CN201389572Y - 圆管冷挤压缩径装置 - Google Patents
圆管冷挤压缩径装置 Download PDFInfo
- Publication number
- CN201389572Y CN201389572Y CN200920127219U CN200920127219U CN201389572Y CN 201389572 Y CN201389572 Y CN 201389572Y CN 200920127219 U CN200920127219 U CN 200920127219U CN 200920127219 U CN200920127219 U CN 200920127219U CN 201389572 Y CN201389572 Y CN 201389572Y
- Authority
- CN
- China
- Prior art keywords
- die
- flange
- cold extrusion
- mould
- reducing device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images















Landscapes
- Forging (AREA)
Abstract
本实用新型公开了一种圆管冷挤压缩径装置,包括工作台、油缸、模具,所述模具与油缸同轴线地分别固定连接在工作台的上、下平面;模具包括模瓣、模套、法兰,模套呈圆筒状,模套的筒壁圆周均布有导向槽,导向槽的导向轴线与模套轴线相交成2.5~30°夹角;导向槽与模瓣后部的导轨滑动配合,模瓣的前部位于模套的中部空腔中,所有模瓣前端的成型面构成工件缩径成型段的完整外轮廓面,模瓣与下方的法兰活动连接,法兰与油缸的活塞杆同轴固定连接。本实用新型适用于圆管端头或圆管中段的冷挤压缩径,本实用新型与现有技术相比的有益效果是,投资小、占地面积少、结构简单、操作方便、使用安全、产品轴度高、加工余量小、内应力小、工作效率高、模具使用寿命长。
Description
技术领域
本实用新型涉及一种冷挤压装置,特别涉及一种圆管冷挤压缩径装置。
背景技术
现有的圆管端头缩径的冷挤压装置,通常是在四柱压机的通用设备上,利用两个油缸完成工件的冷挤压和脱模,其中一个油缸挤压,另一个油缸用于脱模。中国专利公开号:CN2637027,公开日期2004年9月1日,发明创造名称“使管端头变径的挤压设备”,公开了一种用于管端头变径的挤压设备,该设备虽然只用一个油缸进行挤压和脱模,但又另外设置了一个油缸用于工件夹紧。上述冷挤压装置或设备由于具有双油缸,导致设备或装置体积大、能耗高、占地面积大、设备投资大、效率低,且操作不方便,并存在一定的安全隐患,同时,所挤压的缩径产品同轴度不高、加工余量大。
另外,现有的圆管中段直径小两端直径大的工件冷挤压,通常采用下述两种方式实现,一种方式是选用直径接近中段直径的圆管材料,在液压机上分工序对两端扩口来获得中段直径小两端直径大的圆管工件,此方式虽然模具结构简单,但工序时间长,生产效率低,且两端大直段径存在开口裂纹的质量隐患;另一种方式是,采用圆钢材料进行锻造或冷、温镦粗的方式将两端直径扩大,再用去余料的加工方式在中心位置加工通孔,此方式工序复杂、工序时间长、生产效率低,且浪费原材料;同时,此方式所需设备较多,生产场地面积大,投资高,以上诸方面造成制造成本高。
中国专利公开号:CN200963642,公开日期2007年10月24日,发明创造名称“将圆管挤压成管形部件的冷挤压装置”,公开了本人申请的一种将圆管挤压成管形部件的冷挤压装置的专利技术,在实际生产过程中,该技术利用四柱双油缸压机的冷挤压装置,存在生产成本高、设备能耗高,生产效率不理想,同时,还存在安全隐患、产品同轴度不高、加工余量大的不足。
发明内容
本实用新型的目的就是针对现有技术的不足,对“将圆管挤压成管形部件的冷挤压装置”的进一步改进和完善,提供一种操作方便、安全,投资小,占地面积少、生产效率高,产品同轴度高、加工余量小,内应力小、无开口裂纹质量隐患,既可以完成圆管端头缩径,也可以实现圆管中段缩径的圆管冷挤压缩径装置。
为实现上述目的,本实用新型采用如下技术方案:
一种圆管冷挤压缩径装置,包括工作台、油缸、模具,其特征在于:所述油缸固定连接在工作台下平面,模具固定连接在工作台上平面,且与油缸同轴线;所述模具包括模瓣、模套、法兰,模套呈圆筒状,模套的筒壁圆周均布有导向槽,导向槽的导向轴线与模套轴线相交成α夹角,α夹角的大小为2.5~30°;导向槽与模瓣后部的导轨滑动配合,模瓣的前部位于模套的中部空腔中,模瓣前端的成型面与工件缩径成型段的外轮廓相适应,所有模瓣的成型面构成工件缩径成型段的完整外轮廓面;法兰位于模瓣下方,模瓣与法兰活动连接,法兰与油缸设置的活塞杆同轴线固定连接。
采用以上技术方案的圆管冷挤压缩径装置,油缸活塞杆带动模瓣上下移动,由于导向槽的作用,模瓣移动的同时,其所有模瓣同步向内收缩或同步向外扩张,瓣模的成型面完成组合或分解,实现工件的成型和脱模,所挤压成型的工件既可以是圆管端头缩径,也可以是圆管中段缩径,实现了一个油缸完成工件冷挤压成型和脱模的目的,所挤压产品同轴度好、加工余量小、无开口裂纹的质量隐患、生产效率高。
优选的,导向槽的导向轴线与模套轴线相交的交角α为10~22.5°,以逐渐完成对圆管件的冷挤压,确保产品质量和模具寿命;α太小时,挤压成型的工作行程长,挤压变形的收缩压力较小,不利于挤压成型,且模具高度较高,模具制造成本高;α太大时,模瓣和模套径向受力大,容易导致模具损坏。
优选的,导向槽是“T型槽”或“燕尾槽”结构形式中的一种,能可靠传递模瓣收缩或扩张所需动力,确保模具强度和使用寿命。
进一步优选的,导向槽为“燕尾槽”结构形式,进一步确保模具强度和使用寿命。
优选的,模瓣与法兰的活动连接方式是下列三种结构的连接方式的一种:“燕尾型”结构的滑动配合、“T字型”结构的滑动配合和类似于“燕尾型”或“T字型”结构的滑动配合,确保在油缸活塞杆上下移动时能可靠地推拉模瓣上下移动,同时,满足模瓣径向顺利地收缩或扩张。
进一步优选的,模瓣与法兰的活动连接方式为类似于“T字型”结构的滑动配合,包括带肩螺栓、法兰上的腰形槽构成,带肩螺栓的杆部从法兰的腰形槽中穿过,通过螺纹配合连接在模瓣上,带肩螺栓的肩部位于法兰的下端面外,其肩部直径大于腰形槽的宽度,在满足模瓣运动要求的前提下,结构简单,制造成本低。
优选的,模套的外圆周设置有过盈配合的外模套,并由外模套与工作台连接,减少模具变形,进一步延长模具寿命,同时,当更换内模套时,外模套还可以继续利用,降低模具制造成本。
优选的,导向槽的数量为3~12个,模瓣的数量与导向槽数量相等,在确保模具强度的同时,减少工件缩径段的表面压伤,保证工件表面光整,降低内应力。
优选的,导向槽的数量为8个,进一步确保模具寿命和产品质量;导向槽数量过少,模瓣数量相应减少,工件的缩径段表面易产生压痕或压伤,故产品存在内应力的质量隐患;相反,导向槽数量过多,模瓣数量相应增加,模具寿命降低。
采用上述技术方案的本实用新型圆管冷挤压缩径装置,由一个油缸完成工件冷挤压和脱模过程,既适用于圆管端头缩径,也可用于圆管中段缩径,且不需压紧,模具上方无液压油缸及相关挤压装置遮挡。本实用新型与现有技术相比的有益效果是,投资小、占地面积少、结构简单、操作方便、使用安全、产品轴度高、加工余量小、内应力小、工作效率高、模具使用寿命长。
附图说明
图1是本实用新型实施例1圆管端头冷挤压缩径的夹紧状态示意图;
图2是本实用新型实施例1中的图1的俯视图;
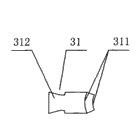
图3是本实用新型实施例1图2中的A部视图;
图4是本实用新型实施例1中模瓣的结构示意图;
图5是本实用新型实施例1图4中的B向视图;
图6是本实用新型实施例1的产品示意图;
图7是本实用新型实施例1的圆管管材坯件示意图;
图8是本实用新型实施例1图1中的C-C剖视图;
图9是本实用新型实施例1的松开件状态示意图;
图10是本实用新型实施例2圆管中段冷挤压缩径的夹紧状态示意图;
图11是本实用新型实施例2中图9的俯视图;
图12是本实用新型实施例2图10中的D部视图;
图13是本实用新型实施例2的模瓣结构示意图;
图14是本实用新型实施例2中图12的E向视图;
图15是本实用新型实施例2的产品示意图;
图16是本实用新型实施例2的圆管管材坯件示意图;
图17是本实用新型模套的导向槽采用“T型槽”的结构示意图;
图18是本实用新型模瓣与法兰连接形式采用“燕尾槽”的结构示意图;
图19是本实用新型模瓣与法兰连接形式采用“T型槽”的结构示意图。
具体实施方式 下面结合附图对本实用新型作进一步的说明,但并不因此将本实用新型限制在下述的实施例中:
实施例1,参见图1、图2、图3、图4、图6,一种用于将圆形管51挤压成摩托车方向锥形立管5的圆管端头冷挤压缩径装置,包括工作台1、油缸2、模具3,其特征在于:所述油缸2固定连接在工作台1下平面,模具3固定连接在工作台1上平面,且与油缸2同轴线;所述模具3包括模瓣31、模套32、法兰33,模套32呈圆筒状,模套32的筒壁圆周均布有导向槽321,导向槽321的导向轴线与模套32轴线相交成α夹角,α夹角的大小为2.5~30°;导向槽321与模瓣31后部的导轨312滑动配合,模瓣31的前部位于模套32的中部空腔中,模瓣31前端的成型面311与摩托车方向锥形立管5缩径成型段的外轮廓相适应,所有模瓣31的成型面311构成摩托车方向锥形立管5缩径成型段的完整外轮廓面;法兰33位于模瓣31下方,模瓣31与法兰33活动连接,法兰33与油缸2设置的活塞杆21同轴线固定连接。
参见图1,所述导向槽321的导向轴线与模套32轴线相交的交角α为10~22.5°。
参见图3、图5、图17,所述导向槽321是“T型槽”或“燕尾槽”结构形式中的一种。
参见图3,所述导向槽321为“燕尾槽”结构形式。
参见图8、图18、图19,所述模瓣31与法兰33的活动连接方式是下列三种结构的连接方式的一种:“燕尾型”结构的滑动配合、“T字型”结构的滑动配合和类似于“燕尾型”或“T字型”结构的滑动配合。
参见图8,所述模瓣31与法兰33的活动连接方式为类似于“T字型”的结构滑动配合,包括带肩螺栓34、法兰33上的腰形槽331构成,带肩螺栓34的杆部从法兰33的腰形槽331中穿过,通过螺纹配合连接在模瓣31上,带肩螺栓34的肩部位于法兰33的下端面外,其肩部直径大于腰形槽331的宽度。
参见图1,所述模套32的外圆周设置有过盈配合的外模套322,并由外模套322与工作台1连接。
参见图1,所述导向槽321的数量为8个,模瓣31的数量与导向槽321数量相等。
实施例2,参见图10、图11、图12、图13、图15,一种用于将圆形管61挤压成摩托车车头管6的圆管中段冷挤压缩径装置,包括工作台1、油缸2、模具3,其特征在于:所述油缸2固定连接在工作台1下平面,模具3固定连接在工作台1上平面,且与油缸2同轴线;所述模具3包括模瓣31、模套32、法兰33,模套32呈圆筒状,模套32的筒壁圆周均布有导向槽321,导向槽321的导向轴线与模套32轴线相交成α夹角,α夹角的大小为2.5~30°;导向槽321与模瓣31后部的导轨312滑动配合,模瓣31的前部位于模套32的中部空腔中,模瓣31前端的成型面311与摩托车车头管6缩径成型段的外轮廓相适应,所有模瓣31的成型面311构成摩托车车头管6缩径成型段的完整外轮廓面;法兰33位于模瓣31下方,模瓣31与法兰33活动连接,法兰33与油缸2设置的活塞杆21同轴线固定连接。
参见图10,所述导向槽321的导向轴线与模套32轴线相交的交角α为10~22.5°。
参见图12、图14、图17,所述导向槽321是“T型槽”或“燕尾槽”结构形式中的一种。
参见图12,所述导向槽321为“燕尾槽”结构形式。
参见图8、图18、图19,所述模瓣31与法兰33的活动连接方式是下列三种结构的连接方式的一种:“燕尾型”结构的滑动配合、“T字型”结构的滑动配合和类似于“燕尾型”或“T字型”结构的滑动配合。
参见图8,所述模瓣31与法兰33的活动连接方式为类似于“T字型”的结构滑动配合,包括带肩螺栓34、法兰33上的腰形槽331构成,带肩螺栓34的杆部从法兰33的腰形槽331中穿过,通过螺纹配合连接在模瓣31上,带肩螺栓34的肩部位于法兰33的下端面外,其肩部直径大于腰形槽331的宽度。
参见图10,所述模套32的外圆周设置有过盈配合的外模套322,并由外模套322与工作台1连接。
参见图10,所述导向槽321的数量为8个,模瓣31的数量与导向槽321数量等。
工作原理 下面结合实施例1摩托车方向锥形立管的端头冷挤压缩径过程对本实用新型圆管冷挤压缩径装置的工作原理进行简要说明:
一种用于将圆形管51挤压成摩托车方向锥形立管5的圆管端头冷挤压缩径装置,其工作过程如下:
参见图1、图6,液压站4启动“工作”,液压站4通过出油口41向油缸2的油腔23中注入压力油,同时,回油口42向液压站4油箱回油,推动活塞、活塞杆21及法兰33上移,法兰33推动紧贴的8个模瓣31及管形坯件51上移,8个模瓣31分别沿模套32的8个燕尾槽321滑动,由于燕尾槽321导向轴线与模具3轴线构成的夹角α,使8个模瓣31向上移动的同时向内收缩,带肩螺栓34的杆部在法兰33的腰形槽331内滑动,在8个模瓣31的成型面311组合成完整的与摩托车方向锥形立管5相适应的型腔面后,油缸2停止工作,完成对摩托车方向锥形立管坯件51的挤压,形成端头缩径的摩托车方向锥形立管5。
参见图1、图7、图8、图9,液压站4“回程”时,液压站4通过回油口42向油缸2的油腔22中注入压力油,出油口41向液压站4油箱回油,推动活塞、活塞杆21及法兰33下移,摩托车方向锥形立管5随法兰33下移,同时,法兰33由8个模瓣31下端的8个带肩螺栓34带动8个模瓣31下移,8个模瓣31分别沿模套32的8个燕尾槽321滑动,8个模瓣31下移的同时向外扩张,8个带肩螺栓34的杆部分别在法兰33的8个腰形槽331内滑动,实现摩托车方向锥形立管5的脱模,当活塞杆21及法兰33回缩至下死点时,油缸停止工作,此时,就可方便地取下摩托车方向锥形立管5,完成一个工作循环。若此时再将摩托车方向锥形立管坯件51放入8个模瓣31形成的空腔中,支撑在法兰33上端面,可进入下一个工作循环。
液压站的工作循环控制,可采用压力控制,也可采用行程开关控制,但均属于现有技术,在此不再赘述。
Claims (9)
1、一种圆管冷挤压缩径装置,包括工作台(1)、油缸(2)、模具(3),其特征在于:所述油缸(2)固定连接在工作台(1)下平面,模具(3)固定连接在工作台(1)上平面,且与油缸(2)同轴线;所述模具(3)包括模瓣(31)、模套(32)、法兰(33),模套(32)呈圆筒状,模套(32)的筒壁圆周均布有导向槽(321),导向槽(321)的导向轴线与模套(32)轴线相交成α夹角,α夹角的大小为2.5~30°;导向槽(321)与模瓣(31)后部的导轨(312)滑动配合,模瓣(31)的前部位于模套(32)的中部空腔中,模瓣(31)前端的成型面(311)与工件缩径成型段的外轮廓相适应,所有模瓣(31)的成型面(311)构成工件缩径成型段的完整外轮廓面;法兰(33)位于模瓣(31)下方,模瓣(31)与法兰(33)活动连接,法兰(33)与油缸(2)设置的活塞杆(21)同轴线固定连接。
2、根据权利要求1所述的圆管冷挤压缩径装置,其特征在于:所述导向槽(321)的导向轴线与模套(32)轴线相交的交角α为10~22.5°。
3、根据权利要求1所述的圆管冷挤压缩径装置,其特征在于:所述导向槽(321)是“T型槽”或“燕尾槽”结构形式中的一种。
4、根据权利要求3所述的圆管冷挤压缩径装置,其特征在于:所述导向槽(321)为“燕尾槽”结构形式。
5、根据权利要求1所述的圆管冷挤压缩径装置,其特征在于:所述模瓣(31)与法兰(33)的活动连接方式是下列三种结构的连接方式的一种:“燕尾型”结构的滑动配合、“T字型”结构的滑动配合和类似于“燕尾型”或“T字型”结构的滑动配合。
6、根据权利要求5所述的圆管冷挤压缩径装置,其特征在于:所述模瓣(31)与法兰(33)的活动连接方式为类似于“T字型”结构的滑动配合,包括带肩螺栓(34)、法兰(33)上的腰形槽(331)构成,带肩螺栓(34)的杆部从法兰(33)的腰形槽(331)中穿过,通过螺纹配合连接在模瓣(31)上,带肩螺栓(34)的肩部位于法兰(33)的下端面外,其肩部直径大于腰形槽(331)的宽度。
7、根据权利要求1所述的圆管冷挤压缩径装置,其特征在于:所述模套(32)的外圆周设置有过盈配合的外模套(322),并由外模套(322)与工作台(1)连接。
8、根据权利要求1所述的圆管冷挤压缩径装置,其特征在于:所述导向槽(321)的数量为3~12个,模瓣(31)的数量与导向槽(321)数量相等。
9、根据权利要求8所述的圆管冷挤压缩径装置,其特征在于:所述导向槽(321)的数量为8个。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN200920127219U CN201389572Y (zh) | 2009-05-05 | 2009-05-05 | 圆管冷挤压缩径装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN200920127219U CN201389572Y (zh) | 2009-05-05 | 2009-05-05 | 圆管冷挤压缩径装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201389572Y true CN201389572Y (zh) | 2010-01-27 |
Family
ID=41596391
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN200920127219U Expired - Fee Related CN201389572Y (zh) | 2009-05-05 | 2009-05-05 | 圆管冷挤压缩径装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201389572Y (zh) |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102601178A (zh) * | 2012-02-24 | 2012-07-25 | 宁波拓普集团股份有限公司 | 一种管材直径修整装置 |
| CN103008486A (zh) * | 2012-12-03 | 2013-04-03 | 镇江市恒源汽车零部件有限公司 | 管件扩口定径机 |
| CN103124603A (zh) * | 2010-08-06 | 2013-05-29 | 美国润滑棒公司 | 手持式扩口工具 |
| CN103182459A (zh) * | 2013-03-21 | 2013-07-03 | 镇江市恒源汽车零部件有限公司 | 管件定径模具 |
| CN103302194A (zh) * | 2013-06-19 | 2013-09-18 | 广州大峰精密工业有限公司 | 消音管的加工工艺 |
| CN104213705A (zh) * | 2014-09-05 | 2014-12-17 | 何华强 | 带安全爬梯的高垂直度的脚手架及立杆制作工艺 |
| CN104511537A (zh) * | 2014-11-14 | 2015-04-15 | 镇江利奥排气技术有限公司 | 一种八瓣腰缩模具 |
| CN104826885A (zh) * | 2015-05-28 | 2015-08-12 | 成都宏明双新科技股份有限公司 | 一种薄壁管径向成型的加工方法 |
| CN104858309A (zh) * | 2015-05-28 | 2015-08-26 | 成都宏明双新科技股份有限公司 | 一种薄壁管径向成型双向进模加工系统 |
| CN105127316A (zh) * | 2015-09-18 | 2015-12-09 | 重庆金仑机械制造有限责任公司 | 一种管端缩口装置及缩口加工方法 |
| CN106216444A (zh) * | 2016-08-31 | 2016-12-14 | 中国重型机械研究院股份公司 | 一种用于无缝钢管端部内外径定径装置 |
| CN106623468A (zh) * | 2015-10-31 | 2017-05-10 | 常州良旭车辆配件有限公司 | 一种缩管模具及其缩管方法 |
| CN107061405A (zh) * | 2016-07-18 | 2017-08-18 | 阜阳市棋剑节能环保设备有限公司 | 钢管缩径机液压油缸的防尘结构 |
| CN108723194A (zh) * | 2018-05-02 | 2018-11-02 | 燕山大学 | 一种复杂内外壁筒形件的成形装置及方法 |
| CN109127927A (zh) * | 2017-06-15 | 2019-01-04 | 宝钢工程技术集团有限公司 | 管端缩口机 |
| CN109530495A (zh) * | 2018-12-29 | 2019-03-29 | 无锡市振华亿美嘉科技有限公司 | 锁支撑口部整形模具 |
| CN110369535A (zh) * | 2019-08-08 | 2019-10-25 | 宁波永灵航空科技有限公司 | 具有端面齿的工件的加工方法及加工模具 |
| CN110640017A (zh) * | 2018-06-27 | 2020-01-03 | 中国石油化工股份有限公司 | 一种复合材料管材压缩成型装置及方法 |
| CN110883140A (zh) * | 2019-12-20 | 2020-03-17 | 东莞市豪准金属制品有限公司 | 一种外圆挤压器 |
| CN110961864A (zh) * | 2019-11-19 | 2020-04-07 | 中国航发贵州黎阳航空动力有限公司 | 一种用于航空发动机进油输油管的成型加工方法 |
| CN112170607A (zh) * | 2020-08-25 | 2021-01-05 | 重庆志齐机械制造有限公司 | 一种减震器定位管的冷加工工艺 |
| US11072018B2 (en) | 2013-10-30 | 2021-07-27 | Ags Company Automotive Solutions Llc | Hand held flaring tool |
| CN113819213A (zh) * | 2021-09-22 | 2021-12-21 | 珠海格力电器股份有限公司 | 一种谐波减速器柔轮组件及谐波减速器 |
| CN114346073A (zh) * | 2021-11-29 | 2022-04-15 | 东风商用车有限公司 | 控制发动机后处理gbd缩径圆柱度的多级校正机构及方法 |
-
2009
- 2009-05-05 CN CN200920127219U patent/CN201389572Y/zh not_active Expired - Fee Related
Cited By (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103124603B (zh) * | 2010-08-06 | 2015-04-29 | 美国润滑棒公司 | 手持式扩口工具 |
| CN103124603A (zh) * | 2010-08-06 | 2013-05-29 | 美国润滑棒公司 | 手持式扩口工具 |
| US10850319B2 (en) | 2010-08-06 | 2020-12-01 | Ags Company Automotive Solutions, Llc | Hand held flaring tool |
| CN102601178B (zh) * | 2012-02-24 | 2014-09-03 | 宁波拓普集团股份有限公司 | 一种管材直径修整装置 |
| CN102601178A (zh) * | 2012-02-24 | 2012-07-25 | 宁波拓普集团股份有限公司 | 一种管材直径修整装置 |
| CN103008486A (zh) * | 2012-12-03 | 2013-04-03 | 镇江市恒源汽车零部件有限公司 | 管件扩口定径机 |
| CN103182459A (zh) * | 2013-03-21 | 2013-07-03 | 镇江市恒源汽车零部件有限公司 | 管件定径模具 |
| CN103302194A (zh) * | 2013-06-19 | 2013-09-18 | 广州大峰精密工业有限公司 | 消音管的加工工艺 |
| CN103302194B (zh) * | 2013-06-19 | 2016-01-20 | 广州大峰精密工业有限公司 | 消音管的加工工艺 |
| US11072018B2 (en) | 2013-10-30 | 2021-07-27 | Ags Company Automotive Solutions Llc | Hand held flaring tool |
| CN104213705A (zh) * | 2014-09-05 | 2014-12-17 | 何华强 | 带安全爬梯的高垂直度的脚手架及立杆制作工艺 |
| CN104511537A (zh) * | 2014-11-14 | 2015-04-15 | 镇江利奥排气技术有限公司 | 一种八瓣腰缩模具 |
| CN104511537B (zh) * | 2014-11-14 | 2016-08-31 | 镇江利奥排气技术有限公司 | 一种八瓣腰缩模具 |
| CN104826885A (zh) * | 2015-05-28 | 2015-08-12 | 成都宏明双新科技股份有限公司 | 一种薄壁管径向成型的加工方法 |
| CN104858309A (zh) * | 2015-05-28 | 2015-08-26 | 成都宏明双新科技股份有限公司 | 一种薄壁管径向成型双向进模加工系统 |
| WO2016188414A1 (zh) * | 2015-05-28 | 2016-12-01 | 成都宏明双新科技股份有限公司 | 一种薄壁管径向成型双向进模加工系统 |
| CN104826885B (zh) * | 2015-05-28 | 2017-05-31 | 成都宏明双新科技股份有限公司 | 一种薄壁管径向成型的加工方法 |
| CN105127316A (zh) * | 2015-09-18 | 2015-12-09 | 重庆金仑机械制造有限责任公司 | 一种管端缩口装置及缩口加工方法 |
| CN106623468A (zh) * | 2015-10-31 | 2017-05-10 | 常州良旭车辆配件有限公司 | 一种缩管模具及其缩管方法 |
| CN107061405A (zh) * | 2016-07-18 | 2017-08-18 | 阜阳市棋剑节能环保设备有限公司 | 钢管缩径机液压油缸的防尘结构 |
| CN107061405B (zh) * | 2016-07-18 | 2018-04-13 | 阜阳市棋剑节能环保设备有限公司 | 钢管缩径机液压油缸的防尘结构 |
| CN106216444B (zh) * | 2016-08-31 | 2018-05-22 | 中国重型机械研究院股份公司 | 一种用于无缝钢管端部内外径定径装置 |
| CN106216444A (zh) * | 2016-08-31 | 2016-12-14 | 中国重型机械研究院股份公司 | 一种用于无缝钢管端部内外径定径装置 |
| CN109127927A (zh) * | 2017-06-15 | 2019-01-04 | 宝钢工程技术集团有限公司 | 管端缩口机 |
| CN108723194A (zh) * | 2018-05-02 | 2018-11-02 | 燕山大学 | 一种复杂内外壁筒形件的成形装置及方法 |
| CN110640017A (zh) * | 2018-06-27 | 2020-01-03 | 中国石油化工股份有限公司 | 一种复合材料管材压缩成型装置及方法 |
| CN110640017B (zh) * | 2018-06-27 | 2021-06-22 | 中国石油化工股份有限公司 | 一种复合材料管材压缩成型装置及方法 |
| CN109530495A (zh) * | 2018-12-29 | 2019-03-29 | 无锡市振华亿美嘉科技有限公司 | 锁支撑口部整形模具 |
| CN110369535A (zh) * | 2019-08-08 | 2019-10-25 | 宁波永灵航空科技有限公司 | 具有端面齿的工件的加工方法及加工模具 |
| CN110961864A (zh) * | 2019-11-19 | 2020-04-07 | 中国航发贵州黎阳航空动力有限公司 | 一种用于航空发动机进油输油管的成型加工方法 |
| CN110883140A (zh) * | 2019-12-20 | 2020-03-17 | 东莞市豪准金属制品有限公司 | 一种外圆挤压器 |
| CN110883140B (zh) * | 2019-12-20 | 2024-05-17 | 东莞市豪准金属制品有限公司 | 一种外圆挤压器 |
| CN112170607A (zh) * | 2020-08-25 | 2021-01-05 | 重庆志齐机械制造有限公司 | 一种减震器定位管的冷加工工艺 |
| CN113819213A (zh) * | 2021-09-22 | 2021-12-21 | 珠海格力电器股份有限公司 | 一种谐波减速器柔轮组件及谐波减速器 |
| CN114346073A (zh) * | 2021-11-29 | 2022-04-15 | 东风商用车有限公司 | 控制发动机后处理gbd缩径圆柱度的多级校正机构及方法 |
| CN114346073B (zh) * | 2021-11-29 | 2023-10-24 | 东风商用车有限公司 | 控制发动机后处理gbd缩径圆柱度的多级校正机构及方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201389572Y (zh) | 圆管冷挤压缩径装置 | |
| CN205056771U (zh) | 一种用于三通管内高压成形的柔性模具装置 | |
| CN101947567A (zh) | 冷挤成型车用平头六角螺栓的加工工艺及其加工设备 | |
| CN202316740U (zh) | 汽车驱动桥桥壳琵琶孔压模成型机床 | |
| CN206240959U (zh) | 一种齿轮轴花键孔冷挤压机 | |
| CN103949523A (zh) | 一种用于复杂管件内高压成形的设备及其使用方法 | |
| CN103042087B (zh) | 一种小口径液压波纹管成型工艺及其设备 | |
| CN206981470U (zh) | 一种用于短薄壁管类零件的整形模具 | |
| CN111822576B (zh) | 一种带油槽空心轴的旋压加工方法 | |
| CN105081161A (zh) | 一种转向节锻造毛坯实现无飞边锻造的方法 | |
| CN210045778U (zh) | 一种热挤压三通管接头坯件的模具 | |
| CN201482811U (zh) | 三缸制头机 | |
| CN204338600U (zh) | 锥形管冷挤压成形装置 | |
| CN219151180U (zh) | 一种冷拔机 | |
| CN111054868A (zh) | 一种制造三通管件的装置及其应用 | |
| CN102641937A (zh) | 带支撑模的y型三通成型设备 | |
| CN110560624B (zh) | 一种转向摇臂轴自动化锻造生产单元 | |
| CN102274904B (zh) | 一种热水器内胆组对机 | |
| CN202343609U (zh) | 铝无缝管型材挤压机 | |
| CN201164872Y (zh) | 摩托车转向器阶梯型立管坯件的复合成型模具 | |
| CN201735644U (zh) | 热水器内胆组对机的中筒整形机构 | |
| CN202162303U (zh) | 一种热水器内胆组对机 | |
| CN201423409Y (zh) | 制造液压制动泵调整活塞用模具 | |
| CN204842814U (zh) | 一种用于微晶铁芯的自调式复合液压机 | |
| CN204953796U (zh) | 轴管空心管加工模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20100127 Termination date: 20110505 |