CN203197704U - 一种石材仿形磨 - Google Patents
一种石材仿形磨 Download PDFInfo
- Publication number
- CN203197704U CN203197704U CN 201320203870 CN201320203870U CN203197704U CN 203197704 U CN203197704 U CN 203197704U CN 201320203870 CN201320203870 CN 201320203870 CN 201320203870 U CN201320203870 U CN 201320203870U CN 203197704 U CN203197704 U CN 203197704U
- Authority
- CN
- China
- Prior art keywords
- grinding
- assembly
- grinding spindle
- stone material
- bistrique
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Landscapes
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Abstract
本实用新型提供一种石材仿形磨,其中,仿形磨装置包括升降装置、磨头主轴箱传动装置和磨削总成,升降装置由气缸缸体、缸杆和升降板组成,升降板与气缸缸体固定连接,缸杆的上端插设在气缸缸体内、下端与横移总成固定连接,磨头主轴箱传动装置由上摆动轴、磨头主轴箱、仿形头和若干导柱组成;上摆动轴转动安装在升降板上方,升降板通过导柱与磨头主轴箱固定连接,磨头主轴箱再与磨削总成传动连接,仿形头紧固套设在上摆动轴一端。本实用新型传动灵活,可用于对各种形状石材工件表面进行抛磨,并且,抛磨精度高,适用范围广。
Description
技术领域
本实用新型属于石材加工设备领域,尤其是一种可用于对各种形状石材工件表面上进行抛磨的石材仿形磨。
背景技术
早期对于非平面的异形石材进行抛光的方式一般采用手工抛光或用手扶磨机抛光,这种方式设备投入少,主要依靠人工来实现,所以存在有劳动强度大、生产率低、成本高、精度控制困难、质量难以保证及噪声污染严重等缺陷。申请公布号为CN102941520 A的中国专利公布了一种具有打磨功能的石材仿形机,包括一横梁、二纵梁、一移动座、一升降架、仿形控制装置和工件夹持装置;横梁与纵梁之间装有第一移动机构,移动座与横梁之间装有第二移动机构,升降架与移动座之间装有第三移动机构,此石材仿形机还包括设置于升降架上的打磨装置,该打磨装置包括设置于升降架上的安装座、可上下移动地设置于安装座上的轴箱、垂直布置于轴箱上的副轴、设置于轴箱上连接驱动副轴转动的第一电机、设置于安装座与轴箱之间驱动轴箱上下移动的执行机构,副轴下端安装有磨轮。在加工圆形石柱时,由光电跟踪头追踪仿形模板曲面,然后将曲面信号发送给PLC 可编程控制器,PLC 可编程控制器根据曲面信号控制第二、第三移动机构和主电机动作,并控制工件夹持装置驱动石柱自转,使锯片按照模板曲面进行升降和横移,就可加工出与仿形模板一致的圆柱,再控制回转电机驱动使锯片避开,采用打磨装置对圆柱形石柱的外表面进行打磨。虽然此发明的打磨装置可对工件的外圆周面进行打磨,但是,此装置仍然存在诸多缺点:(1)此装置是专门用于加工较大型圆柱形或圆锥形石材的,是通过工件的自转实现对工件的圆柱形磨光的,而对于经过一次仿形后的异形石材来说,本装置的打磨装置无法对其不规则形状的表面进行磨光;(2)本实用新型采用磨轮的外圆周面对石材进行磨光,磨轮与工件的有效接触面积小,磨轮磨光的光亮度较差,再加上磨轮与主轴机构的联接一般为刚性联接,磨削过程中产生的振动容易造成工件的表面受力不均,磨光的精度均较差,不适用于精细磨光;(3)由于磨轮与主轴机构的联接一般为刚性联接,在磨光过程中,容易造成磨轮的破碎,安全隐患极大。授权公告号为CN 201105406Y的中国专利公布了一种行星仿形抛光磨头,包括磨头体,在磨头体内装有传动齿轮组,在磨头内装有能够轴向滑动的输出轴,在输出轴上设有与传动齿轮相噬合的从动齿轮,在输出轴的输出端通过弹性连轴节装有可绕轴端摆动的浮动磨轮。由于此装置的磨轮是浮动的,可以左右倾斜一定角度,使磨轮的端面始终与工件凹凸不平的表面进行贴合,但是,此磨头无法在抛磨过程中进行仿形,抛磨精度低。
发明内容
本实用新型提供一种可用于对各种形状石材工件表面上进行抛磨的石材仿形磨。
本实用新型的技术方案为:一种石材仿形磨,包括机架、纵走总成、横梁、横移总成、仿形磨装置、仿形板夹紧装置、工件支撑装置以及PLC智能控制系统,纵走总成包括分别设置在左右两侧机架上的两纵走部,横梁架设在两个纵走部之间,横移总成滑动安装在横梁上,仿形磨装置包括升降装置、磨头主轴箱传动装置和磨削总成,升降装置由气缸缸体、缸杆和升降板组成,升降板与气缸缸体固定连接,缸杆的上端插设在气缸缸体内、下端与横移总成固定连接,磨头主轴箱传动装置由上摆动轴、磨头主轴箱、仿形头和若干导柱组成;上摆动轴转动安装在升降板上方,升降板通过导柱与磨头主轴箱固定连接,磨头主轴箱再与磨削总成传动连接,磨削总成的底部设置磨头,工件支撑装置设置在磨头的下方,仿形头紧固套设在上摆动轴一端,仿形板夹紧装置设置在仿形头的下方,PLC智能控制系统设在纵走总成任一外侧,升降装置、横移总成、纵走总成和磨削总成均与PLC智能控制系统电路连接。
本实用新型的工作原理是:首先将横向上表面形状与工件横向上表面形状相同的仿形板放置在仿形头下方,同时将工件放置在磨头下方;然后通过PLC智能控制系统控制横移总成启动,横移总成启动的瞬间依次为升降装置、上摆动轴以及仿形头提供了横向移动的趋势力,当仿形头与仿形板上表面接触时,横向移动趋势力和仿形板上表面形状的共同作用,依次为仿形头、上摆动轴提供在横向方向上摆动的趋势力,这种摆动趋势力使上摆动轴进行自转,再顺势带动仿形头进行相应的摆动,直到仿形头的下边沿与仿形板的上边沿相切,然后,仿形头在横向移动趋势力和仿形板上表面形状的共同作用下产生沿仿形板横向上边沿滑动的趋势(即升降和横向移动两种趋势),从而推动整个仿形磨装置做升降和横向移动,再通过磨头主轴箱带动磨削总成和磨头做相应的升降和横向移动,最终使本实用新型在对工件上表面进行抛磨过程中,磨头沿工件横向上表面的运动轨迹与仿形头在仿形板横向上表面的运动轨迹完全相同。同时,PLC智能控制系统分别通过控制磨削总成和两纵走部分实现磨头的自转和整个仿形磨装置的纵向移动。
本实用新型的优点在于:(1)在磨削过程中,本实用新型的仿形头是可摆动的,而仿形头的摆动趋势主要由仿形板上边沿的形状决定,并且,只有当仿形头摆动至其下边沿与仿形板上边沿相切时,仿形头才能沿仿形板上表沿进行滑动,仿形头的运动变化更灵活,使得仿形头可沿各种形状的上边沿进行滑动仿形,因此,本实用新型适用于各种异形工件表面的抛磨;(2)本实用新型的磨头主轴箱传动装置为机械结构,与现有技术中的电控制相比,传动更可靠;(3)仿形板对工件表面进行仿形,工件抛磨的一致性好,质量稳定;(4)仿形板是独立的结构,可依需要便捷的更换仿形板;(5)本实用新型的仿形磨装置可依照仿形板上边沿的形状进行移动,因此,工件只需固定即可,对工件的夹紧装置要求较低。
磨头主轴箱上转动穿设一下摆动管,下摆动管一端通过同步传动机构与上摆动轴连接、另一端与磨削总成固定连接。这样的设计,可使仿形头的摆动运动依次通过上摆动轴、同步传动机构、下摆动管、磨削总成,使得磨削总成底部的磨头进行相应的摆动,这样的设计可使磨头的磨削面与工件的上表面始终保持相切,大大提高了抛磨精度。
同步传动机构为由上摆动板、下摆动板和分别与上摆动板和下摆动板铰链连接的两根导杆组成的四连杆结构,其中,上摆动板与上摆动轴的端部固定连接,下摆动板与下摆动管的端部固定连接。此同步传动机构的结构为四连杆结构,传动更灵活,同步性高。
在具体实施过程中,仿形头的左右两侧凸出于仿形头平面分别设置一导轮,仿形板设置在导轮的下方。相比仿形头在仿形板上边沿上的滑动来说,采用导轮在仿形板上边沿进行滚动,不易磨损仿形头和导轮。
横移总成由滑框、齿条、横移齿轮、减速机和横移驱动电机组成,滑框滑动卡设在横梁外,横移驱动电机和减速机固定设置在滑框的上方,横移齿轮紧固套设在减速机的输出轴上。在横移驱动电机的作用下,横移总成可沿横梁移动。
滑框外固设数个导柱座,每个导柱滑动穿过一导柱座、再与磨头主轴箱固定连接。这样的设计可使导柱相对滑框的外表面进行上下滑动,即可实现导柱的自由升降,又可提高整个仿形磨装置升降时的稳定性。
所述的横梁上可间隔设置数个横移总成,相邻横移总成之间通过连接杆固定连接,每个横移总成上安装一仿形磨装置,其中,至少一个横移总成由滑框、齿条、横移齿轮、减速机和横移驱动电机组成,其余的横移总成均仅由滑框组成。这样的设计即可通过增加仿形磨装置的数量来提高工作效率,又可保证不同仿形磨装置运动的一致性。
仿形板夹紧装置由底座、T形支撑架和两个等边角刚座组成,T形支撑架固定在底座上方,两个等边角刚座左右对称间隔固定在T形支撑架上方,两个等边角刚座之间供仿形板下边沿插入。在具体实施过程中,仿形板夹紧装置可进一步改进:等边角刚座与仿形板之间通过螺栓固定。
仿形磨装置还包括一专门用于圆弧板的工件支撑装置,工件支撑装置由工件支撑架和两根支撑管组成,支撑管间隔固定设置在支撑架上。工作时,圆弧板工件只要内圆弧母线与支撑管平行且对中放置于支撑管上即可,此工件支撑装置结构简单,成本低。
磨削总成由磨头主轴和磨头主齿轮箱组成,磨头包括磨盘座和数个磨盘,磨盘座紧固套设在磨头主轴的下端,磨盘设置在磨盘座的底部。与现有技术中通过磨轮的外圆周面进行磨光相比,本实用新型采用磨盘的端面对工件进行磨光,有效磨削接触面更大,抛磨亮度更高。
磨头主轴与磨削电机连接,具体连接结构为:磨头主轴上紧固套设磨头主齿轮箱,磨头主齿轮箱与下摆动管固定连接,下摆动管的中心转动穿设一芯轴,芯轴一端与磨削电机传动连接、另一端伸入磨头主齿轮箱内,磨头主齿轮箱内含有两个分别套设在磨头主轴和芯轴上的圆孔锥齿轮,两圆孔锥齿轮之间相啮合,芯轴与磨头主齿轮箱之间为转动连接。这样,可实现磨削电机带动磨头主轴传动,同时,由于芯轴穿设在下摆动管的中心,设计合理,节约空间。进一步的改进在于:芯轴与磨头主齿轮箱之间为转动连接,这样,磨头主轴的自转和摆动可互不干扰、同时进行。
磨削电机设置在升降板的上方。这样可使磨削电机随整个仿形磨装置同步运动,保证磨削电机的传动稳定性,并且,磨削电机不会随磨头主轴进行摆动,避免磨削电机的自重影响磨头主轴摆动时的稳定性,从而提高磨削精度。
磨削电机的输出轴与芯轴之间通过皮带实现传动。与现有技术中的磨削电机直接通过齿轮传动磨头主轴相比,磨头主轴的振动更小。
升降板上竖直设置数根可调节支撑杆,磨削电机安装在可调节支撑杆的上方。这样的设计可通过可调节支撑杆来调节磨削电机的高度,使得皮带能够与安装在磨削电机输出轴上的皮带轮和安装在芯轴上的从动带轮之间均形成紧配合。
磨头主轴的上方设置用于控制磨头主轴升降的气压控制装置,气压控制装置与PLC智能控制系统电路连接。通过气压供应系统使磨头主轴在气缸行程内,这样不仅可使磨盘的磨削面始终与工件磨削面接触,并保持所设定磨削压力,同时,磨盘与工件为“软”接触,安全系数高。
本实用新型中纵走部分、PLC智能控制装置、气压控制部分、磨头和磨盘的物理结构均为公知技术,在此不做赘述。
本实用新型的上摆动轴与升降板之间、下摆动管与磨头主轴箱之间以及下摆动管与芯轴之间为滚动副,或者通过轴承实现可转动连接。
附图说明
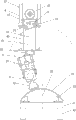
图1为本实用新型的仿形磨装置工作状态下的结构示意图,虚线为仿形板的圆弧形上边沿轮廓线;
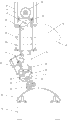
图2为本实用新型的仿形磨装置的主视图;
图3为本实用新型的仿形磨装置的侧视图,其中,横梁为剖视图;
图4为本实用新型的带有导轮的仿形磨装置的侧视图,其中,横梁为剖视图;
图5为本实用新型的仿形磨装置的后视图;
图6为本实用新型的仿形磨装置的剖视图;
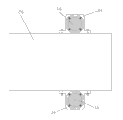
图7为本实用新型的横框、导柱以及导柱座的俯视图。
具体实施方式
现结合附图具体阐述本实用新型的实施方式:
结合图1~3,一种石材仿形磨,包括机架1、纵走总成18、横梁7、横移总成3、仿形磨装置4、仿形板夹紧装置35、工件支撑装置41以及PLC智能控制系统5,纵走总成18包括分别设置在左右两侧机架1上的两纵走部2,横梁7架设在两个纵走部2之间,横移总成3滑动安装在横梁7上,仿形磨装置4包括升降装置8、磨头主轴箱传动装置10和磨削总成9,升降装置8由气缸缸体47、缸杆46和升降板15组成,升降板15与气缸缸体47固定连接,缸杆46的上端插设在气缸缸体47内、下端与横移总成3固定连接,在工作过程中,缸杆46在外力作用下可在气缸缸体47内上下移动,磨头主轴箱传动装置10由上摆动轴12、磨头主轴箱13、仿形头6和若干导柱16组成;上摆动轴12转动安装在升降板15上方,升降板15通过导柱16与磨头主轴箱13固定连接,磨头主轴箱13再与磨削总成9传动连接,磨削总成9的底部设置磨头52,工件支撑装置41设置在磨头52的下方,仿形头6紧固套设在上摆动轴12一端,仿形头夹紧装置35设置在仿形头6的下方,PLC智能控制系统5设在纵走总成18任一外侧,,升降装置8、横移总成3、纵走总成2和磨削总成9均与PLC智能控制系统5电路连接。
本实用新型的工作原理是:首先将横向上表面形状与工件22横向上表面形状相同的仿形板21放置在仿形头6下方,同时将工件22放置在磨头52下方;然后通过PLC智能控制系统5控制横移总成3启动,横移总成3启动的瞬间依次为升降装置8、上摆动轴12以及仿形头6提供了横向移动的趋势力,当仿形头6与仿形板21上表面接触时,横向移动趋势力和仿形板21上表面形状的共同作用,依次为仿形头6、上摆动轴12提供在横向方向上摆动的趋势力,这种摆动趋势力使上摆动轴12进行自转,再顺势带动仿形头6进行相应的摆动,直到仿形头6的下边沿与仿形板21的上边沿相切,然后,仿形头6在横向移动趋势力和仿形板21上表面形状的共同作用下产生沿仿形板21横向上边沿滑动的趋势(即升降和横向移动两种趋势),从而推动整个仿形磨装置4做升降和横向移动,再通过磨头主轴箱13带动磨削总成9和磨头52做相应的升降和横向移动,最终使本实用新型在对工件22上表面进行抛磨过程中,磨头52沿工件22横向上表面的运动轨迹与仿形头6在仿形板21横向上表面的运动轨迹完全相同。同时,PLC智能控制系统5分别通过控制磨削总成9和两纵走部分2实现磨头52的自转和整个仿形磨装置4的纵向移动。
本实用新型的优点在于:(1)在磨削过程中,本实用新型的仿形头6是可摆动的,而仿形头6的摆动趋势主要由仿形板21上边沿的形状决定,并且,只有当仿形头6摆动至其下边沿与仿形板21上边沿相切时,仿形头6才能沿仿形板21上表沿进行滑动,仿形头的运动变化更灵活,使得仿形头6可沿各种形状的上边沿进行滑动仿形,因此,本实用新型适用于各种异形工件表面的抛磨;(2)本实用新型的磨头主轴箱传动装置为机械结构,与现有技术中的电控制相比,传动更可靠;(3)仿形板21对工件22表面进行仿形,工件22抛磨的一致性好,质量稳定;(4)仿形板21是独立的结构,可依需要便捷的更换仿形板21;(5)本实用新型的仿形磨装置4可依照仿形板21上边沿的形状进行移动,因此,工件只需固定即可,对工件22的夹紧装置要求较低。
如图6所示,磨头主轴箱13上转动穿设一下摆动管14,下摆动管14一端通过同步传动机构11与上摆动轴12连接、另一端与磨削总成9固定连接。这样的设计,可使仿形头6的摆动运动依次通过上摆动轴12、同步传动机构11、下摆动管14、磨削总成9,使得磨削总成底部的磨头52进行相应的摆动,这样的设计可使磨头52的磨削面与工件22的上表面始终保持相切,大大提高了抛磨精度。
如图5所示,同步传动机构11为由上摆动板23、下摆动板24和分别与上摆动板23和下摆动板24铰链连接的两根导杆25组成的四连杆结构,其中,上摆动板23与上摆动轴12的端部固定连接,下摆动板24与下摆动管14的端部固定连接。此同步传动机构11的结构为四连杆结构,传动更灵活,同步性高。
在具体实施过程中,仿形头6的左右两侧凸出于仿形头6平面分别设置一导轮19,仿形板21设置在导轮19的下方(结合图2、图4)。相比仿形头6在仿形板21上边沿上的滑动来说,采用导轮19在仿形板21上边沿进行滚动,不易磨损仿形头6和导轮19。
如图3所示,横移总成3由滑框26、齿条28、横移齿轮29、减速机56和横移驱动电机30组成,滑框26滑动卡设在横梁7外,横移驱动电机30和减速机56固定设置在滑框26的上方,横移齿轮29紧固套设在减速机56的输出轴上。在横移驱动电机30的作用下,横移总成3可沿横梁7移动。
如图3所示,滑框26外固设数个导柱座34,每个导柱16滑动穿过一导柱座34、再与磨头主轴箱13固定连接。这样的设计可使导柱16相对滑框26的外表面进行上下滑动,即可实现导柱16的自由升降,又可提高整个仿形磨装置4升降时的稳定性。
如图1所示,所述的横梁7上可间隔设置数个横移总成3,相邻横移总成3之间通过连接杆32固定连接,每个横移总成3上安装一仿形磨装置4,其中,至少一个横移总成3由滑框26、齿条28、横移齿轮29、减速机56和横移驱动电机30组成,其余的横移总成3’均仅由滑框26组成。这样的设计即可通过增加仿形磨装置4的数量来提高工作效率,又可保证不同仿形磨装置4运动的一致性。
如图4所示,仿形板夹紧装置35由底座36、T形支撑架37和两个等边角刚座38组成,T形支撑架37固定在底座36上方,两个等边角刚座38左右对称间隔固定在T形支撑架37上方,两个等边角刚座7之间供仿形板21下边沿插入。在具体实施过程中,仿形板夹紧装置35可进一步改进:等边角刚座38与仿形板21之间通过螺栓39固定(如图4所示)。
如图2所示,仿形磨装置4还包括一专门用于圆弧板的工件支撑装置41,工件支撑装置41由工件支撑架42和两根支撑管43组成,支撑管43间隔固定设置在支撑架42上。工作时,圆弧板工件22只要内圆弧母线20与支撑管43平行且对中放置于支撑管43上即可,此工件支撑装置41结构简单,成本低。
如图6所示,磨削总成9由磨头主轴50和磨头主齿轮箱51组成,磨头52包括磨盘座31和数个磨盘17,磨盘座31紧固套设在磨头主轴50的下端,磨盘17设置在磨盘座31的底部。与现有技术中通过磨轮的外圆周面进行磨光相比,本实用新型采用磨盘17的端面对工件进行磨光,有效磨削接触面更大,抛磨亮度更高。
如图6所示,磨头主轴50与磨削电机53连接,具体连接结构为:磨头主轴50上紧固套设磨头主齿轮箱51,磨头主齿轮箱51与下摆动管14固定连接,下摆动管14的中心转动穿设一芯轴54,芯轴54一端与磨削电机53传动连接、另一端伸入磨头主齿轮箱51内,磨头主齿轮箱51内含有两个分别套设在磨头主轴50和芯轴54上的圆孔锥齿轮55,两圆孔锥齿轮55之间相啮合。这样,可实现磨削电机53带动磨头主轴50传动,同时,由于芯轴54穿设在下摆动管14的中心,设计合理,节约空间。进一步的改进在于:芯轴54与磨头主齿轮箱51之间为转动连接,这样,磨头主轴50的自转和摆动互不干扰、同时进行。
如图6所示,磨削电机53设置在升降板15的上方,可使磨削电机53随整个仿形磨装置4同步运动,保证磨削电机53的传动稳定性,并且,磨削电机53不会随磨头主轴50进行摆动,避免磨削电机50的自重影响磨头主轴50摆动时的稳定性,从而提高磨削精度。
磨削电机53的输出轴与芯轴54之间通过皮带57实现传动。与现有技术中的磨削电机53直接通过齿轮传动磨头主轴50相比,磨头主轴50的振动更小。
如图6所示,升降板15上竖直设置数根可调节支撑杆59,磨削电机53安装在可调节支撑杆59的上方。这样的设计可通过可调节支撑杆59来调节磨削电机53的高度,使得皮带57能够与安装在磨削电机53输出轴上的皮带轮和安装在芯轴54上的从动带轮之间均形成紧配合。
如图1所示,磨头主轴50的上方设置用于控制磨头主轴50升降的气压控制装置58,气压控制装置58与PLC智能控制系统5电路连接。通过气压供应系统58使磨头主轴50在气缸行程内,这样不仅可使磨盘17的磨削面始终与工件磨削面接触,并保持所设定磨削压力,同时,磨盘17与工件为“软”接触,安全系数高。
本实用新型中纵走部分2、PLC智能控制装置5、气压控制部分58、磨头52和磨盘17的物理结构均为公知技术,在此不做赘述。
本实用新型中的上摆动轴12与升降板15之间、下摆动管14与磨头主轴箱13之间以及下摆动管14与芯轴54之间为滚动副,或者通过轴承实现可转动连接。
以上所述仅为本实用新型较佳的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
Claims (10)
1.一种石材仿形磨,包括机架、纵走总成、横梁、横移总成、仿形磨装置、仿形夹紧装置、工件支撑装置以及PLC智能控制系统,纵走总成包括分别设置在左右两侧机架上的两纵走部,横梁架设在两个纵走部之间,横移总成滑动安装在横梁上,其特征在于:仿形磨装置包括升降装置、磨头主轴箱传动装置和磨削总成,升降装置由气缸缸体、缸杆和升降板组成,升降板与气缸缸体固定连接,缸杆的上端插设在气缸缸体内、下端与横移总成固定连接,磨头主轴箱传动装置由上摆动轴、磨头主轴箱、仿形头和若干导柱组成;上摆动轴转动安装在升降板上方,升降板通过导柱与磨头主轴箱固定连接,磨头主轴箱再与磨削总成传动连接,磨削总成的底部设置磨头,工件支撑装置设置在磨头的下方,仿形头紧固套设在上摆动轴一端,仿形板夹紧装置设置在仿形头的下方,PLC智能控制系统设在纵走总成任一外侧,升降装置、横移总成、纵走总成和磨削总成均与PLC智能控制系统电路连接。
2.根据权利要求1所述的一种石材仿形磨,其特征在于:横移总成由滑框、齿条、横移齿轮、减速机和横移驱动电机组成,滑框滑动卡设在横梁外,横移驱动电机和减速机固定设置在滑框的上方,横移齿轮紧固套设在减速机的输出轴上。
3.根据权利要求1所述的一种石材仿形磨,其特征在于:仿形板夹紧装置由底座、T形支撑架和两个等边角刚座组成,T形支撑架固定在底座上方,两个等边角刚座左右对称间隔固定在T形支撑架上方,两个等边角刚座之间供仿形板下边沿插入。
4.根据权利要求3所述的一种石材仿形磨,其特征在于:等边角刚座与仿形板之间通过螺栓固定。
5.根据权利要求1所述的一种石材仿形磨,其特征在于:仿形磨装置还包括一专门用于圆弧板的工件支撑装置,工件支撑装置由工件支撑架和两根支撑管组成,支撑管间隔固定设置在支撑架上。
6.根据权利要求1所述的一种石材仿形磨,其特征在于:磨削总成由磨头主轴和磨头主齿轮箱组成,磨头包括磨盘座和数个磨盘,磨盘座紧固套设在磨头主轴的下端,磨盘设置在磨盘座的底部。
7.根据权利要求6所述的一种石材仿形磨,其特征在于:磨头主轴与磨削电机连接,具体连接结构为:磨头主轴上紧固套设磨头主齿轮箱,磨头主齿轮箱与下摆动管固定连接,下摆动管的中心转动穿设一芯轴,芯轴一端与磨削电机传动连接、另一端伸入磨头主齿轮箱内,磨头主齿轮箱内含有两个分别套设在磨头主轴和芯轴上的圆孔锥齿轮,两圆孔锥齿轮之间相啮合。
8.根据权利要求7所述的一种石材仿形磨,其特征在于:磨削电机的输出轴与芯轴之间通过皮带实现传动。
9.根据权利要求8所述的一种石材仿形磨,其特征在于:升降板上竖直设置数根可调节支撑杆,磨削电机安装在可调节支撑杆的上方。
10.根据权利要求1所述的一种石材仿形磨,其特征在于:磨头主轴的上方设置用于控制磨头主轴升降的气压控制装置,气压控制装置与PLC智能控制系统电路连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320203870 CN203197704U (zh) | 2013-04-22 | 2013-04-22 | 一种石材仿形磨 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320203870 CN203197704U (zh) | 2013-04-22 | 2013-04-22 | 一种石材仿形磨 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203197704U true CN203197704U (zh) | 2013-09-18 |
Family
ID=49141843
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201320203870 Expired - Lifetime CN203197704U (zh) | 2013-04-22 | 2013-04-22 | 一种石材仿形磨 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203197704U (zh) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104889836A (zh) * | 2015-05-22 | 2015-09-09 | 南通中远船务工程有限公司 | 一种孔打磨抛光装置及其使用方法 |
| CN107471031A (zh) * | 2017-10-14 | 2017-12-15 | 毛啸宇 | 一种橱柜手柄专用去毛刺装置 |
| CN107775824A (zh) * | 2017-10-09 | 2018-03-09 | 台州石磊工贸有限公司 | 一种圆弧线条机及其加工方法 |
| CN108274326A (zh) * | 2017-10-14 | 2018-07-13 | 毛啸宇 | 一种打磨机打磨头驱动机构 |
| CN108608279A (zh) * | 2018-07-19 | 2018-10-02 | 佛山市硕宇机械研发有限公司 | 用于大尺寸石材的抛光装置 |
| CN108705420A (zh) * | 2018-07-06 | 2018-10-26 | 泉州市贤兴机械制造有限公司 | 一种仿形磨光设备 |
| CN110026854A (zh) * | 2019-05-17 | 2019-07-19 | 雅丽日化实业(惠州)有限公司 | 一种双工位磨边机 |
| CN110935921A (zh) * | 2019-12-26 | 2020-03-31 | 山西英领智能科技有限公司 | 一种球面体自动仿形抛光机及抛光方法 |
| CN113231921A (zh) * | 2021-04-14 | 2021-08-10 | 成都先进金属材料产业技术研究院股份有限公司 | 一种金属板材疲劳试样打磨装置及其方法 |
| CN113798955A (zh) * | 2021-10-11 | 2021-12-17 | 安徽工程大学 | 小曲率自由曲面仿形打磨装置及其打磨方法 |
| CN114131463A (zh) * | 2021-11-01 | 2022-03-04 | 怀宁县群力汽车配件有限公司 | 浮动式滤清器外壳加工用的打磨工装 |
-
2013
- 2013-04-22 CN CN 201320203870 patent/CN203197704U/zh not_active Expired - Lifetime
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104889836B (zh) * | 2015-05-22 | 2018-01-05 | 南通中远船务工程有限公司 | 一种孔打磨抛光装置及其使用方法 |
| CN104889836A (zh) * | 2015-05-22 | 2015-09-09 | 南通中远船务工程有限公司 | 一种孔打磨抛光装置及其使用方法 |
| CN107775824A (zh) * | 2017-10-09 | 2018-03-09 | 台州石磊工贸有限公司 | 一种圆弧线条机及其加工方法 |
| CN107775824B (zh) * | 2017-10-09 | 2024-04-12 | 台州石磊工贸有限公司 | 一种圆弧线条机及其加工方法 |
| CN107471031A (zh) * | 2017-10-14 | 2017-12-15 | 毛啸宇 | 一种橱柜手柄专用去毛刺装置 |
| CN108274326A (zh) * | 2017-10-14 | 2018-07-13 | 毛啸宇 | 一种打磨机打磨头驱动机构 |
| CN108705420B (zh) * | 2018-07-06 | 2024-02-20 | 泉州市贤兴机械制造有限公司 | 一种仿形磨光设备 |
| CN108705420A (zh) * | 2018-07-06 | 2018-10-26 | 泉州市贤兴机械制造有限公司 | 一种仿形磨光设备 |
| CN108608279A (zh) * | 2018-07-19 | 2018-10-02 | 佛山市硕宇机械研发有限公司 | 用于大尺寸石材的抛光装置 |
| CN110026854A (zh) * | 2019-05-17 | 2019-07-19 | 雅丽日化实业(惠州)有限公司 | 一种双工位磨边机 |
| CN110935921A (zh) * | 2019-12-26 | 2020-03-31 | 山西英领智能科技有限公司 | 一种球面体自动仿形抛光机及抛光方法 |
| CN110935921B (zh) * | 2019-12-26 | 2024-04-23 | 山西英领智能科技有限公司 | 一种球面体自动仿形抛光机及抛光方法 |
| CN113231921A (zh) * | 2021-04-14 | 2021-08-10 | 成都先进金属材料产业技术研究院股份有限公司 | 一种金属板材疲劳试样打磨装置及其方法 |
| CN113798955B (zh) * | 2021-10-11 | 2022-07-26 | 安徽工程大学 | 小曲率自由曲面仿形打磨装置及其打磨方法 |
| CN113798955A (zh) * | 2021-10-11 | 2021-12-17 | 安徽工程大学 | 小曲率自由曲面仿形打磨装置及其打磨方法 |
| CN114131463A (zh) * | 2021-11-01 | 2022-03-04 | 怀宁县群力汽车配件有限公司 | 浮动式滤清器外壳加工用的打磨工装 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203197704U (zh) | 一种石材仿形磨 | |
| CN206366917U (zh) | 一种平面磨床冷却装置 | |
| CN202640092U (zh) | 一种自动圆弧板磨石机 | |
| CN205394208U (zh) | 磨瓦机 | |
| CN207272947U (zh) | 一种用于灯杆的快速打磨装置 | |
| CN207267154U (zh) | 一种车磨一体机床 | |
| CN105081913A (zh) | 一种磨抛装置及磨抛机 | |
| CN206010681U (zh) | 一种卧式2.5d工件抛光机床 | |
| CN104802051A (zh) | 瓷质抛光砖表面冷加工装置 | |
| CN105945698B (zh) | 一种采用带雕磨的磨抛机进行异形石材栏杆磨抛的工艺 | |
| CN202640110U (zh) | 一种自动打磨抛光机 | |
| CN103213048B (zh) | 一种石材仿形磨 | |
| CN109093206B (zh) | 一种工程机械齿轮抛光设备 | |
| CN209223784U (zh) | 全方位多轴抛光机 | |
| CN203197701U (zh) | 一种新型石材仿形磨 | |
| CN213319242U (zh) | 一种板材打磨装置 | |
| CN203109746U (zh) | 一种新型的石材磨边机 | |
| CN204913518U (zh) | 一种磨抛装置及磨抛机 | |
| CN109048592B (zh) | 一种h形钢构件打磨装置 | |
| CN202212839U (zh) | 一种铣床主轴端面槽磨床 | |
| CN204504917U (zh) | 新型数控磨管机 | |
| CN201235490Y (zh) | 一种曲柄摆动磨台装置 | |
| CN207841026U (zh) | 抛光机 | |
| CN206998573U (zh) | 一种铝合金生产用抛光机中的自动打蜡装置 | |
| CN206326495U (zh) | 一种高精度平面研磨机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20130918 |