CN201922288U - 阀门快速检修夹具 - Google Patents
阀门快速检修夹具 Download PDFInfo
- Publication number
- CN201922288U CN201922288U CN2010206669365U CN201020666936U CN201922288U CN 201922288 U CN201922288 U CN 201922288U CN 2010206669365 U CN2010206669365 U CN 2010206669365U CN 201020666936 U CN201020666936 U CN 201020666936U CN 201922288 U CN201922288 U CN 201922288U
- Authority
- CN
- China
- Prior art keywords
- flange
- threaded
- positioning sleeve
- clamp
- right flange
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Lift Valve (AREA)
Abstract
阀门快速检修夹具,涉及一种夹具,特别是涉及对阀门密封面修理进行快速找正的夹具,包括可与车床主轴连接的左法兰,所述左法兰的右侧设置右法兰,左法兰与右法兰之间设置至少两根支承杆,每根支承杆的左端分别与左法兰螺纹连接,每根支承杆的右端分别通过螺母与右法兰固定连接;所述左法兰上还螺纹连接螺杆,螺杆上朝向右法兰的一端螺纹连接压紧螺母;所述右法兰上设置轴向安装孔,轴向安装孔内设置定位套,定位套与所述螺杆同轴设置。找正时,将阀体的右端安装在定位套内,阀体的左侧通过压紧螺母固定住,便可实现方便、快速的找正。
Description
技术领域
本实用新型涉及一种夹具,特别是涉及对阀门密封面修理进行快速找正的夹具。
背景技术
一般阀门经过一段时间使用以后,密封面都会有不同程度的损坏,使用传统的方法要在普通车床上车削密封面,加工密封面很难找正。
发明内容
本实用新型的目的是为了克服现有技术的不足,提供一种可方便、快速找正的阀门快速检修夹具。
本实用新型的目的是这样实现的:阀门快速检修夹具,包括可与车床主轴连接的左法兰,所述左法兰的右侧设置右法兰,左法兰与右法兰之间设置至少两根支承杆,每根支承杆的左端分别与左法兰螺纹连接,每根支承杆的右端分别通过螺母与右法兰固定连接;所述左法兰上还螺纹连接螺杆,螺杆上朝向右法兰的一端螺纹连接压紧螺母;所述右法兰上设置轴向安装孔,轴向安装孔内设置定位套,定位套与所述螺杆同轴设置。
找正时,将阀体的右端安装在定位套内,阀体的左侧通过压紧螺母固定住,便可实现找正。利用本实用新型,①只要根据需修理阀体中间已加工外圆确定可换定位套的内孔尺寸,可以很方便的实现密封面的找正;②更换定位套,还能加工同类型但尺寸相差不太大的阀门加工;③此设计最突出的优点还在于它能够重复使用,避免了不能二次装夹的弊端。
为了防止压紧螺母向后移动,所述螺杆上还有螺纹连接并紧螺母。
为了配合Y型阀门(直流型、中间尾部带有中心孔的),压紧螺母远离左法兰的一侧固定连接顶尖。把尾部可调压紧螺母加工成带60°顶尖的,同样可实现快速找正且定位精度更高。
附图说明
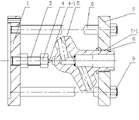
图1为本实用新型的一种结构示意图。
图2为本实用新型的另一种结构示意图。
具体实施方式
如图1所示,为阀门快速检修夹具,包括可与车床主轴连接的左法兰1,左法兰1的右侧设置右法兰7,左法兰1与右法兰7之间设置四根支承杆6,每根支承杆6的左端分别与左法兰1螺纹连接,每根支承杆6的右端分别通过螺母9与右法兰7固定连接。左法兰1上还螺纹连接螺杆2,螺杆2上朝向右法兰7的一端螺纹连接压紧螺母4,螺杆2上还螺纹连接并紧螺母3。右法兰7上设置轴向安装孔7-1,轴向安装孔7-1内配合设置可换定位套8,定位套8与螺杆2同轴设置。阀体5的右端穿置在定位套8内,左端由压紧螺母4旋紧固定。
如图2所示,为了配合Y型阀门,压紧螺母4远离左法兰1的一侧固定连接顶尖4-1。
Claims (3)
1.阀门快速检修夹具,其特征在于:包括可与车床主轴连接的左法兰,所述左法兰的右侧设置右法兰,左法兰与右法兰之间设置至少两根支承杆,每根支承杆的左端分别与左法兰螺纹连接,每根支承杆的右端分别通过螺母与右法兰固定连接;所述左法兰上还螺纹连接螺杆,螺杆上朝向右法兰的一端螺纹连接压紧螺母;所述右法兰上设置轴向安装孔,轴向安装孔内设置定位套,定位套与所述螺杆同轴设置。
2.根据权利要求1所述的阀门快速检修夹具,其特征在于:所述螺杆上还螺纹连接并紧螺母。
3.根据权利要求1所述的阀门快速检修夹具,其特征在于:所述压紧螺母远离左法兰的一侧固定连接顶尖。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010206669365U CN201922288U (zh) | 2010-12-20 | 2010-12-20 | 阀门快速检修夹具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010206669365U CN201922288U (zh) | 2010-12-20 | 2010-12-20 | 阀门快速检修夹具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201922288U true CN201922288U (zh) | 2011-08-10 |
Family
ID=44426157
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010206669365U Expired - Fee Related CN201922288U (zh) | 2010-12-20 | 2010-12-20 | 阀门快速检修夹具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201922288U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113145898A (zh) * | 2021-02-19 | 2021-07-23 | 江苏科技大学 | 一种柴油机摇臂支座钻夹具夹紧装置 |
| CN114406734A (zh) * | 2022-01-21 | 2022-04-29 | 北京市阀门总厂股份有限公司 | 阀体中口加工用工装和设备 |
-
2010
- 2010-12-20 CN CN2010206669365U patent/CN201922288U/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113145898A (zh) * | 2021-02-19 | 2021-07-23 | 江苏科技大学 | 一种柴油机摇臂支座钻夹具夹紧装置 |
| CN114406734A (zh) * | 2022-01-21 | 2022-04-29 | 北京市阀门总厂股份有限公司 | 阀体中口加工用工装和设备 |
| CN114406734B (zh) * | 2022-01-21 | 2023-07-04 | 北京市阀门总厂股份有限公司 | 阀体中口加工用工装和设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN204603354U (zh) | 薄壁筒类零件外圆加工夹具 | |
| CN103521798A (zh) | 膨胀式可调节芯棒 | |
| CN202114495U (zh) | 一种加工细长工件的刚性工装 | |
| CN203610707U (zh) | 一种薄壁缸体车削外圆专用夹具 | |
| CN204639725U (zh) | 一种加工薄壁弯管端部的快速定位、装夹、防变形夹具 | |
| CN201922288U (zh) | 阀门快速检修夹具 | |
| CN109249069B (zh) | 台阶圆柱铣削夹具 | |
| CN205437921U (zh) | 快换型轴端孔加工夹具 | |
| CN208450639U (zh) | 一种用于薄壁零件的涨套式车削夹具 | |
| CN202062245U (zh) | 缸体车削可调定位装置 | |
| CN201940842U (zh) | 薄壁导向套车加工装置 | |
| CN103350261A (zh) | 一种以齿轮扁位定向的滚齿夹具和安装调试方法 | |
| CN203712368U (zh) | 薄板类零件内孔车削夹具 | |
| CN203380387U (zh) | 一种精车夹具 | |
| CN103072018A (zh) | 特制球阀主阀体车削装置 | |
| CN201736054U (zh) | 车削起动电机前端盖内孔的自动夹紧装置 | |
| CN201338105Y (zh) | 流线体外形车削夹具 | |
| CN103624575A (zh) | 汽车转向节壳体夹具 | |
| CN103672013B (zh) | 一种用于阀体球柄加工的夹具及其使用方法 | |
| CN207479645U (zh) | 一种圆锥体车内孔夹具 | |
| CN203304954U (zh) | 一种钻孔气动工装 | |
| CN202317798U (zh) | 夹紧盘 | |
| CN203495273U (zh) | 一种防胀裂定心胀力夹具 | |
| CN203401166U (zh) | 一种轴套类插花键快换夹具 | |
| CN102490039A (zh) | 车发电机壳内孔夹具与防止变形的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20110810 Termination date: 20141220 |
|
| EXPY | Termination of patent right or utility model |