CN211078892U - 一种软轴弯玻璃钢化设备 - Google Patents
一种软轴弯玻璃钢化设备 Download PDFInfo
- Publication number
- CN211078892U CN211078892U CN201921306495.5U CN201921306495U CN211078892U CN 211078892 U CN211078892 U CN 211078892U CN 201921306495 U CN201921306495 U CN 201921306495U CN 211078892 U CN211078892 U CN 211078892U
- Authority
- CN
- China
- Prior art keywords
- forming
- gradual change
- section
- glass
- shaping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn - After Issue
Links
Images











Landscapes
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Abstract
一种软轴弯玻璃钢化设备,包括渐变段、成型段和钢化段,所述渐变段包括多根张紧的柔性缆索和安装在所述柔性缆索上的渐变辊道,所述柔性缆索和所述渐变辊道组成成型网,加热后的玻璃在通过成型网的过程中,玻璃渐变成型;所述成型段具有多个上成型弧板和多个下成型弧板,所述上成型弧板和下成型弧板上分别设置有成型辊道或多个能转动的成型滚轮,所述上成型弧板上的成型辊道或多个成型滚轮与下成型弧板上的成型辊道或多个成型滚轮之间形成成型通道;该设备还可以包括稳型段,以校正曲面玻璃形状。利用该设备,使得玻璃经渐变阶段、成型阶段、稳型阶段得到符合要求的曲面玻璃后,再进行钢化,从而提高曲面玻璃的精度和质量。
Description
技术领域
本实用新型属于弯钢化玻璃成型领域,具体涉及一种软轴弯玻璃钢化设备。
背景技术
弯玻璃钢化成型设备一般包括上片段、加热炉、成型段、钢化段和下片段。在成型段会设有用于玻璃弯曲成型的成型机构,成型机构一般采用软轴弯成型的方式,由成弧机构实现软轴的弯曲成弧,玻璃板经上片段进入加热炉加热至软化状态,然后进入成型段,在弯曲成弧的软轴辊道上靠自重弯曲成型,成型后的弯玻璃被送入钢化段,在钢化段中吹风冷却钢化,钢化后通过下片段下片,完成弯钢化玻璃的生产。
当目标玻璃的曲面弯曲较大或者曲面是波浪形等异形时,成型较为困难,成型后也较容易出现反弹,而且目前钢化段内的风栅很难完整的包围住玻璃,或者即使将玻璃完整的包围,很难将风栅调整至与玻璃表面距离相等的位置,使得玻璃表面各处承受风压不等,影响最终的成型精度和质量。因此,需要对钢化设备进行改进,使其能够适应这类曲面玻璃的加工生产。
实用新型内容
本实用新型的目的是提供一种软轴弯玻璃钢化设备,该设备对玻璃的成型过程进行细化,并设置相应的装置,使得玻璃经渐变成型阶段、成型阶段、稳型阶段得到符合要求的曲面玻璃后,再进行钢化,从而提高曲面玻璃的精度和质量。
为了实现上述目的,本实用新型所采用的技术方案是:一种软轴弯玻璃钢化设备,包括渐变段、成型段和钢化段,所述渐变段包括渐变起始固定板、渐变目标弧板、多根张紧的连接渐变起始固定板和渐变目标弧板的柔性缆索、设置安装在所述柔性缆索上的渐变辊道,所述柔性缆索和所述渐变辊道构建成成型网,所述渐变目标弧板的弧面形状与拟成型弯玻璃表面形状相适应;所述成型段具有多个上成型弧板和多个下成型弧板,所述上成型弧板和下成型弧板数量相同或所述上成型弧板的数量少于所述下成型弧板的数量,每个所述上成型弧板均与一个所述下成型弧板上下对应设置;所述上成型弧板和下成型弧板上分别设置有成型辊道或多个能转动的成型滚轮,所述成型辊道的轴线或多个间隔设置的成型滚轮的中心连线与所在弧板的弧形面相适应,所述上成型弧板上的成型辊道或多个成型滚轮与下成型弧板上的成型辊道或多个成型滚轮之间形成成型通道。
所述渐变目标弧板上和所述渐变起始固定板上均设置有多个连接端,所述渐变起始固定板上的连接端沿渐变起始固定板的边缘依次排列,所述渐变目标弧板上的连接端沿渐变目标弧板的弧形段边缘依次排列,所述渐变起始固定板上的多个连接端和所述渐变目标弧板上的多个连接端连接有多条拉紧的柔性缆索;在所述柔性缆索上沿其长度方向设有多个软轴座,所述渐变辊道通过所述软轴座与所述多条柔性缆索连接。
所述渐变起始固定板上设置有起始辊道,所述起始辊道为直线辊道或弯曲辊道,弯曲辊道的曲率以能使加热后的玻璃顺利进入为原则。
所述渐变段设有多组定位机构,每组定位机构包括两个位于渐变段两侧的定位轮,两个定位轮与通过的玻璃两侧边部相接触,在玻璃通过渐变段的过程中夹持玻璃。
所述成型段中的传动机构包括传动轮、过渡轴以及传动轴,所述传动轮设置在所述成型辊道中部,所述过渡轴与所述传动轴平行设置在机架上,动力机构的动力通过传动轴和过渡轴传递给传动轮。
所述成型段中,成型辊道中的软轴通过可调支座安装在上成型弧板和下成型弧板上,可调支座能够在上成型弧板或下成型弧板上滑动,以调整上成型弧板和下成型弧板上成型辊道之间的间隙大小。
所述钢化段包括上下对应设置的上风栅和下风栅,所述上风栅和下风栅均具有与所述拟成型弯玻璃表面形状相适应的吹风面;所述上风栅和下风栅沿玻璃输送方向间隔设置,或沿垂直于玻璃输送方向间隔设置。
所述上风栅和下风栅的吹风面上均设有多个输送轮,多个所述输送轮沿玻璃输送方向间隔排列,且至少一个下风栅和对应的上风栅的端部设有输送轮驱动机构。
所述成型段和钢化段之间还设有稳型段,稳型段可拆卸的安装在所述成型段出口端的机架上,并与钢化段衔接。
所述稳型段包括上稳型机构、驱动上稳型机构上下运动的升降机构以及下稳型机构,所述下稳型机构与所述上稳型机构均设有与拟成型弯玻璃表面形状相适应的弧面。
所述稳型段的上稳型机构和下稳型机构上下配合形成供玻璃通过的通道,该通道的入口为由外向内缩小的楔形入口。
所述渐变目标弧板的弧面形状为“︶”形、“⌒”形或波浪形
本实用新型的有益效果是:本实用新型可使得加热后的玻璃经线性变化渐变成型后再进入成型段,避免玻璃直接进入出现剧烈变形,而且渐变段中软轴辊道是安装在柔性拉索上的,因此渐变过程也是柔性变形,可以减少玻璃内部的应力,提高玻璃的质量;在成型段内,玻璃变形幅度较大,相应的软轴辊道也需要与之配合的变形弯曲,所述上弧板和下弧板都可以为软轴辊道提供良好的支撑,避免软轴辊道的折断;钢化段内上风栅和下风栅可以实现玻璃表面全覆盖的吹风,避免某一处多次长时间吹风形成的风斑。
为了避免目标曲面玻璃成型后的反弹,本实用新型还设置了稳型段,对成型后的玻璃的形状进行校正和稳型。稳型段的入口为楔形入口,这样即便玻璃出现轻微反弹,也可以顺利进入。
附图说明
图1是本实用新型的结构示意图;
图2是渐变段的结构示意图;
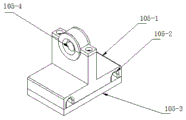
图3是渐变段中软轴座的结构示意图;
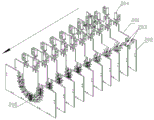
图4是成型段中多个成型弧板组的结构示意图;
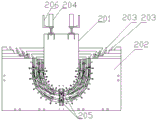
图5是成型段的正视图;
图6是成型段在另一实施方式的结构示意图;
图7是成型段中传动机构的结构示意图;
图8是成型辊道位置调节结构示意图;
图9是稳型段的结构示意图;
图10是稳型段中上部机架的结构示意图;
图11是稳型段中下部机架的结构示意图;
图12是稳型段中稳型通道楔形入口的示意图;
图13是柔性导向机构的结构示意图;
图14是钢化段采用横向风栅时上风栅和下风栅的结构示意图;
图15是钢化段采用横向风栅时上风栅的结构示意图;
图16是钢化段采用横向风栅时下风栅的结构示意图;
图17是钢化段采用横向风栅时上风栅中上风孔的排布方式示意图;
图18是钢化段采用纵向风栅时上风栅和下风栅的结构示意图;
图19是钢化段采用纵向风栅时下风腔的结构示意图;
图中标记:1、渐变段,101、底座,102、渐变起始固定板,103、渐变目标弧板,104、渐变辊道,105、软轴座,105-1、T型主体,150-2、穿线槽,105-3、座板,105-4、轴承座,106、起始辊道,107、柔性缆索;
2、成型段,201、上成型弧板,202、下成型弧板,203、成型辊道,204、气缸,205、传动轮,206、气缸座,207、过渡轴,208、传动轴,209、过渡轮,210、可调支座,211、成型滚轮;
3、稳型段,301、上部机架,302、下部机架,303、上稳型机构,304、下稳型机构,305、升降导向机构,306、升降机构,307、支撑架,308、上稳型弧板,309、稳型辊道,310、传动链轮,311、立柱,312、下稳型弧板;313、第一滚轮,314、模板,315、后续滚轮,316、基座;
4、钢化段,401、上风腔,402、上风盒,403、下风腔,404、下风盒,405、上风孔,406、下风孔,407、输送轮;
5、柔性导向机构,501、导向杆,502、上部导向块,503、固定丝杆,504、下部导向块,505、下机架,506、弹簧,507、定位销;
6、最终成型的曲面玻璃。
具体实施方式
下面结合附图和实施例对本实用新型作进一步的详细说明,但并不作为对实用新型做任何限制的依据。
在本实用新型创造的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
以下实施例中,为了描述更清楚,目标曲面玻璃选择为半圆柱形玻璃,半圆柱形玻璃即玻璃截面呈半圆形的曲面玻璃,可以为正弯玻璃,也可以是反弯玻璃,在本实施例中,采用正弯玻璃。
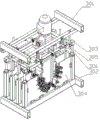
参照附图1所示,一种软轴弯玻璃钢化设备,包括渐变段1、成型段2和钢化段4,为了避免成型后的半圆柱形玻璃反弹变形,还可以在成型段2和钢化段4之间设置稳型段3,以校正或稳定半圆柱形玻璃的形状。所述的渐变段1、成型段2以及稳型段3均设置在成型阶段机架上,并沿玻璃输送方向依次排列,渐变段1承接加热炉出来的热态玻璃,稳型段3与钢化段4相衔接,所述钢化段4设置在钢化阶段机架上。
如图2所示,所述渐变段1包括渐变起始固定板102和渐变目标弧板103,所述渐变起始固定板102和渐变目标弧板103分别设置在底座101的两端,所述的渐变起始固定板102具有安装起始辊道106的平面,以承接并输送加热后的玻璃,所述的起始辊道106通过多个辊道座安装在所述的平面上,渐变目标弧板103具有弧面,本实施例中,所述的弧面为下凹的弧面,可进行玻璃的正弯;所述渐变起始固定板102的平面下方沿固定板长度方向设有多个圆孔作为连接端,所述渐变目标弧板103的弧面下方,沿弧面的圆弧也设置有多个圆孔作为连接端,并且渐变起始固定板102和渐变目标弧板103上连接端数量相同,柔性缆索107的两端分别固定在渐变起始固定板102和渐变目标弧板103上的圆孔中,且为点对点连接并张紧,并在张紧的柔性缆索107上沿玻璃输送方向设置多个渐变辊道104,渐变辊道104通过软轴座105安装在所述柔性缆索107上,渐变辊道104和柔性缆索107交叉组成成型网。所述渐变目标弧板103的弧面上安装最后一根渐变辊道104。
当进入渐变段1的玻璃已经具有一定弧度时,则渐变起始固定板102上安装弯曲辊道,弯曲辊道的形状和所进入的玻璃外形吻合,以承接玻璃顺利进入。
如图3所示,所述的软轴座105具有T型主体105-1,T型主体105-1底部具有两个穿线槽105-2,每个穿线槽105-2中穿入一条柔性缆索107,并通过螺钉将柔性缆索107夹持在座板105-3和T型主体105-1之间,所述T型主体105-1顶端设有连接渐变辊道104的轴承座105-4。也可以在每个软轴座105上连接一条柔性缆索107。所述螺钉只有一个,这样可以允许柔性缆索107有少许错位,降低装配时的难度。
所述起始辊道106和渐变辊道104的长度方向中部均设有传动机构。
所述的柔性缆索107可以选择弹簧钢丝,当弹簧钢丝等柔性缆索107拉直的距离较远时,在柔性缆索107的中部利用支撑架进行支撑。
所述渐变段1设有多组定位机构,每组定位机构包括两个位于渐变段1两侧的定位轮,两个定位轮与通过的玻璃两侧相接触,在玻璃通过渐变段1的过程中夹持玻璃。
如图4所示,所述成型段2包括多个上成型弧板201和多个下成型弧板202,所述上成型弧板201和下成型弧板202数量相同或所述上成型弧板201的数量少于所述下成型弧板202的数量,每个所述上成型弧板201均与一个所述下成型弧板202上下对应设置;所述上成型弧板201和下成型弧板202上分别设置有成型辊道203或多个能转动的成型滚轮211,所述成型辊道203的轴线或多个间隔设置的成型滚轮211的中心连线与所在弧板的弧形面相适应,所述上成型弧板201上的成型辊道203或多个成型滚轮211与下成型弧板202上的成型辊道203或多个成型滚轮211之间形成成型通道,渐变成型后的玻璃通过成型通道过程中,被上成型弧板201和下成型弧板的成型辊道203挤压逐渐成型,得到目标弧形。
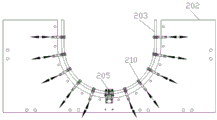
如图6所示,作为成型段的另一实施方式,沿所述上成型弧板201的弧形面间隔设置多个自由转动的成型滚轮211,所述下成型弧板202依然设置成型辊道203,成型滚轮211和成型辊道203之间为所述的成型通道。
如图4、5所示,为了调整上成型弧板201和下成型弧板202之间距离,以适应不同厚度的玻璃,所述的上成型弧板201与柔性下压机构相连接,作为优选,该柔性下压机构为气缸204,气缸204的活塞杆通过U形叉和上成型弧板201固定连接,气缸204缸体通过气缸座206固定在成型阶段机架上,为了上成型弧板201上下运动的稳定,上成型弧板201上连接两个同步动作的气缸204;在上成型弧板201和下成型弧板202之间还可以设置导向装置,使得上成型弧板201沿导向装置上下运动,所述的导向装置包括导向滑槽和沿导向滑槽滑动的滑块,所述导向滑槽固定在下成型弧板202上,所述滑块固定在上成型弧板201上,从而确保上成型弧板201在上下运动的过程中始终与下成型弧板202保持上下对应关系。
或者,也可以通过调整成型辊道203在上成型弧板201或下成型弧板202上的位置,实现对不同厚度玻璃的适应。具体的是,如图8所示,以下成型弧板202为例,成型辊道203通过可调支座210固定在下成型弧板202的弧形面上,在弧形面的边沿设置调节长孔,所述可调支座210通过螺栓固定在调节长孔上,调节长孔的长度方向为弧形面的法向,调节支座210可在调节长孔上活动对成型辊道203的安装位置进行调整。
如图7所示,所述成型段2中的传动机构包括传动轮205、过渡轴207以及传动轴208,所述传动轮205设置在所述下成型弧板202的成型辊道203中部,所述过渡轴207与所述传动轴208平行设置在机架上,过渡轴207上设有与传动轮205啮合传动的过渡轮209,过渡轴207一轴端和传动轴208轴端啮合传动,另一轴端和机架一侧动力机构传动连接。所述传动轮205、过渡轮209采用齿轮、链轮或带轮,所述过渡轴207轴端和传动轴208轴端安装相啮合的齿轮、链轮或带轮。
如图9所示,所述稳型段3具有独立的机架,且能够与成型阶段机架实现可拆卸连接,例如采用螺栓连接的方式。所述稳型段3包括上稳型机构303、驱动上稳型机构303上下运动的升降机构306以及下稳型机构304,所述下稳型机构304与所述上稳型机构303通过凹凸配合对成型后的玻璃挤压以稳定或校正玻璃形状。
如图9、10所示,所述升降机构306采用四个同步动作的气缸,上部机架301相对称的两侧各设置两个气缸,气缸的气缸座安装在所述的上部机架301,气缸的活塞杆和上稳型机构303固定连接,所述上稳型机构303上部设有框架结构的支撑架307,所述活塞杆与支撑架307固定连接;所述上稳型机构303包括沿玻璃输送方向依次设置的上稳型弧板308以及安装在上稳型弧板308的稳型辊道309,上稳型弧板308顶部安装在所述的支撑架307上,稳型辊道309通过软轴基座安装在所述上稳型弧板308底部的弧形面上,并形成与弧形面相吻合的弧形。
如图11所示,下稳型机构304包括沿玻璃输送方向依次设置的下稳型弧板312以及安装在下稳型弧板312的稳型辊道309,所述下稳型弧板312的底部安装在下部机架302,下稳型弧板312的两侧边安装在下部机架302两侧的立柱311之间,所述稳型辊道309通过软轴基座安装在所述下稳型弧板312的弧形面上,并形成与弧形面相吻合的弧形;所述稳型辊道309包括软轴和安装在软轴上的滚轮。
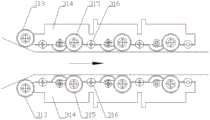
所述上稳型机构303的稳型辊道309和所述下稳型机构304的稳型辊道309上下凸凹配合,可以形成玻璃通过并精确成型的稳型通道,并且为了便于成型后的玻璃顺利进入稳型通道,所述稳型通道的入口可设计成楔形入口,如图12所示,即稳型通道入口端的第一滚轮313位置与后续滚轮315不在同一直线上,而后续滚轮315和稳型辊道309上滚轮位于同一直线上,上稳型机构303和下稳型机构304中的第一滚轮313之间的距离大于上稳型机构303和下稳型机构304中后续滚轮315之间的距离,所述的第一滚轮313和后续滚轮315均通过相应的模板314安装在多个上稳型弧板308上或多个下稳型弧板312上,因此模板314上设有卡在上稳型弧板308或下稳型弧板312的卡槽,模板314上还可以设置安装软轴的基座316。
如图1所示,所述成型阶段机架包括上机架和下机架,上机架和下机架之间设有柔性导向机构5,升降装置带动上机架沿柔性导向机构5上下移动。
如图13所示,所述的柔性导向机构5包括导向柱501、上部导向块502和下部导向块504,所述的导向柱501上端和上机架固定连接,所述导向柱501上套设有所述上部导向块502,并且通过定位销507实现上部导向块502和导向柱501之间的连接;所述下部导向块504安装在下机架505上,并且下部导向块504和所述下机架505均具有供导向柱501插入和上下活动的内腔,下部导向块504和下机架505之间位置固定;在上部导向块502和下部导向块504之间设有弹簧506,弹簧506套设在导向柱501上,上部导向块502的法兰面以及下部导向块504的法兰面上均设有相对应的固定孔,用以固定上部导向块502和下部导向块504之间距离的固定丝杆503穿过固定孔和锁紧螺母连接,所述的固定丝杆503可以设置两个或两个以上。
如图14所示,所述的钢化段4包括上风栅、下风栅和输送辊道,上风栅设有安装上风盒402的上风腔401,下风栅设有安装下风盒404的下风腔403,上风栅和下风栅之间形成供目标曲面玻璃摆动吹风冷却的通道。
如图15所示,为了便于显示上风孔,图15中上风栅与使用状态相反,为倒置,所述上风盒402具有多个,并沿玻璃输送方向间隔设置在所述上风腔401的下表面,上风盒402和上风腔401之间由螺栓实现可拆卸连接,每个所述上风盒402具有和目标曲面玻璃上表面相适应的吹风面,在吹风面上布置有上风孔405,压缩空气通过上风腔401进入各个上风盒402,再由上风盒402的上风孔405吹向所述目标曲面玻璃的上表面。
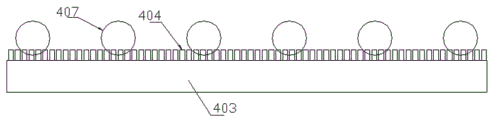
如图16所示,所述下风盒404具有多个,并沿并沿玻璃输送方向间隔设置在所述下风腔403的上表面,下风盒404和下风腔403之间由螺栓实现可拆卸连接,每个所述下风盒404具有和目标曲面玻璃下表面相适应的吹风面,在吹风面上布置有下风孔406,压缩空气通过下风腔403进入各个下风盒404,再由下风盒404的下风孔406吹向所述目标曲面玻璃的下表面;所述输送辊道设置在下风盒404之间。
所述上风盒402和下风盒404上下对应设置,本实施例中,上风盒402的吹风面和下风盒404的吹风面与通过的目标曲面玻璃属于同心圆。
沿玻璃的输送方向,所述的多个上风盒402被分成多个上风盒组,每个上风盒组由数量相同的上风盒402组成,且任意两个上风盒组的上风孔405排布方式相同。
通过具体上风栅结构,对以上所述上风孔405的排布方式详细说明如下。
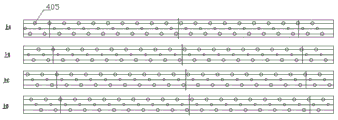
如图15所示,上风栅中设置12个上风盒402,4个上风盒402为一组,共分为3个上风盒组。取其中一个上风盒组,将4个上风盒402的吹风面展开,得到长方形的吹风面展开图,如图17所示,4个吹风面展开图作为一组,分别命名为上A、上B、上C和上D,每个吹风面展开图上的上风孔设置为3排(沿吹风面展开图宽度方向,即玻璃输送方向),由图中可知,这3排上风孔405沿玻璃输送方向交错布置,并且不同上风盒402(即不同吹风面展开图)中同一排数的上风孔405位置沿玻璃输送方向交错布置。其他两个上风盒组按照上风孔405在上A、上B、上C和上D的排布布置各自的上风孔位置。
所述的下风栅中,下风盒404的下风孔406采用同样的排布方式进行,这样,上风孔405和下风孔406就可以实现玻璃上下表面的全覆盖吹风,可以保证在尽量多的布置风孔的前提下,又能够避免玻璃同一位置多次被吹风,提高玻璃吹风冷却的均匀性,减少风斑的发生。
在以上实施例中,所述的上风栅和下风栅均为横向风栅,即在每个风盒上的风孔沿垂直于玻璃输送方向排列。此外,上风栅和下风栅还可以是纵向风栅,纵向风栅的结构如下:所述上风栅包括多个沿垂直于玻璃输送方向间隔设置的多个上风腔401,上风腔401长度方向平行于玻璃输送方向,在上风腔401的下表面沿玻璃输送方向设置至少一排上风盒402,所述上风孔设置在上风盒402上;所述下风栅包括多个沿垂直于玻璃输送方向间隔设置的多个下风腔403,下风腔403长度方向平行于玻璃输送方向,在下风腔403的上表面沿玻璃输送方向设置至少一排下风盒404,所述下风孔设置在下风盒404上。
所述上风腔401的吹风面以及所述下风腔403的吹风面均设有多个输送轮407,多个输送轮407沿玻璃输送方向间隔排列,且至少一个下风腔403和对应的上风腔401的端部设有输送轮驱动机构。
当所述多个上风腔401和多个下风腔403数量均为偶数时,在垂直于玻璃运动方向上,最两端的两个下风腔403与其相应的上风腔401的端部设有输送轮驱动机构。
当所述多个上风腔401和多个下风腔403数量均为奇数时,在垂直于玻璃运动方向上,最两端的两个下风腔403与中间部位的下风腔403的端部设有输送轮驱动机构,并且在与最两端的两个下风腔403和中间部位的下风腔403相应的上风腔401的端部也设有输送轮驱动机构。
所述输送轮驱动机构可以为电机,电机驱动所在上风腔401或下风腔403一端的输送轮407转动,该输送轮407为主动轮,所述的上风腔401或下风腔403上其余输送轮407通过链轮链条机构和主动轮传动连接,从而实现上风腔401或下风腔403上输送轮407的转动。
以上所述的“横向”是指垂直于玻璃输送方向的方向,所述“纵向”是指与玻璃输送方向平行的方向。
一种柱状玻璃软轴弯钢化成型方法,该方法利用所述的柱状玻璃软轴弯钢化设备,包括如下步骤:
渐变阶段:热态玻璃在通过渐变段1成型网的过程中初步成型,并实现玻璃曲率的线性变化,初步成型后的玻璃的截面形状为“︶”形、“⌒”形或波浪形;
成型阶段:初步成型后的玻璃被输送至成型段2中,在通过成型段2的成型通道后形成成型曲面玻璃,成型曲面玻璃具有和初步成型后的玻璃相同的截面形状及更高的成型精度;
稳型阶段:成型曲面玻璃从成型段2中被送出并进入稳型段3,稳型段3内的稳型辊道309的形状与目标曲面玻璃的截面形状相吻合,对成型曲面玻璃的形状进一步稳定和校正,经稳型的成型曲面玻璃为最终成型的曲面玻璃6;
当玻璃尺寸较小时,也可以不设置稳型段3,直接通过成型段2完成成型过程,此时所用方法如下:一种软轴弯玻璃钢化成型方法,包括如下步骤:
渐变阶段:热态玻璃在通过渐变段1成型网的过程中初步成型,并实现玻璃曲率的线性变化,初步成型后的玻璃的截面形状为“︶”形、“⌒”形或波浪形;
成型阶段:初步成型后的玻璃被输送至成型段2中,在通过成型段2的成型通道后形成最终成型的曲面玻璃6,最终成型的曲面玻璃6具有和初步成型后的玻璃相同的截面形状及更高的成型精度;
钢化阶段:最终成型的曲面玻璃6被送入钢化段4内进行吹风钢化,得到目标曲面玻璃。
不管采用哪一种方法,玻璃在通过渐变段1的运动过程中,都需要被夹持在渐变段1两侧的定位轮之间以完成对玻璃的定位。
当采用有稳型段的方法即本实施例所述的第一种方法时,定义初步成型后的玻璃的曲率为K1,定义成型曲面玻璃的曲率为K2,定义最终成型的曲面玻璃曲率为K3,定义目标曲面玻璃的曲率为K4;那么K1、K2、K3和K4的大小关系如下:K1<K2≤K3,K3=K4。
当采用无稳型段的方法即本实施例所述的第二种方法时,定义初步成型后的玻璃的曲率为K1,定义最终成型的曲面玻璃曲率为K3,定义目标曲面玻璃的曲率为K4;此时K1、K3和K4的大小关系如下:K1<K3=K4。
由于本设备中的稳型段3采用的是可拆卸连接,因此当需要两种不同曲率的目标曲面玻璃进行合片时,就可以在利用一种规格的稳型段3生产后,更换不同规格的稳型段3;两种规格的稳型段是指稳型段3中上稳型弧板308和下稳型弧板312的弧形面曲率不同,从而稳型辊道309弯曲后形成弧形的曲率也不同,这样就可以生产两种不同曲率的半圆形玻璃6,可用于夹胶玻璃或中空的合片。
尽管已参考若干说明性的实施方式来描述实施方式,应当理解,本领域技术人员可以设想的许多其它修改和实施方式将落入本公开的原理的精神和范围内。更具体而言,在本说明书、附图和所附权利要求的范围中的主题组合布置的组成部件和/或布置方面的各种变化和修改是可能的。除了组成部件和/或布置方面的变化和修改之外,其它的用途对于本领域技术人员而言也将是显然的。
Claims (12)
1.一种软轴弯玻璃钢化设备,包括渐变段(1)、成型段(2)和钢化段(4),其特征在于:所述渐变段(1)包括渐变起始固定板(102)、渐变目标弧板(103)、多根张紧的连接渐变起始固定板(102)和渐变目标弧板(103)的柔性缆索(107)、设置安装在所述柔性缆索(107)上的渐变辊道(104),所述柔性缆索(107)和所述渐变辊道(104)构建成成型网,所述渐变目标弧板(103)的弧面形状与拟成型弯玻璃表面形状相适应;所述成型段(2)具有多个上成型弧板(201)和多个下成型弧板(202),所述上成型弧板(201)和下成型弧板(202)数量相同或所述上成型弧板(201)的数量少于所述下成型弧板(202)的数量,每个所述上成型弧板(201)均与一个所述下成型弧板(202)上下对应设置;所述上成型弧板(201)和下成型弧板(202)上分别设置有成型辊道(203)或多个能转动的成型滚轮(211),所述成型辊道(203)的轴线或多个间隔设置的成型滚轮(211)的中心连线与所在弧板的弧形面相适应,所述上成型弧板(201)上的成型辊道(203)或多个成型滚轮(211)与下成型弧板(202)上的成型辊道(203)或多个成型滚轮(211)之间形成成型通道。
2.根据权利要求1所述的一种软轴弯玻璃钢化设备,其特征在于:所述渐变目标弧板(103)上和所述渐变起始固定板(102)上均设置有多个连接端,所述渐变起始固定板(102)上的连接端沿渐变起始固定板(102)的边缘依次排列,所述渐变目标弧板(103)上的连接端沿渐变目标弧板(103)的弧形段边缘依次排列,所述渐变起始固定板(102)上的多个连接端和所述渐变目标弧板(103)上的多个连接端连接有多条拉紧的柔性缆索(107);在所述柔性缆索(107)上沿其长度方向设有多个软轴座(105),所述渐变辊道(104)通过所述软轴座与所述多条柔性缆索(107)连接。
3.根据权利要求1所述的一种软轴弯玻璃钢化设备,其特征在于:所述渐变起始固定板(102)上设置有起始辊道(106),所述起始辊道(106)为直线辊道或弯曲辊道,弯曲辊道的曲率以能使加热后的玻璃顺利进入为原则。
4.根据权利要求1所述的一种软轴弯玻璃钢化设备,其特征在于:所述渐变段(1)设有多组定位机构,每组定位机构包括两个位于渐变段(1)两侧的定位轮,两个定位轮与通过的玻璃两侧边部相接触,在玻璃通过渐变段(1)的过程中夹持玻璃。
5.根据权利要求1所述的一种软轴弯玻璃钢化设备,其特征在于:所述成型段(2)中的传动机构包括传动轮(205)、过渡轴(207)以及传动轴(208),所述传动轮(205)设置在所述成型辊道(203)中部,所述过渡轴(207)与所述传动轴(208)平行设置在机架上,动力机构的动力通过传动轴(208)和过渡轴(207)传递给传动轮(205)。
6.根据权利要求1所述的一种软轴弯玻璃钢化设备,其特征在于:所述成型段(2)中,成型辊道(203)中的软轴通过可调支座(210)安装在上成型弧板(201)和下成型弧板(202)上,可调支座(210)能够在上成型弧板(201)或下成型弧板(202)上滑动,以调整上成型弧板(201)和下成型弧板(202)上成型辊道(203)之间的间隙大小。
7.根据权利要求1所述的一种软轴弯玻璃钢化设备,其特征在于:所述钢化段(4)包括上下对应设置的上风栅和下风栅,所述上风栅和所述下风栅均具有与所述拟成型弯玻璃表面形状相适应的吹风面;所述上风栅和下风栅沿玻璃输送方向间隔设置,或沿垂直于玻璃输送方向间隔设置。
8.根据权利要求7所述的一种软轴弯玻璃钢化设备,其特征在于:所述上风栅和所述下风栅的吹风面上均设有多个输送轮(407),多个所述输送轮(407)沿玻璃输送方向间隔排列,且至少一个下风栅和对应的上风栅的端部设有输送轮驱动机构。
9.根据权利要求1所述的一种软轴弯玻璃钢化设备,其特征在于:所述成型段(2)和钢化段(4)之间还设有稳型段(3),稳型段(3)可拆卸的安装在所述成型段(2)出口端的机架上,并与钢化段(4)衔接。
10.根据权利要求9所述的一种软轴弯玻璃钢化设备,其特征在于:所述稳型段(3)包括上稳型机构(303)、驱动上稳型机构(303)上下运动的升降机构(306)以及下稳型机构(304),所述下稳型机构(304)与所述上稳型机构(303)均设有与拟成型弯玻璃表面形状相适应的弧面。
11.根据权利要求10所述的一种软轴弯玻璃钢化设备,其特征在于:所述稳型段(3)的上稳型机构(303)和下稳型机构(304)上下配合形成供玻璃通过的通道,该通道的入口为由外向内缩小的楔形入口。
12.根据权利要求1所述的一种软轴弯玻璃钢化设备,其特征在于:所述渐变目标弧板(103)的弧面形状为“︶”形、“⌒”形或波浪形。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921306495.5U CN211078892U (zh) | 2019-08-13 | 2019-08-13 | 一种软轴弯玻璃钢化设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921306495.5U CN211078892U (zh) | 2019-08-13 | 2019-08-13 | 一种软轴弯玻璃钢化设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211078892U true CN211078892U (zh) | 2020-07-24 |
Family
ID=71638743
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921306495.5U Withdrawn - After Issue CN211078892U (zh) | 2019-08-13 | 2019-08-13 | 一种软轴弯玻璃钢化设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211078892U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110498594A (zh) * | 2019-08-13 | 2019-11-26 | 洛阳兰迪玻璃机器股份有限公司 | 一种软轴弯玻璃钢化设备及成型方法 |
| CN115353280A (zh) * | 2022-09-05 | 2022-11-18 | 安徽明玻玻璃科技有限公司 | 基于转动调节受热均匀钢化玻璃生产用软化设备 |
-
2019
- 2019-08-13 CN CN201921306495.5U patent/CN211078892U/zh not_active Withdrawn - After Issue
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110498594A (zh) * | 2019-08-13 | 2019-11-26 | 洛阳兰迪玻璃机器股份有限公司 | 一种软轴弯玻璃钢化设备及成型方法 |
| CN115353280A (zh) * | 2022-09-05 | 2022-11-18 | 安徽明玻玻璃科技有限公司 | 基于转动调节受热均匀钢化玻璃生产用软化设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110498594B (zh) | 一种软轴弯玻璃钢化设备及成型方法 | |
| WO2020156376A1 (zh) | 一种弯钢化玻璃成型设备及成型方法 | |
| CN209890490U (zh) | 一种弯钢化玻璃成型设备 | |
| CN211078892U (zh) | 一种软轴弯玻璃钢化设备 | |
| CN203393014U (zh) | 一种双曲面钢化玻璃生产设备 | |
| CN211078904U (zh) | 一种曲面玻璃钢化用纵向风栅 | |
| CA2567605C (en) | Apparatus and method for glass sheet forming with cross curvature | |
| CN111348820B (zh) | 一种弯玻璃成型用的旋转式渐变段及钢化成型设备 | |
| CN110434188A (zh) | 一种铝材高温在线整形装置和一种铝材二次成型方法 | |
| CN108545913B (zh) | 一种球面钢化玻璃生产装置及方法 | |
| CN110467339B (zh) | 一种曲面钢化玻璃的成型方法及设备 | |
| CN101033110A (zh) | 一种汽车玻璃弯曲成型钢化装备 | |
| US7086252B2 (en) | System and method for continuous forming of glass sheets | |
| CN211078891U (zh) | 一种曲面钢化玻璃的成型设备 | |
| CN201006857Y (zh) | 一种汽车玻璃弯曲成型钢化装备 | |
| CN110429349B (zh) | 一种蓄电池极柱矫正方法及机构 | |
| CN217628108U (zh) | 一种渐变软轴弯钢化设备 | |
| CN210945355U (zh) | 一种弯钢化玻璃成型精度调整机构 | |
| CN114230155B (zh) | 一种渐变软轴弯钢化设备及玻璃成型方法 | |
| CN115677187B (zh) | 一种高强度玻璃成型辅助设备及成型工艺 | |
| CN209890496U (zh) | 一种上风栅纵向成弧机构 | |
| CN219079345U (zh) | 卧式安瓿机的多段式压颈机构 | |
| CN220008806U (zh) | 吹膜架 | |
| CN218951247U (zh) | 一种玻璃钢化炉风栅急冷送料机构 | |
| CN216732333U (zh) | 水泥纤维真空挤压板湿坯矫正器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20200724 Effective date of abandoning: 20230725 |
|
| AV01 | Patent right actively abandoned |
Granted publication date: 20200724 Effective date of abandoning: 20230725 |
|
| AV01 | Patent right actively abandoned | ||
| AV01 | Patent right actively abandoned |