CN210679492U - 注塑模具滑块底部进胶机构 - Google Patents
注塑模具滑块底部进胶机构 Download PDFInfo
- Publication number
- CN210679492U CN210679492U CN201921449993.5U CN201921449993U CN210679492U CN 210679492 U CN210679492 U CN 210679492U CN 201921449993 U CN201921449993 U CN 201921449993U CN 210679492 U CN210679492 U CN 210679492U
- Authority
- CN
- China
- Prior art keywords
- plate
- pouring gate
- block
- sliding block
- runner
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
注塑模具滑块底部进胶机构,包括上、下复板,上复板下设流道板下设定模板,定模板中设热嘴,下复板上设模脚、上顶针板、下顶针板、直顶杆和斜顶杆,斜顶杆上设斜顶块,模脚上设动模板,动模板与定模板之间有塑料件,塑料件制有翻边,翻边内壁形成内凹槽,所述定模板下设滑块,滑块中制有穿孔和斜导孔,定模板下制有凸块,凸块插入穿孔中,滑块与动模板以及斜顶块之间形成浇口,所述浇口包括底部的横向浇口,横向浇口一头与热嘴相对应,横向浇口另一头连接竖直浇口,竖直浇口连接斜向浇口,斜向浇口与塑料件翻边下端面相对应,定模板中设斜导柱、弹簧和限位拉钩,弹簧下端与滑块相接触,滑块制有限位拉槽,限位拉钩与限位拉槽相配合。
Description
技术领域
本实用新型涉及注塑模具,特别是涉及注塑模具滑块底部进胶机构。
背景技术
注塑模具是模具中的一种,应用非常的普遍,尤其是在制作一些塑料件产品用到最多。目前对于产品进胶必须在滑块分型面上进胶的产品,进胶口设置在外观面上或者靠近外观面上,成型得到的产品在胶口附近通常会产生如下外观问题:1、进胶口处往往会产生雾斑、冲击痕和收缩凹陷等问题,直接影响产品外观面;2、产品侧进胶,胶口需要修边,降低了生产效率,而修边质量的好坏,对产品外观质量也产生了影响。
发明内容
本实用新型的目的是为了克服已有技术存在的缺点,提供一种滑块底部进胶,保证产品外形美观,提高生产效率的注塑模具滑块底部进胶机构。
本实用新型注塑模具滑块底部进胶机构的技术方案是:包括上复板和下复板,上复板下设置流道板,流道板中设置热流道,流道板下设置定模板,定模板中设置热嘴,下复板上设置模脚,模脚之间的下复板上设置上顶针板、下顶针板、直顶杆和斜顶杆,斜顶杆上设置斜顶块,模脚上设置动模板,动模板与定模板之间有注塑成型的塑料件,塑料件的一侧制有向下且倾斜向内的翻边,翻边内壁形成内凹槽,斜顶块与内凹槽相配合,所述的定模板下设置滑块,滑块中制有穿孔和斜导孔,在定模板下制有凸块,凸块插入穿孔中,所述的热嘴设置在凸块位置的定模板中,在滑块的下端与动模板以及斜顶块之间形成浇口,所述的浇口包括底部的横向浇口,横向浇口的一头与热嘴相对应,横向浇口的另一头连接竖直向上的竖直浇口,竖直浇口连接倾斜向上的斜向浇口,斜向浇口与塑料件的翻边下端面相对应,所述的定模板中设置斜导柱、弹簧和限位拉钩,斜导柱与滑块的斜导孔相配合,弹簧的下端与滑块相接触,在滑块的外壁制有限位拉槽,限位拉钩与限位拉槽相配合。
本实用新型公开了一种注塑模具滑块底部进胶机构,当塑料件注塑成型后,下复板带动模脚、上顶针板、下顶针板、直顶杆、斜顶杆、动模板和塑料件一起向下移动,而上复板、流道板和定模板保持不动,使模具从定模板和动模板处开模,在动模板向下移动时,弹簧在弹力的作用下向下推动滑块,使滑块跟随动模板一起向下移动,滑块压住浇口处胶料,使定模板的热嘴与浇口处胶料拉断脱离,同时定模板中的斜导柱与滑块的斜导孔配合,使滑块在向下移动的同时向外移动,滑块脱出塑料件一侧倾斜向下的翻边外壁,当滑块外壁的限位拉槽向下移动至与定模板的限位拉钩相接触时,由限位拉钩拉住滑块的限位拉槽,滑块停止向下移动,而动模板继续向下移动,此时滑块与浇口处胶料也脱离接触,最后由上、下顶针板带动直顶杆和斜顶杆,斜顶杆带动斜顶块脱出塑料件的内凹槽,直顶杆将塑料件顶出脱模。本方案注塑模具滑块底部进胶机构,主要是在滑块的底部与动模板之间设置潜伏式的浇口,该浇口由横向浇口、竖直浇口和斜向浇口组成,而在滑块位于横向浇口位置制有穿孔,将定模板中的热嘴下端部通过该穿孔与横向浇口相通,横向浇口通过竖直浇口和斜向浇口避开斜顶块结构,与塑料件的翻边下端面相对应,该结构的优点是:一、采用该潜伏式的浇口形式,胶口横向设置在产品的背面(远离产品外观区域),避开产品分型面和装配面,使塑料件表面不存在雾斑、冲击痕或收缩凹陷等问题,塑料件外形美观,浇口与塑料件直接掰断即可,分离容易,无需对产品胶口处位置进行修边,提高生产效率;二、滑块中制有穿孔,并将定模板的凸块插入穿孔中,而热嘴通过该位置与浇口相通,模具开模后热嘴自动与浇口脱离,而滑块则先跟随动模板一起向下移动,当滑块脱出塑料件向下且倾斜向内的翻边外壁后,再在限位拉钩和限位拉槽的作用下滑块停止移动,保证潜伏式的浇口和塑料件都能够顺利脱模。
本实用新型注塑模具滑块底部进胶机构,所述的弹簧为氮气弹簧。氮气弹簧更加干净、高效、节省空间。所述的滑块的外壁和动模板的上方设置耐磨块。由于开模时,滑块需要先跟随动模板一起运动,且同时向外侧移动,因此在滑块外壁和动模板上设置耐磨块,使滑块外壁与定模板之间更加耐磨损,以及滑块底面与动模板之间更加耐磨损。
附图说明
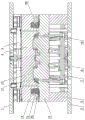
图1是本实用新型注塑模具滑块底部进胶机构的结构示意图;
图2是定模板、动模板、滑块、热嘴、浇口、塑料件、斜顶杆、斜顶块配合状态结构示意图;
图3是图2的A处局部放大示意图;
图4是定模板、动模板、滑块、斜导柱、斜顶块、弹簧配合状态结构示意图;
图5是动模板上的滑块与斜导杆、弹簧配合状态立体示意图。
具体实施方式
本实用新型涉及一种注塑模具滑块底部进胶机构,如图1—图5所示,包括上复板1和下复板2,上复板下设置流道板3,流道板中设置热流道,流道板下设置定模板4,定模板中设置热嘴5,下复板上设置模脚6,模脚之间的下复板上设置上顶针板7、下顶针板8、直顶杆和斜顶杆10,斜顶杆上设置斜顶块11,模脚上设置动模板12,动模板与定模板之间有注塑成型的塑料件13,塑料件的一侧制有向下且倾斜向内的翻边14,翻边内壁形成内凹槽15,斜顶块11与内凹槽相配合,所述的定模板4下设置滑块16,滑块中制有穿孔17和斜导孔18,在定模板下制有凸块19,凸块插入穿孔中,所述的热嘴5设置在凸块位置的定模板4中,在滑块16的下端与动模板12以及斜顶块11之间形成浇口,所述的浇口包括底部的横向浇口20,横向浇口的一头与热嘴相对应,横向浇口的另一头连接竖直向上的竖直浇口21,竖直浇口连接倾斜向上的斜向浇口22,斜向浇口与塑料件13的翻边14下端面相对应,所述的定模板4中设置斜导柱23、弹簧24和限位拉钩25,斜导柱与滑块16的斜导孔18相配合,弹簧的下端与滑块相接触,在滑块的外壁制有限位拉槽26,限位拉钩与限位拉槽相配合。当塑料件13注塑成型后,下复板2带动模脚6、上顶针板7、下顶针板8、直顶杆、斜顶杆10、动模板12和塑料件13一起向下移动,而上复板1、流道板3和定模板4保持不动,使模具从定模板4和动模板12处开模,在动模板向下移动时,弹簧24在弹力的作用下向下推动滑块16,使滑块跟随动模板12一起向下移动,滑块16压住浇口处胶料,使定模板4的热嘴5与浇口处胶料拉断脱离,同时定模板4中的斜导柱23与滑块16的斜导孔18配合,使滑块16在向下移动的同时向外移动,滑块脱出塑料件13一侧倾斜向下的翻边14外壁,当滑块外壁的限位拉槽26向下移动至与定模板4的限位拉钩25相接触时,由限位拉钩25拉住滑块16的限位拉槽26,滑块停止向下移动,而动模板12继续向下移动,此时滑块与浇口处胶料也脱离接触,最后由上、下顶针板7、8带动直顶杆和斜顶杆10,斜顶杆带动斜顶块11脱出塑料件13的内凹槽15,直顶杆将塑料件顶出脱模。本方案注塑模具滑块底部进胶机构,主要是在滑块16的底部与动模板12之间设置潜伏式的浇口,该浇口由横向浇口20、竖直浇口21和斜向浇口22组成,而在滑块16位于横向浇口20位置制有穿孔17,将定模板4中的热嘴5下端部通过该穿孔17与横向浇口20相通,横向浇口通过竖直浇口21和斜向浇口22避开斜顶块11结构,与塑料件13的翻边14下端面相对应,该结构的优点是:一、采用该潜伏式的浇口形式,胶口横向设置在产品的背面(远离产品外观区域),避开产品分型面和装配面,使塑料件13表面不存在雾斑、冲击痕或收缩凹陷等问题,塑料件外形美观,浇口与塑料件直接掰断即可,分离容易,无需对产品胶口处位置进行修边,提高生产效率;二、滑块16中制有穿孔17,并将定模板4的凸块19插入穿孔中,而热嘴5通过该位置与浇口相通,模具开模后热嘴自动与浇口脱离,而滑块16则先跟随动模板12一起向下移动,当滑块脱出塑料件13向下且倾斜向内的翻边14外壁后,再在限位拉钩25和限位拉槽26的作用下滑块16停止移动,保证潜伏式的浇口和塑料件都能够顺利脱模。所述的弹簧24为氮气弹簧。氮气弹簧更加干净、高效、节省空间。所述的滑块16的外壁和动模板12的上方设置耐磨块27。由于开模时,滑块16需要先跟随动模板12一起运动,且同时向外侧移动,因此在滑块外壁和动模板上设置耐磨块27,使滑块外壁与定模板4之间更加耐磨损,以及滑块16底面与动模板12之间更加耐磨损。
Claims (3)
1.注塑模具滑块底部进胶机构,包括上复板(1)和下复板(2),上复板下设置流道板(3),流道板中设置热流道,流道板下设置定模板(4),定模板中设置热嘴(5),下复板上设置模脚(6),模脚之间的下复板上设置上顶针板(7)、下顶针板(8)、直顶杆和斜顶杆(10),斜顶杆上设置斜顶块(11),模脚上设置动模板(12),动模板与定模板之间有注塑成型的塑料件(13),塑料件的一侧制有向下且倾斜向内的翻边(14),翻边内壁形成内凹槽(15),斜顶块(11)与内凹槽相配合,其特征在于:所述的定模板(4)下设置滑块(16),滑块中制有穿孔(17)和斜导孔(18),在定模板下制有凸块(19),凸块插入穿孔中,所述的热嘴(5)设置在凸块位置的定模板(4)中,在滑块(16)的下端与动模板(12)以及斜顶块(11)之间形成浇口,所述的浇口包括底部的横向浇口(20),横向浇口的一头与热嘴相对应,横向浇口的另一头连接竖直向上的竖直浇口(21),竖直浇口连接倾斜向上的斜向浇口(22),斜向浇口与塑料件(13)的翻边(14)下端面相对应,所述的定模板(4)中设置斜导柱(23)、弹簧(24)和限位拉钩(25),斜导柱与滑块(16)的斜导孔(18)相配合,弹簧的下端与滑块相接触,在滑块的外壁制有限位拉槽(26),限位拉钩与限位拉槽相配合。
2.如权利要求1所述的注塑模具滑块底部进胶机构,其特征在于:所述的弹簧(24)为氮气弹簧。
3.如权利要求1所述的注塑模具滑块底部进胶机构,其特征在于:所述的滑块(16)的外壁和动模板(12)的上方设置耐磨块(27)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921449993.5U CN210679492U (zh) | 2019-09-03 | 2019-09-03 | 注塑模具滑块底部进胶机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921449993.5U CN210679492U (zh) | 2019-09-03 | 2019-09-03 | 注塑模具滑块底部进胶机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210679492U true CN210679492U (zh) | 2020-06-05 |
Family
ID=70903627
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921449993.5U Active CN210679492U (zh) | 2019-09-03 | 2019-09-03 | 注塑模具滑块底部进胶机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210679492U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110435085A (zh) * | 2019-09-03 | 2019-11-12 | 滨海模塑集团有限公司 | 注塑模具滑块底部进胶机构 |
| CN111976103A (zh) * | 2020-07-23 | 2020-11-24 | 遵义群建塑胶制品有限公司 | 一种潜伏侧浇口的进胶装置 |
-
2019
- 2019-09-03 CN CN201921449993.5U patent/CN210679492U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110435085A (zh) * | 2019-09-03 | 2019-11-12 | 滨海模塑集团有限公司 | 注塑模具滑块底部进胶机构 |
| CN111976103A (zh) * | 2020-07-23 | 2020-11-24 | 遵义群建塑胶制品有限公司 | 一种潜伏侧浇口的进胶装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201366773Y (zh) | 内分型保险杠塑料模具 | |
| CN104985775A (zh) | 注塑模具直顶斜滑抽芯同步组合滑块机构 | |
| CN210679492U (zh) | 注塑模具滑块底部进胶机构 | |
| CN210415374U (zh) | 注塑模具斜顶弹簧组合长距离侧抽芯机构 | |
| CN205467128U (zh) | 分段脱模注塑模具 | |
| CN204196152U (zh) | 一种双节式滑块脱模机构 | |
| CN103737824B (zh) | 笔记本电脑电池盖的潜伏平移式精密模具 | |
| CN207841953U (zh) | 注塑模具潜伏进胶结构 | |
| CN215825851U (zh) | 注塑模具防气纹进胶结构 | |
| CN211105381U (zh) | 注塑模具滑块式斜顶机构 | |
| CN213082231U (zh) | 倒装模具顶出机构 | |
| CN210082315U (zh) | 用于成型配光镜的抽芯浇口结构 | |
| CN210308870U (zh) | 自动断料注塑模具 | |
| CN110435085A (zh) | 注塑模具滑块底部进胶机构 | |
| CN210705828U (zh) | 具有大角度倒扣模具的三级滑块脱模机构 | |
| CN110757745B (zh) | 一种扰流板支架模具二次顶出抽芯结构 | |
| CN210679526U (zh) | 注塑模具定模侧斜导柱外抽芯机构 | |
| CN213891090U (zh) | 注塑模具滑块内潜伏浇口脱模机构 | |
| CN211868508U (zh) | 一种水口设于产品开口边缘的新型注塑模具 | |
| CN218593602U (zh) | 仪表台下护板注塑模具脱模机构 | |
| CN105904675B (zh) | 一种三处分型面结构的注塑模具 | |
| CN211842985U (zh) | 带浮动斜抽及配套顶出结构的快装模具 | |
| CN210415376U (zh) | 注塑模具侧抽芯滑块的导向耐磨机构 | |
| CN221873052U (zh) | 注塑模具内分型倒扣拉变形脱模机构 | |
| CN218399296U (zh) | 带有易撕片的塑料桶盖注塑模具脱模机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |