CN212525680U - 一种盖板翻转式负角整形机构 - Google Patents
一种盖板翻转式负角整形机构 Download PDFInfo
- Publication number
- CN212525680U CN212525680U CN202021119097.5U CN202021119097U CN212525680U CN 212525680 U CN212525680 U CN 212525680U CN 202021119097 U CN202021119097 U CN 202021119097U CN 212525680 U CN212525680 U CN 212525680U
- Authority
- CN
- China
- Prior art keywords
- cover plate
- shaping
- negative angle
- lower die
- inclined surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Abstract
本实用新型公开了一种盖板翻转式负角整形机构,包括相配合的上模和下模,所述下模设置有用于安装料片的固定钢块,所述固定钢块包括水平安装面和向内倾斜的倾斜面,所述水平安装面和倾斜面相连,所述水平安装面和倾斜面之间的夹角小于90°;所述上模设置有成型冲头,所述下模设置有成型盖板,所述成型盖板与下模转动连接,所述成型盖板包括整形面,所述上模向所述下模运动时,所述成型冲头驱动成型盖板转动并使所述整形面贴向所述固定钢块的倾斜面。本实用新型盖板翻转式负角整形机构解决了紧凑型模具中侧面负角整形的问题,降低了模具费用,结构简单,结构稳定性强,使负角整形功能更加简单可靠。
Description
技术领域
本实用新型涉及一种模具,尤其是涉及一种盖板翻转式负角整形机构。
背景技术
现阶段的模具行业在制定冲压方向时会尽量避免出现负角的出现,但是部分钣件由于造型问题不得不对负角进行处理,通常会使用新型的标准件对其进行功能上的实现。但是标准件存在价格昂贵,周期长,空间占用大等一系列的弊端,不利于公司的成本的控制和模具的整体功能性。例如U型板件,在一次翻边以后一般都会由于客户板件公差的要求而在后面再进行一次整形来达到理想的板件精度要求。为了达到公差要求,传统的侧向CAM整形一般会沿要整形区域的垂直方向,这与冲压方向会不同,同时受到步距和模具空间的限制,整形CAM的摆放空间和位置都不会很理想,这样不仅增加设计的难度,同时对后期的组装,调试,维护都会带来不便。现有的整负角的结构大都基于标准CAM的基础上,标准CAM是供应商提供的成品。具有局限性,如空间,摆放角度和距离大小等要求,不能很好的符合每套模具的要求,在模具空间紧凑的情况下,使用小型标准CAM价格昂贵,单价在10000左右,且不包含其余成型钢块的加工和后期调模时的修改状况,成本较高。
实用新型内容
针对上述存在的技术问题,本实用新型的目的是:提供一种盖板翻转式负角整形机构,简单方便地实现负角整形功能。
为实现上述目的,本实用新型提供如下技术方案:
一种盖板翻转式负角整形机构,包括相配合的上模和下模,所述下模设置有用于安装料片的固定钢块,所述固定钢块包括水平安装面和向内倾斜的倾斜面,所述水平安装面和倾斜面相连,所述水平安装面和倾斜面之间的夹角小于90°;所述上模设置有成型冲头,所述下模设置有成型盖板,所述成型盖板与下模转动连接,所述成型盖板包括整形面,所述上模向所述下模运动时,所述成型冲头驱动成型盖板转动并使所述整形面贴向所述固定钢块的倾斜面。
优选的是,所述成型盖板包括翻转部和加压部,所述翻转部和加压部之间设置有轴孔,所述成型盖板绕一插入轴孔中的插销转动。
优选的是,所述加压部包括整形面、第一驱动面和第二驱动面,所述第一驱动面和第二驱动面相连,所述成型冲头包括第三驱动面和第四驱动面,所述第三驱动面和第四驱动面相连,所述上模向所述下模运动时,所述第三驱动面与第一驱动面相抵并驱使所述整形面贴向所述固定钢块的倾斜面,所述整形面与倾斜面贴合后,所述第四驱动面和第二驱动面相抵并使成型盖板保持静止。
优选的是,所述下模设置有氮气弹簧和顶块,所述氮气弹簧用于推动顶块挤压翻转部使所述成型盖板转动,并使所述整形面远离倾斜面。
优选的是,所述下模设置有防侧钢块,所述防侧钢块的侧面设置有导向面,所述上模向所述下模运动时,所述成型冲头沿着导向面向下运动。
优选的是,所述上模设置有压料窗口,所述压料窗口用于在上模向下运动前预先压住料片。
由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
本实用新型盖板翻转式负角整形机构解决了紧凑型模具中侧面负角整形的问题,降低了模具费用,其包括相配合的上模和下模,下模设置有用于安装料片的固定钢块,固定钢块包括水平安装面和向内倾斜的倾斜面,水平安装面和倾斜面相连,水平安装面和倾斜面之间的夹角小于90°,当上模向下模运动时,上模上的成型冲头驱动下模的成型盖板转动,使成型盖板的整形面贴向固定钢块的倾斜面,挤压料片向内弯折,简单方便地实现负角整形功能,节约了成本,简化了结构,使组装调试都更加简便,节省了人力成本,缩短了模具的调试时间和试模周期,提高了生产效率,降低了生产成本;同时由于结构简单,结构稳定性加强,零件的损坏几率和更换频率也会下降,降低了整个生产过程中的成本,使负角整形功能更加简单可靠。
附图说明
下面结合附图对本实用新型技术方案作进一步说明:
附图1为本实用新型盖板翻转式负角整形机构的立体示意图;
附图2为本实用新型盖板翻转式负角整形机构的俯视图;
附图3为附图2的A-A剖面图;
附图4为本实用新型盖板翻转式负角整形机构的分模时的剖面图;
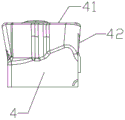
附图5为本实用新型盖板翻转式负角整形机构的固定钢块的示意图;
附图6为本实用新型盖板翻转式负角整形机构的料片的示意图;
附图7为本实用新型盖板翻转式负角整形机构的成型冲头的示意图;
附图8为本实用新型盖板翻转式负角整形机构的成型盖板的示意图。
其中:1、上模;2、下模;3、料片;31、料片平面;32、料片侧面;4、固定钢块;41、水平安装面;42、倾斜面;5、成型冲头;51、第三驱动面;52、第四驱动面;6、成型盖板;61、翻转部;62、加压部;621、整形面;622、第一驱动面;623、第二驱动面;63、轴孔;7、插销;8、氮气弹簧;9、顶块;10、防侧钢块;101、导向面;11、压料窗口。
具体实施方式
下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
如附图1所示为本实用新型一种盖板翻转式负角整形机构,包括相配合的上模1和下模2,下模2设置有用于安装料片3的固定钢块4,如附图5所示,固定钢块4包括水平安装面41和向内倾斜的倾斜面42,水平安装面41和倾斜面42相连,两者之间的夹角小于90°。如附图6所示,料片3包括料片平面31和料片侧面32,料片平面31和料片侧面32之间的夹角大于等于90°,将料片3置于固定钢块4上,压紧料片平面31并将料片侧面32紧贴倾斜面42向里挤压,实现负角整形功能。
如附图3所示,上模1设置有成型冲头5,下模2设置有成型盖板6。如附图8所示,成型盖板6包括处于下方的翻转部61和处于上方的加压部62,翻转部61和加压部62之间设置有轴孔63,一插销7穿过轴孔63与下模2相连,成型盖板6可绕着插入轴孔63中的插销7转动。加压部62包括整形面621、第一驱动面622和第二驱动面623,整形面621、第一驱动面622和第二驱动面623均为平面,第一驱动面622和第二驱动面623平滑过渡相连。如附图7所示,成型冲头5包括第三驱动面51和第四驱动面52,第三驱动面51和第四驱动面52均为平面,两者平滑过渡相连。当上模1向下模2运动时,第三驱动面51与第一驱动面622相抵并驱使成型盖板6转动,使得整形面621贴向固定钢块4的倾斜面42,将料片侧面32向内侧挤压;随着上模1继续往下,第三驱动面51滑过第一驱动面622,第四驱动面52和第二驱动面623相抵并使成型盖板6保持静止,整形面621与倾斜面42贴合,持续压紧料片侧面32。
下模2安装有防侧钢块10,防侧钢块10的侧面设置有竖直的导向面101,当上模1向下模2运动时,成型冲头5与第四驱动面52相对的面沿着导向面101向下运动,避免成型冲头5受到成型盖板6的反作用力产生松动变形导致运动轨迹产生变化使成型盖板6无法压紧料片侧面32,防侧钢块10使模具更加稳固可靠,成型更加精准。
下模2还安装有氮气弹簧8和顶块9,氮气弹簧8用于推动顶块9挤压翻转部61使成型盖板6转动,并使整形面621远离倾斜面42。如附图4所示为氮气弹簧8的释放状态,氮气弹簧8顶出,将成型盖板6保持在一个不与料片3接触的位置,确保成型盖板6在不工作状态下不与固定钢块4产生干涉。
上模1设置有压料窗口11,压料窗口11用于在上模1向下运动前预先压住料片3,避免料片3偏移。
工作过程:将前一站送进来的料片3置于固定钢块4上,料片平面31与水平安装面41贴合,如附图4所示,此时氮气弹簧8处于释放状态,成型盖板6在由氮气弹簧8驱动的顶块9的推动下保持静止,其整形面621远离固定钢块4的倾斜面42,其第一驱动面622与成型冲头5的第三驱动面51大致平行,首先将压料窗口11下压固定料片3,随后上模1带动成型冲头5向下移动,第三驱动面51与第一驱动面622相抵,使成型盖板6与氮气弹簧8驱动的反方向转动,整形面621压向倾斜面42,将料片侧面32向内侧挤压;成型冲头5继续向下移动,第三驱动面51与第一驱动面622分离,第四驱动面52与第二驱动面623相抵,如附图3所示,整形面621保持在将料片侧面32挤压贴合在倾斜面42上的状态,使料片侧面32与料片平面31之间的夹角小于90°,实现料片3负角的整形,此时氮气弹簧8受到翻转部61的挤压处于回退状态。
本实用新型盖板翻转式负角整形机构解决了紧凑型模具中侧面负角整形的问题,降低了模具费用,其包括相配合的上模1和下模2,下模2设置有用于安装料片3的固定钢块4,固定钢块4包括水平安装面41和向内倾斜的倾斜面42,水平安装面41和倾斜面42相连,水平安装面41和倾斜面42之间的夹角小于90°,当上模1向下模2运动时,上模1上的成型冲头5驱动下模2的成型盖板6转动,使成型盖板6的整形面621贴向固定钢块4的倾斜面42,挤压料片3向内弯折,简单方便地实现负角整形功能,节约了成本,简化了结构,使组装调试都更加简便,节省了人力成本,缩短了模具的调试时间和试模周期,提高了生产效率,降低了生产成本;同时由于结构简单,结构稳定性加强,零件的损坏几率和更换频率也会下降,降低了整个生产过程中的成本,使负角整形功能更加简单可靠。
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
Claims (6)
1.一种盖板翻转式负角整形机构,其特征在于:包括相配合的上模和下模,所述下模设置有用于安装料片的固定钢块,所述固定钢块包括水平安装面和向内倾斜的倾斜面,所述水平安装面和倾斜面相连,所述水平安装面和倾斜面之间的夹角小于90°;所述上模设置有成型冲头,所述下模设置有成型盖板,所述成型盖板与下模转动连接,所述成型盖板包括整形面,所述上模向所述下模运动时,所述成型冲头驱动成型盖板转动并使所述整形面贴向所述固定钢块的倾斜面。
2.根据权利要求1所述的盖板翻转式负角整形机构,其特征在于:所述成型盖板包括翻转部和加压部,所述翻转部和加压部之间设置有轴孔,所述成型盖板绕一插入轴孔中的插销转动。
3.根据权利要求2所述的盖板翻转式负角整形机构,其特征在于:所述加压部包括整形面、第一驱动面和第二驱动面,所述第一驱动面和第二驱动面相连,所述成型冲头包括第三驱动面和第四驱动面,所述第三驱动面和第四驱动面相连,所述上模向所述下模运动时,所述第三驱动面与第一驱动面相抵并驱使所述整形面贴向所述固定钢块的倾斜面,所述整形面与倾斜面贴合后,所述第四驱动面和第二驱动面相抵并使成型盖板保持静止。
4.根据权利要求2所述的盖板翻转式负角整形机构,其特征在于:所述下模设置有氮气弹簧和顶块,所述氮气弹簧用于推动顶块挤压翻转部使所述成型盖板转动,并使所述整形面远离倾斜面。
5.根据权利要求1所述的盖板翻转式负角整形机构,其特征在于:所述下模设置有防侧钢块,所述防侧钢块的侧面设置有导向面,所述上模向所述下模运动时,所述成型冲头沿着导向面向下运动。
6.根据权利要求1所述的盖板翻转式负角整形机构,其特征在于:所述上模设置有压料窗口,所述压料窗口用于在上模向下运动前预先压住料片。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021119097.5U CN212525680U (zh) | 2020-06-17 | 2020-06-17 | 一种盖板翻转式负角整形机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021119097.5U CN212525680U (zh) | 2020-06-17 | 2020-06-17 | 一种盖板翻转式负角整形机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212525680U true CN212525680U (zh) | 2021-02-12 |
Family
ID=74548619
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202021119097.5U Active CN212525680U (zh) | 2020-06-17 | 2020-06-17 | 一种盖板翻转式负角整形机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212525680U (zh) |
-
2020
- 2020-06-17 CN CN202021119097.5U patent/CN212525680U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201291267Y (zh) | 冲孔反向斜楔翻边复合模具 | |
| CN114653830B (zh) | 一种具有负角翻边冲压件的冲压模具及工艺 | |
| CN212525680U (zh) | 一种盖板翻转式负角整形机构 | |
| CN209753811U (zh) | 冲压零件翻孔同步倒角的冲压模具 | |
| CN214417454U (zh) | 汽车白车身级进模的侧翻边双动机构 | |
| CN211539225U (zh) | 一种冰箱钣金件的冲压模具 | |
| CN2855576Y (zh) | 法向压料机构及使用该机构的冲压模具 | |
| CN210907677U (zh) | 一种生产副水箱下安装支架中间工件的冲压模具 | |
| CN113843313A (zh) | 一种钣金加工用五金模具 | |
| CN206632251U (zh) | 一种用于冲压机的导向输送装置 | |
| CN207103578U (zh) | 一种z形件弯曲模 | |
| CN212384406U (zh) | 一种防止零件的凸包凹陷变形的模具 | |
| CN220361859U (zh) | 一种冲压模具的侧向翻孔结构 | |
| CN217223154U (zh) | 一种冲裁用简易悬吊式斜楔结构 | |
| CN212469451U (zh) | 一种汽车地板横梁的冲压模具 | |
| CN215391909U (zh) | 一种分体式钢片成型模具 | |
| CN215279532U (zh) | 一种基于模具成形的微调结构 | |
| CN219648695U (zh) | 一种刀头冷压模及粉末冷压成型机 | |
| CN217095146U (zh) | 一种用于冲压模具中的复合成型结构 | |
| CN216679909U (zh) | 一种点穴式定位成型压料结构 | |
| CN215279491U (zh) | 一种汽车冲压件自动化生产装置 | |
| CN219805250U (zh) | 一种浮动式冲压模具 | |
| CN212168720U (zh) | 一种冲模拉深带冲孔装置 | |
| CN211679591U (zh) | 一种翻边模具的防回弹结构 | |
| CN211101053U (zh) | 一种具有双腔结构的成型模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |