CN203664537U - 一种汽车纵梁液压机自动上下料装置 - Google Patents
一种汽车纵梁液压机自动上下料装置 Download PDFInfo
- Publication number
- CN203664537U CN203664537U CN201320752456.4U CN201320752456U CN203664537U CN 203664537 U CN203664537 U CN 203664537U CN 201320752456 U CN201320752456 U CN 201320752456U CN 203664537 U CN203664537 U CN 203664537U
- Authority
- CN
- China
- Prior art keywords
- conveying mechanism
- lifting loads
- rack
- hydraulic press
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 230000007246 mechanism Effects 0.000 claims abstract description 38
- 239000000463 material Substances 0.000 claims description 29
- 230000008878 coupling Effects 0.000 claims description 13
- 238000010168 coupling process Methods 0.000 claims description 13
- 238000005859 coupling reaction Methods 0.000 claims description 13
- 230000009467 reduction Effects 0.000 claims description 13
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 6
- 238000001514 detection method Methods 0.000 claims description 6
- 230000005021 gait Effects 0.000 claims description 4
- 238000009434 installation Methods 0.000 claims description 4
- 230000001105 regulatory effect Effects 0.000 claims description 4
- 238000005452 bending Methods 0.000 claims description 3
- 229910052742 iron Inorganic materials 0.000 claims description 3
- 238000004519 manufacturing process Methods 0.000 abstract description 8
- 238000000034 method Methods 0.000 abstract description 4
- 230000008569 process Effects 0.000 abstract description 4
- 230000005540 biological transmission Effects 0.000 abstract 2
- 239000003638 chemical reducing agent Substances 0.000 abstract 1
- 238000007599 discharging Methods 0.000 abstract 1
- 238000004080 punching Methods 0.000 abstract 1
- 238000007493 shaping process Methods 0.000 description 4
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 230000007812 deficiency Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images

Abstract
本实用新型公开了一种汽车纵梁液压机自动上下料装置,包含上料输送机构,下料输送机构,侧向推料装置及电控系统等;上料采用2台电机分别控制电磁吊具的前后及上下移动,通过蜗轮蜗杆减速器、齿轮齿条传动机构总成控制电磁吊具行进速度,齿轮齿条传动机构总成控制电磁吊具行进的精度;利用辊式输送机送料,下料侧采用板式输送机构下料;上料输送机构及侧向推料装置位于液压机的前侧,下料输送机构位于液压机的后侧;该机构适用于大型冲压机,上下料不方便的设备,能实现程序的自动化、连续化,无需人工进行,大大提高了工作效率,降低了工人劳动强度,节省人员,降低人工成本,提高生产线自动化程度且避免了人工操作存在的安全隐患。
Description
技术领域:
本实用新型涉及机械及电器设备自动化技术领域,具体地讲是一种汽车纵梁液压机自动上下料装置。
背景技术:
目前在板料加工送料过程中,由于人工装卸工件的不方便,不能实现程序的自动化、连续化,工作效率低,工人劳动强度大,且人工操作极易出现安全隐患,给生产过程带来较大的投资,造成生产效率低、生产和管理成本高等问题。
实用新型内容:
本实用新型的目的是克服上述已有技术的不足,而提供一种汽车纵梁液压机自动上下料装置,主要解决现有的板料加工送料过程中人工操作效率低、强度大、安全性差及成本高等问题。
本实用新型的技术方案是:一种汽车纵梁液压机自动上下料装置,其特殊之处在于,包括上料输送机构、下料输送机构、侧向推料装置和电控系统;
所述的上料输送机构由第一联轴器、蜗轮蜗杆减速器、齿轮齿条传动机构总成、第二联轴器、自动吸料装置、电磁吊具和辊式输送装置组成;所述电磁吊具下设自动吸料装置,电磁吊具由中间的电机提供动力,控制电磁吊具前后及上下运动,电磁吊具上方连接齿轮齿条传动机构总成的齿条轨道,中间的电机下方通过第一联轴器连接蜗轮蜗杆减速器的输入轴,利用第二联轴器将齿轮齿条传动机构总成中的齿轮输入轴与蜗轮蜗杆减速器中的输出轴相连,通过蜗轮蜗杆减速器、齿轮齿条传动机构总成控制电磁吊具行进速度,齿轮齿条传动机构总成控制电磁吊具行进的精度;所述辊式输送装置安装在电磁吊具下方,并延伸至液压机内部,采用四条辊式输送机,每条输送机由壳体、输送辊、轴承、链轮、链条、驱动电机组成,轴承和链轮均安装在外侧,外部安装一个护罩,驱动电机安装在底部;所述上料输送机构的末端设检测板材输送到位的上料接近开关;
所述的下料输送机构采用两台板式输送机,每台输送机由壳体、输送链条、托架、驱动电机组成,壳体由铁板折弯焊接,内部采用大辊子输送链条,每个链片上都带有弯板,托架固定在弯板上,驱动电机安装在底部;在整条上料输送线的末端有1个检测成品输送到位的接近开关;
所述的侧向推料装置由三套气缸组成,每套气缸包含一个上料气缸和一个下料气缸,两个气缸安装在固定支架上;每个气缸的前端都安装一个活动的推爪,每个气缸上安装气量调节阀和检测开关;
所述的电控系统由电控箱、低压电器元件、按钮组成;电控箱单独设在液压机的外部,内装有开关、按钮、接触器、继电器、PLC、电磁阀各种操纵、控制、显示元件。
进一步的,所述的固定支架固定在液压机的立柱上。
本实用新型所述的一种汽车纵梁液压机自动上下料装置与已有技术相比具有如下积极效果,可实现自动上料、送料和下料,生产效率高,降低劳动强度,安全性高,方便管理同时降低生产成本。
附图说明:
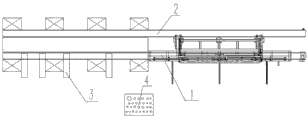
图1本实用新型结构示意图。
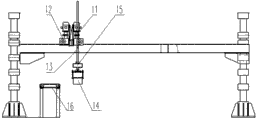
图2本实用新型的上料输送机构的结构示意图;
图3是图2的侧视图。
具体实施方式:
下面结合附图及具体实施例对本实用新型做进一步详细说明;所举实施例仅用于解释本实用新型,并非用于限制本实用新型的范围。
实施例1,参见图1、2、3,以6300吨汽车纵梁液压机自动上下料装置为例;
首先加工制成电磁吊具15,电磁吊具15由中间的电机18提供动力,控制电磁吊具15的前后及上下运动,在电磁吊具15上方连接齿轮齿条传动机构总成13中的齿条轨道,中间的电机18下方通过第一联轴器11连接蜗轮蜗杆减速器12的输入轴,利用第二联轴器17将齿轮齿条传动机构总成13中的齿轮输入轴与蜗轮蜗杆减速器12中的输出轴相连,通过蜗轮蜗杆减速器12、齿轮齿条传动机构总成13控制电磁吊具15行进速度,齿轮齿条传动机构总成13控制电磁吊具15行进的精度;在电磁吊具15下安装自动吸料装置14;在自动吸料装置14下方安装辊式输送装置16,并延伸至液压机内部,采用四条辊式输送机,每台输送机由壳体、输送辊、轴承、链轮、链条、驱动电机组成,轴承和链轮均安装在外侧,外部安装一个护罩,驱动电机安装在底部;上述第一联轴器11、蜗轮蜗杆减速器12、齿轮齿条传动机构总成13、第二联轴器17、自动吸料装置14、电磁吊具15和辊式输送装置16构成上料输送机构1;在上料输送机构1的末端安装检测板材输送到位的上料接近开关,用于检测板材是否输送到位;
采用两台板式输送机构成下料输送机机构2,每台输送机由壳体、输送链条、托架、驱动电机组成,壳体采用4mm铁板折弯焊接,内部采用节距50.8的大辊子输送链,每个链片上都带有弯板,托架用螺钉固定在弯板上,方便拆卸维修,驱动电机安装在底部,不占用上部的空间,方便把成形后的产品从输送机上吊走;另外,在整条上料输送线的末端还有1个检测成品输送到位的接近开关,用于检测成品是否输送到位;
采用三套气缸组成构成侧向推料装置3,每套气缸包含一个上料气缸和一个下料气缸,气缸安装在固定支架上;固定支架固定在液压机的立柱上;每个气缸的前端都安装一个活动的推爪,用于推动板材或成品,每个气缸上安装气量调节阀和检测开关,气量调节阀用于调节气压的大小既调节气缸的伸缩速度,检测开关用于检测气缸是否伸出到位或收缩到位,根据检测到的信号便于进行整套液压机的工作;
由电控箱、低压电器元件、按钮组成构成电控系统4;电控箱单独安装在液压机的外部,内装有开关、按钮、接触器、继电器、PLC、电磁阀各种操纵、控制、显示元件,方便工作人员进行操作;
由上述的上料输送机构1、下料输送机机构2、侧向推料装置3和电控系统4组成本实用新型的一种汽车纵梁液压机自动上下料装置。
本实用新型所述的一种汽车纵梁液压机自动上下料装置,上料侧采用电磁吊及辊式输送机送料,下料侧采用板式输送机下料。自动上下料过程:首先,上料时利用两台电机分别控制电磁吊具的前后及上下运动,通过联轴器及蜗轮蜗杆减速器控制行进速度,利用齿轮齿条轨道控制行进的精度;自动吸料装置通过励磁,去磁吸持器的二次升降,一次进退动作,将料架上第一位置的纵梁吊至输送辊道上,然后重复动作,将料架上第二位置的衬梁吊至辊道的纵梁上,实现自动定位;上料侧辊式输送机将板料输送到液压机内,距液压机中心线左侧5970mm位置处,送料机停止送料;侧向推料装置的上料气缸将板料由辊道上推至成形模具上,液压机开始压制(此时上料装置可以同时上料),成形完成后,液压机将工件顶起,侧向推料装置的下料气缸将成形后的制件推至下料板式链上,板式输送机将工件送至液压机外,与此侧向推料装置推料的同时,另一侧向推料装置将下一块板推至成形模具上,完成一个工作循环。
Claims (2)
1.一种汽车纵梁液压机自动上下料装置,其特征在于,包括上料输送机构(1)、下料输送机构(2)、侧向推料装置(3)和电控系统(4);
所述的上料输送机构(1)由第一联轴器(11)、蜗轮蜗杆减速器(12)、齿轮齿条传动机构总成(13)、第二联轴器(17)、自动吸料装置(14)、电磁吊具(15)和辊式输送装置(16)组成;所述电磁吊具(15)下设自动吸料装置(14),电磁吊具(15)由中间的电机(18)提供动力,控制电磁吊具(15)前后及上下运动,电磁吊具(15)上方连接齿轮齿条传动机构总成(13)的齿条轨道,中间的电机(18)下方通过第一联轴器(11)连接蜗轮蜗杆减速器(12)的输入轴,利用第二联轴器(17)将齿轮齿条传动机构总成(13)中的齿轮输入轴与蜗轮蜗杆减速器(12)中的输出轴相连,通过蜗轮蜗杆减速器(12)、齿轮齿条传动机构总成(13)控制电磁吊具(15)行进速度,齿轮齿条传动机构总成(13)控制电磁吊具(15)行进的精度;所述辊式输送装置(16)安装在电磁吊具(15)下方,并延伸至液压机内部,采用四条辊式输送机,每条输送机由壳体、输送辊、轴承、链轮、链条、驱动电机组成,轴承和链轮均安装在外侧,外部安装一个护罩,驱动电机安装在底部;所述上料输送机构(1)的末端设检测板材输送到位的上料接近开关;
所述的下料输送机构(2)采用两台板式输送机,每台输送机由壳体、输送链条、托架、驱动电机组成,壳体由铁板折弯焊接,内部采用大辊子输送链条,每个链片上都带有弯板,托架固定在弯板上,驱动电机安装在底部;在整条上料输送线的末端有1个检测成品输送到位的接近开关;
所述的侧向推料装置(3)由三套气缸组成,每套气缸包含一个上料气缸和一个下料气缸,气缸安装在固定支架上;每个气缸的前端都安装一个活动的推爪,每个气缸上安装气量调节阀和检测开关;
所述的电控系统(4)由电控箱、低压电器元件、按钮组成;电控箱单独设在液压机的外部,内装有开关、按钮、接触器、继电器、PLC、电磁阀各种操纵、控制、显示元件。
2.根据权利要求1所述的一种汽车纵梁液压机自动上下料装置,其特征在于,所述的固定支架固定在液压机的立柱上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320752456.4U CN203664537U (zh) | 2013-11-26 | 2013-11-26 | 一种汽车纵梁液压机自动上下料装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320752456.4U CN203664537U (zh) | 2013-11-26 | 2013-11-26 | 一种汽车纵梁液压机自动上下料装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203664537U true CN203664537U (zh) | 2014-06-25 |
Family
ID=50960870
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320752456.4U Expired - Lifetime CN203664537U (zh) | 2013-11-26 | 2013-11-26 | 一种汽车纵梁液压机自动上下料装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203664537U (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103639315A (zh) * | 2013-11-26 | 2014-03-19 | 山东蓬翔汽车有限公司 | 一种汽车纵梁液压机自动上下料装置 |
| CN104440429A (zh) * | 2014-11-03 | 2015-03-25 | 宁波市镇海元益机电制造有限公司 | 一种塞磨自动进料出料设备控制系统及控制方法 |
| CN108465744A (zh) * | 2018-03-09 | 2018-08-31 | 安徽江淮汽车集团股份有限公司 | 一种开卷落料模具的输送系统 |
| CN109940402A (zh) * | 2019-04-28 | 2019-06-28 | 重庆中和智能装备有限公司 | 一种钢格板剪切机构、钢格板生产总线及钢格板自动化生产方法 |
-
2013
- 2013-11-26 CN CN201320752456.4U patent/CN203664537U/zh not_active Expired - Lifetime
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103639315A (zh) * | 2013-11-26 | 2014-03-19 | 山东蓬翔汽车有限公司 | 一种汽车纵梁液压机自动上下料装置 |
| CN104440429A (zh) * | 2014-11-03 | 2015-03-25 | 宁波市镇海元益机电制造有限公司 | 一种塞磨自动进料出料设备控制系统及控制方法 |
| CN108465744A (zh) * | 2018-03-09 | 2018-08-31 | 安徽江淮汽车集团股份有限公司 | 一种开卷落料模具的输送系统 |
| CN109940402A (zh) * | 2019-04-28 | 2019-06-28 | 重庆中和智能装备有限公司 | 一种钢格板剪切机构、钢格板生产总线及钢格板自动化生产方法 |
| CN109940402B (zh) * | 2019-04-28 | 2023-10-20 | 太仓金硕智控设备有限公司 | 一种钢格板剪切机构、钢格板生产总线及钢格板自动化生产方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101745908B (zh) | 一种机械手及使用该机械手的钣材冲压加工设备 | |
| CN203664537U (zh) | 一种汽车纵梁液压机自动上下料装置 | |
| CN204430786U (zh) | 全自动光伏边框生产线 | |
| CN203817219U (zh) | 一种圆管冲压机的送料装置 | |
| CN103639252A (zh) | 一种柔性全自动卷板生产线 | |
| CN203806529U (zh) | 一种全自动多工位管材立体冲压设备的送料装置 | |
| CN104925497B (zh) | 一种c型钢输送系统用夹持翻转装置 | |
| CN203581793U (zh) | 一种粮油物料输送机构 | |
| CN202200583U (zh) | 一种冲压上下料自动输送装置 | |
| CN105598313B (zh) | 一种全自动剪板送料机 | |
| CN204727211U (zh) | 一种c型钢输送系统用翻转下料装置 | |
| CN205085605U (zh) | 一种自动化蜗杆轴滚压设备 | |
| CN102700990B (zh) | 全自动开料机 | |
| CN205732651U (zh) | 双料仓自动上料机 | |
| CN203281757U (zh) | 汽车冲压生产线废料收集系统 | |
| CN202963621U (zh) | 具有张紧提升式送料装置的数控锯切设备 | |
| CN207205264U (zh) | 一种智能移动式送料装置 | |
| CN201201241Y (zh) | 一种机械手及使用该机械手的钣材冲压加工设备 | |
| CN103639315A (zh) | 一种汽车纵梁液压机自动上下料装置 | |
| CN207861245U (zh) | 一种用于复合料卷自动出入熟化室及冷却室的装置 | |
| CN205341713U (zh) | 一种全自动剪板送料机 | |
| CN206456965U (zh) | 一种o型翻转机 | |
| CN204361547U (zh) | 一种铠装移开式交流封闭开关设备的下线移载机 | |
| CN104441048A (zh) | 复合材料平面成型机 | |
| CN204727157U (zh) | 一种c型钢翻转输送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20140625 |
|
| CX01 | Expiry of patent term |