CN201978962U - 双动压机用闭塞式挤压成形转向节模具 - Google Patents
双动压机用闭塞式挤压成形转向节模具 Download PDFInfo
- Publication number
- CN201978962U CN201978962U CN 201020694588 CN201020694588U CN201978962U CN 201978962 U CN201978962 U CN 201978962U CN 201020694588 CN201020694588 CN 201020694588 CN 201020694588 U CN201020694588 U CN 201020694588U CN 201978962 U CN201978962 U CN 201978962U
- Authority
- CN
- China
- Prior art keywords
- mould
- cavity die
- punch
- knuckle
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Abstract
本实用新型公开了一种双动压机用闭塞式挤压成形转向节模具,包括上凹模和下凹模,上、下凹模之间为用于形成转向节外部轮廓的型腔,所述上、下凹模之间通过导柱和导套配合的结构相连接;上凹模的顶部水平设置有上凹模压板,上凹模压板的顶部往上依次设置有凸模压板、凸模和上模板,凸模压板、凸模和上模板之间通过垂直设置的拉杆结构相连接,上凹模、上凹模压板、凸模压板的中部开设有用于凸模向下运动的冲槽I,下凹模的底面向下水平设置有下模板,所述下模板的底部设置有由推杆和顶杆组成的下冲头结构,所述下凹模和下模板的中部开设有贯通的冲槽II,本实用新型坯料定位准确迅速,不会产生飞边,节约原料,有效减少了后序清理和机加工的工时。
Description
技术领域
本实用新型涉及模具制造行业,特别涉及一种双动压机用闭塞式挤压成形转向节模具。
背景技术
轿车转向节属于复杂枝杈类零件,是汽车底盘上的关键零部件。它既支撑车体重量,又传递转向力矩和承受前轮刹车制动力矩。转向节的质量对汽车的安全使用起着相当大的作用,因此对其机械性能和外形结构要求严格,制造难度大。当前轿车产量的迅猛增长,锻造技术不断发展,突出的问题表现在以精化毛坯为核心选择合理的变形方式。
该转向节的难点是不能使枝丫尖端部位充分成形,而采用闭塞式挤压成形则具备良好的成形效果。如果不采用闭塞式挤压成形,而是一般的开式模锻成形,则飞边部位有大量废料溢出而造成材料浪费,闭塞式成形则可通过精确下料使材料利用率达95%以上。
如图1和图2所示,使用本模具制造的转向节锻件在结构上具有如下特点:1.零件中心部分为带孔的锥形凸台;2.有4个片状法兰,厚度为15mm;3.截面基本对称,但变化较剧烈;4.凸台一侧有2个形状类似,长度较长的侧腿。此外,该转向节尺寸精度(未注尺寸公差±0.6mm,最大错位0.7mm),表面质量(表面不允许有叠层、缺料、裂纹、腐蚀等缺陷)要求严格。
发明内容
有鉴于此,本实用新型的目的是提供一种双动压机用闭塞式挤压成形转向节模具,能够用于前述转向节的挤压成形,其定位准确,成品率高。
本实用新型的目的是通过以下技术方案实现的:
该双动压机用闭塞式挤压成形转向节模具,包括上凹模和下凹模,所述上、下凹模之间为用于形成转向节外部轮廓的型腔,所述上、下凹模之间通过导柱和导套配合的结构相连接;所述上凹模的顶部水平设置有上凹模压板,所述上凹模压板的顶部往上依次设置有凸模压板、凸模、和上模板,所述凸模压板、凸模和上模板之间通过垂直设置的拉杆结构相连接,所述上凹模、上凹模压板、凸模压板的中部开设有用于凸模向下运动的冲槽I,所述凸模的下端与冲槽I配合设置且以上冲头的形式对坯料进行闭式挤压,形成转向节的上内孔;所述下凹模的底面向下水平设置有下模板,所述下模板的底部设置有由推杆和顶杆组成的下冲头结构,所述下凹模和下模板的中部开设有贯通的冲槽II,所述下冲头结构与冲槽II配合设置且以下冲头的形式对坯料进行闭式挤压,形成转向节的下内孔。
进一步,所述凸模与上模板之间设置有凸模垫板;
进一步,所述凸模垫板的外圆套设有凸模限位圈;
进一步,所述下凹模与下模板之间设置有凹模垫板,所述冲槽II通过凹模垫板;
进一步,所述下凹模沿其外圆依次套设有下凹模中圈和下凹模外圈,所述上凹模沿其外圆依次套设有上凹模中圈和上凹模外圈;
进一步,所述上凹模外圈与上凹模压板之间通过螺钉和定位销进行固定;
进一步,所述转向节模具还包括斜压块,所述上凹模压板的外圆上设置有斜压面,所述斜压块上设置有与斜压面适形的施压面,所述施压面与斜压面配合压紧;
进一步,所述下模板与下凹模外圈之间通过螺钉固定。
本实用新型的有益效果是:
(1)坯料定位准确迅速:本实用新型使用的坯料外径与下凹模孔径相同,将坯料直接放入凹模型腔内即可精确定位,克服了传统开式或半闭式模锻坯料无法或不便准确定位的问题;
(2)本实用新型完全采用闭塞式锻造工艺成形,转向节锻件无飞边,上下凹模被斜压块压死后,形成一个完全封闭的型腔,从而不会产生飞边,既节约了原材料,又可减少后序清理和机加工的工时;
(3)上下模导向准确无错移,上凹模在拉杆的作用下,下行在凸模与坯料还未接触前,导柱导套就早已自由导入精确导向,通过斜压块再压死凹模形成封闭型腔,从而确保上下凹模不会错位;
(4)上下凹模中均设有可靠的顶件卸料装置,成形完毕后顶件迅速可靠,不会出现转向节卡死在凹模中的现象。
本实用新型的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本实用新型的实践中得到教导。本实用新型的目标和其他优点可以通过下面的说明书和权利要求书来实现和获得。
附图说明
为了使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步的详细描述,其中:
图1为转向节的顶部结构示意图;
图2为转向节的底部结构示意图;
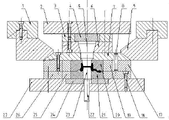
图3为本实用新型的竖剖结构示意图。
具体实施方式
以下将参照附图,对本实用新型的优选实施例进行详细的描述。应当理解,优选实施例仅为了说明本实用新型,而不是为了限制本实用新型的保护范围。
如图3所示,本实用新型的双动压机用闭塞式挤压成形转向节模具包括上凹模20和下凹模21,上、下凹模之间为用于形成转向节外部轮廓的型腔,同时,上、下凹模之间通过导柱15和导套16配合的结构相连接;上凹模20的顶部水平设置有上凹模压板7,上凹模压板7的顶部往上依次设置有凸模压板6、凸模5和上模板2,凸模压板6、凸模5和上模板2之间通过垂直设置的拉杆结构相连接,上凹模20、上凹模压板7、凸模压板6的中部开设有用于凸模5向下运动的冲槽I,凸模5的下端与冲槽I配合设置且以上冲头的形式对坯料进行闭式挤压,形成转向节的上内孔;下凹模21的底面向下依次水平设置有下垫板24和下模板27,下模板27的底部设置有由推杆22和顶杆23组成的下冲头结构,下凹模21、下垫板24和下模板27的中部开设有贯通的冲槽II,下冲头结构与冲槽II配合设置且以下冲头的形式对坯料进行闭式挤压,形成转向节的下内孔。
作为进一步的改进,在凸模5与上模板2之间设置有凸模垫板4,在凸模垫板4的外圆套设有凸模限位圈,同时,在下凹模21与下模板27之间设置有凹模垫板24,冲槽II通过凹模垫板24。在模具中,凸模垫板4和凸模垫板24的面积较大且有一定的厚度,其作用在于防止冲头和凹模将力直接作用到上、下模板或机床台面造成变形,压出凹坑。加上这样的垫板之后,可以将凸凹模的单位面积作用力降到400MPa以下。
作为进一步的改进,下凹模21沿其外圆依次套设有下凹模中圈25和下凹模外圈26,上凹模20沿其外圆依次套设有上凹模中圈19和上凹模外圈17,通过这种方式对上、下凹模进行固定定位,避免错位现象发生。
作为进一步的改进,转向节模具还包括斜压块9,作为与斜压块的配合结构,在上凹模压板7的外圆上设置有斜压面,在斜压块9上设置有与斜压面适形的施压面,通过施压面与斜压面相配合,对上、下凹模施以压紧力,在斜压块的上部还设置有斜压块固定板,避免斜压块发生晃动,影响压紧效果。
本实施例中,在上凹模外圈17与上凹模压板7之间通过螺钉14和定位销8进行固定,在下模板27与下凹模外圈21之间通过螺钉18固定。
在该套模具中,因为坯料的直径和下凹模内径相同,所以可以直接把坯料放在下凹模21内靠型腔自然定位,接着斜压块9在双动液压机外滑块的作用下,紧紧压住上凹模压板7,从而压住上、下凹模形成封闭的型腔。在行程过程中,导柱15滑入导套16内实现定位;在外滑块行程结束后,内滑块带动凸模5继续下行,凸模5以上冲头的形式对坯料进行闭式挤压,同时顶杆23以下冲头的形式成形另一个内孔,从而完成转向节的成形过程。在成形完毕后,外滑块先回程,松开斜压块,同时拉杆固定在外滑块上上行,带动上凹模20上行,导柱和导套分离,型腔打开,最后推杆22推动顶杆23顶出工件,完成一个成形周期。
在此套模具中,上下凹模以及凸模,顶杆采用4Cr5MoSiV1(H13)热作模具钢。此类材料被广泛使用,具有比较高的的热强度和硬度以及在中温条件下具有很好的韧性、热疲劳性能和一定的耐磨性,非常适合作为闭塞挤压这种成型方式易损耗模具的材料。同时,其热处理变形小,空淬时产生的氧化皮性能倾向性小,而且可以抵抗金属的冲蚀作用,满足锻件表面无腐蚀的要求。
最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
Claims (8)
1.双动压机用闭塞式挤压成形转向节模具,其特征在于:所述转向节模具包括上凹模和下凹模,所述上、下凹模之间为用于形成转向节外部轮廓的型腔,所述上、下凹模之间通过导柱和导套配合的结构相连接;所述上凹模的顶部水平设置有上凹模压板,所述上凹模压板的顶部往上依次设置有凸模压板、凸模、和上模板,所述凸模压板、凸模和上模板之间通过垂直设置的拉杆结构相连接,所述上凹模、上凹模压板、凸模压板的中部开设有用于凸模向下运动的冲槽I,所述凸模的下端与冲槽I配合设置且以上冲头的形式对坯料进行闭式挤压,形成转向节的上内孔;所述下凹模的底面向下水平设置有下模板,所述下模板的底部设置有由推杆和顶杆组成的下冲头结构,所述下凹模和下模板的中部开设有贯通的冲槽II,所述下冲头结构与冲槽II配合设置且以下冲头的形式对坯料进行闭式挤压,形成转向节的下内孔。。
2.根据权利要求1所述的双动压机用闭塞式挤压成形转向节模具,其特征在于:所述凸模与上模板之间设置有凸模垫板。
3.根据权利要求2所述的双动压机用闭塞式挤压成形转向节模具,其特征在于:所述凸模垫板的外圆套设有凸模限位圈。
4.根据权利要求1所述的双动压机用闭塞式挤压成形转向节模具,其特征在于:所述下凹模与下模板之间设置有凹模垫板,所述冲槽II通过凹模垫板。
5.根据权利要求1所述的双动压机用闭塞式挤压成形转向节模具,其特征在于:所述下凹模沿其外圆依次套设有下凹模中圈和下凹模外圈,所述上凹模沿其外圆依次套设有上凹模中圈和上凹模外圈。
6.根据权利要求1所述的双动压机用闭塞式挤压成形转向节模具,其特征在于:所述上凹模外圈与上凹模压板之间通过螺钉和定位销进行固定。
7.根据权利要求1所述的双动压机用闭塞式挤压成形转向节模具,其特征在于:所述转向节模具还包括斜压块,所述上凹模压板的外圆上设置有斜压面,所述斜压块上设置有与斜压面适形的施压面,所述施压面与斜压面配合压紧。
8.根据权利要求1所述的双动压机用闭塞式挤压成形转向节模具,其特征在于:所述下模板与下凹模外圈之间通过螺钉固定。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201020694588 CN201978962U (zh) | 2010-12-31 | 2010-12-31 | 双动压机用闭塞式挤压成形转向节模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201020694588 CN201978962U (zh) | 2010-12-31 | 2010-12-31 | 双动压机用闭塞式挤压成形转向节模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201978962U true CN201978962U (zh) | 2011-09-21 |
Family
ID=44606430
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201020694588 Expired - Fee Related CN201978962U (zh) | 2010-12-31 | 2010-12-31 | 双动压机用闭塞式挤压成形转向节模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201978962U (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104439010A (zh) * | 2014-12-13 | 2015-03-25 | 遵义金惠机械制造有限责任公司 | 可分凹模刚性夹紧装置 |
| CN106825098A (zh) * | 2017-01-07 | 2017-06-13 | 中北大学 | 一种镁合金高性能杯形件的差速挤压成形模具 |
| CN107774858A (zh) * | 2016-08-30 | 2018-03-09 | 衡水市潴龙万向有限公司 | 一种汽车转向接头闭式模锻工艺 |
| CN112828217A (zh) * | 2020-11-18 | 2021-05-25 | 重庆电子工程职业学院 | 减小电镦端面下沉深度以改善混晶的增材调控方法 |
| CN114247814A (zh) * | 2021-12-23 | 2022-03-29 | 湖南顶立科技有限公司 | 一种挤压成型装置及模压方法 |
-
2010
- 2010-12-31 CN CN 201020694588 patent/CN201978962U/zh not_active Expired - Fee Related
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104439010A (zh) * | 2014-12-13 | 2015-03-25 | 遵义金惠机械制造有限责任公司 | 可分凹模刚性夹紧装置 |
| CN104439010B (zh) * | 2014-12-13 | 2017-01-25 | 遵义金惠机械制造有限责任公司 | 可分凹模刚性夹紧装置 |
| CN107774858A (zh) * | 2016-08-30 | 2018-03-09 | 衡水市潴龙万向有限公司 | 一种汽车转向接头闭式模锻工艺 |
| CN106825098A (zh) * | 2017-01-07 | 2017-06-13 | 中北大学 | 一种镁合金高性能杯形件的差速挤压成形模具 |
| CN106825098B (zh) * | 2017-01-07 | 2018-09-18 | 中北大学 | 一种镁合金高性能杯形件的差速挤压成形模具 |
| CN112828217A (zh) * | 2020-11-18 | 2021-05-25 | 重庆电子工程职业学院 | 减小电镦端面下沉深度以改善混晶的增材调控方法 |
| CN112828217B (zh) * | 2020-11-18 | 2022-08-30 | 重庆电子工程职业学院 | 减小电镦端面下沉深度以改善混晶的增材调控方法 |
| CN114247814A (zh) * | 2021-12-23 | 2022-03-29 | 湖南顶立科技有限公司 | 一种挤压成型装置及模压方法 |
| CN114247814B (zh) * | 2021-12-23 | 2023-12-05 | 湖南顶立科技有限公司 | 一种挤压成型装置及模压方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203304399U (zh) | 一种喇叭盆架冲压级进模具 | |
| CN201978962U (zh) | 双动压机用闭塞式挤压成形转向节模具 | |
| CN102319808B (zh) | 螺母热冲压模具 | |
| CN108213295B (zh) | 管嘴锻造方法及核电主泵泵壳仿形锻造工艺 | |
| CN103191945A (zh) | 高压液压法兰塑性成形方法与装置 | |
| CN203900355U (zh) | 一种凸轮轴齿轮毛坯精锻生产用组合模具 | |
| CN201012375Y (zh) | 一种冲孔翻边复合模具 | |
| CN203265502U (zh) | 具有水平叉部的传动轴节叉的热锻装置 | |
| CN103121075A (zh) | 具有水平叉部的传动轴节叉的热锻方法 | |
| CN203304417U (zh) | 倒装式冲孔落料模 | |
| CN204449176U (zh) | 一种用于十字轴温挤压的闭塞锻造模具 | |
| CN109482739A (zh) | 冲头压边圈一体化模具 | |
| CN204974783U (zh) | 车轮螺母多工位挤压模具 | |
| CN202123158U (zh) | 汽车减震器下支座孔口整形专用模具 | |
| CN103736896A (zh) | 一种模具浮动式锻造模架 | |
| CN206122374U (zh) | 内齿圈浮动式芯棒挤压模具结构 | |
| CN110479938A (zh) | 法兰球阀锻件的锻造成形模具及成形方法 | |
| CN103624151A (zh) | 新型级进模 | |
| CN109261802A (zh) | 一种轧制钢板冲压成形法兰的模具及加工方法 | |
| CN209110000U (zh) | 一种轧制钢板冲压成形法兰的模具 | |
| CN209318684U (zh) | 一种无缝钢管局部收缩成型汽车半轴套管热挤压模具 | |
| CN208495510U (zh) | 一种带有内外剪口的模具 | |
| CN202803937U (zh) | 新型级进模 | |
| CN102886477A (zh) | 使用阀体球芯锻造模具的球芯闭式锻造工艺 | |
| CN202825949U (zh) | 一种压合双冲孔模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20110921 Termination date: 20111231 |