CN203426279U - 一种制造背板通讯连接器端子的连续冲压模具 - Google Patents
一种制造背板通讯连接器端子的连续冲压模具 Download PDFInfo
- Publication number
- CN203426279U CN203426279U CN201320518457.2U CN201320518457U CN203426279U CN 203426279 U CN203426279 U CN 203426279U CN 201320518457 U CN201320518457 U CN 201320518457U CN 203426279 U CN203426279 U CN 203426279U
- Authority
- CN
- China
- Prior art keywords
- punch
- die
- flake
- contact zone
- lower bolster
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Abstract
本实用新型涉及一种制造背板通讯连接器端子的连续冲压模具,其在模具的上夹板上依次设置有冲引导孔凸模、切边圆孔冲压凸模、产品预切凸模、产品鱼眼及接触区小弹片打薄凸模、接触区小弹片倒圆角凸模、鱼眼外形刺破凸模、鱼眼外形下料凸模、鱼眼倒斜角凸模、鱼眼倒圆角凸模、鱼眼下料凸模、产品外形下料、接触区大弹片折弯凸模、产品外形下料凸模、接触区大弹片折弯凸模、接触区大弹片折弯调整凸模、鱼眼调整凸模和平面度调整凸模,下模板的相应位置上依次设置有各个凸模的凹模。通过凸模与凹模的作用在一个模具就能制造出背板通讯连接器端子,其实现了背板通讯连接器端子连续生产,工艺工序简单,生产成本低,生产周期短且大大提高了生产效率。
Description
技术领域
本实用新型涉及一种连续冲压模具,尤其涉及一种制造背板连接器端子的连续冲压模具。
背景技术
现有技术中对于背板通讯连接器端子制造需要多个工步完成,例如圆孔冲压、产品接触区弹片外形下料,产品接触区弹片折弯,产品打薄精压加工,“鱼眼”下料,“鱼眼”倒角等步骤。在此多个冲压过程中,需要多个单工序模来实现完成,浪费了生产企业大量的人力资源、工艺工序繁琐、同时增加模具制作与维修的成本,无法实现快速的大批量生产。导致了企业的整体生产成本高、延长产品的生产周期,降低了企业效率。
实用新型内容
为了克服采用现有技术制造背板通讯连接器端子工艺工序繁琐、模具制作与维修成本高,无法实现快速大批量生产,生产效率低的缺陷,本实用新型旨在提供一种制造背板通讯连接器端子的连续冲压模具,该连续冲压模具能实现背板通讯连接器端子制造的各个工序,不需要多个工序模,实现了背板通讯连接器端子连续生产,工艺工序简单,生产成本低,生产周期短且大大提高了生产效率。
为了解决上述技术问题,本实用新型采用的技术方案是:
一种制造背板通讯连接器端子的连续冲压模具,其特征在于:包括上模座、上垫板、上夹板、止挡板、脱料板、导料板、下模板、下垫板和下模座,所述上垫板固定在上夹板上,所述上夹板与上垫板一起固定在上模座上,止挡板固定在脱料板上,所述下垫板固定在下模板上,所述下垫板和下模板一起固定在下模座上,按照料带运行方向,所述上夹板上依次设置有冲引导孔凸模、切边圆孔冲压凸模、产品预切凸模、产品鱼眼及接触区小弹片打薄凸模、接触区小弹片倒圆角凸模、鱼眼外形刺破凸模、鱼眼外形下料凸模、鱼眼倒斜角凸模、鱼眼倒圆角凸模、鱼眼下料凸模、一次产品外形下料凸模、接触区小弹片折弯凸模、二次产品外形下料凸模、接触区大弹片折弯凸模、接触区大弹片折弯调整凸模、鱼眼调整凸模和平面度调整凸模,所述脱料板的相应位置上依次设置有各个凸模的导向零件脱料板入子,所述下模板的相应位置上依次设置有各个凸模的凹模。
所述脱料板上的每个导向零件脱料板入子处均设置有定位销。
所述上模座上设置有外导套,所述下模座上设置有外导柱,所述上模座和下模座通过所述外导套和外导柱定位导向配合。
所述上夹板上设置有内导柱和内导套,所述下模板上设置有下模内导套,所述上夹板和下模板通过所述内导套、下模内导套和内导柱定位导向过盈配合。
所述冲引导孔凸模、切边 圆孔冲压凸模、产品预切凸模、产品鱼眼及接触区小弹片打薄凸模、接触区小弹片倒圆角凸模、鱼眼外形刺破凸模、鱼眼外形下料凸模、鱼眼倒斜角凸模、鱼眼倒圆角凸模、鱼眼下料凸模、一次产品外形下料凸模、接触区小弹片折弯凸模、二次产品外形下料凸模、接触区大弹片折弯凸模、接触区大弹片折弯调整凸模、鱼眼调整凸模和平面度调整凸模均通过压板方式紧固在上夹板上。
所述上夹板用穿过上垫板的长螺栓锁紧在上模座上,上夹板与模座采用长销定位。
所述下模板用穿过下垫板的长螺栓锁紧在下模座上,下模板与模座采用长销定位。
所述下模板上设置有导料板,导料板通过螺钉安装在下模板上。
所述下模板上设置有浮料销。
本实用新型具有以下优点:
1、本实用新型通过在上夹板上依次设置冲引导孔凸模、切边 圆孔冲压凸模、产品预切凸模、产品鱼眼及接触区小弹片打薄凸模、接触区小弹片倒圆角凸模、鱼眼外形刺破凸模、鱼眼外形下料凸模、鱼眼倒C角凸模、鱼眼倒R角凸模、鱼眼下料凸模、产品外形下料凸模、接触区小弹片折弯凸模、产品外形下料凸模、接触区大弹片折弯凸模、接触区大弹片折弯调整凸模、鱼眼调整凸模和平面度调整凸模,在脱料板的相应位置上依次设置有各个凸模的导向零件脱料板入子,在下模板的相应位置上依次设置有各个凸模的凹模,通过各个凸模和凹模的作用依次实现背板通讯连接器端子冲引导孔工步、切边圆孔冲压工步、产品预切工步、产品“鱼眼”及接触区小弹片打薄工步、接触区小弹片倒圆角工步、“鱼眼”外形刺破工步、鱼眼外形下料工步、鱼眼倒斜角及鱼眼倒圆角工步、鱼眼孔下料工步、产品外形下料工步、接触区小弹片折弯工步、接触区大弹片折弯工步、接触区大弹片折弯调整工步、鱼眼调整工步、平面度调整工步。经过这些工步,就能制造出背板通讯连接器端子,背板通讯连接器端子在一个模具上就可成型,不需要多个单工序模具,工序简单,易于操作,其实现了背板通讯连接器端子连续生产,工艺工序简单,生产成本低,生产周期短且大大提高了生产效率。
2、本实用新型脱料板上的每个导向零件脱料板入子处均设置有定位销,每个定为销与料带上的定位孔配合能实现料带的精准定位,保证产品加工位置的精确,误差小。
3、本实用新型上模座上设置有外导套,所述下模座上设置有外导柱,所述上模座和下模座通过所述外导套和外导柱定位导向配合,所述上夹板上设置有内导套,所述下模板上设置有内导柱,所述上夹板和下模板通过所述内导套和内导柱定位导向过盈配合。通过内外导柱与导套的配合,实现模具上下运动时的精准定位和导向,避免凸模与凹模在上下运动时错位。
4、本实用新型冲引导孔凸模、切边圆孔冲压凸模、产品预切凸模、产品鱼眼及接触区小弹片打薄凸模、接触区小弹片倒圆角凸模、鱼眼外形刺破凸模、鱼眼外形下料凸模、鱼眼倒斜角凸模、鱼眼倒圆角凸模、鱼眼下料凸模、产品外形下料、接触区小弹片折弯凸模、产品外形下料凸模、接触区大弹片折弯凸模、接触区大弹片折弯调整凸模、鱼眼调整凸模和平面度调整凸模均通过压板方式紧固在上夹板上。在凸模磨损或者损坏时,便于更换凸模。
5、本实用新型上夹板用穿过上垫板的长螺栓锁紧在上模座上,上夹板与模座采用长销定位,通过长螺栓的作用能将上夹板、上垫板和上模座牢牢的固定在一起,长销用于防止他们之间互相移位。
6、本实用新型下模板用穿过下垫板的长螺栓锁紧在下模座上,下模板与模座采用长销定位。通过长螺栓的作用能将下模板、下垫板和下模座牢牢的固定在一起,长销用于防止他们之间互相移位。
7、本实用新型下模板上设置有导料板,导料板通过螺钉安装在下模板上,导料板用于料带定位及将料带脱离脱料板表面,并将下模模仁压紧于模板内,不会出现模仁跳出问题。
8、本实用新型下模板上设置有浮料销,浮料销用于浮升料带,将料带脱离下模板表面便于料带向下一工序传送。
附图说明
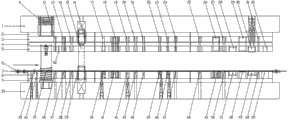
图1为本实用新型整体结构示意图。
图中标记 1、上模座,2、上垫板,3、上夹板,4、止挡板,5、脱料板,6、倒料板,7、料带,8、下模板,9、下垫板,10、下模座,11、外导套,12、冲引导孔凸模,13、切边 圆孔冲压凸模,14、产品预切凸模,15、内导柱,16、内导套, 17、产品鱼眼及接触区小弹片打薄凸模,18、接触区小弹片倒圆角凸模,19、鱼眼外形刺破凸模、20、鱼眼外形下料凸模,21、鱼眼倒斜角凸模,22、一次鱼眼倒圆角凸模,23、二次鱼眼倒圆角凸模,24、鱼眼孔下料凸模,25、一次产品外形下料凸模,26、接触区小弹片折弯凸模,27、二次产品外形下料凸模,28、一次接触区大弹片折弯凸模,29、二次接触区大弹片折弯凸模,30、接触区大弹片折弯调整凸模,31、鱼眼调整凸模,32、平面度调整凸模,33、螺钉,34、浮料销,35、外导柱,36、冲引导孔凹模,37、切边圆孔冲压凹模,38、产品预切凹模,39、下模内导套,40、产品鱼眼及接触区小弹片打薄凹模,41、接触区小弹片倒圆角凹模,42、鱼眼外形刺破凹模,43、鱼眼外形下料凹模,44、鱼眼倒斜角凹模,45、一次鱼眼倒圆角凹模,46、二次鱼眼倒圆角凹模,47、鱼眼孔下料凹模,48、一次产品外形下料凹模,49、接触区小弹片折弯凹模,50、二次产品外形下料凹模,51、一次接触区大弹片折弯凹模,52、二次接触区大弹片折弯凹模,53、接触区大弹片折弯调整凹模,54、鱼眼调整凹模,55、平面度调整凹模,56、定位销。
具体实施方式
如图1所示,本实用新型包括:上模座1、上垫板2、上夹板3、止挡板4、脱料板5、导料板6、下模板8、下垫板9和下模座10。他们的装配方式: 上垫板2固定在上模座1上,上夹板3用穿过上垫板2的长螺栓锁紧在上模座1上,上夹板3与模座1采用长销定位,止挡板4固定在脱料板5上,下垫板9固定在下模座10上,下模板8用穿过下垫板9的长螺栓锁紧在下模座10上,下模板8与模座10采用长销定位。上下模通过紧固在上模座10的外导套11与紧固在下模座10上的外导柱35过盈配合定位导向,上夹板3与脱料板5及下模板8通过安装在脱料板5上的内导柱15及上夹板3上的内导套16,下模板8上的下模内导套39,过盈配合导正,料带7通过安装在脱料板5上的定位销56与模具保持精准的定位,下模板8设计有浮料销34用于浮升料带7,将料带7脱离下模板8表面便于料带向下一工序传送。下模板8设计有导料板6,导料板6通过螺钉固定在下模板8上,用于料带7定位及将料带脱离脱料板表面,并将下模板8模仁压紧于下模板8内,不会出现模仁跳出问题。
生产背板通讯连接器端子冲压模具所有工序结构共有二十五个,上下模对应结构包括冲引导孔工步、切边圆孔冲压工步、产品预切工步、产品鱼眼及接触区小弹片打薄工步、接触区小弹片倒圆角工步、鱼眼外形刺破工步、鱼眼外形下料工步、鱼眼倒斜角及鱼眼倒圆角工步、鱼眼孔下料工步、产品外形下料工步、接触区小弹片折弯工步、接触区大弹片折弯工步、接触区大弹片折弯调整工步、鱼眼调整工步、平面度调整工步等。
上夹板3上从进料端开始依次设置有生产背板通讯连接器端子的所有工序的凸模,凸模通过压板方式紧固在上夹板3上。包括:冲引导孔凸模12、切边 圆孔冲压凸模13、产品预切凸模14、产品鱼眼及接触区小弹片打薄凸模17、接触区小弹片倒圆角凸模18、鱼眼外形刺破凸模19、鱼眼外形下料凸模20、鱼眼倒斜角凸模21、鱼眼倒圆角凸模(其分为一次鱼眼倒圆角凸模22和二次鱼眼倒圆角凸模23)、鱼眼孔下料凸模24、一次产品外形下料凸模25、接触区小弹片折弯凸模26、二次产品外形下料凸模27、接触区大弹片折弯凸模(其分为一次接触区大弹片折弯凸模28和二次接触区大弹片折弯凸模29)、接触区大弹片折弯调整凸模30、鱼眼调整凸模31、平面度调整凸模32等。
脱料板5上从进料端开始依次设置有生产背板通讯连接器端子的所有工序的凸模导向零件脱料版入子。脱料板5上每个工步均设置有用于料带7导向定位的定位销56,与料带7定位孔配合,保证产品位置精度。
下模板8上从进料端开始依次设置有生产背板通讯连接器端子的所有工序的凹模,包括:冲引导孔凹模36、切边圆孔冲压凹模37、产品预切凹模38、产品鱼眼及接触区小弹片打薄工凹模40、接触区小弹片倒圆角凹模41、鱼眼外形刺破凹模42、鱼眼外形下料凹模43、鱼眼倒斜角凹模44、一次鱼眼倒圆角凹模45、二次鱼眼倒圆角凹模46、鱼眼孔下料凹模47、一次产品外形下料凹模48、接触区小弹片折弯凹模49、二次产品外形下料凹模50、一次接触区大弹片折弯凹模51、二次接触区大弹片折弯凹模52、接触区大弹片折弯调整凹模53、鱼眼调整凹模54、平面度调整凹模55等,凹模与上夹板上的凸模一一对应。
本实用新型的工作原理如下:
原材料放置于送料圆盘上,料带穿过冲压机送料机构,精准的进入模具。本冲压模设置在60T压力机床台上,通过压力机的上滑块驱动模具上模上下运动来冲压工件,每冲压一次,每个工位完成一个工序,排在最后一个工位产生一个零件,然后料带7 沿图 所示箭头前进一个单元的距离,再进行冲压,产品至模具出料后,经自动感应收料架实现连续收料,形成连续生产生产线,实现精密、高效、批量生产。
Claims (9)
1.一种制造背板通讯连接器端子的连续冲压模具,其特征在于:包括上模座、上垫板、上夹板、止挡板、脱料板、导料板、下模板、下垫板和下模座,所述上垫板固定在上夹板上,所述上夹板与上垫板一起固定在上模座上,止挡板固定在脱料板上,所述下垫板固定在下模板上,所述下垫板和下模板一起固定在下模座上,按照料带运行方向,所述上夹板上依次设置有冲引导孔凸模、切边圆孔冲压凸模、产品预切凸模、产品鱼眼及接触区小弹片打薄凸模、接触区小弹片倒圆角凸模、鱼眼外形刺破凸模、鱼眼外形下料凸模、鱼眼倒斜角凸模、鱼眼倒圆角凸模、鱼眼下料凸模、一次产品外形下料凸模、接触区小弹片折弯凸模、二次产品外形下料凸模、接触区大弹片折弯凸模、接触区大弹片折弯调整凸模、鱼眼调整凸模和平面度调整凸模,所述脱料板的相应位置上依次设置有各个凸模的导向零件脱料板入子,所述下模板的相应位置上依次设置有各个凸模的凹模。
2.根据权利要求1所述的一种制造背板通讯连接器端子的连续冲压模具,其特征在于:所述脱料板上的每个导向零件脱料板入子处均设置有定位销。
3.根据权利要求1或2所述的一种制造背板通讯连接器端子的连续冲压模具,其特征在于:所述上模座上设置有外导套,所述下模座上设置有外导柱,所述上模座和下模座通过所述外导套和外导柱定位导向配合。
4.根据权利要求1所述的一种制造背板通讯连接器端子的连续冲压模具,其特征在于:所述上夹板上设置有内导套和内导柱,所述下模板上设置有下模内导套,所述上夹板和下模板通过所述内导套、下模内导套和内导柱定位导向过盈配合。
5.根据权利要求1所述的一种制造背板通讯连接器端子的连续冲压模具,其特征在于:所述冲引导孔凸模、切边圆孔冲压凸模、产品预切凸模、产品鱼眼及接触区小弹片打薄凸模、接触区小弹片倒圆角凸模、鱼眼外形刺破凸模、鱼眼外形下料凸模、鱼眼倒斜角凸模、鱼眼倒圆角凸模、鱼眼下料凸模、一次产品外形下料凸模、接触区小弹片折弯凸模、二次产品外形下料凸模、接触区大弹片折弯凸模、接触区大弹片折弯调整凸模、鱼眼调整凸模和平面度调整凸模均通过压板方式紧固在上夹板上。
6.根据权利要求1所述的一种制造背板通讯连接器端子的连续冲压模具,其特征在于:所述上夹板用穿过上垫板的长螺栓锁紧在上模座上,上夹板与模座采用长销定位。
7.根据权利要求1或6所述的一种制造背板通讯连接器端子的连续冲压模具,其特征在于:所述下模板用穿过下垫板的长螺栓锁紧在下模座上,下模板与模座采用长销定位。
8.根据权利要求1所述的一种制造背板通讯连接器端子的连续冲压模具,其特征在于:所述下模板上设置有导料板,导料板通过螺钉安装在下模板上。
9.根据权利要求1或8所述的一种制造背板通讯连接器端子的连续冲压模具,其特征在于:所述下模板上设置有浮料销。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320518457.2U CN203426279U (zh) | 2013-08-23 | 2013-08-23 | 一种制造背板通讯连接器端子的连续冲压模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320518457.2U CN203426279U (zh) | 2013-08-23 | 2013-08-23 | 一种制造背板通讯连接器端子的连续冲压模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203426279U true CN203426279U (zh) | 2014-02-12 |
Family
ID=50055341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320518457.2U Expired - Fee Related CN203426279U (zh) | 2013-08-23 | 2013-08-23 | 一种制造背板通讯连接器端子的连续冲压模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203426279U (zh) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104384352A (zh) * | 2014-11-04 | 2015-03-04 | 四川瑞宝电子有限责任公司 | 一种制造可穿带设备天线端子的连续冲压模具 |
| CN104438833A (zh) * | 2014-11-04 | 2015-03-25 | 四川瑞宝电子有限责任公司 | 一种制造穿带设备通讯连接器端子的连续冲压模具 |
| CN105458117A (zh) * | 2015-11-10 | 2016-04-06 | 绵阳永创精密机械有限公司 | 一种汽车发动机用柱塞孔倒圆角工艺 |
| CN109692909A (zh) * | 2019-01-14 | 2019-04-30 | 上海徕木电子股份有限公司 | 一种连接器用鱼叉形端子的制备工艺 |
| CN109807233A (zh) * | 2019-03-13 | 2019-05-28 | 林张瑜 | 一种接线端子用金属弹片的切筋折弯装置 |
| CN109807234A (zh) * | 2019-03-13 | 2019-05-28 | 林张瑜 | 一种接线端子用金属弹片的生产方法和金属弹片的切筋折弯设备 |
| CN111906192A (zh) * | 2020-06-30 | 2020-11-10 | 奕东电子(常熟)有限公司 | 一种用于高密度小间距多pin鱼眼端子的高精度冲压机构 |
| CN113560427A (zh) * | 2021-09-26 | 2021-10-29 | 苏州铭峰精密机械有限公司 | 一种细端子连续成型方法 |
-
2013
- 2013-08-23 CN CN201320518457.2U patent/CN203426279U/zh not_active Expired - Fee Related
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104438833A (zh) * | 2014-11-04 | 2015-03-25 | 四川瑞宝电子有限责任公司 | 一种制造穿带设备通讯连接器端子的连续冲压模具 |
| CN104438833B (zh) * | 2014-11-04 | 2016-04-27 | 四川瑞宝电子有限责任公司 | 一种制造穿带设备通讯连接器端子的连续冲压模具 |
| CN104384352B (zh) * | 2014-11-04 | 2016-06-15 | 四川瑞宝电子有限责任公司 | 一种制造可穿带设备天线端子的连续冲压模具 |
| CN104384352A (zh) * | 2014-11-04 | 2015-03-04 | 四川瑞宝电子有限责任公司 | 一种制造可穿带设备天线端子的连续冲压模具 |
| CN105458117A (zh) * | 2015-11-10 | 2016-04-06 | 绵阳永创精密机械有限公司 | 一种汽车发动机用柱塞孔倒圆角工艺 |
| CN109692909B (zh) * | 2019-01-14 | 2023-12-15 | 上海徕木电子股份有限公司 | 一种连接器用鱼叉形端子的制备工艺 |
| CN109692909A (zh) * | 2019-01-14 | 2019-04-30 | 上海徕木电子股份有限公司 | 一种连接器用鱼叉形端子的制备工艺 |
| CN109807233A (zh) * | 2019-03-13 | 2019-05-28 | 林张瑜 | 一种接线端子用金属弹片的切筋折弯装置 |
| CN109807233B (zh) * | 2019-03-13 | 2020-04-17 | 锐青科技(重庆)有限公司 | 一种接线端子用金属弹片的切筋折弯装置 |
| CN109807234A (zh) * | 2019-03-13 | 2019-05-28 | 林张瑜 | 一种接线端子用金属弹片的生产方法和金属弹片的切筋折弯设备 |
| CN111906192A (zh) * | 2020-06-30 | 2020-11-10 | 奕东电子(常熟)有限公司 | 一种用于高密度小间距多pin鱼眼端子的高精度冲压机构 |
| CN113560427A (zh) * | 2021-09-26 | 2021-10-29 | 苏州铭峰精密机械有限公司 | 一种细端子连续成型方法 |
| CN113560427B (zh) * | 2021-09-26 | 2022-01-07 | 苏州铭峰精密机械有限公司 | 一种细端子连续成型方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203426279U (zh) | 一种制造背板通讯连接器端子的连续冲压模具 | |
| CN203426282U (zh) | 一种制造钻井设备弹片的连续冲压模具 | |
| CN203426280U (zh) | 一种制造连接器端子的连续冲压模具 | |
| CN203426263U (zh) | 一种用于生产平板电脑外壳结构件的连续冲压模具 | |
| CN205414112U (zh) | 一种生产弹片端子的连续冲压模具 | |
| CN102610978B (zh) | 一种电机碳刷架的加工方法及其加工设备 | |
| CN206882527U (zh) | 一种多形状片的冲压模具 | |
| CN204262173U (zh) | 一种制造汽车雾灯动触片的连续冲压模具 | |
| CN104384352A (zh) | 一种制造可穿带设备天线端子的连续冲压模具 | |
| CN205414148U (zh) | 一种制造高速传输背板通讯连接器端子的连续冲压模具 | |
| CN104438833B (zh) | 一种制造穿带设备通讯连接器端子的连续冲压模具 | |
| CN206882509U (zh) | 一种片端子的冲压模具 | |
| CN103817262A (zh) | 一种四连动合页卷圆设备 | |
| CN203470650U (zh) | 冲孔折弯类级进模 | |
| CN204262172U (zh) | 一种制造汽车动触片的连续冲压模具 | |
| CN203725654U (zh) | 一种四连动合页卷圆设备 | |
| CN204234579U (zh) | 一种制造智能穿带设备结构件的连续冲压模具 | |
| CN203459527U (zh) | 一种用于制造u型工件的折弯模具 | |
| CN203370925U (zh) | 连续模内产品倒角装置 | |
| CN206632212U (zh) | 一种加工微波炉顶部外壳的连续模具 | |
| CN205414161U (zh) | 一种生产电器类弹簧片的连续冲压模具 | |
| CN205032569U (zh) | 一种制造背板通讯连接器屏蔽片的连续冲压模具 | |
| CN202762842U (zh) | 一种具有翻孔功能用于后序模具定位的拉延模具 | |
| CN102009101A (zh) | 一种侧孔成形拉深类级进模 | |
| CN205414152U (zh) | 一种生产高速通讯信号传输端子的连续冲压模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CP01 | Change in the name or title of a patent holder | ||
| CP01 | Change in the name or title of a patent holder |
Address after: 629000 Suining Economic Development Zone, Sichuan Road, ERON Microelectronics Industrial Park, No. 88 Patentee after: Sichuan Rainbow Electronics Corp., Ltd. Address before: 629000 Suining Economic Development Zone, Sichuan Road, ERON Microelectronics Industrial Park, No. 88 Patentee before: Sichuan Ruibao Electronic Co., Ltd. |
|
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140212 Termination date: 20200823 |