CN 212607703U CN 202021270133 U CN202021270133 U CN 202021270133U CN 212607703 U CN212607703 U CN 212607703U
- Authority
- CN
- China
- Prior art keywords
- rod
- fixed
- electric
- plate
- motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Abstract
本实用新型公开了电梯配重砝码生产线用传送机构,包括用于支撑装置的支撑机构、用于传送砝码的传送机构,所述支撑机构上方安装有所述传送机构,还包括用于上料的上料机构,所述上料机构固定在所述传送机构一侧。本实用新型通过设置上料机构,采用机械代替人工进行上料作业,上料速度快且安全性高,如此提高了配重砝码的生产效率。
Description
技术领域
本实用新型涉及电梯配重砝码生产技术领域,特别是涉及电梯配重砝码生产线用传送机构。
背景技术
电梯是指服务于建筑物内若干特定的楼层,其轿厢运行在至少两列垂直于水平面或与铅垂线倾斜角小于15°的刚性轨道运动的永久运输设备。轿厢尺寸与结构形式便于乘客出入或装卸货物。按速度可分低速电梯(4米/秒以下)、快速电梯(4~12米/秒)和高速电梯(12米/秒以上)。电梯安全测试的过程中需要用到配重砝码。
现有的电梯配重砝码生产线用传送装置采用人工手动上料,配重砝码重量较大从而导致上料效率低下,同时也具有较高的危险性,因此需要在此基础上做进一步的改进。
实用新型内容
本实用新型的目的就在于为了解决上述问题而提供电梯配重砝码生产线用传送机构。
本实用新型通过以下技术方案来实现上述目的:
电梯配重砝码生产线用传送机构,包括用于支撑装置的支撑机构、用于传送砝码的传送机构,所述支撑机构上方安装有所述传送机构,还包括用于上料的上料机构,所述上料机构固定在所述传送机构一侧;
所述支撑机构包括垫板、横板,所述垫板上方固定有所述横板;
所述传送机构包括传送带、主动辊轮、主动转轴、从动辊轮、从动转轴、立板、从动皮带轮、主动皮带轮、传动带、第一电机、第一支撑板,所述传送带内侧安装有所述主动辊轮,所述主动辊轮内侧固定有所述主动转轴,所述主动辊轮一侧设置有所述从动辊轮,所述从动辊轮内侧固定有所述从动转轴,所述传送带前部和后部设置有所述立板,左侧所述立板前部设置有所述从动皮带轮,所述传送带下方设置有所述第一电机,所述第一电机前部安装有所述主动皮带轮,所述主动皮带轮与所述从动皮带轮之间安装有所述传动带,所述第一电机下方固定有所述第一支撑板。
优选的,所述上料机构包括第二支撑板、固定杆、顶板、电动滑台、电动推杆、安装座、电动气缸、活塞杆、夹块、放置座,所述第二支撑板上方安装有所述固定杆,所述固定杆上方安装有所述顶板,所述顶板上安装有所述电动滑台,所述电动滑台下方固定有所述电动推杆,所述电动推杆下方固定有所述安装座,所述安装座前部和后部固定有所述电动气缸,所述电动气缸上安装有所述活塞杆,所述活塞杆上固定有所述夹块,所述安装座下方设置有所述放置座,所述固定杆与所述第二支撑板焊接,所述顶板与所述固定杆焊接,所述电动滑台与所述顶板通过螺栓连接,所述电动推杆与所述电动滑台通过螺栓连接,所述安装座与所述电动推杆焊接,所述电动气缸与所述安装座通过螺栓连接,所述夹块与所述活塞杆焊接,所述放置座与所述第二支撑板焊接。
优选的,所述上料机构包括第二支撑板、固定杆、顶板、电动滑台、电动推杆、安装座、夹块、放置座、第二电机、滑杆、螺纹杆、移动块、移动杆,所述第二支撑板上方安装有所述固定杆,所述固定杆上方安装有所述顶板,所述顶板上安装有所述电动滑台,所述电动滑台下方固定有所述电动推杆,所述电动推杆下方固定有所述安装座,所述安装座前部固定有所述第二电机,所述第二电机上安装有所述螺纹杆,所述螺纹杆上方设置有所述滑杆,所述滑杆上安装有所述移动块,所述移动块下方固定有所述移动杆,所述移动杆下方固定有所述夹块,所述夹块下方设置有所述放置座,所述第二电机与所述安装座通过螺栓连接,所述滑杆与所述安装座焊接,所述移动块与所述滑杆滑动连接,所述移动块与所述螺纹杆通过螺纹连接,所述移动杆与所述移动块焊接,所述移动杆与所述夹块焊接。
优选的,所述垫板与所述横板焊接,所述垫板的数量为三个。
优选的,所述主动辊轮与所述主动转轴焊接,所述从动辊轮与所述从动转轴焊接,所述从动转轴与所述立板转动连接,所述第一电机与所述第一支撑板通过螺栓连接。
与现有技术相比,本实用新型的有益效果如下:
通过设置上料机构,采用机械代替人工进行上料作业,上料速度快且安全性高,如此提高了配重砝码的生产效率。
附图说明
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
图1是本实用新型所述电梯配重砝码生产线用传送机构的第一结构示意图;
图2是本实用新型所述电梯配重砝码生产线用传送机构的第二结构示意图;
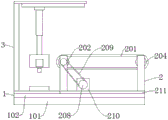
图3是本实用新型所述电梯配重砝码生产线用传送机构的第一主视图;
图4是本实用新型所述电梯配重砝码生产线用传送机构的第二主视图;
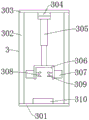
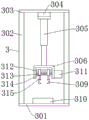
图5是本实用新型所述电梯配重砝码生产线用传送机构中上料机构的第一左视图;
图6是本实用新型所述电梯配重砝码生产线用传送机构中上料机构的第二左视图。
附图标记说明如下:
1、支撑机构;101、垫板;102、横板;2、传送机构;201、传送带;202、主动辊轮;203、主动转轴;204、从动辊轮;205、从动转轴;206、立板;207、从动皮带轮;208、主动皮带轮;209、传动带;210、第一电机;211、第一支撑板;3、上料机构;301、第二支撑板;302、固定杆;303、顶板;304、电动滑台;305、电动推杆;306、安装座;307、电动气缸;308、活塞杆;309、夹块;310、放置座;311、第二电机;312、滑杆;313、螺纹杆;314、移动块;315、移动杆。
具体实施方式
在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
下面结合附图对本实用新型作进一步说明:
实施例1
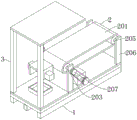
如图1、图3、图5所示,电梯配重砝码生产线用传送机构,包括用于支撑装置的支撑机构1、用于传送砝码的传送机构2,支撑机构1上方安装有传送机构2,还包括用于上料的上料机构3,上料机构3固定在传送机构2一侧;
支撑机构1包括垫板101、横板102,垫板101上方固定有横板102;
传送机构2包括传送带201、主动辊轮202、主动转轴203、从动辊轮204、从动转轴205、立板206、从动皮带轮207、主动皮带轮208、传动带209、第一电机210、第一支撑板211,传送带201内侧安装有主动辊轮202,主动辊轮202内侧固定有主动转轴203,主动辊轮202一侧设置有从动辊轮204,从动辊轮204内侧固定有从动转轴205,传送带201前部和后部设置有立板206,左侧立板206前部设置有从动皮带轮207,传送带201下方设置有第一电机210,第一电机210前部安装有主动皮带轮208,主动皮带轮208与从动皮带轮207之间安装有传动带209,第一电机210下方固定有第一支撑板211。
上料机构3包括第二支撑板301、固定杆302、顶板303、电动滑台304、电动推杆305、安装座306、电动气缸307、活塞杆308、夹块309、放置座310,第二支撑板301上方安装有固定杆302,固定杆302上方安装有顶板303,顶板303上安装有电动滑台304,电动滑台304下方固定有电动推杆305,电动推杆305下方固定有安装座306,安装座306前部和后部固定有电动气缸307,电动气缸307上安装有活塞杆308,活塞杆308上固定有夹块309,安装座306下方设置有放置座310,固定杆302与第二支撑板301焊接,顶板303与固定杆302焊接,电动滑台304与顶板303通过螺栓连接,电动推杆305与电动滑台304通过螺栓连接,安装座306与电动推杆305焊接,电动气缸307与安装座306通过螺栓连接,夹块309与活塞杆308焊接,放置座310与第二支撑板301焊接;垫板101与横板102焊接,垫板101的数量为三个;主动辊轮202与主动转轴203焊接,从动辊轮204与从动转轴205焊接,从动转轴205与立板206转动连接,第一电机210与第一支撑板211通过螺栓连接。
上述结构中:使用装置时,第一电机210带动主动皮带轮208转动,主动皮带轮208通过传动带209带动从动皮带轮207转动,从动皮带轮207通过主动转轴203带动主动辊轮202转动,主动辊轮202带动传送带201转动,将配重砝码放置在放置座310中,电动推杆305伸长带动夹块309下降,当夹块309下降到合适的高度时,电动气缸307控制活塞杆308伸长,活塞杆308伸长带动两个夹块309相向移动,最终使得两个夹块309相互接触,此时配重砝码的握杆刚好位于两个夹块309之间的通孔中,电动推杆305收缩带动配重砝码上升,电动滑台304带动配重砝码移动到传送带201上方,电动推杆305伸长带动配重砝码下降,电动推杆305伸长到一定长度时,电动气缸307控制活塞杆308收缩,两个夹块309分离开来,如此将配重砝码放置在传送带201上,传送带201转动带动配重砝码移动。
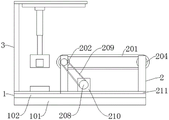
实施例2
如图2、图4、图6所示,实施例2和实施例1的区别在于,将电动气缸307、活塞杆308替换为第二电机311、滑杆312、螺纹杆313、移动块314、移动杆315,使用装置时,第一电机210带动主动皮带轮208转动,主动皮带轮208通过传动带209带动从动皮带轮207转动,从动皮带轮207通过主动转轴203带动主动辊轮202转动,主动辊轮202带动传送带201转动,将配重砝码放置在放置座310中,电动推杆305伸长带动夹块309下降,当夹块309下降到合适的高度时,第二电机311带动螺纹杆313正向转动,螺纹杆313和滑杆312共同协作使得两个移动块314相向移动,移动块314通过移动杆315带动两个夹块309相向移动,最终使得两个夹块309相互接触,此时配重砝码的握杆刚好位于两个夹块309之间的通孔中,电动推杆305收缩带动配重砝码上升,电动滑台304带动配重砝码移动到传送带201上方,电动推杆305伸长带动配重砝码下降,电动推杆305伸长到一定长度时,第二电机311带动螺纹杆313反向转动,两个夹块309分离开来,如此将配重砝码放置在传送带201上,传送带201转动带动配重砝码移动。
以上显示和描述了本实用新型的基本原理、主要特征和优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。
Claims (5)
1.电梯配重砝码生产线用传送机构,其特征在于:包括用于支撑装置的支撑机构(1)、用于传送砝码的传送机构(2),所述支撑机构(1)上方安装有所述传送机构(2),还包括用于上料的上料机构(3),所述上料机构(3)固定在所述传送机构(2)一侧;
所述支撑机构(1)包括垫板(101)、横板(102),所述垫板(101)上方固定有所述横板(102);
所述传送机构(2)包括传送带(201)、主动辊轮(202)、主动转轴(203)、从动辊轮(204)、从动转轴(205)、立板(206)、从动皮带轮(207)、主动皮带轮(208)、传动带(209)、第一电机(210)、第一支撑板(211),所述传送带(201)内侧安装有所述主动辊轮(202),所述主动辊轮(202)内侧固定有所述主动转轴(203),所述主动辊轮(202)一侧设置有所述从动辊轮(204),所述从动辊轮(204)内侧固定有所述从动转轴(205),所述传送带(201)前部和后部设置有所述立板(206),左侧所述立板(206)前部设置有所述从动皮带轮(207),所述传送带(201)下方设置有所述第一电机(210),所述第一电机(210)前部安装有所述主动皮带轮(208),所述主动皮带轮(208)与所述从动皮带轮(207)之间安装有所述传动带(209),所述第一电机(210)下方固定有所述第一支撑板(211)。
2.根据权利要求1所述的电梯配重砝码生产线用传送机构,其特征在于:所述上料机构(3)包括第二支撑板(301)、固定杆(302)、顶板(303)、电动滑台(304)、电动推杆(305)、安装座(306)、电动气缸(307)、活塞杆(308)、夹块(309)、放置座(310),所述第二支撑板(301)上方安装有所述固定杆(302),所述固定杆(302)上方安装有所述顶板(303),所述顶板(303)上安装有所述电动滑台(304),所述电动滑台(304)下方固定有所述电动推杆(305),所述电动推杆(305)下方固定有所述安装座(306),所述安装座(306)前部和后部固定有所述电动气缸(307),所述电动气缸(307)上安装有所述活塞杆(308),所述活塞杆(308)上固定有所述夹块(309),所述安装座(306)下方设置有所述放置座(310),所述固定杆(302)与所述第二支撑板(301)焊接,所述顶板(303)与所述固定杆(302)焊接,所述电动滑台(304)与所述顶板(303)通过螺栓连接,所述电动推杆(305)与所述电动滑台(304)通过螺栓连接,所述安装座(306)与所述电动推杆(305)焊接,所述电动气缸(307)与所述安装座(306)通过螺栓连接,所述夹块(309)与所述活塞杆(308)焊接,所述放置座(310)与所述第二支撑板(301)焊接。
3.根据权利要求1所述的电梯配重砝码生产线用传送机构,其特征在于:所述上料机构(3)包括第二支撑板(301)、固定杆(302)、顶板(303)、电动滑台(304)、电动推杆(305)、安装座(306)、夹块(309)、放置座(310)、第二电机(311)、滑杆(312)、螺纹杆(313)、移动块(314)、移动杆(315),所述第二支撑板(301)上方安装有所述固定杆(302),所述固定杆(302)上方安装有所述顶板(303),所述顶板(303)上安装有所述电动滑台(304),所述电动滑台(304)下方固定有所述电动推杆(305),所述电动推杆(305)下方固定有所述安装座(306),所述安装座(306)前部固定有所述第二电机(311),所述第二电机(311)上安装有所述螺纹杆(313),所述螺纹杆(313)上方设置有所述滑杆(312),所述滑杆(312)上安装有所述移动块(314),所述移动块(314)下方固定有所述移动杆(315),所述移动杆(315)下方固定有所述夹块(309),所述夹块(309)下方设置有所述放置座(310),所述第二电机(311)与所述安装座(306)通过螺栓连接,所述滑杆(312)与所述安装座(306)焊接,所述移动块(314)与所述滑杆(312)滑动连接,所述移动块(314)与所述螺纹杆(313)通过螺纹连接,所述移动杆(315)与所述移动块(314)焊接,所述移动杆(315)与所述夹块(309)焊接。
4.根据权利要求1所述的电梯配重砝码生产线用传送机构,其特征在于:所述垫板(101)与所述横板(102)焊接,所述垫板(101)的数量为三个。
5.根据权利要求1所述的电梯配重砝码生产线用传送机构,其特征在于:所述主动辊轮(202)与所述主动转轴(203)焊接,所述从动辊轮(204)与所述从动转轴(205)焊接,所述从动转轴(205)与所述立板(206)转动连接,所述第一电机(210)与所述第一支撑板(211)通过螺栓连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021270133.8U CN212607703U (zh) | 2020-07-02 | 2020-07-02 | 电梯配重砝码生产线用传送机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021270133.8U CN212607703U (zh) | 2020-07-02 | 2020-07-02 | 电梯配重砝码生产线用传送机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212607703U true CN212607703U (zh) | 2021-02-26 |
Family
ID=74757510
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202021270133.8U Active CN212607703U (zh) | 2020-07-02 | 2020-07-02 | 电梯配重砝码生产线用传送机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212607703U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113514142A (zh) * | 2021-04-28 | 2021-10-19 | 中国计量科学研究院 | 砝码传送装置及质量测量系统 |
-
2020
- 2020-07-02 CN CN202021270133.8U patent/CN212607703U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113514142A (zh) * | 2021-04-28 | 2021-10-19 | 中国计量科学研究院 | 砝码传送装置及质量测量系统 |
| CN113514142B (zh) * | 2021-04-28 | 2022-12-09 | 中国计量科学研究院 | 砝码传送装置及质量测量系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111252565A (zh) | 高位留孔码垛生产线 | |
| CN212607703U (zh) | 电梯配重砝码生产线用传送机构 | |
| CN111776765A (zh) | 一种超长螺栓整列供料设备 | |
| CN111572871A (zh) | 一种新能源汽车电池包装运输设备 | |
| CN215556984U (zh) | 板式自动上下料装置 | |
| CN214494458U (zh) | 一种物料上下料输送设备 | |
| CN218753141U (zh) | 一种重力滑台上件系统及汽车生产线 | |
| CN216189293U (zh) | 一种可用于保温板的自动码垛装置 | |
| CN216425955U (zh) | 一种板材行架机械手 | |
| CN112345577B (zh) | 一种色母粒自动检测系统及方法 | |
| KR100476327B1 (ko) | 와이어패드 절곡장치 | |
| CN212502899U (zh) | 料框分离装置和料框分离生产线 | |
| CN211197648U (zh) | 自动料仓装置 | |
| CN113716464A (zh) | 一种环形轨道用电动单梁起重机 | |
| CN210655993U (zh) | 一种大小纸卷分离升降机 | |
| CN113148659A (zh) | 一种泡沫陶瓷板的高效卸板机 | |
| CN219790586U (zh) | 一种空箱自动供给输送装置 | |
| CN111804829A (zh) | 一种自动移载机的上下料输送结构 | |
| CN218319287U (zh) | 一种pcba板送料设备 | |
| CN220811009U (zh) | 一种电池包下料机构 | |
| CN110902292A (zh) | 一种冰箱门外壳加工的自动上卸料装置及其工作方法 | |
| CN218808904U (zh) | 一种龙门式升板机 | |
| CN213895047U (zh) | 一种挤压用玻璃润滑垫升降装置 | |
| CN115780918B (zh) | 一种齿条全自动加工设备 | |
| CN218617391U (zh) | 一种瓷砖分拣包装生产线 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |