CN211552807U - 一种用于高频感应淬火局部变形气缸套的检测工装 - Google Patents
一种用于高频感应淬火局部变形气缸套的检测工装 Download PDFInfo
- Publication number
- CN211552807U CN211552807U CN202020652411.XU CN202020652411U CN211552807U CN 211552807 U CN211552807 U CN 211552807U CN 202020652411 U CN202020652411 U CN 202020652411U CN 211552807 U CN211552807 U CN 211552807U
- Authority
- CN
- China
- Prior art keywords
- detection
- cylinder
- cylinder sleeve
- fixed
- clamping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000001514 detection method Methods 0.000 title claims abstract description 96
- 230000006698 induction Effects 0.000 title claims abstract description 14
- 238000010791 quenching Methods 0.000 title claims abstract description 14
- 230000000171 quenching effect Effects 0.000 title claims abstract description 14
- 230000007246 mechanism Effects 0.000 claims abstract description 11
- 230000003028 elevating effect Effects 0.000 claims description 20
- 238000000034 method Methods 0.000 abstract description 14
- 238000004519 manufacturing process Methods 0.000 abstract description 9
- 230000008569 process Effects 0.000 abstract description 9
- 230000000712 assembly Effects 0.000 abstract description 3
- 238000000429 assembly Methods 0.000 abstract description 3
- 238000010586 diagram Methods 0.000 description 2
- 230000033001 locomotion Effects 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
Images

Abstract
本实用新型属于气缸套检测设备技术领域,尤其涉及一种用于高频感应淬火局部变形气缸套的检测工装,包括底座及检测机构、检测夹具;检测机构包括固定在底座上的支架,支架上设有内检测头,及外检测头;检测夹具包括互相连接配合的转动电机、旋转台、气缸一及升降台,旋转台的上表面均匀分布多个夹持组件一,升降台上设有夹持组件二。本实用新型结构简单合理,操作方便,可在同一设备上对气缸套进行外表面、内表面的检测,避免了转移气缸套、更换检测设备这一过程,提高了检测效率,省时省力;夹持组件一与夹持组件二相互配合,灵活配合内、外检测头的检测,没有检测盲区,提高了检测精度,进而提高了生产效率低及生产质量。
Description
技术领域
本实用新型涉及气缸套检测设备技术领域,尤其涉及一种用于高频感应淬火局部变形气缸套的检测工装。
背景技术
高频感应淬火局部变形气缸套的内表面及外表面的检测是生产环节中检测项目的重要环节,由于气缸套的外表面及内表面为非精加工面,现有技术中使用内径千分表、气动量仪及内孔测头等其进行检测时,由于气缸套的内表面及外表面检测为单独的两个过程,存在检测时间长、检测设备多,操作麻烦、检测速度慢、检测精度低的问题,需要较多的时间、人力、物力,降低了检测效率,且在各自的检测过程中,气缸套需要在夹持件的夹持下转动,缸体与夹持件的接触部分不能得到检测,降低了检测精度,从而造成生产效率低、生产成本高、生产质量差的缺陷。
实用新型内容
本实用新型的目的是为了解决现有技术中的问题,而提出的一种用于高频感应淬火局部变形气缸套的检测工装。
为了实现上述目的,本实用新型采用了如下技术方案:
一种用于高频感应淬火局部变形气缸套的检测工装,包括底座,所述底座上设置有检测机构及与检测机构相配合的检测夹具;
所述检测机构包括固定在底座上的支架,所述支架的水平架上设有内检测头,所述内检测头可在竖直方向上下移动,所述支架的竖直架上设有外检测头;
所述检测夹具包括转动电机、旋转台、气缸一及升降台,所述转动电机固定在底座上,转动电机的输出轴与旋转台的底部中心固定连接,所述旋转台的上表面中心设有凹槽,所述气缸一固定在凹槽内,气缸一的伸缩端与升降台的下表面固定连接,带动升降台在凹槽内上下移动,所述旋转台的上表面沿凹槽四周均匀分布多个夹持组件一,所述升降台上设有夹持组件二。检测时,气缸套被夹持组件一夹持固定后,内检测头沿气缸套内孔的中心轴线上下移动,配合气缸套的旋转,对气缸套内表面进行全面的内表面的检测;同样外表面检测时,气缸套被夹持组件二夹持固定后,在气缸一的作用下上下移动的同时不断旋转,位于气缸套外侧的外检测头对气缸套的外表面进行全面的的检测,外检测头所处位置可在气缸套上下移动时,对气缸套的外表面从上至下进行全面的检测。内检测头及外检测头均为现有技术,是本领域常用设备,此处不再赘述。
优选的,所述夹持组件一包括气缸二及夹持件一,所述气缸二固定在旋转台的上表面,气缸二的伸缩端与夹持件一固定连接,所述夹持件一为与气缸套外表面相匹配的弧形板,所述弧形板与气缸套外表面的接触面上固定有弹性防滑层,弹性防滑层可以确保夹持件一可靠地夹持气缸套,避免夹持过程中气缸套的滑落及倾斜,确保检测的精准度。
优选的,所述夹持组件二包括正反转电机、螺杆及两个夹持件二,所述正反转电机固定在升降台上,所述螺杆的一端与正反转电机的输出轴固定连接,螺杆的另一端通过轴承与升降台的侧壁转动连接,两个夹持件二设置在螺杆上并关于螺杆的中心对称,所述夹持件二为与气缸套内表面相匹配的弧形板,所述弧形板与气缸套内表面的接触面上固定有弹性防滑层,所述夹持件二的底部固定有连接件,所述连接件上设有螺纹孔,所述螺杆从连接件的螺纹孔穿过并与连接件螺纹配合。
优选的,所述水平架上固定有气缸三,所述气缸三的伸缩端竖直向下并与内检测头固定连接。
本实用新型还包括能够使一种用于高频感应淬火局部变形气缸套的检测工装正常使用的其它组件,如转动电机的控制组件、正反转电机的控制组件、气缸一、气缸二、气缸三的控制组件、内检测头的控制组件、外检测头的控制组件等均为本领域的常规技术手段。另外,本实用新型中未加限定的装置或组件均采用本领域中的常规技术手段,如内检测头,外检测头、转动电机、气缸一、气缸二、气缸三、正反转电机、弹性防滑层等,均采用本领域中的常规技术手段。
工作原理:检测气缸套内表面时,通过多个夹持组件一的夹持件一夹持住气缸套的外表面,通过转动电机带动旋转台转动,在气缸套随旋转台转动的过程中,气缸三带动内检测头伸入气缸套内孔中对气缸套内表面进行全面的检测,测量气缸套内表面的过程中,升降台上的夹持组件二位于旋转台的凹槽内不对气缸套的内表面检测产生干扰;
检测气缸套外表面时,气缸一带动升降台上升,正反转电机正转,使两个夹持件二背向运动直至两个夹持件二将气缸套的内表面夹持住,转动电机带动旋转台转动,在气缸套随旋转台转动的过程中,气缸一带动升降台不断上升,使得外检测头对气缸套外表面进行全面的检测,测量气缸套外表面的过程中,夹持组件一松开气缸套,不对气缸套的外表面检测产生干扰。
与现有技术相比,本实用新型的有益效果为:结构简单合理,操作方便,可在同一设备上对气缸套进行外表面、内表面的检测,避免了转移气缸套、更换检测设备这一过程,提高了检测效率,省时省力;夹持组件一与夹持组件二相互配合,灵活配合内、外检测头的检测,没有检测盲区,提高了检测精度,进而提高了生产效率低及生产质量。
附图说明
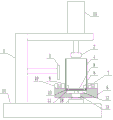
图1为本实用新型实施例中提出的一种用于高频感应淬火局部变形气缸套的检测工装的结构示意图;
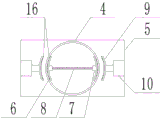
图2为图1中检测夹具的俯视图;
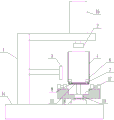
图3为本实用新型实施例中检测气缸套外表面时的状态示意图;
图4为本实用新型实施例中检测气缸套内表面时的状态示意图。
图中:1支架、2内检测头、3外检测头、4气缸套、5旋转台、6夹持件二、7连接件、8螺杆、9夹持件一、10气缸二、11升降台、12正反转电机、13气缸一、14底座、15气缸三、16弹性防滑层、17凹槽、18转动电机。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
参照图1-4所示,一种用于高频感应淬火局部变形气缸套的检测工装,包括底座14,所述底座14上设置有检测机构及与检测机构相配合的检测夹具;
所述检测机构包括固定在底座14上的支架1,所述支架1的水平架上设有内检测头2,所述内检测头2可在竖直方向上下移动,所述支架1的竖直架上设有外检测头3;
所述检测夹具包括转动电机18、旋转台5、气缸一13及升降台11,所述转动电机18固定在底座14上,转动电机18的输出轴与旋转台5的底部中心固定连接,所述旋转台5的上表面中心设有凹槽17,所述气缸一13固定在凹槽17内,气缸一13的伸缩端与升降台11的下表面固定连接,带动升降台11在凹槽17内上下移动,所述旋转台5的上表面沿凹槽17四周均匀分布多个夹持组件一,所述升降台上11设有夹持组件二。检测时,气缸套4被夹持组件一夹持固定后,内检测头2沿气缸套4内孔的中心轴线上下移动,配合气缸套4的旋转,对气缸套4内表面进行全面的内表面的检测;同样外表面检测时,气缸套4被夹持组件二夹持固定后,在气缸一13的作用下上下移动的同时不断旋转,位于气缸套4外侧的外检测头3对气缸套4的外表面进行全面的的检测。
所述夹持组件一包括气缸二10及夹持件一9,所述气缸二10固定在旋转台5的上表面,气缸二10的伸缩端与夹持件一9固定连接,所述夹持件一9为与气缸套4外表面相匹配的弧形板,所述弧形板与气缸套4外表面的接触面上固定有弹性防滑层16,弹性防滑层16可以确保夹持件一9可靠地夹持气缸套4,避免夹持过程中气缸套4的滑落及倾斜,确保检测的精准度。
所述夹持组件二包括正反转电机12、螺杆8及两个夹持件二6,所述正反转电机12固定在升降台11上,所述螺杆8的一端与正反转电机12的输出轴固定连接,螺杆8的另一端通过轴承与升降台11的侧壁转动连接,两个夹持件二6设置在螺杆8上并关于螺杆8的中心对称,所述夹持件二6为与气缸套4内表面相匹配的弧形板,所述弧形板与气缸套4内表面的接触面上固定有弹性防滑层16,所述夹持件二6的底部固定有连接件7,所述连接件7上设有螺纹孔,所述螺杆8从连接件7的螺纹孔穿过并与连接件螺纹配合。
所述水平架上固定有气缸三15,所述气缸三15的伸缩端竖直向下并与内检测头2固定连接。
使用时,当进行气缸套4内表面检测时,通过多个夹持组件一的夹持件一9夹持住气缸套4的外表面,通过转动电机18带动旋转台5转动,在气缸套4随旋转台5转动的过程中,气缸三15带动内检测头2伸入气缸套4内孔中对气缸套4内表面进行全面的检测,测量气缸套4内表面的过程中,升降台11上的夹持组件二位于旋转台5的凹槽17内不对气缸套4的内表面检测产生干扰;
检测气缸套4外表面时,气缸一13带动升降台11上升,正反转电机12正转,使两个夹持件二6背向运动直至两个夹持件二6将气缸套4的内表面夹持住,转动电机18带动旋转台5转动,在气缸套4随旋转台5转动的过程中,气缸一13带动升降台11不断上升,使得外检测头3对气缸套4外表面进行全面的检测,测量气缸套4外表面的过程中,夹持组件一松开气缸套4,不对气缸套4的外表面检测产生干扰。
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
Claims (4)
1.一种用于高频感应淬火局部变形气缸套的检测工装,包括底座,其特征在于,所述底座上设置有检测机构及与检测机构相配合的检测夹具;
所述检测机构包括固定在底座上的支架,所述支架的水平架上设有内检测头,所述内检测头可在竖直方向上下移动,所述支架的竖直架上设有外检测头;
所述检测夹具包括转动电机、旋转台、气缸一及升降台,所述转动电机固定在底座上,转动电机的输出轴与旋转台的底部中心固定连接,所述旋转台的上表面中心设有凹槽,所述气缸一固定在凹槽内,气缸一的伸缩端与升降台的下表面固定连接,带动升降台在凹槽内上下移动,所述旋转台的上表面沿凹槽四周均匀分布多个夹持组件一,所述升降台上设有夹持组件二。
2.根据权利要求1所述的一种用于高频感应淬火局部变形气缸套的检测工装,其特征在于,所述夹持组件一包括气缸二及夹持件一,所述气缸二固定在旋转台的上表面,气缸二的伸缩端与夹持件一固定连接,所述夹持件一为与气缸套外表面相匹配的弧形板,所述弧形板与气缸套外表面的接触面上固定有弹性防滑层。
3.根据权利要求1所述的一种用于高频感应淬火局部变形气缸套的检测工装,其特征在于,所述夹持组件二包括正反转电机、螺杆及两个夹持件二,所述正反转电机固定在升降台上,所述螺杆的一端与正反转电机的输出轴固定连接,螺杆的另一端通过轴承与升降台的侧壁转动连接,两个夹持件二设置在螺杆上并关于螺杆的中心对称,所述夹持件二为与气缸套内表面相匹配的弧形板,所述弧形板与气缸套内表面的接触面上固定有弹性防滑层,所述夹持件二的底部固定有连接件,所述连接件上设有螺纹孔,所述螺杆从连接件的螺纹孔穿过并与连接件螺纹配合。
4.根据权利要求1所述的一种用于高频感应淬火局部变形气缸套的检测工装,其特征在于,所述水平架上固定有气缸三,所述气缸三的伸缩端竖直向下并与内检测头固定连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020652411.XU CN211552807U (zh) | 2020-04-26 | 2020-04-26 | 一种用于高频感应淬火局部变形气缸套的检测工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020652411.XU CN211552807U (zh) | 2020-04-26 | 2020-04-26 | 一种用于高频感应淬火局部变形气缸套的检测工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211552807U true CN211552807U (zh) | 2020-09-22 |
Family
ID=72495885
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020652411.XU Expired - Fee Related CN211552807U (zh) | 2020-04-26 | 2020-04-26 | 一种用于高频感应淬火局部变形气缸套的检测工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211552807U (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112094994A (zh) * | 2020-11-08 | 2020-12-18 | 株洲市湘宁高中频设备有限责任公司 | 一种方便对五金材料进行夹持淬火的淬火装置 |
| CN112345235A (zh) * | 2020-11-10 | 2021-02-09 | 浙江夏厦精密制造股份有限公司 | 一种用于长轴类零件内齿测量的定位方法及装置 |
| CN113427414A (zh) * | 2021-06-02 | 2021-09-24 | 安徽信息工程学院 | 一种可调气动夹具 |
| CN116263398A (zh) * | 2021-12-13 | 2023-06-16 | 深圳市宽田科技有限公司 | 一种用于气缸套耐腐蚀性的检测工装 |
-
2020
- 2020-04-26 CN CN202020652411.XU patent/CN211552807U/zh not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112094994A (zh) * | 2020-11-08 | 2020-12-18 | 株洲市湘宁高中频设备有限责任公司 | 一种方便对五金材料进行夹持淬火的淬火装置 |
| CN112345235A (zh) * | 2020-11-10 | 2021-02-09 | 浙江夏厦精密制造股份有限公司 | 一种用于长轴类零件内齿测量的定位方法及装置 |
| CN113427414A (zh) * | 2021-06-02 | 2021-09-24 | 安徽信息工程学院 | 一种可调气动夹具 |
| CN116263398A (zh) * | 2021-12-13 | 2023-06-16 | 深圳市宽田科技有限公司 | 一种用于气缸套耐腐蚀性的检测工装 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN211552807U (zh) | 一种用于高频感应淬火局部变形气缸套的检测工装 | |
| CN113523811A (zh) | 一种可对零件中心孔进行检测的非标零件钻孔喷涂装置 | |
| CN110988131B (zh) | 一种轴承检测用超声表面探伤装置 | |
| CN209979133U (zh) | 一种九级探头快速检测装置 | |
| CN209894095U (zh) | 一种轴类零件外径快速检测装置 | |
| CN215680651U (zh) | 一种晶圆测试机 | |
| CN207013231U (zh) | 一种点胶机旋转夹紧装置 | |
| CN206200662U (zh) | 一种自动化机器人圆柱状壳体打磨系统用夹取手臂 | |
| CN211785869U (zh) | 一种用于灯具检测的检测台 | |
| CN218546823U (zh) | 一种半导体检测用探针平台 | |
| CN108247614B (zh) | 旋转式机械手及带有该机械手的pcb板高压测试系统 | |
| CN114653623B (zh) | 一种钻头缺陷检测及分拣装备 | |
| CN112212821B (zh) | 轴承内径的检测装置 | |
| CN213301097U (zh) | 一种螺纹检测机 | |
| CN110125032B (zh) | 一种气缸套支撑肩激光检测分组设备 | |
| CN210953401U (zh) | 一种齿轮无损探伤检测装置 | |
| CN210741341U (zh) | 产品内孔直径检测设备 | |
| CN220473323U (zh) | 一种气缸套耐腐蚀性检测工装 | |
| CN208567675U (zh) | 一种双工位通规螺纹检测装置 | |
| CN215985861U (zh) | 一种用于滚子全自动涡流检测设备的顶尖保护装置 | |
| CN213633024U (zh) | 一种耐磨泵体生产用强度检测装置 | |
| CN220961068U (zh) | 一种耐摩擦试验机 | |
| CN111896251A (zh) | 一种轴承加工用高度快速检测装置 | |
| CN216835700U (zh) | 智能型服装生产悬挂系统输送装置 | |
| CN110530258B (zh) | 一种基于机器视觉尺寸检测机的自动送料和夹紧装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20200922 |