CN210358877U - 天窗框成型模具 - Google Patents
天窗框成型模具 Download PDFInfo
- Publication number
- CN210358877U CN210358877U CN201921312129.0U CN201921312129U CN210358877U CN 210358877 U CN210358877 U CN 210358877U CN 201921312129 U CN201921312129 U CN 201921312129U CN 210358877 U CN210358877 U CN 210358877U
- Authority
- CN
- China
- Prior art keywords
- die
- forming
- block
- frame
- pressure contact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Abstract
本实用新型涉及天窗框成型模具,其包括下模具、设置在下模具上方且用于放置天窗框架的中模具、设置在中模具上方的上模具;在中模具上的内台阶面与天窗框架下表面压力接触;在中模具上的内台阶面上设置有内水平驱动推杆,在内水平驱动推杆上设置有内驱动块,在内台阶面上沿水平导轨滑动的上压成型块,内驱动块与上压成型块的尾端压力接触;本实用新型设计合理、结构紧凑且使用方便。
Description
技术领域
本实用新型涉及天窗框成型模具。
背景技术
目前,冲压模具作为汽车制造也重要的加工设备,广泛的应用于汽车各个部件的加工成形中。现在的汽车为了追求驾驶的舒适,往往在车顶设有天窗,所以在汽车制造中,使用冲压模具对板材进行加工,以生产汽车天窗的外围框架和其他附属的零件,现在的做法是分别冲压汽车天窗的外围框架和其他附属的零件,这样坏处是由于外围框架中心会产生很多加工余料造成浪费,同时,分别加工大大降低的生产效率。CN201120241065.7 适用于汽车天窗制造的多合一冲压模具虽然提供了一套方案,但是不适合成型工艺,其效率还是低下。
实用新型内容
本实用新型所要解决的技术问题总的来说是提供一种天窗框成型模具。
为解决上述问题,本实用新型所采取的技术方案是:
一种天窗框成型模具,包括下模具、设置在下模具上方且用于放置天窗框架的中模具、设置在中模具上方的上模具;
在中模具上的内台阶面与天窗框架下表面压力接触;
在中模具上的内台阶面上设置有内水平驱动推杆,在内水平驱动推杆上设置有内驱动块,在内台阶面上沿水平导轨滑动的上压成型块,内驱动块与上压成型块的尾端压力接触;
在上压成型块下端设置有用于与天窗框架内侧壁压力接触的内侧支撑块,在内侧支撑块尾端与内驱动块之间设置有弹簧;
在上压成型块下端设置有用于与天窗框架倒角处压力接触的内倒角成型面,在内倒角成型面前端且用于与天窗框架上表面压力接触的带斜面上压面;
在中模具外台阶面上设置有内侧壁用于与天窗框架外侧面压力接触的外成型框架,在外成型框架端部设置有用于与天窗框架拐角处压力接触的外成型弧面;
在中模具设置有对外成型框架导向的外导向块;
在上模具上设置有上下运动且斜楔面与外成型框架外侧压力接触的外下压斜楔块,外下压斜楔块向下运动将外成型框架横向推动;在外成型框架与中模具或上模具之间连接有复位弹簧。
作为上述技术方案的进一步改进:
下模具、中模具、以及上模具分布有用于减轻重量的工艺孔。
在上模具上或中模具上设置有与上压成型块对应的导向槽。
本实用新型仅需要裁剪或冲压外框之后,然后,对天窗框实现整体成型,其保证了成型的完整性,效率高,通用性强,成本低。
本实用新型设计合理、成本低廉、结实耐用、安全可靠、操作简单、省时省力、节约资金、结构紧凑且使用方便。
附图说明
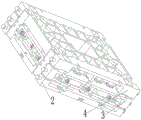
图1是本实用新型整体的结构示意图。
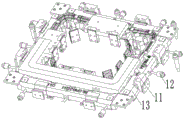
图2是本实用新型内部上方的结构示意图。
图3是本实用新型内部下方的结构示意图。
其中:1、天窗框架;2、下模具;3、中模具;4、上模具;5、内驱动块;6、内水平驱动推杆;7、上压成型块;8、内倒角成型面;9、带斜面上压面;10、内侧支撑块;11、外下压斜楔块;12、复位弹簧;13、外成型框架;14、外导向块;15、外成型弧面。
具体实施方式
如图1-3所示,本实施例的天窗框成型模具,包括下模具2为支撑、设置在下模具2上方且用于放置天窗框架1的中模具3实现对工件的固定与成型、设置在中模具3上方的上模具4实现上盖防护与成型;
在中模具3上的内台阶面与天窗框架1下表面压力接触,从而实现下表面的定位;
在中模具3上的内台阶面上设置有内水平驱动推杆6,可以是气缸或液压缸或螺杆等,在内水平驱动推杆6上设置有内驱动块5实现在推杆作用下向外作用,在内台阶面上沿水平导轨滑动的上压成型块7其受力向外作用,实现成型作用,内驱动块5与上压成型块7的尾端压力接触,从而实现驱动作用;
在上压成型块7下端设置有用于与天窗框架1内侧壁压力接触的内侧支撑块10,实现对内侧壁的支撑与成型,在内侧支撑块10尾端与内驱动块5之间设置有弹簧;实现复位。
在上压成型块7下端设置有用于与天窗框架1倒角处压力接触的内倒角成型面8,在内倒角成型面8前端且用于与天窗框架1上表面压力接触的带斜面上压面9;从而根据不同规格尺寸要求,安装不同的成型块,从而实现通用性好。
在中模具3外台阶面上设置有内侧壁用于与天窗框架1外侧面压力接触的外成型框架13,在外成型框架13端部设置有用于与天窗框架1拐角处压力接触的外成型弧面15;从而实现对工件外侧的成型。
在中模具3设置有对外成型框架13导向的外导向块14;从而实现导向。
在上模具4上设置有上下运动且斜楔面与外成型框架13外侧压力接触的外下压斜楔块11,外下压斜楔块11向下运动将外成型框架13横向推动;在外成型框架13与中模具3或上模具4之间连接有复位弹簧12。
下模具2、中模具3、以及上模具4分布有用于减轻重量的工艺孔,减轻重量。
在上模具4上或中模具3上设置有与上压成型块7对应的导向槽,实现工艺导向。
使用本实用新型时,将天窗框架1安装在中模具3,通过内水平驱动推杆6,内驱动块5,上压成型块7,内倒角成型面8,带斜面上压面9,内侧支撑块10,实现对工件内侧固定与支撑,外下压斜楔块11下行驱动外成型框架13,外成型弧面15,沿着外导向块14运动。
本实用新型充分描述是为了更加清楚的公开,而对于现有技术就不再一一例举。
最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;作为本领域技术人员对本实用新型的多个技术方案进行组合是显而易见的。而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型实施例技术方案的精神和范围。
Claims (3)
1.一种天窗框成型模具,其特征在于:包括下模具(2)、设置在下模具(2)上方且用于放置天窗框架(1)的中模具(3)、设置在中模具(3)上方的上模具(4);
在中模具(3)上的内台阶面与天窗框架(1)下表面压力接触;
在中模具(3)上的内台阶面上设置有内水平驱动推杆(6),在内水平驱动推杆(6)上设置有内驱动块(5),在内台阶面上沿水平导轨滑动的上压成型块(7),内驱动块(5)与上压成型块(7)的尾端压力接触;
在上压成型块(7)下端设置有用于与天窗框架(1)内侧壁压力接触的内侧支撑块(10),在内侧支撑块(10)尾端与内驱动块(5)之间设置有弹簧;
在上压成型块(7)下端设置有用于与天窗框架(1)倒角处压力接触的内倒角成型面(8),在内倒角成型面(8)前端且用于与天窗框架(1)上表面压力接触的带斜面上压面(9);
在中模具(3)外台阶面上设置有内侧壁用于与天窗框架(1)外侧面压力接触的外成型框架(13),在外成型框架(13)端部设置有用于与天窗框架(1)拐角处压力接触的外成型弧面(15);
在中模具(3)设置有对外成型框架(13)导向的外导向块(14);
在上模具(4)上设置有上下运动且斜楔面与外成型框架(13)外侧压力接触的外下压斜楔块(11),外下压斜楔块(11)向下运动将外成型框架(13)横向推动;在外成型框架(13)与中模具(3)或上模具(4)之间连接有复位弹簧(12)。
2.根据权利要求1所述的天窗框成型模具,其特征在于: 下模具(2)、中模具(3)、以及上模具(4)分布有用于减轻重量的工艺孔。
3.根据权利要求1所述的天窗框成型模具,其特征在于:在上模具(4)上或中模具(3)上设置有与上压成型块(7)对应的导向槽。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921312129.0U CN210358877U (zh) | 2019-08-14 | 2019-08-14 | 天窗框成型模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921312129.0U CN210358877U (zh) | 2019-08-14 | 2019-08-14 | 天窗框成型模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210358877U true CN210358877U (zh) | 2020-04-21 |
Family
ID=70250437
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921312129.0U Active CN210358877U (zh) | 2019-08-14 | 2019-08-14 | 天窗框成型模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210358877U (zh) |
-
2019
- 2019-08-14 CN CN201921312129.0U patent/CN210358877U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203599375U (zh) | 一种快速成型的冲压模具 | |
| CN212070117U (zh) | 一种板材加工用冲压模具 | |
| CN109248956B (zh) | 一种汽车驱动后桥制动支架浮动悬臂式冲孔模具及冲孔工艺 | |
| CN214517222U (zh) | 汽车钣金件冲压成型自动送料装置 | |
| CN101758141A (zh) | 不同宽度板料自动对中的通用冲压模具 | |
| CN203508765U (zh) | 一种少废料开卷落料模 | |
| CN210358877U (zh) | 天窗框成型模具 | |
| CN209061971U (zh) | 一种空调底座修边冲孔模具 | |
| CN219520152U (zh) | 一种异形金属件冲压模具 | |
| CN204747174U (zh) | 一种自动冲压装置 | |
| CN216399901U (zh) | 一种密封圈冲压成型装置 | |
| CN103272928A (zh) | 一种拉楔侧翻装置及冷冲压模具 | |
| CN207154525U (zh) | 一种轿车齿形离合器毂体用冲压冲孔机构 | |
| CN213195360U (zh) | 一种自动生产线自动化取放料装置 | |
| CN213103986U (zh) | 一种用于制造金属模具的冷冲压成型装置 | |
| CN213378750U (zh) | 一种底板下料输送机构 | |
| CN206509510U (zh) | 一种方向盘压铸件浇口冲落机 | |
| CN218192114U (zh) | 一种具有导向功能的刹车片生产用冲床 | |
| CN110976617A (zh) | 一种方便使用的数控机床 | |
| CN210676524U (zh) | 车天窗加工成组模具装置 | |
| CN219211399U (zh) | 一种冲床机身结构 | |
| CN211386593U (zh) | 一种提高换模效率的多工位换模装置 | |
| CN113977703B (zh) | 一种密封圈零件冲压机 | |
| CN219924354U (zh) | 一种动车零部件新制冲压成型装置 | |
| CN220837338U (zh) | 一种金属板材折弯机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |