CN202951846U - 一种回转形铸件连续铸造造型机 - Google Patents
一种回转形铸件连续铸造造型机 Download PDFInfo
- Publication number
- CN202951846U CN202951846U CN 201220628397 CN201220628397U CN202951846U CN 202951846 U CN202951846 U CN 202951846U CN 201220628397 CN201220628397 CN 201220628397 CN 201220628397 U CN201220628397 U CN 201220628397U CN 202951846 U CN202951846 U CN 202951846U
- Authority
- CN
- China
- Prior art keywords
- section
- fixedly mounted
- die
- branch mailbox
- lifting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images












Abstract
本实用新型涉及一种回转形铸件连续铸造造型机,由镜像对称设置的分箱定位段、合模送出段以及旋转模架、门式框架构成,在合模送出段和分箱定位段之间中轴部位固装旋转模架,该旋转模架为对称的两个,在旋转模架与合模送出段之间的两侧固装门式框架。本造型机智能程度高,生产效率高,产品加工形状统一,可有效保证回转形民品铸件的质量,可制造各种回转形铸件,适用范围广阔,智能性及自动化程度均较高,具有较高的应用前景。
Description
技术领域
本实用新型属于铸造领域,涉及铸造造型机,尤其是一种回转形铸件连续铸造造型机。
背景技术
目前,民用回转形铸件产品例如锅、盆等的生产制造仍然采用传统的铸造技术,如造模、浇铸、翻砂、清洁等,工作环境恶劣,生产效率低下,制造成本较高,成品质量不统一,成品外形不一致等,严重影响了民用回转形铸件的品质。通过了解,尚未发现对民用回转形铸件的连续铸造造型机。
通过检索,发现如下公开专利文献:
1、一用于制造层叠的上下铸型的砂箱组合(CN101232961),包括至少两个竖直设置的连接杆(4),一可滑动地设置于连接杆上、并在其一侧设有一型砂吹入口的上砂箱;一可滑动地设置于连接杆的下砂箱,该下砂箱为与上砂箱配合而置于上砂箱的下方,并在其一侧设有一型砂吹入口。
2、一种铸造生产线(CN201659281U),针对浇注后的铸型,在通过对每一个铸型进行落砂而在落砂之后,亦能够可靠地对每个铸型进行单独管理。铸造生产线包括:输送上述铸型的平板台车;铸型输送用接受箱,其载置于上述平板台车,收纳一个上述铸型并且在底部设置有排砂用格子;落砂装置,其使该铸型输送用接受箱振动,使型砂从该铸型输送用接受箱落下;和移交装置,其使收纳上述铸型的铸型输送用接受箱移载至上述落砂装置,使完成落砂的上述铸型输送用接受箱移载到上述平板台车上。
3、一种连续铸造生产线的新技术(CN201711507U),特点是:采用内动力为主,外动力为辅的双动力新技术,以螺筒内的螺旋式螺杆低速旋转的同时,与螺筒内的金属熔液受冷降温呈半洁晶胶状相配合产生挤压力,将模具模口的金属产品挤压出模口进入牵引装置,切割机,能生产各种不同形状,不同规格、无限延伸的有色金属和黑色金属的连续铸造产品,能达到产量高、尺寸公差小、表面无凹凸缺陷光泽好、无气孔、材质结构紧密、设备不会损坏,小产品直径小于1毫米,特别是能达到节能减排和没有废料或减少废料的一切损失。
通过技术特征对比,上述公开专利文献与本专利申请有较大不同。
实用新型内容
本实用新型的目的在于克服现有技术不足,提供一种智能化程度高、生产效率高、加工成本低、产品加工质量统一化的回转形铸件连续铸造造型机。
本实用新型采用的技术方案是:
一种回转形铸件连续铸造造型机,由镜像对称设置的分箱定位段、合模送出段以及旋转模架、门式框架构成,在合模送出段和分箱定位段之间中轴部位固装旋转模架,该旋转模架为对称的两个,在旋转模架与合模送出段之间的两侧固装门式框架。
而且,所述分箱定位段包括分箱段、中间段及凹模段,在分箱段、中间段及凹模段上均安装有传送带,在分箱段及凹模段的下方均横向固装有两道小车导轨,在该小车导轨上均导向运行有一移载小车,该两个移载小车均由升降电机、固定架、升降板座及两侧对称设置且竖直向上的升降板构成,固定架导向安装在小车导轨上,在固定架下部中轴部位固装升降电机,该升降电机的滚珠丝杠固装在固定架上方所设置的升降板座上,该升降板座与固定架之间对称设置有导向杆,在升降板座两侧各对称固装一升降板,该两个升降板在分箱段或凹模段两侧运行,升降板相向折弯,在升降板的折弯部位上端面固装有一凸起,该凸起嵌装入上型箱的提耳及下型箱的定位板;在分箱段与凹模段之间的中间段下方横向固装一电机架,该电机架上中轴部位安装有一滚珠丝杠,该滚珠丝杠通过固装在电机架上的平移电机驱动;在滚珠丝杠上啮合安装一丝母,该丝母径向固装一平移板,该平移板的两端与两侧分箱段与凹模段的固定架固装。
而且,所述合模送出段与分箱定位段镜像对称设置,合模送出段包括凹模翻转段、安放型芯段及合模段,凹模翻转段、安放型芯段及合模段上安装有传动带,安放型芯段的下方也安装有平移电机、平移板及电机架,凹模翻转段下方前端对称固装一对支撑油缸,在对应该支撑油缸的凹模翻转段固定架上均固装一导套,每一导套内滑动导向同轴安装一支撑杆,该支撑杆穿过活动架伸出;
在凹模翻转段的两侧翻转升降板的里侧相对各安装一L形翻转板,每一L形翻转板的外端均固装有一凸起,在该两个翻转板上均共同固装一翻转架,在两个翻转板内的翻转架上均固装一伸出气缸,该伸出气缸的缸头端部同轴安装有一楔形滑块,该楔形滑块在翻转架内导向运行,在翻转升降板的其中一侧安装一翻转电机,该翻转电机的输出轴通过减速机驱动翻转板摆转。
而且,所述旋转模架固装在合模送出段和分箱定位段之间的中轴部位,在凹模段与凹模翻转段固装一旋转模架,在分箱段与合箱段之间的中轴部位固装另一旋转模架,二个旋转模架均由支撑立柱、伺服电机、支撑框架及模板构成,支撑立柱上端同轴安装一从动齿轮,该从动齿轮由固装在支撑立柱上的伺服电机的主动齿轮驱动,在从动齿轮上固装支撑框架,该支撑框架上端水平设置对称的两个模板,两个模板以支撑立柱为轴心旋转。
而且,所述凹模段与凹模翻转段的旋转模架的模板上端面对称制有凹槽,该凹槽用于定位嵌装上型箱的安装凸起;分箱段与合箱段的旋转模架的模板上端面上制有与下型箱定位板所制通孔相定位嵌装的凸起。
而且,所述门式框架固装在旋转模架与合模送出段之间的两侧,对应旋转模架的模板在门式框架上各固装一油缸,在该油缸缸头的下端固装压力头。
而且,所述上型箱及下型箱均为钢制圆筒,上型箱与下型箱为上下同轴安装,其中上型箱的上、下端面外缘镜像对称并相对应各固装一提耳,其中上方的一对提耳制有通孔,下方的一对提耳的下底面制有安装凸起,下型箱的上、下端面外缘镜像对称并相对应各固装一定位板,在定位板上均制有通孔,上型箱与下型箱在上、下同轴安装时,上型箱所制的安装凸起嵌装入下型箱上方所固装的定位板的通孔内。
本实用新型优点和积极效果为:
1、本造型机安装在连续生产线上,并采用统一的型箱,可实现连续回转形铸件的产品铸造,成品铸件质量一致,生产效率高。
2、本造型机设计科学,结构巧妙,所设计的各种间歇运动启动、停止平稳,冲击轻小,配合行程开关、传感器可实现各种定位和防护功能以及互锁功能,有效防止设备意外碰撞。
3、本造型机所生产的铸型可实现紧密排列,间断输送,效率较高,定位精度达0.2mm。
5、本造型机智能程度高,生产效率高,产品加工形状统一,可有效保证回转形民品铸件的质量,可制造各种回转形铸件,适用范围广阔,智能性及自动化程度均较高,具有较高的应用前景。
附图说明:
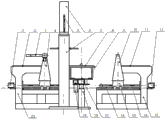
图1是本实用新型造型系统的主视图;
图2是图1的右视图;
图3是图1的俯视图;
图4是图1的模具旋转90度的结构示意图;
图5是图2的省略传送带及门式框架的结构示意图;
图6是图5的俯视图;
图7是本实用新型锁紧凹模的结构主视图;
图8是图7翻转架的结构示意图;
图9是图8翻转架翻转180度的结构示意图;
图10是图8的A-A向结构剖视放大图;
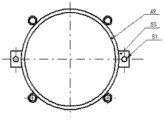
图11是本实用新型上型箱的结构主视图;
图12是图11的俯视图;
图13是本实用新型下型箱的结构主视图;
图14是图13的俯视图。
具体实施方式:
下面通过附图结合具体实施例对本实用新型作进一步详述,以下实施例只是描述性的,不是限定性的,不能以此限定本实用新型的保护范围。
为了便于叙述造型机,首先描述本实用新型所采用的专用型箱结构,参见图11-14。
型箱分为上型箱46及下型箱49,均为钢制圆筒,上型箱与下型箱为上下同轴安装。其中上型箱的上、下端面外缘镜像对称并相对应各固装一提耳47,其中上方的一对提耳制有通孔48,下方的一对提耳的下底面制有安装凸起(没有标号);下型箱的上、下端面外缘镜像对称并相对应各固装一定位板50,在定位板上均制有通孔51。上型箱与下型箱在上、下同轴安装时,上型箱所制的安装凸起嵌装入下型箱上方所固装的定位板的通孔内。上型箱为凸模造型的型箱,下型箱为凹模造型的型箱。
一种回转形铸件连续铸造造型机,包括合模送出段和分箱定位段,参见图1-10,由镜像对称设置的分箱定位段13、合模送出段20以及旋转模架(标号为9、31)、门式框架7构成,在合模送出段和分箱定位段之间中轴部位固装旋转模架,该旋转模架为对称的两个,在旋转模架与合模送出段之间的两侧固装门式框架,下面分别叙述。
1、分箱定位段:参见图5右侧,包括分箱段22、中间段23及凹模段26,在分箱段、中间段及凹模段上均安装有传送带11,该传送带可采用轴辊、齿条等传动方式;在分箱段及凹模段的下方均横向固装有两道小车导轨16,在该小车导轨上均导向运行有一移载小车,该两个移载小车均由升降电机27、固定架15、升降板座28及两侧对称设置且竖直向上的升降板10构成,固定架导向安装在小车导轨上,在固定架下部中轴部位固装升降电机,该升降电机的滚珠丝杠36(参见图6、7)固装在固定架上方所设置的升降板座上,该升降板座与固定架之间对称设置有导向杆37,在升降板座两侧各对称固装一升降板,该两个升降板在分箱段或凹模段两侧运行,升降板相向折弯,在升降板的折弯部位上端面固装或者制有一凸起35,该凸起可嵌装入上型箱的提耳及下型箱的定位板。
在分箱段与凹模段之间的中间段下方横向固装一电机架25,该电机架上中轴部位安装有一滚珠丝杠14,该滚珠丝杠通过固装在电机架上的平移电机12驱动;在滚珠丝杠上啮合安装一丝母38,该丝母径向固装一平移板24,该平移板的两端与两侧分箱段与凹模段的固定架固装。
本分箱定位段的功能是:
在分箱段及凹模段上放置传送过来的上、下型箱,平移板驱动两侧的移载小车同步运行至上、下型箱位置,并通过升降电机升降而将升降板的凸起嵌装入上、下型箱的通孔内,托起后带动上型箱或下型箱的升降及平移。
2、合模送出段:合模送出段与分箱定位段镜像对称设置,合模送出段包括凹模翻转段32、安放型芯段33及合模段34,凹模翻转段、安放型芯段及合模段上也安装有传动带2,安放型芯段的下方也安装有平移电机1、平移板及电机架,其结构同于分箱定位段;合模段下方的移载小车的结构及运行方式同于分箱定位段,仅是凹模翻转段的移载小车及运行方式有所不同。下面就凹模翻转段与分箱定位段的不同结构处进行叙述:
参见图8、9、10、11,凹模翻转段下方前端对称固装一对支撑油缸29,其位置参见图4,在对应该支撑油缸的凹模翻转段固定架上均固装一导套44,每一导套内滑动导向同轴安装一支撑杆43,该支撑杆可穿过活动架伸出。该支撑杆可对旋转模架进行刚性支撑,以保持模具平衡稳定。
在凹模翻转段的两侧翻转升降板4的里侧相对各安装一L形翻转板40,每一L形翻转板的外端均固装或者制有一凸起42;在该两个翻转板上均共同固装一翻转架3,在两个翻转板内的翻转架上均固装一伸出气缸45,该伸出气缸的缸头端部同轴安装有一楔形滑块41,该楔形滑块在翻转架内导向运行。在翻转升降板的其中一侧安装一翻转电机39,该翻转电机的输出轴通过减速机驱动翻转板摆转。
翻转架的作用是:在移载小车的驱动下凹模翻转段横向位移,通过升降电机将翻转板的凸起嵌装入已经造型的下型箱定位板的通孔,此时伸出气缸推动楔形滑块伸出并进入下型箱上、下定位板之间将翻转板与定位板锁定,翻转电机旋转通过减速机带动下型箱180度翻转而使凹模朝上,再通过移载小车将凹模朝上的下型箱放置在凹模段的传送带上。
3、旋转模架:在合模送出段和分箱定位段之间的中轴部位固装,在凹模段与凹模翻转段固装一旋转模架(标号9),在分箱段与合箱段之间的中轴部位固装一旋转模架(标号31),二个旋转模架均由支撑立柱18、伺服电机19、支撑框架及模板8构成,支撑立柱上端同轴安装一从动齿轮17,该从动齿轮由固装在支撑立柱上的伺服电机的主动齿轮驱动,在从动齿轮上固装支撑框架,该支撑框架上端水平设置对称的两个模板,两个模板以支撑立柱为轴心旋转。旋转模架在横向时的位置状态参见图5,在纵向时的位置状态参见图6。
两个旋转模架的唯一区别是:凹模段与凹模翻转段的旋转模架的模板上端面对称制有凹槽30,该凹槽用于定位嵌装上型箱的安装凸起;而分箱段与合箱段的旋转模架的模板上端面上制有或者固装有与下型箱定位板所制通孔相定位嵌装的凸起(没有标号)。
4、门式框架:在旋转模架与合模送出段之间的两侧固装,在旋转模架如图6所示的纵向位置时,对应旋转模架的模板在门式框架上各固装一油缸6,在该油缸缸头的下端固装压力头21,该两个压力头通过油缸两侧的导向柱5进行导向。
本实用新型的工作原理是:
1、提升:移载小车移动到型箱下方时,升降板上升,升降板上的两个凸起插入型箱的定位孔,并带上、下型箱上升,移载小车由平移电机通过滚珠丝杆驱动移载小车拖板移动,该小车移动到模具底板下面,型箱对准定位孔或定位凸起下降,落到模具底板上和模具组合,升降板继续下降定位销和型箱脱开,然后移载小车回退准备移动下一组型箱;
2、转位:将空模和满砂箱旋转180°换位,为空模合模,砂模成型做准备;凸模箱和凹模箱由两个伺服电机驱动分别旋转180°转位机构(如图7)。
3、成型:型箱旋转定位后,油缸按照产品生产工艺要求带动压力头下降,对型砂施加适当压力并保压使砂模定型,并做出浇口,气孔等辅助结构,然后油缸带动压力头上升。
成型油缸下降的同时,移载小车也正移动到型箱正下方,支撑油缸杆上升,将支撑杆顶起并与旋转模架的支撑架接触,压力头下压时保持模具底板和模具平衡稳定;
4、分箱取出、型箱和模具分离:该动作由与合模部分相近的移载小车完成,其中凹模升降由步进电机传动,升降板上升,升降板上的两个定位销插入型箱上面的定位孔,并带型箱上升使型箱和模具分离,然后型箱移载小车回退至传送带,升降板下降,将型箱放到预定位置,升降板定位销和型箱脱开,进入下一工作循环;
5、锁模翻转:下型箱上升的同时,两个锁模气缸动作,楔形滑块将凹模锁住,移载小车后退的同时,步进电机带动凹模型箱翻转,最后放到传送带上准备合模;
6、安放型芯:下型箱落到传送带上后,抓取型芯的型芯安放机动作,将型芯对准预定位置,型芯由升降电机带动下降给定高度,型芯夹持气缸动作,将型芯释放,升降电机回退,返回抓取型芯;
7、合型:上型箱经由传送带送到对应位置,上型箱的定位销落入下型箱定位孔,上、下型箱合模准备浇铸。
Claims (7)
1.一种回转形铸件连续铸造造型机,其特征在于:由镜像对称设置的分箱定位段、合模送出段以及旋转模架、门式框架构成,在合模送出段和分箱定位段之间中轴部位固装旋转模架,该旋转模架为对称的两个,在旋转模架与合模送出段之间的两侧固装门式框架。
2.根据权利要求1所述的回转形铸件连续铸造造型机,其特征在于:所述分箱定位段包括分箱段、中间段及凹模段,在分箱段、中间段及凹模段上均安装有传送带,在分箱段及凹模段的下方均横向固装有两道小车导轨,在该小车导轨上均导向运行有一移载小车,该两个移载小车均由升降电机、固定架、升降板座及两侧对称设置且竖直向上的升降板构成,固定架导向安装在小车导轨上,在固定架下部中轴部位固装升降电机,该升降电机的滚珠丝杠固装在固定架上方所设置的升降板座上,该升降板座与固定架之间对称设置有导向杆,在升降板座两侧各对称固装一升降板,该两个升降板在分箱段或凹模段两侧运行,升降板相向折弯,在升降板的折弯部位上端面固装有一凸起,该凸起嵌装入上型箱的提耳及下型箱的定位板;在分箱段与凹模段之间的中间段下方横向固装一电机架,该电机架上中轴部位安装有一滚珠丝杠,该滚珠丝杠通过固装在电机架上的平移电机驱动;在滚珠丝杠上啮合安装一丝母,该丝母径向固装一平移板,该平移板的两端与两侧分箱段与凹模段的固定架固装。
3.根据权利要求1所述的回转形铸件连续铸造造型机,其特征在于:所述合模送出段与分箱定位段镜像对称设置,合模送出段包括凹模翻转段、安放型芯段及合模段,凹模翻转段、安放型芯段及合模段上安装有传动带,安放型芯段的下方也安装有平移电机、平移板及电机架,凹模翻转段下方前端对称固装一对支撑油缸,在对应该支撑油缸的凹模翻转段固定架上均固装一导套,每一导套内滑动导向同轴安装一支撑杆,该支撑杆穿过活动架伸出;
在凹模翻转段的两侧翻转升降板的里侧相对各安装一L形翻转板,每一L形翻转板的外端均固装有一凸起,在该两个翻转板上均共同固装一翻转架,在两个翻转板内的翻转架上均固装一伸出气缸,该伸出气缸的缸头端部同轴安装有一楔形滑块,该楔形滑块在翻转架内导向运行,在翻转升降板的其中一侧安装一翻转电机,该翻转电机的输出轴通过减速机驱动翻转板摆转。
4.根据权利要求1所述的回转形铸件连续铸造造型机,其特征在于:所述旋转模架固装在合模送出段和分箱定位段之间的中轴部位,在凹模段与凹模翻转段固装一旋转模架,在分箱段与合箱段之间的中轴部位固装另一旋转模架,二个旋转模架均由支撑立柱、伺服电机、支撑框架及模板构成,支撑立柱上端同轴安装一从动齿轮,该从动齿轮由固装在支撑立柱上的伺服电机的主动齿轮驱动,在从动齿轮上固装支撑框架,该支撑框架上端水平设置对称的两个模板,两个模板以支撑立柱为轴心旋转。
5.根据权利要求4所述的回转形铸件连续铸造造型机,其特征在于:所述凹模段与凹模翻转段的旋转模架的模板上端面对称制有凹槽,该凹槽用于定位嵌装上型箱的安装凸起;分箱段与合箱段的旋转模架的模板上端面上制有与下型箱定位板所制通孔相定位嵌装的凸起。
6.根据权利要求1所述的回转形铸件连续铸造造型机,其特征在于:所述门式框架固装在旋转模架与合模送出段之间的两侧,对应旋转模架的模板在门式框架上各固装一油缸,在该油缸缸头的下端固装压力头。
7.根据权利要求2所述的回转形铸件连续铸造造型机,其特征在于:所述上型箱及下型箱均为钢制圆筒,上型箱与下型箱为上下同轴安装,其中上型箱的上、下端面外缘镜像对称并相对应各固装一提耳,其中上方的一对提耳制有通孔,下方的一对提耳的下底面制有安装凸起,下型箱的上、下端面外缘镜像对称并相对应各固装一定位板,在定位板上均制有通孔,上型箱与下型箱在上、下同轴安装时,上型箱所制的安装凸起嵌装入下型箱上方所固装的定位板的通孔内。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220628397 CN202951846U (zh) | 2012-11-23 | 2012-11-23 | 一种回转形铸件连续铸造造型机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220628397 CN202951846U (zh) | 2012-11-23 | 2012-11-23 | 一种回转形铸件连续铸造造型机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202951846U true CN202951846U (zh) | 2013-05-29 |
Family
ID=48457440
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220628397 Expired - Lifetime CN202951846U (zh) | 2012-11-23 | 2012-11-23 | 一种回转形铸件连续铸造造型机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202951846U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102941319A (zh) * | 2012-11-23 | 2013-02-27 | 王振江 | 一种回转形铸件连续铸造造型机 |
| CN103920869A (zh) * | 2014-04-29 | 2014-07-16 | 成都陵川特种工业有限责任公司 | 一种铸造器 |
-
2012
- 2012-11-23 CN CN 201220628397 patent/CN202951846U/zh not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102941319A (zh) * | 2012-11-23 | 2013-02-27 | 王振江 | 一种回转形铸件连续铸造造型机 |
| CN103920869A (zh) * | 2014-04-29 | 2014-07-16 | 成都陵川特种工业有限责任公司 | 一种铸造器 |
| CN103920869B (zh) * | 2014-04-29 | 2015-12-16 | 成都陵川特种工业有限责任公司 | 一种铸造器 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104325112B (zh) | 一种用于生产汽车内支架的模具结构 | |
| CN102941318B (zh) | 一种回转形铸件的连续铸造生产线 | |
| CN202951846U (zh) | 一种回转形铸件连续铸造造型机 | |
| CN102941319B (zh) | 一种回转形铸件连续铸造造型机 | |
| CN210940236U (zh) | 一种电子元器件注塑工装治具 | |
| CN215966269U (zh) | 一种汽车配件生产用成型砂箱自动翻转装置 | |
| CN213134658U (zh) | 一种冲压型金属铸造模具 | |
| CN102430606A (zh) | 重型汽车管状车轴毛坯一次成型挤压机 | |
| CN210257085U (zh) | 一种注塑模具滑块联动内抽机构 | |
| CN202366975U (zh) | 重型汽车管状车轴毛坯一次成型挤压机 | |
| CN210280589U (zh) | 一种用于取沙模活块的机构 | |
| CN203109176U (zh) | 大型双模造型机 | |
| CN202316930U (zh) | 平推式树脂砂造型顶箱装置 | |
| CN202097370U (zh) | 一种凸轮轴壳型精密铸造全套专用工装 | |
| CN202951848U (zh) | 一种铸件造型机的凹模移动翻转架 | |
| CN211993510U (zh) | 一种用于新型建筑墙体材料的智能自动化作业装备 | |
| CN219902953U (zh) | 一种碳纤维轮圈模具开模装置 | |
| CN102225457B (zh) | 一种凸轮轴壳型精密铸造方法及全套专用工装 | |
| CN208162373U (zh) | 一种带有回复机构的汽车模具 | |
| CN214688054U (zh) | 一种超薄曲面壳体rtm模具用的高精准装拆模装置 | |
| CN220144732U (zh) | 一种模架共用的压铸模具 | |
| CN215657802U (zh) | 一种砂箱自动合箱装置 | |
| CN214082549U (zh) | 一种带有自动顶出功能的注塑模具 | |
| CN210820723U (zh) | 一种滑块斜抽芯结构注塑模具 | |
| CN220331529U (zh) | 一种矿物铸件模具滑槽式移动工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20130529 Effective date of abandoning: 20140618 |
|
| RGAV | Abandon patent right to avoid regrant |