CN210477247U - 一种板材砂光生产线 - Google Patents
一种板材砂光生产线 Download PDFInfo
- Publication number
- CN210477247U CN210477247U CN201921015397.6U CN201921015397U CN210477247U CN 210477247 U CN210477247 U CN 210477247U CN 201921015397 U CN201921015397 U CN 201921015397U CN 210477247 U CN210477247 U CN 210477247U
- Authority
- CN
- China
- Prior art keywords
- roller
- rollers
- plate
- sanding
- frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Abstract
一种板材砂光生产线,它包括依次设置的板材划线机、涂胶机、贴皮机、压片机、开片机以及砂光机,所述板材划线机包括划线机机架、设置在划线机机架前部的辅助喂料部以及设置在划线机机架后部的板材划线部;所述砂光机设置在所述开片机后方,其包括砂光机机架、一对板材输送装置、四个限位装置和六个砂光装置。本实用新型优点是:通过辅助喂料部的多组板材限位机构的设置提高了板材在进入划线操作时的稳定性和准确性,划线精确,提高产品质量。砂光机能够对多块木板同时双面打磨,运行稳定。
Description
技术领域
本实用新型涉及机械系统领域,具体涉及一种板材砂光生产线。
背景技术
板材在进入划线操作时通常都是直接通过传动辊送入划线机的划线部进行划线操作,这样由于人工送料时可能存在不稳定,容易造成划线的不精确,从而影响到后续工艺,造成产品质量不高。在木材复合板加工生产线中,条形的木板需要经过砂光机磨光板材表面,现有的砂光机喂入板材时多为人工将板材摆放在输送机上送入,这样会出现板材摆放不均匀,容易歪斜状况;现有的砂光机多为单面砂光机,只能对木板顶面进行打磨,对于需要双面砂光的木板,还需要二次打磨,工作效率较低,当多块木板同时进入砂光机时木板稳定性不足,容易产生碰撞,卡住砂光机。
实用新型内容
本实用新型的目的就是针对上述之不足,而提供一种板材砂光生产线。
本实用新型它包括依次设置的板材划线机、涂胶机、贴皮机、压片机、开片机以及砂光机,
所述板材划线机包括划线机机架、设置在划线机机架前部的辅助喂料部以及设置在划线机机架后部的板材划线部;所述辅助喂料部包括设置在划线机机架上的多根第一从动辊和设置划线机机架上并位于多根第一从动辊之间的多组板材限位机构组成,每组板材限位机构均包括设置在相邻两根第一从动辊之间的一对倒L形固定板、与所述倒L形固定板通过六角螺栓转动连接的支撑杆和设置在支撑杆端部的圆盘状导引滚轮组成,所述倒L形固定板的竖直部上设有一对贯通孔,所述划线机机架上设有与贯通孔相适配的多组安装孔并通过螺栓组件将倒L形固定板与划线机机架可拆卸连接,所述导引滚轮位于第一从动辊的正上方,所述支撑杆位于所述倒L形固定板内部的部分固设有与所述竖直部相固接的复位弹簧,一对倒L形固定板的支撑杆上的一对导引滚轮将板材卡设在一对导引滚轮之间;所述板材划线部包括设置在划线机机架上的五根第一主动辊、设置在划线机机架上且位于五根第一主动辊正上方的安装支架以及设置在安装支架上的一根前压辊、两根划线辊和两根后压辊,五根第一主动辊的轴端部设有传动齿轮并通过传动链条和设置在划线机机架下部的第一电机带动转动;
所述砂光机设置在所述开片机后方,其包括砂光机机架、一对板材输送装置、四个限位装置和六个砂光装置;板材输送装置包括辊子输送机和一组第一压辊,辊子输送机的每相邻两个辊子之间上方均设置有第一压辊,第一压辊的两端转轴上分别设置有第一轴承调节座,并通过第一轴承调节座活动安装在砂光机机架上,一对板材输送装置的辊子输送机分别安装在砂光机机架上;砂光装置包括驱动辊、磨辊、固定辊架、活动辊架、气缸和沙带;驱动辊的两端转轴活动安装在固定辊架上,磨辊的两端转轴活动安装在活动辊架上,气缸的两端分别固定连接在固定辊架和活动辊架上,沙带包覆在驱动辊和磨辊上,固定辊架固定安装在砂光机机架上,通过变频调速电机驱动驱动辊的一端转轴旋转;所述六个砂光装置由三个上砂光装置和三个下砂光装置构成,上砂光装置和下砂光装置之间形成打磨间隙;限位装置包括第二压辊和托辊,第二压辊的两端转轴上分别设置有第二轴承调节座,并通过第二轴承调节座活动安装在砂光机机架上,托辊的两端转轴分别通过轴承和轴承座活动安装在砂光机机架上,托辊位于第二压辊下方,托辊与第二压辊之间形成板材通过间隙;一组限位装置呈依次排列,并位于一对板材输送装置之间,每相邻的两个限位装置之间均设置有一对砂光装置;其中一个板材输送装置位于第二皮带输送机出料端一侧。
导引滚轮所处高度略高于第一从动辊的所处高度,使得导引滚轮与第一从动辊不发生接触。
一对倒L形固定板分别位于相邻两根第一从动辊之间的机架上。
所述支撑杆的端部与导引滚轮转轴固接。
所述安装支架上还分别设有用于调节一根前压辊、两根划线辊和两根后压辊高度的多个滑块轴承调节座。
它还有活动辊架的两端分别开有长圆孔,磨辊的两端转轴上分别设置有第三轴承调节座,一对第三轴承调节座固定安装在活动辊架的两端,磨辊的两端转轴分别位于一对长圆孔内,通过旋转一对第三轴承调节座的调距丝杆使磨辊沿着长圆孔上下移动。
辊子输送机的辊子和第一压辊均为橡胶辊。
本实用新型优点是:通过辅助喂料部的多组板材限位机构的设置提高了板材在进入划线操作时的稳定性和准确性,划线精确,提高产品质量。砂光机能够对多块木板同时双面打磨,运行稳定。
附图说明
图1为本实用新型的流程示意图;
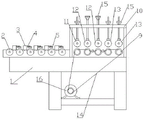
图2为板材划线机的结构示意图;
图3为辅助喂料部的俯视示意图;
图4为倒L形固定板的结构示意图;
图5为板材限位机构的结构示意图;
图6是砂光机的结构示意图;
图7是砂光机机架的结构示意图;
图8是砂光装置的结构示意图;
图9是板材输送装置的结构示意图;
图10是限位装置的结构示意图。
具体实施方式
如附图所示,本实用新型它包括依次设置的板材划线机50、涂胶机51、贴皮机52、压片机53、开片机54以及砂光机200,
所述板材划线机50包括划线机机架1、设置在划线机机架1前部的辅助喂料部以及设置在划线机机架1后部的板材划线部;所述辅助喂料部包括设置在划线机机架1上的多根第一从动辊2和设置划线机机架1上并位于多根第一从动辊2之间的多组板材限位机构组成,每组板材限位机构均包括设置在相邻两根第一从动辊2之间的一对倒L形固定板3、与所述倒L形固定板3通过六角螺栓转动连接的支撑杆4和设置在支撑杆4端部的圆盘状导引滚轮5组成,所述倒L形固定板3的竖直部6上设有一对贯通孔7,所述划线机机架1上设有与贯通孔7相适配的多组安装孔并通过螺栓组件将倒L形固定板3与划线机机架1可拆卸连接,所述导引滚轮5位于第一从动辊2的正上方,所述支撑杆4位于所述倒L形固定板3内部的部分固设有与所述竖直部6相固接的复位弹簧8,一对倒L形固定板3的支撑杆4上的一对导引滚轮将板材卡设在一对导引滚轮之间;所述板材划线部包括设置在划线机机架1上的五根第一主动辊9、设置在划线机机架1上且位于五根第一主动辊9正上方的安装支架10以及设置在安装支架10上的一根前压辊11、两根划线辊12和两根后压辊13,五根第一主动辊9的轴端部设有传动齿轮并通过传动链条14和设置在划线机机架1下部的第一电机16带动转动;
所述砂光机200设置在所述开片机54后方,其包括砂光机机架201、一对板材输送装置202、四个限位装置204和六个砂光装置205;板材输送装置202包括辊子输送机214和一组第一压辊215,辊子输送机214的每相邻两个辊子之间上方均设置有第一压辊215,第一压辊215的两端转轴上分别设置有第一轴承调节座,并通过第一轴承调节座活动安装在砂光机机架201上,一对板材输送装置202的辊子输送机214分别安装在砂光机机架201上;砂光装置205包括驱动辊206、磨辊207、固定辊架208、活动辊架209、气缸210和沙带211;驱动辊206的两端转轴活动安装在固定辊架208上,磨辊207的两端转轴活动安装在活动辊架209上,气缸210的两端分别固定连接在固定辊架208和活动辊架209上,沙带211包覆在驱动辊206和磨辊207上,固定辊架208固定安装在砂光机机架201上,通过变频调速电机驱动驱动辊206的一端转轴旋转;所述六个砂光装置205由三个上砂光装置和三个下砂光装置构成,上砂光装置和下砂光装置之间形成打磨间隙;限位装置204包括第二压辊212和托辊213,第二压辊212的两端转轴上分别设置有第二轴承调节座,并通过第二轴承调节座活动安装在砂光机机架201上,托辊213的两端转轴分别通过轴承和轴承座活动安装在砂光机机架201上,托辊213位于第二压辊212下方,托辊213与第二压辊212之间形成板材通过间隙;一组限位装置204呈依次排列,并位于一对板材输送装置202之间,每相邻的两个限位装置204之间均设置有一对砂光装置205;其中一个板材输送装置202位于第二皮带输送机101出料端一侧。
导引滚轮5所处高度略高于第一从动辊2的所处高度,使得导引滚轮5与第一从动辊2不发生接触。
一对倒L形固定板3分别位于相邻两根第一从动辊2之间的机架1上。
所述支撑杆4的端部与导引滚轮5转轴固接。
所述安装支架10上还分别设有用于调节一根前压辊11、两根划线辊12和两根后压辊13高度的多个滑块轴承调节座15。
它还有活动辊架209的两端分别开有长圆孔217,磨辊207的两端转轴上分别设置有第三轴承调节座216,一对第三轴承调节座216固定安装在活动辊架209的两端,磨辊207的两端转轴分别位于一对长圆孔217内,通过旋转一对第三轴承调节座216的调距丝杆使磨辊207沿着长圆孔217上下移动。
辊子输送机214的辊子和第一压辊215均为橡胶辊。
工作方式:操作人员将板材放在划线机机架1上的第一根第一从动辊2上并向前推动,使得板材被第一组板材限位机构的一对倒L形固定板3的导引滚轮5卡住,然后继续向前推动板材,使板材依次通过后续的多组板材限位机构,由于支撑杆4和与其相连的复位弹簧8的设置,提高了板材在进入划线操作时的稳定性和准确性。板材通过最后一组板材限位机构后进入到板材划线部,通过五根第一主动辊9向前继续输送,然后在前压辊11、两根划线辊12和两根后压辊13的共同作用下完成划线操作,提高了划线操作的稳定性和准确性,划线精确,提高产品质量。完成划线操作后,板材再依次经过涂胶机51、贴皮机52、压片机53、开片机54处理后,开片成待砂光的木板120。操作人员将待砂光的木板120通过砂光机进料端的辊子输送机214送入打磨工位,一组第一压辊215压在辊子输送机214上方的木板120上,起到防止板材错位并承受磨削力的作用,六个砂光装置205的第一对砂光装置上包覆的沙带211为粗沙粒沙带,第二对砂光装置上包覆的沙带211为中沙粒沙带,第三对砂光装置上包覆的沙带211为细沙粒沙带,多块木板120依次通过粗沙粒沙带、中沙粒沙带和细沙粒沙带的砂光,砂光完毕后通过砂光机出料端的辊子输送机214接力输出,完成打磨。一组限位装置204起到对木板120导向限位的作用。根据不同的木板120厚度,工作人员旋转轴承调节座上的丝杆,即可调整打磨间隙和板材通过间隙的宽度。挡尘罩可以阻挡打磨时产生的木屑飞溅,并通过抽风机将细小的粉尘颗粒吸出。辊子输送机214的辊子和第一压辊215均为橡胶辊,橡胶辊与木板120之间的摩擦系数较大。通过气缸210可以调节沙带211的张紧度。
Claims (7)
1.一种板材砂光生产线,包括依次设置的板材划线机(50)、涂胶机(51)、贴皮机(52)、压片机(53)、开片机(54)以及砂光机(200),其特征在于,
所述板材划线机(50)包括划线机机架(1)、设置在划线机机架(1)前部的辅助喂料部以及设置在划线机机架(1)后部的板材划线部;所述辅助喂料部包括设置在划线机机架(1)上的多根第一从动辊(2)和设置划线机机架(1)上并位于多根第一从动辊(2)之间的多组板材限位机构组成,每组板材限位机构均包括设置在相邻两根第一从动辊(2)之间的一对倒L形固定板(3)、与所述倒L形固定板(3)通过六角螺栓转动连接的支撑杆(4)和设置在支撑杆(4)端部的圆盘状导引滚轮(5)组成,所述倒L形固定板(3)的竖直部(6)上设有一对贯通孔(7),所述划线机机架(1)上设有与贯通孔(7)相适配的多组安装孔并通过螺栓组件将倒L形固定板(3)与划线机机架(1)可拆卸连接,所述导引滚轮(5)位于第一从动辊(2)的正上方,所述支撑杆(4)位于所述倒L形固定板(3)内部的部分固设有与所述竖直部(6)相固接的复位弹簧(8),一对倒L形固定板(3)的支撑杆(4)上的一对导引滚轮将板材卡设在一对导引滚轮之间;所述板材划线部包括设置在划线机机架(1)上的五根第一主动辊(9)、设置在划线机机架(1)上且位于五根第一主动辊(9)正上方的安装支架(10)以及设置在安装支架(10)上的一根前压辊(11)、两根划线辊(12)和两根后压辊(13),五根第一主动辊(9)的轴端部设有传动齿轮并通过传动链条(14)和设置在划线机机架(1)下部的第一电机(16)带动转动;
所述砂光机(200)设置在所述开片机(54)后方,其包括砂光机机架(201)、一对板材输送装置(202)、四个限位装置(204)和六个砂光装置(205);板材输送装置(202)包括辊子输送机(214)和一组第一压辊(215),辊子输送机(214)的每相邻两个辊子之间上方均设置有第一压辊(215),第一压辊(215)的两端转轴上分别设置有第一轴承调节座,并通过第一轴承调节座活动安装在砂光机机架(201)上,一对板材输送装置(202)的辊子输送机(214)分别安装在砂光机机架(201)上;砂光装置(205)包括驱动辊(206)、磨辊(207)、固定辊架(208)、活动辊架(209)、气缸(210)和沙带(211);驱动辊(206)的两端转轴活动安装在固定辊架(208)上,磨辊(207)的两端转轴活动安装在活动辊架(209)上,气缸(210)的两端分别固定连接在固定辊架(208)和活动辊架(209)上,沙带(211)包覆在驱动辊(206)和磨辊(207)上,固定辊架(208)固定安装在砂光机机架(201)上,通过变频调速电机驱动驱动辊(206)的一端转轴旋转;所述六个砂光装置(205)由三个上砂光装置和三个下砂光装置构成,上砂光装置和下砂光装置之间形成打磨间隙;限位装置(204)包括第二压辊(212)和托辊(213),第二压辊(212)的两端转轴上分别设置有第二轴承调节座,并通过第二轴承调节座活动安装在砂光机机架(201)上,托辊(213)的两端转轴分别通过轴承和轴承座活动安装在砂光机机架(201)上,托辊(213)位于第二压辊(212)下方,托辊(213)与第二压辊(212)之间形成板材通过间隙;一组限位装置(204)呈依次排列,并位于一对板材输送装置(202)之间,每相邻的两个限位装置(204)之间均设置有一对砂光装置(205);其中一个板材输送装置(202)位于第二皮带输送机(101)出料端一侧。
2.根据权利要求1所述的一种板材砂光生产线,其特征在于导引滚轮(5)所处高度略高于第一从动辊(2)的所处高度,使得导引滚轮(5)与第一从动辊(2)不发生接触。
3.根据权利要求1所述的一种板材砂光生产线,其特征在于一对倒L形固定板(3)分别位于相邻两根第一从动辊(2)之间的机架(1)上。
4.根据权利要求1所述的一种板材砂光生产线,其特征在于所述支撑杆(4)的端部与导引滚轮(5)转轴固接。
5.根据权利要求1所述的一种板材砂光生产线,其特征在于所述安装支架(10)上还分别设有用于调节一根前压辊(11)、两根划线辊(12)和两根后压辊(13)高度的多个滑块轴承调节座(15)。
6.根据权利要求1所述的一种板材砂光生产线,其特征在于它还有活动辊架(209)的两端分别开有长圆孔(217),磨辊(207)的两端转轴上分别设置有第三轴承调节座(216),一对第三轴承调节座(216)固定安装在活动辊架(209)的两端,磨辊(207)的两端转轴分别位于一对长圆孔(217)内,通过旋转一对第三轴承调节座(216)的调距丝杆使磨辊(207)沿着长圆孔(217)上下移动。
7.根据权利要求1所述的一种板材砂光生产线,其特征在于辊子输送机(214)的辊子和第一压辊(215)均为橡胶辊。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921015397.6U CN210477247U (zh) | 2019-07-02 | 2019-07-02 | 一种板材砂光生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921015397.6U CN210477247U (zh) | 2019-07-02 | 2019-07-02 | 一种板材砂光生产线 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210477247U true CN210477247U (zh) | 2020-05-08 |
Family
ID=70529557
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921015397.6U Active CN210477247U (zh) | 2019-07-02 | 2019-07-02 | 一种板材砂光生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210477247U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112223471A (zh) * | 2020-10-31 | 2021-01-15 | 商丘市鼎盛木业有限公司 | 一种人造板的制备工艺 |
| CN113547499A (zh) * | 2021-09-22 | 2021-10-26 | 徐州光头强木业有限公司 | 一种用于板材加工的木板厚度计量调平及划线装置 |
-
2019
- 2019-07-02 CN CN201921015397.6U patent/CN210477247U/zh active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112223471A (zh) * | 2020-10-31 | 2021-01-15 | 商丘市鼎盛木业有限公司 | 一种人造板的制备工艺 |
| CN113547499A (zh) * | 2021-09-22 | 2021-10-26 | 徐州光头强木业有限公司 | 一种用于板材加工的木板厚度计量调平及划线装置 |
| CN113547499B (zh) * | 2021-09-22 | 2021-11-26 | 徐州光头强木业有限公司 | 一种用于板材加工的木板厚度计量调平及划线装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210477265U (zh) | 一种用于板材的砂光处理系统 | |
| CN210477247U (zh) | 一种板材砂光生产线 | |
| CN210335464U (zh) | 一种用于净醛地板生产线的双面砂光机 | |
| CN107378731B (zh) | 一种自动仿形砂光机 | |
| CN114290198A (zh) | 一种合金棒料外圆打磨抛光装置和方法 | |
| CN109940472A (zh) | 一种木板双面打磨装置 | |
| CN210335463U (zh) | 一种用于净醛地板生产线的板材砂光系统 | |
| CN113857990A (zh) | 一种金属板打磨抛光机 | |
| CN218697207U (zh) | 一种多角度调节的砂光机 | |
| CN211029447U (zh) | 一种平面砂光机 | |
| CN108044715B (zh) | 一种砧板双边直线铣设备 | |
| CN208005874U (zh) | 一种砧板双边直线铣设备 | |
| CN204736051U (zh) | 一种双砂型正砂机 | |
| CN215984419U (zh) | 棒材直线度检测装置 | |
| CN212169853U (zh) | 一种箱包珍珠棉面料切块打磨机 | |
| CN115008291A (zh) | 一种金属板材边缘打磨设备 | |
| CN217045793U (zh) | 一种玻璃双边磨边机 | |
| CN111002190A (zh) | 一种方木加工表面抛光装置 | |
| CN218613301U (zh) | 一种压砂机的进料结构 | |
| CN209850532U (zh) | 一种复合板材修边机 | |
| CN212170003U (zh) | 一种箱包珍珠棉面料分切加工系统 | |
| CN215092516U (zh) | 一种塑钢复合板生产打磨装置 | |
| CN218984384U (zh) | 一种砂光机上料装置 | |
| CN213827318U (zh) | 一种机械配件切割加工装置 | |
| CN217097037U (zh) | 一种位置可调的玻璃磨边装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |