CN203664587U - 附板链条单节装配机 - Google Patents
附板链条单节装配机 Download PDFInfo
- Publication number
- CN203664587U CN203664587U CN201420053194.7U CN201420053194U CN203664587U CN 203664587 U CN203664587 U CN 203664587U CN 201420053194 U CN201420053194 U CN 201420053194U CN 203664587 U CN203664587 U CN 203664587U
- Authority
- CN
- China
- Prior art keywords
- assembly machine
- main body
- attached plate
- pliers
- machine main
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 abstract description 5
- 238000010924 continuous production Methods 0.000 abstract description 3
- 238000010586 diagram Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
Images

Landscapes
- Automatic Assembly (AREA)
Abstract
本实用新型公开了一种附板链条单节装配机,它包括装配机主体、工作台和输送轨道,所述工作台固设于装配机主体一侧,所述输送轨道从工作台上面跨接到装配机主体装配部,它还包括附板链条单节装配模具,振动盘及附板链板送料轨道,所述附板链条单节装配模具固设于装配机主体装配部下端,所述振动盘固设于装配机主体侧壁上,所述附板链板送料轨道一端固设于振动盘内部,一端与附板链条单节装配模具固定连接。实现自动化连续生产,提高了生产效率,降低了工人的劳动强度,工人不再进行手工压装,消除了安全隐患。
Description
技术领域
本实用新型属于农机链条生产技术领域,具体涉及一种附板链条单节装配机。
背景技术
GS38P2附板链条的链板由上板和下板组成,具有上板向上弯曲,下板向下弯曲的结构特点,普通链条装配机无法对其直接装配。现有的装配方法就是:首先在手动模具上放置附板链板下板,然后放上套筒,用压力机压装;然后再在手动模具上安装滚子和附板链板上板,再用压力机压装一次,经过两次压装才能生产出一个附板链条单节。一个熟练工单班生产附板链条单节约500个,工序繁琐,效率低,劳动强度大,还存在安全隐患。
发明内容
本实用新型的目的在于,提供一种附板链条单节装配机,解决现有技术采用手工进行装配,不能实现自动化连续生产,生产效率低,工人劳动强度大,存在安全隐患的问题。
本实用新型提供的附板链条单节装配机,它包括装配机主体、工作台和输送轨道,所述工作台固设于装配机主体一侧,所述输送轨道从工作台上面跨接到装配机主体装配部,它还包括附板链条单节装配模具,振动盘及附板链板送料轨道,所述附板链条单节装配模具固设于装配机主体装配部下端,所述振动盘固设于装配机主体侧壁上,所述附板链板送料轨道一端固设于振动盘内部,一端与附板链条单节装配模具固定连接;所述振动盘有两个,分别固设于装配机主体两相对的侧壁上,所述附板链板送料轨道包括上板送料轨道和下板送料轨道,所述上板送料轨道和下板送料轨道其一端分别位于两振动盘内,另一端与附板链条单节装配模具固定连接;所述附板链条单节装配模具包括下板送料钳子、套筒送料钳子、滚子送料钳子和上板送料钳子,所述下板送料钳子与下板送料轨道配合,所述套筒送料钳子与装配机主体装配部的套筒输送管配合,所述滚子送料钳子与装配机主体装配部的滚子输送管配合,所述上板送料钳子与上板送料轨道配合。
本实用新型提供的附板链条单节装配机,其有益效果在于:下板送料轨道和上板送料轨道分别完成对附板链板下板和附板链板上板的输送,附板链条单节装配模具与装配机主体装配部配合完成附板链条单节装配,装配好的附板链条再从输送轨道上输出,实现自动化连续生产,提高了生产效率,降低了工人的劳动强度,工人不再进行手工压装,消除了安全隐患。
附图说明
图1是本实用新型的整体结构示意图;
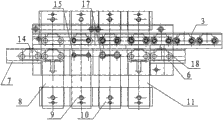
图2是本实用新型附板链条单节装配模具的整体结构示意图。
图中标注:
1.装配机主体;2.工作台;3.输送轨道;4.附板链条单节装配模具;5.振动盘;6.上板送料轨道;7.下板送料轨道;8.下板送料钳子;9.套筒送料钳子;10.滚子送料钳子;11.上板送料钳子;12.套筒输送管;13.滚子输送管;14.附板链板下板;15.套筒;16.滑块;17.滚子;18.附板链板上板。
具体实施方式
下面参照附图,结合一个实施例,对本实用新型提供的附板链条单节装配机进行详细的说明。
实施例
参照图1-图2,本实施例的附板链条单节装配机,它包括装配机主体1、工作台2和输送轨道3,所述工作台2固设于装配机主体1一侧,所述输送轨道3从工作台2上面跨接到装配机主体1装配部,它还包括附板链条单节装配模具4,振动盘5及附板链板送料轨道,所述附板链条单节装配模具4固设于装配机主体1装配部下端,所述振动盘5固设于装配机主体1侧壁上,所述附板链板送料轨道一端固设于振动盘5内部,一端与附板链条单节装配模具4固定连接;所述振动盘5有两个,分别固设于装配机主体1两相对的侧壁上,所述附板链板送料轨道包括上板送料轨道6和下板送料轨道7,所述上板送料轨道6和下板送料轨道7其一端分别位于两振动盘5内,另一端与附板链条单节装配模具4固定连接;所述附板链条单节装配模具4包括下板送料钳子8、套筒送料钳子9、滚子送料钳子10和上板送料钳子11,所述下板送料钳子8与下板送料轨道7配合,所述套筒送料钳子9与装配机主体1装配部的套筒输送管12配合,所述滚子送料钳子10与装配机主体1装配部的滚子输送管13配合,所述上板送料钳子11与上板送料轨道6配合。
工作时,附板链板下板14经下板送料轨道7输送至附板链条单节装配模具4纵向推料位置处,由下板送料钳子8将附板链板下板14送到附板链条单节装配模具4的指定位置,通过装配机主体1曲轴旋转,带动附板链板下板14横向运动,到达套筒15装配位置,通过套筒输送管12和套筒送料钳子9将套筒15送到附板链板下板14的圆孔位置,由装配机主体1的滑块16将套筒15压装到附板链板下板14上,再通过滚子输送管13和滚子送料钳子10将滚子17送到附板链板下板14的圆孔位置,由滑块16将滚子17压装到附板链板下板14上,接着附板链板上板18经上板送料轨道6输送至附板链条单节装配模具4纵向推料位置处,由上板送料钳子11将附板链板上板18送到附板链条单节装配模具4的指定位置,由滑块16把附板链板上板18压装到套筒15上,至此,一个附板链条单节装配完成,然后沿着输送轨道3送至工作台2上。
Claims (3)
1.一种附板链条单节装配机,它包括装配机主体、工作台和输送轨道,所述工作台固设于装配机主体一侧,所述输送轨道从工作台上面跨接到装配机主体装配部,其特征在于:它还包括附板链条单节装配模具,振动盘及附板链板送料轨道,所述附板链条单节装配模具固设于装配机主体装配部下端,所述振动盘固设于装配机主体侧壁上,所述附板链板送料轨道一端固设于振动盘内部,一端与附板链条单节装配模具固定连接。
2.根据权利要求1所述的附板链条单节装配机,其特征在于:所述振动盘有两个,分别固设于装配机主体两相对的侧壁上,所述附板链板送料轨道包括上板送料轨道和下板送料轨道,所述上板送料轨道和下板送料轨道其一端分别位于两振动盘内,另一端与附板链条单节装配模具固定连接。
3.根据权利要求2所述的附板链条单节装配机,其特征在于:所述附板链条单节装配模具包括下板送料钳子、套筒送料钳子、滚子送料钳子和上板送料钳子,所述下板送料钳子与下板送料轨道配合,所述套筒送料钳子与装配机主体装配部的套筒输送管配合,所述滚子送料钳子与装配机主体装配部的滚子输送管配合,所述上板送料钳子与上板送料轨道配合。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201420053194.7U CN203664587U (zh) | 2014-01-20 | 2014-01-20 | 附板链条单节装配机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201420053194.7U CN203664587U (zh) | 2014-01-20 | 2014-01-20 | 附板链条单节装配机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203664587U true CN203664587U (zh) | 2014-06-25 |
Family
ID=50960921
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201420053194.7U Expired - Lifetime CN203664587U (zh) | 2014-01-20 | 2014-01-20 | 附板链条单节装配机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203664587U (zh) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104550629A (zh) * | 2015-01-19 | 2015-04-29 | 杭州东华链条集团有限公司 | 一种链条链板加工自动进出料装置 |
| CN104690210A (zh) * | 2015-02-12 | 2015-06-10 | 德清华宇链传动有限公司 | 一种内链节自动装配装置 |
| CN105081769A (zh) * | 2015-08-28 | 2015-11-25 | 杭州盾牌链条有限公司 | 一种弯板链单节自动装配机 |
| CN105642818A (zh) * | 2016-03-31 | 2016-06-08 | 青岛征和工业股份有限公司 | 一种附板链条内单节自动装配机及装配方法 |
| CN105798589A (zh) * | 2016-05-16 | 2016-07-27 | 杭州盾牌链条有限公司 | 双出销片自动装配机 |
| CN106270362A (zh) * | 2016-08-21 | 2017-01-04 | 青岛征和工业股份有限公司 | 一种附板链条内单节自动替换装配机 |
| CN107344224A (zh) * | 2016-08-24 | 2017-11-14 | 杭州东华链条集团有限公司 | 一种带k型附件链条的智能装配机 |
| CN107598542A (zh) * | 2017-08-16 | 2018-01-19 | 杭州东华链条集团有限公司 | 一种链条的装配设备 |
| CN107962147A (zh) * | 2017-12-29 | 2018-04-27 | 浙江象牌链传动有限公司 | 链条成型装配模具 |
| CN108127072A (zh) * | 2017-12-29 | 2018-06-08 | 浙江象牌链传动有限公司 | 链条成型装配模具的底链片装配装置 |
| CN108237198A (zh) * | 2017-12-29 | 2018-07-03 | 浙江象牌链传动有限公司 | 链条成型装配模具的轴套定位装置 |
| CN108856634A (zh) * | 2018-06-15 | 2018-11-23 | 杭州萧山万隆链条制造有限公司 | 气动大节距链条单节自动装配机 |
| CN109175212A (zh) * | 2018-09-25 | 2019-01-11 | 浙江象牌链传动有限公司 | 一种设有定位滑块机构的链条装配设备 |
| CN109396804A (zh) * | 2018-11-14 | 2019-03-01 | 浙江欧凌机床股份有限公司 | 一种具有减震功能的链条外链节压装设备 |
| CN111215872A (zh) * | 2019-10-22 | 2020-06-02 | 杭州传智自动化科技有限公司 | 一种链条销轴与外附板的自动压合设备及其使用方法 |
| CN112045145A (zh) * | 2020-08-20 | 2020-12-08 | 青岛征和工业股份有限公司 | 一种内附板单节高速装配机 |
| CN112059102A (zh) * | 2020-07-21 | 2020-12-11 | 杭州传智自动化科技有限公司 | 一种链条装配机构 |
| CN115213344A (zh) * | 2022-06-22 | 2022-10-21 | 青岛征和工业股份有限公司 | 一种带u型附板双排链条自动化装配机及装配方法 |
-
2014
- 2014-01-20 CN CN201420053194.7U patent/CN203664587U/zh not_active Expired - Lifetime
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104550629A (zh) * | 2015-01-19 | 2015-04-29 | 杭州东华链条集团有限公司 | 一种链条链板加工自动进出料装置 |
| CN104550629B (zh) * | 2015-01-19 | 2016-08-24 | 杭州东华链条集团有限公司 | 一种链条链板加工自动进出料装置 |
| CN104690210A (zh) * | 2015-02-12 | 2015-06-10 | 德清华宇链传动有限公司 | 一种内链节自动装配装置 |
| CN105081769A (zh) * | 2015-08-28 | 2015-11-25 | 杭州盾牌链条有限公司 | 一种弯板链单节自动装配机 |
| CN105642818A (zh) * | 2016-03-31 | 2016-06-08 | 青岛征和工业股份有限公司 | 一种附板链条内单节自动装配机及装配方法 |
| CN105642818B (zh) * | 2016-03-31 | 2017-09-26 | 青岛征和工业股份有限公司 | 一种附板链条内单节自动装配机及装配方法 |
| CN105798589A (zh) * | 2016-05-16 | 2016-07-27 | 杭州盾牌链条有限公司 | 双出销片自动装配机 |
| CN105798589B (zh) * | 2016-05-16 | 2017-12-29 | 杭州盾牌链条有限公司 | 双出销片自动装配机 |
| CN106270362A (zh) * | 2016-08-21 | 2017-01-04 | 青岛征和工业股份有限公司 | 一种附板链条内单节自动替换装配机 |
| CN106270362B (zh) * | 2016-08-21 | 2018-12-28 | 青岛征和工业股份有限公司 | 一种附板链条内单节自动替换装配机 |
| CN107344224A (zh) * | 2016-08-24 | 2017-11-14 | 杭州东华链条集团有限公司 | 一种带k型附件链条的智能装配机 |
| CN107598542A (zh) * | 2017-08-16 | 2018-01-19 | 杭州东华链条集团有限公司 | 一种链条的装配设备 |
| CN108127072A (zh) * | 2017-12-29 | 2018-06-08 | 浙江象牌链传动有限公司 | 链条成型装配模具的底链片装配装置 |
| CN108237198A (zh) * | 2017-12-29 | 2018-07-03 | 浙江象牌链传动有限公司 | 链条成型装配模具的轴套定位装置 |
| CN107962147A (zh) * | 2017-12-29 | 2018-04-27 | 浙江象牌链传动有限公司 | 链条成型装配模具 |
| CN108856634A (zh) * | 2018-06-15 | 2018-11-23 | 杭州萧山万隆链条制造有限公司 | 气动大节距链条单节自动装配机 |
| CN109175212A (zh) * | 2018-09-25 | 2019-01-11 | 浙江象牌链传动有限公司 | 一种设有定位滑块机构的链条装配设备 |
| CN109396804A (zh) * | 2018-11-14 | 2019-03-01 | 浙江欧凌机床股份有限公司 | 一种具有减震功能的链条外链节压装设备 |
| CN111215872A (zh) * | 2019-10-22 | 2020-06-02 | 杭州传智自动化科技有限公司 | 一种链条销轴与外附板的自动压合设备及其使用方法 |
| CN111215872B (zh) * | 2019-10-22 | 2021-06-18 | 杭州传智自动化科技有限公司 | 一种链条销轴与外附板的自动压合设备及其使用方法 |
| CN112059102A (zh) * | 2020-07-21 | 2020-12-11 | 杭州传智自动化科技有限公司 | 一种链条装配机构 |
| CN112045145A (zh) * | 2020-08-20 | 2020-12-08 | 青岛征和工业股份有限公司 | 一种内附板单节高速装配机 |
| CN112045145B (zh) * | 2020-08-20 | 2022-05-17 | 青岛征和工业股份有限公司 | 一种内附板单节高速装配机 |
| CN115213344A (zh) * | 2022-06-22 | 2022-10-21 | 青岛征和工业股份有限公司 | 一种带u型附板双排链条自动化装配机及装配方法 |
| CN115213344B (zh) * | 2022-06-22 | 2024-06-07 | 青岛征和工业股份有限公司 | 一种带u型附板双排链条自动化装配机及装配方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203664587U (zh) | 附板链条单节装配机 | |
| CN204799832U (zh) | 一种具有自动定位传送功能的金属盖成型机 | |
| CN102489991B (zh) | 车门把手骨架配重块自动组装装置 | |
| CN204075654U (zh) | 一种膜式燃气表机芯体立轴压装机 | |
| CN203171810U (zh) | 一种全自动切坯机 | |
| CN205798408U (zh) | 毛坯自动清整线 | |
| CN103240908B (zh) | 自动进料单点闭式压力机 | |
| CN203921923U (zh) | 小行程升降积放小车轨道 | |
| CN203319453U (zh) | 一种建筑施工电梯润滑机 | |
| CN102922182B (zh) | 一种半自动串焊台 | |
| CN204670510U (zh) | 一种自动制鞋辅线设备中的成品鞋输送线结构 | |
| CN203236748U (zh) | 自动进料单点闭式压力机 | |
| CN204852878U (zh) | 一种烧结机台车注油装置 | |
| CN202897479U (zh) | 石油钻杆接头生产线液压机自动上料装置 | |
| CN204320895U (zh) | 一种用于扣式电池的六方极板冲压机 | |
| CN202953560U (zh) | 一种挤塑机上料装置 | |
| CN204280671U (zh) | 一种木地板加工用操作台 | |
| CN202539417U (zh) | 平板轮辋卧式扩口机 | |
| CN204167660U (zh) | 用于dc插头内架主体自动组装机的内架进料装置 | |
| CN203764838U (zh) | 一种矽钢铁芯成品取料装置 | |
| CN102807076A (zh) | 一种工装板导轮式输送机 | |
| CN202670717U (zh) | 砖胚输送装置 | |
| CN203207318U (zh) | 一种套楦工作站结构 | |
| CN202079803U (zh) | 一种粉末气门座圈铜片自动装料冲压成型装置 | |
| CN201901392U (zh) | 隔工位产品滑道 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20140625 |
|
| CX01 | Expiry of patent term |