CN1683105A - 用于制造斜齿轮的方法 - Google Patents
用于制造斜齿轮的方法 Download PDFInfo
- Publication number
- CN1683105A CN1683105A CNA2005100717994A CN200510071799A CN1683105A CN 1683105 A CN1683105 A CN 1683105A CN A2005100717994 A CNA2005100717994 A CN A2005100717994A CN 200510071799 A CN200510071799 A CN 200510071799A CN 1683105 A CN1683105 A CN 1683105A
- Authority
- CN
- China
- Prior art keywords
- helical gear
- gear member
- gear
- make
- gearhead
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/025—Chucks for gears
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F19/00—Finishing gear teeth by other tools than those used for manufacturing gear teeth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F9/00—Making gears having teeth curved in their longitudinal direction
- B23F9/08—Making gears having teeth curved in their longitudinal direction by milling, e.g. with helicoidal hob
- B23F9/082—Making gears having teeth curved in their longitudinal direction by milling, e.g. with helicoidal hob with a hob
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23F—MAKING GEARS OR TOOTHED RACKS
- B23F9/00—Making gears having teeth curved in their longitudinal direction
- B23F9/08—Making gears having teeth curved in their longitudinal direction by milling, e.g. with helicoidal hob
- B23F9/10—Making gears having teeth curved in their longitudinal direction by milling, e.g. with helicoidal hob with a face-mill
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/14—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass gear parts, e.g. gear wheels
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T279/00—Chucks or sockets
- Y10T279/28—Chucks or sockets for gear or spline molding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49462—Gear making
- Y10T29/49467—Gear shaping
- Y10T29/49476—Gear tooth cutting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49995—Shaping one-piece blank by removing material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49995—Shaping one-piece blank by removing material
- Y10T29/49996—Successive distinct removal operations
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/10—Gear cutting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/10—Gear cutting
- Y10T409/101431—Gear tooth shape generating
- Y10T409/10159—Hobbing
- Y10T409/101749—Process
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/10—Gear cutting
- Y10T409/101431—Gear tooth shape generating
- Y10T409/10159—Hobbing
- Y10T409/101749—Process
- Y10T409/101908—Generating tooth for bevel gear
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/10—Gear cutting
- Y10T409/101431—Gear tooth shape generating
- Y10T409/103816—Milling with radial faced tool
- Y10T409/103975—Process
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/10—Gear cutting
- Y10T409/101431—Gear tooth shape generating
- Y10T409/103816—Milling with radial faced tool
- Y10T409/104134—Adapted to cut bevel gear
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/10—Gear cutting
- Y10T409/107791—Using rotary cutter
- Y10T409/10795—Process
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/10—Gear cutting
- Y10T409/10954—Work dividing or checking of work position or division
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/10—Gear cutting
- Y10T409/109699—Gear cutting with work clamping
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/27—Centerer
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Gears, Cams (AREA)
- Forging (AREA)
Abstract
用于制造斜齿轮的方法,包括下列步骤:提供具有齿轮头的斜齿轮坯件,通过同步切削齿轮齿顶端槽脊、齿轮齿侧面轮廓和齿根面以在斜齿轮坯件的齿轮头上形成齿轮齿,从而通过使用端面滚铣过程形成未精加工的斜齿轮构件,并且使用所述齿轮齿的顶端槽脊作为未精加工斜齿轮构件的定心基准来加工未精加工斜齿轮构件的至少一个选取表面以形成成品。该方法适用于制造既具有从齿轮头轴向延伸的轴的斜齿轮构件,也适于制造不带轴的斜齿轮构件。使用该方法制造的斜齿轮构件显示出减小的偏离并且需要更简单、更便宜的工具。
Description
技术领域
本发明涉及用于制造齿轮的方法,更具体地说,涉及通过将齿轮齿顶端槽脊作为基准来制造具有减小的偏心率斜齿轮的方法。
背景技术
用于制造具有轴的斜齿轮的传统方法包含几个步骤。首先,将未加工的锻料或棒料加工成包括用作制造定位点或基准的中心孔的坯件。如果需要的话,坯件可以包括螺纹或花键,或者可以在后面的操作中添加螺纹或花键。在制成坯件以后,在工件中切削出齿轮齿。
按照惯例,螺旋斜齿轮对以及准双曲面齿轮对不是通过利用间歇逐齿分度端铣方法,就是以连续分度端面滚铣方法生产的。直到最近,齿轮齿的端铣仍是优选的方法。一些齿轮制造商,尤其是那些为车辆应用而制造螺旋锥以及准双曲面齿轮的齿轮制造商,在最近已经采用了端面滚铣生产工艺。在端面滚铣机中,使用了支承有多个成组安装的刀片的圆形端面滚刀式旋转刀具,并且工件(齿轮坯件)和刀具以定时关系连续旋转直至整个零件完成加工。在切削过程中,工件以旋转方式分度,这样当齿轮或小齿轮构件被切削时,每个连续的刀片组就与连续的齿槽相啮合。同端面铣削方法相比,端面滚铣方法需要较少的加工步骤和更少的加工时间。
通常情况下,在切削齿轮齿廓时并不同时加工齿轮齿的齿顶端槽脊,这就造成齿轮齿节线与顶端槽脊间存在很大的偏心率。为加工这些齿轮,就不得不为齿轮增加如中心之类的表面,或购置并维护诸如齿轮周节线卡盘之类的昂贵且复杂的设备。
因此,需要一种改进的能够克服传统独立式驱动轴的缺点的方法来制造斜齿轮。
发明内容
本发明提供了一种新颖的制造斜齿轮的方法。依照本发明的方法包括如下步骤:提供一种具有齿轮头的斜齿轮坯件,通过同时切削齿轮齿顶端槽脊、齿轮齿侧面轮廓和底部槽脊而在斜齿轮坯件的齿轮头上形成齿轮齿,从而使用端面滚铣过程形成未精加工的斜齿轮构件,并且使用齿轮齿的顶端槽脊作为对精加工的斜齿轮构件进行定心的基准点来加工未精加工斜齿轮构件的至少一个选取表面,从而形成成品。该方法适用于制造既具有从齿轮头轴向延伸的轴以及没有轴的这两种斜齿轮构件。
因此,本发明提出了一种制造斜齿轮方法的新颖的配置。通过同时切削齿轮齿顶端槽脊、齿轮齿侧面轮廓和底部槽脊以形成齿轮齿从而形成未精加工的斜齿轮构件,并且使用齿轮齿的顶端槽脊作为对未精加工的斜齿轮构件进行定心的基准点来加工未精加工斜齿轮构件的至少一个选取表面,基本上在齿轮齿顶端槽脊和齿轮底部槽脊之间不会造成偏心率。因此,依照本发明制造的斜齿轮构件显示了基本上减小的偏心率且具有更简单的结构,需要更简单、更便宜的工具来加工齿轮构件,且齿轮构件更容易保持对准的偏心率并且更加容易维护。可以设置偏心率从而降低车辆噪音级别。
还有,同步切削出齿轮齿顶和齿轮齿廓形状的方法省去了一个后序的加工操作,改善了齿轮轮齿的节线偏心率的一致性及精度,提高了部件质量并降低了制造成本。另外,本发明的齿轮刀片考虑到了较大的制造灵活性,因为切削刃尺寸可以很容易地进行修改,从而提供了这样一种机械加工能力,即在坯料加工中无需精确控制其齿端槽脊,而又能加工出形状更接近于成品的那种锻造坯件。
附图说明
通过研究下面有附图的说明,本发明的其它目的和优点会更清楚,其中:
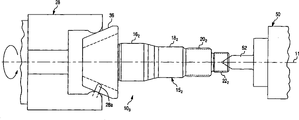
图1是依照本发明的优选实施例的工件的侧视图;
图2是由定心环支撑的依照本发明的优选实施例的工件的侧视图;
图3是依照本发明的优选实施例的整体式齿轮坯件的侧视图;
图4是依照本发明的优选实施例的未精加工的斜齿轮构件的侧视图;
图5A是依照本发明的整体式齿轮坯件的齿轮头的部分立体图,刀片在该齿轮头上进行操作;
图5B是图5A的刀片的视图,显示了其切削刃的几何结构;
图6是简化剖视图,显示了依照本发明的优选实施例在端面滚铣机上执行齿轮齿切削操作;
图7是依照本发明的优选实施例在精加工操作中由定心环和后轴支撑的未精加工斜齿轮构件的侧视图;
图8是依照本发明的优选实施例制造的斜齿轮构件的立体图;
图9是在精加工操作中由定心环支撑的依照本发明的另一个实施例的环形齿轮的侧视图。
具体实施方式
现在将参照附图描述本发明的优选实施例。
本发明涉及用于制造斜齿轮的方法。本发明的优选实施例描述了用于制造具有用于在齿轮箱内部支撑齿轮构件的轴的斜齿轮构件的过程,例如用于车辆驱动轴的主传动装置的准双曲面和/或螺旋小齿轮传动齿轮构件。应当知道,用于制造本发明的优选实施例的斜齿轮的方法也可以用于制造包括齿轮头和轴的任何斜齿轮构件,其中齿轮头部具有任意的适用轮齿形状,诸如螺旋形、准双曲面形、直齿形等。
用于制造依照本发明的优选实施例的具有轴的斜齿轮的方法包含几个步骤。
首先,通过锻造、铸造或本领域中已知的任何其它适当方式形成图1中所示的未加工工件101。工件101最好是优选通过锻造形成的整体式单件金属部件。工件101具有齿轮头121和从齿轮头121同轴延伸的轴151。工件101具有在前端24和后端26之间延伸的中线11。工件101的轴151还配设有第一轴承座部161、第二轴承座部181、后部201和具有变化直径的尾部221。工件101的齿轮头121具有齿面角表面141和背面表面131。
如图2所示,然后工件101被加工而同时由定心环(或定位器)28支撑着,且定心环28与工件101的齿轮头121的齿面角表面141接合。在加工操作期间,余量材料从工件101的轴151以及齿轮头121的背面表面131上移除,因此形成如图3所示的整体式齿轮坯件102,从而为齿切削操作做好准备。在加工操作期间移除的余量材料在图2中使用虚线显示并且大体上由附图标记M表示。
如图3所示,整体式齿轮坯件102具有齿轮头122和从齿轮头122同轴延伸的加工轴152。齿轮坯件102的轴152还配设有第一轴承座部162、第二轴承座部182、后部202和具有变化直径的尾部222。可以理解,齿轮坯件102的后部202可以包括花键21,而尾部222可以包括螺纹23,而这些是在形成整体式齿轮坯件102的上一个步骤中按照需要形成的。或者,可以在后面的操作中添加花键21和/或螺纹23。整体式齿轮坯件102还包括在其后端26处形成的后部中心孔29,它用作制造定位点或基准点。后部中心孔29配备来容纳后轴50的定心销52(如图7所示),从而将齿轮坯件10完全地支撑在机床上。整体式齿轮坯件102的齿轮头122具有齿面角表面141和加工的背面表面132。
在制成坯件操作以后,在齿轮坯件102中切削出多个齿轮齿32从而形成图4中所示的本发明的未精加工斜齿轮构件103。如图所示,每个齿轮齿32包括成对的相对侧面轮廓34和顶端槽脊36。齿轮齿32被齿根面(bottom land)38隔开。如图5中进一步所示,使用齿轮刀片40(图5A中仅显示了一个齿轮刀片)对齿轮齿32进行切削,其中齿轮刀片40配备用来同步切削其顶端槽脊(topland)36与齿轮齿32的侧面轮廓34和齿根面38。此方法公开于号为6,536,999的美国专利中,该专利受让给本专利的受让人,并且在此引入作为参照。
如图5B所示,刀片40包括柄42和在其远端43处形成的切削构件44。刀片40的切削构件44的前端面配设有切削刃45,通常只是在其一侧上配设。切削刃45包括用于切削齿轮齿32的侧面轮廓34的第一段46以及用于切削齿轮齿32的顶端槽脊36的第二段47。因此,第一段46界定了齿侧面轮廓切削刃并且第二段47界定了齿顶端槽脊切削刃。
切削刃45的第一段46从切削构件44的末梢48处以预定的轴向压力角B延伸出来。很显然,切削刃45的第一段46的轴向压力角B取决于齿轮齿的侧面所期望的角度。当在此使用时,“轴向压力角”定义为切削刃45的第一段46和刀片40的中心轴41之间的角度。切削刃45的第二段47的特征在于具有宽度W,如图5C所示。从切削构件44的末梢48到切削刃45的第一段46和第二段47交接点的距离C是切削构件44的切削刃45的第一段46的高度。距离C基本上等于齿轮齿32的整个厚度。
因此,齿轮刀片40通过切削刃45的第一段46切削出齿轮齿32的侧面轮廓34,并且同时通过切削刃45的第二段47形成至少一基本部分的齿轮齿32的齿顶端槽脊36。如图5A和5B所示,切削刃45的第二段47的尺寸可以设计成能够切削出齿轮齿32的整个齿顶端槽脊36。
同步切削出齿轮齿顶槽脊和齿轮齿侧面轮廓的方法,省去了一个后序的加工操作,改善了齿轮轮齿整个厚度的一致性及精度,提高了部件质量并降低了制造成本。另外,本发明的齿轮刀片考虑到了较大的制造灵活性,因为切削刃尺寸可以很容易地进行修改,从而提供了这样一种机械加工能力,即在坯料加工中无需精确控制其齿端槽脊,而又能加工出形状更接近于成品的那种锻造坯件。
如图6所示,在齿轮齿切削操作期间,齿轮坯件102的轴152最好是由收集卡盘56夹持并且齿轮齿32通过端面滚铣机60上的端面滚铣过程切削出来。
在齿切削操作期间,如图6所示,余量材料从齿轮坯件102的齿轮头122的齿面角表面141上移除,因此形成如图4所示的未精加工的斜齿轮构件103,它包括具有多个齿轮齿32的齿轮头123。应当知道,在齿切削操作期间可以形成任何适用的齿型,例如螺旋、准双曲面、直齿形等。
本领域的普通技术人员应该懂得,如图4所示的斜齿轮构件103的齿轮头123的齿面角表面142是由齿轮齿32的齿顶端槽脊36限定的。另外,因为齿轮齿顶端槽脊36与齿轮齿侧面轮廓34是在同一台机器上加工并且使用同一刀片,因此齿顶端槽脊36和底部槽脊38同心程度非常高。因此,齿轮齿32的顶端槽脊36(或齿轮头123的齿面角表面142)可以用作后序加工操作的制造基准和/或制造定位表面。换句话说,上述制造过程中切削出的齿轮齿32的顶端槽脊36与齿轮齿32节圆的同心程度极高,所以位于该齿轮齿32顶端槽脊36上的定心环(或定位器)28中的偏离就精确地填补了不考虑由其它操作造成的偏差,从中心线11测得的该齿轮齿周节圆的偏离。使用标准指示计量器可以很容易地检测出以齿轮齿32的顶端槽脊36(或齿面角表面142)为定位表面的偏离及磨损。
齿轮齿切削操作之后的下一个步骤是使用多种常见的热处理方法对未精加工的齿轮构件103进行热处理。通过热处理而硬化的齿轮齿32比柔软的齿轮齿更坚固并且更耐磨损。轴152在硬化操作之后具有更好的扭转强度。通常情况下,在热处理之后,如果需要的话,具有轴的准双曲面齿轮和螺旋斜齿轮将被矫直。
最后,最终加工操作是对未精加工的斜齿轮构件103的轴承座部162和182进行精加工。在精整加工操作过程中,如图7所示,未精加工的斜齿轮构件103由定心环(或定位器)28支撑,定心环28置于齿轮头123的齿轮齿32的顶端槽脊36(或齿面角表面142)上并且后轴50的定位销52与未精加工斜齿轮构件103的后端26中的后部中心孔29接合。未精加工的斜齿轮构件103由定心环28通过与齿轮齿32接合的驱动销28a驱动。
因此,齿轮齿32的顶端槽脊36被用作未精加工斜齿轮构件103的一端上的定位基准点。在未精加工斜齿轮构件103的另一端上,后轴50的定位销52被用作定位基准点。或者,花键中径被用作定位基准点。如果此时需要加工花键外径,如同更常见的为减小传动轴偏离,轴152在制成坯件时所采用的方式是后部202的直径在制成坯件中足够小,从而在热处理之后不需要进行加工。
后期热处理加工操作形成成品——图8中所示的斜齿轮构件10。如图8所示,斜齿轮构件10最好是小齿轮驱动齿轮,如用于车辆驱动轴的主传动装置。本领域的普通技术人员都知道,用于制造本发明的优选实施例的斜齿轮的方法也可以用于制造包括齿轮头和轴的任何斜齿轮构件,其中齿轮头部具有任意的适用齿型,例如螺旋形、准双曲面形、直齿形等。
或者,本发明的方法适用于制造无轴的齿轮构件,例如具有基本上环形齿轮头112的环形齿轮构件110。环形齿轮构件110的齿轮头112的齿轮齿132是使用齿轮刀片切削的,齿轮刀片用来采用与上文中描述的本发明的优选实施例中基本相同的切削过程同步切削齿轮齿132的侧面轮廓和底部槽脊及其顶端槽脊136。在齿132被切削之后,使用多种常见的热处理方法硬化环形齿轮构件110。然后后期热处理,或精整,加工操作或操作可以被简化(图9)从而实现与所述的具有轴的齿轮构件类似的优点。更具体地说,在最终加工操作期间,如图9所示,环形齿轮构件110由定心环(或定位器)128支撑,而定心环128置于环形齿轮构件110的齿轮齿132(或齿面角表面114)的顶端槽脊136上并且自定心卡盘129与环形齿轮构件110的外周边表面115接合。因此,齿轮齿132的顶端槽脊136被用作环形齿轮构件110的一端上的定位基准。在该位置中,环形齿轮构件110的内周边表面116和/或背面表面113被精加工。
因此,本发明提出了制造斜齿轮方法的一种新颖配置,包括通过同时切削齿轮齿顶端槽脊、齿轮齿侧面轮廓和齿根面以形成齿轮齿从而形成未精加工的斜齿轮构件的步骤,因此在齿轮齿顶端槽脊和齿轮底部槽脊之间没有造成偏差,并且使用齿轮齿的顶端槽脊作为未精加工斜齿轮构件的定心基准来加工未精加工斜齿轮构件的至少一个选取表面。因此,依照本发明制造的斜齿轮构件显示了实质减小的偏差且具有更简单的结构,采用更简单便宜的工具来加工齿轮表面,更易于校准偏心率并且更易于维护。可以控制偏差以降低车辆噪声水准。
上述本发明的优选实施例的描述是依照专利法规的条款而进行说明的。它并不能详尽描述本发明或将本发明精确限定于所公开的形式。可以根据上述指导做出各种明显的修改或改变。上文中公开的实施例是选择用来最佳地显示本发明的原理及其实际应用,从而使本领域的普通技术人员能够以多种实施方式最佳地利用本发明并根据具体应用对本发明作各种修改,只要遵循在此描述的原理即可。因此,在上偏离上述发明的主旨及范围的情况下,可以对其进行修改。本发明的范围还由所附权利要求书界定。
Claims (11)
1.一种用于制造斜齿轮构件的方法,所述方法包括下列步骤:
a)提供具有齿轮头的斜齿轮坯件;
b)通过同步切削齿轮齿顶端槽脊、齿轮齿侧面轮廓和齿根面而在所述斜齿轮坯件的所述齿轮头上形成齿轮齿,从而形成未精加工的斜齿轮构件;和
c)使用所述齿轮齿的所述顶端槽脊作为用于对所述未精加工斜齿轮构件进行定心的基准来加工所述未精加工的斜齿轮构件的至少一个选取表面。
2.如权利要求1所述的用于制造斜齿轮构件的方法,其中,所述斜齿轮坯件是单件整体式工件。
3.如权利要求2所述的用于制造斜齿轮构件的方法,其中,所述整体式工件是由锻造和铸造工艺之一形成的。
4.如权利要求1所述的用于制造斜齿轮构件的方法,其中,所述斜齿轮坯件还具有从所述齿轮头同轴地延伸的轴。
5.如权利要求4所述的用于制造斜齿轮构件的方法,其中,提供所述整体式斜齿轮坯件的步骤包括下列步骤:
形成具有所述齿轮头和所述轴的斜齿轮工件;
使用所述工件的所述齿轮头的齿面角表面作为用于对所述工件进行定心的定位表面,对所述工件的所述轴进行加工,从而形成所述整体式斜齿轮坯件。
6.如权利要求5所述的用于制造斜齿轮构件的方法,其中,所述斜齿轮工件是由锻造和铸造工艺之一形成的。
7.如权利要求1所述的用于制造斜齿轮构件的方法,其中,所述斜齿轮构件是小齿轮构件,包括齿轮头和具有第一轴承座部和第二轴承座部的轴,并且其中加工所述未精加工斜齿轮构件的至少一个选取表面的步骤包括加工所述小齿轮构件的所述第一轴承座部和所述第二轴承座部中的至少一个的步骤。
8.如权利要求1所述的用于制造斜齿轮构件的方法,其中,所述斜齿轮构件是具有内周边表面和背面表面的环形齿轮构件,并且其中加工所述未精加工斜齿轮构件的至少一个选取表面的步骤包括加工所述环形齿轮构件的所述内周边表面与所述背面表面中的至少一个的步骤。
9.如权利要求1所述的用于制造斜齿轮构件的方法,
还包括在形成齿轮齿的步骤(b)之后,在加工所述未精加工斜齿轮构件的至少一个选取表面的步骤(c)之前使用热处理工艺硬化所述斜齿轮构件的步骤。
10.如权利要求1所述的用于制造斜齿轮构件的方法,其中,形成齿轮齿的步骤(b)是端面滚铣过程。
11.如权利要求1所述的用于制造斜齿轮构件的方法,其特征在于,形成齿轮齿的步骤(b)使用齿轮刀片,每个齿轮刀片都包括柄和具有切削刃的切削构件,切削刃具有从所述柄的远端以给定的轴向压力角延伸并且尺寸设计成切削所述斜齿轮坯件的所述齿轮齿的至少一个侧面轮廓的的第一段,以及基本上垂直于所述刀片的中心轴并且尺寸设计成切削所述齿轮齿的顶端槽脊的至少相当一部分的第二段,这样每个所述齿轮刀片就与所述斜齿轮构件的所述侧面轮廓同时形成所述斜齿轮构件的所述齿的所述顶端槽脊的至少相当一部分。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/799,702 | 2004-03-15 | ||
| US10/799,702 US7188420B2 (en) | 2004-03-15 | 2004-03-15 | Method for manufacturing bevel gears |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1683105A true CN1683105A (zh) | 2005-10-19 |
Family
ID=34838869
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA2005100717994A Pending CN1683105A (zh) | 2004-03-15 | 2005-03-15 | 用于制造斜齿轮的方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7188420B2 (zh) |
| EP (1) | EP1577042B1 (zh) |
| CN (1) | CN1683105A (zh) |
| AU (1) | AU2005201116A1 (zh) |
| BR (1) | BRPI0501327A (zh) |
| DE (1) | DE602005001064T2 (zh) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102713359A (zh) * | 2010-05-27 | 2012-10-03 | 施奥泰尔有限公司 | 用于锥齿轮传动装置的锥齿轮 |
| CN103212754A (zh) * | 2013-05-08 | 2013-07-24 | 安徽安凯福田曙光车桥有限公司 | 一种用于桥壳主减速器上的螺旋锥齿轮的加工方法 |
| CN103707018A (zh) * | 2013-12-13 | 2014-04-09 | 江苏飞船股份有限公司 | 车用锥齿轮轴制造方法 |
| CN104023910A (zh) * | 2012-02-24 | 2014-09-03 | 爱信艾达株式会社 | 旋转加工机 |
| CN104148741A (zh) * | 2013-05-14 | 2014-11-19 | Ge亚飞欧有限责任公司 | 用于加工齿轮的方法和自动机器 |
| CN108247422A (zh) * | 2017-12-29 | 2018-07-06 | 成都弘佛科技有限公司 | 一种用于数控加工机床中轴颈类零件的自动找正方法 |
| CN113732635A (zh) * | 2021-09-03 | 2021-12-03 | 浙江捷众科技股份有限公司 | 一种车窗升降系统专用斜齿齿轮的加工工艺及其加工设备 |
| CN113798601A (zh) * | 2021-09-03 | 2021-12-17 | 中国航发哈尔滨东安发动机有限公司 | 齿轮齿根加工方法 |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8069698B2 (en) * | 2008-04-11 | 2011-12-06 | Musashi Seimitsu Kogyo Kabushiki Kaisha | Trim and pierce press assembly and method of use |
| DE102008063858A1 (de) * | 2008-12-19 | 2010-07-01 | Gebr. Heller Maschinenfabrik Gmbh | Werkzeugmaschine und Verfahren zur Herstellung von Verzahnungen |
| JP5423460B2 (ja) * | 2010-02-12 | 2014-02-19 | 株式会社ジェイテクト | 揺動歯車の加工方法および加工装置 |
| DE102010039251B4 (de) * | 2010-08-12 | 2014-11-27 | Hirschvogel Umformtechnik Gmbh | Rohling eines Maschinenbauteils, das Zähne umfasst, sowie Herstellungsverfahren eines solchen Maschinenbauteils |
| CN102689194A (zh) * | 2012-05-28 | 2012-09-26 | 周卫星 | 用于差速器半轴齿轮毛坯综合金加工的定位夹具 |
| CN102773566B (zh) * | 2012-06-04 | 2014-06-25 | 常州信息职业技术学院 | 一种在普通滚齿机上加工小锥角斜齿轮的方法及装置 |
| JP6347122B2 (ja) * | 2014-03-11 | 2018-06-27 | 日本精工株式会社 | トロイダル型無段変速機 |
| CN103909389A (zh) * | 2014-03-12 | 2014-07-09 | 苏州锻压厂有限责任公司 | 一种高速列车齿轮的制造方法 |
| CN104070334B (zh) * | 2014-06-30 | 2016-08-24 | 无锡市崇安区科技创业服务中心 | 一种弧形锥齿轮的制造工艺 |
| CN104874869A (zh) * | 2015-05-07 | 2015-09-02 | 谢博 | 一种圆锥齿轮旋攻机构 |
| CN106271476A (zh) * | 2016-08-31 | 2017-01-04 | 重庆智展齿轮传动有限公司 | 60°锥齿轮加工工艺 |
| CN106392658B (zh) * | 2016-11-18 | 2018-09-14 | 遵义鑫航通科技发展有限公司 | 具有联动送料功能的冰箱下梁加工设备 |
| KR20210045489A (ko) * | 2018-09-07 | 2021-04-26 | 더 글리슨 웍스 | 기어 제조기에 피가공물을 적재 및 배치하기 위한 방법 및 장치 |
| CN109915579A (zh) * | 2018-12-24 | 2019-06-21 | 南京儒一航空机械装备有限公司 | 一种直齿锥齿轮及制造工艺 |
| KR102107933B1 (ko) * | 2019-06-12 | 2020-05-07 | 임상홍 | 피니언샤프트의 선삭 가공방법 |
| DE102020111838A1 (de) * | 2020-04-30 | 2021-11-04 | Präwema Antriebstechnik GmbH | Verfahren zum Bearbeiten des Kopfkreisdurchmessers und Werkzeug zum Erzeugen eines Zahnrads |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2417409A (en) | 1941-11-03 | 1947-03-18 | Garrison Machine Works Inc | Gear chuck |
| US2865643A (en) | 1957-06-27 | 1958-12-23 | John J Parker | Edge clamping chuck |
| US2879070A (en) * | 1957-11-07 | 1959-03-24 | Garrison Machine Works Inc | Locating stud |
| US3108412A (en) | 1960-10-13 | 1963-10-29 | Erickson Tool Co | Chuck for gears and the like |
| US3176997A (en) | 1962-01-08 | 1965-04-06 | John J Parker | Fixture for supporting ring gears |
| GB1065095A (en) | 1963-09-11 | 1967-04-12 | Kurt Graf Blucher Von Wahlstat | Chuck for bevel gears |
| US3368455A (en) | 1965-12-10 | 1968-02-13 | Gleason Works | Gear cutting machine with stock-divider |
| US3508462A (en) | 1968-09-03 | 1970-04-28 | Ernest Wildhaber | Method and means for producing teeth and lobes |
| US3541921A (en) | 1968-10-01 | 1970-11-24 | Gleason Works | Apparatus for transferring work blanks and workpieces in bevel gear making machines |
| US3635323A (en) | 1968-10-01 | 1972-01-18 | Gleason Works | Work holders for use with apparatus for transferring work blanks and workpieces in bevel-gear-making machines |
| US3554079A (en) | 1968-10-01 | 1971-01-12 | Gleason Works | Chamfering means |
| DE2139737C3 (de) | 1971-08-07 | 1975-02-27 | Zahnradfabrik Friedrichshafen Ag, 7990 Friedrichshafen | Werkzeug zum stirnseitigen Entgraten von Zahnrädern mit entsprechend der Neigung der Stirnseite selbsttätig einstellbarem Entgratmesser |
| JPS49132693A (zh) * | 1973-04-24 | 1974-12-19 | ||
| US4045987A (en) | 1976-03-02 | 1977-09-06 | Lear Siegler, Inc. | Gear rolling equipment |
| GB8925360D0 (en) * | 1989-11-09 | 1989-12-28 | Sandvik Ltd | Milling cutters |
| US5116173A (en) | 1991-02-26 | 1992-05-26 | The Gleason Works | Method of generating bevel and hypoid gears |
| US5135810A (en) | 1991-03-11 | 1992-08-04 | Dana Corporation | Method of machining and structure of machined pinion gear |
| US5251510A (en) | 1991-09-17 | 1993-10-12 | Dana Corporation | Ring gear fixture and machining process therefor |
| US5374142A (en) * | 1992-12-03 | 1994-12-20 | Dana Corporation | Tip relief cutter blades |
| US5292212A (en) | 1993-04-05 | 1994-03-08 | Caterpillar Inc. | Apparatus for positioning a gear blank |
| KR950008007A (ko) | 1993-09-07 | 1995-04-15 | 수우 에이 그리핀 | 공작물을 기계가공하도록 회전시키는 장치 및 기계 가공에 의한 제품 형성 방법 |
| DE4443513C1 (de) | 1994-12-07 | 1995-12-14 | Klingelnberg Soehne | Verfahren zum Erzeugen kontinuierlicher Korrekturen an bogenverzahnten Kegelrädern |
| DE69712607T2 (de) | 1996-02-29 | 2002-12-12 | Gleason Works | Verfahren zum bearbeiten von zahnrädern während des teilens |
| DE19624685C1 (de) | 1996-06-20 | 1997-02-20 | Oerlikon Geartec Ag | Rundstabmesser und insbesondere dafür vorgesehener Messerkopf |
| US5716174A (en) | 1996-08-29 | 1998-02-10 | The Gleason Works | Tool feeding method |
| IT1284594B1 (it) | 1996-09-26 | 1998-05-21 | Nuova Trasmisssione S R L | Macchina utensile a controllo numerico per l'esecuzione di lavorazioni di tornitura e di dentatura di pezzi meccanici |
| JP3400690B2 (ja) | 1996-11-11 | 2003-04-28 | 本田技研工業株式会社 | 傘歯車の熱間鍛造成形装置 |
| US6260855B1 (en) | 1998-09-08 | 2001-07-17 | The Gleason Works | Workholding apparatus |
| US6536999B1 (en) | 2001-09-12 | 2003-03-25 | Torque-Traction Technologies, Inc. | Gear cutter blade |
| US6739064B1 (en) * | 2002-05-31 | 2004-05-25 | Torque-Traction Technologies, Inc. | Setup gage |
-
2004
- 2004-03-15 US US10/799,702 patent/US7188420B2/en active Active
-
2005
- 2005-03-14 BR BR0501327-5A patent/BRPI0501327A/pt not_active IP Right Cessation
- 2005-03-14 DE DE602005001064T patent/DE602005001064T2/de active Active
- 2005-03-14 EP EP05101980A patent/EP1577042B1/en not_active Expired - Fee Related
- 2005-03-15 AU AU2005201116A patent/AU2005201116A1/en not_active Abandoned
- 2005-03-15 CN CNA2005100717994A patent/CN1683105A/zh active Pending
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102713359A (zh) * | 2010-05-27 | 2012-10-03 | 施奥泰尔有限公司 | 用于锥齿轮传动装置的锥齿轮 |
| CN104023910A (zh) * | 2012-02-24 | 2014-09-03 | 爱信艾达株式会社 | 旋转加工机 |
| CN103212754A (zh) * | 2013-05-08 | 2013-07-24 | 安徽安凯福田曙光车桥有限公司 | 一种用于桥壳主减速器上的螺旋锥齿轮的加工方法 |
| CN103212754B (zh) * | 2013-05-08 | 2014-12-17 | 安徽安凯福田曙光车桥有限公司 | 一种用于桥壳主减速器上的螺旋锥齿轮和电机联轴器的加工方法 |
| CN104148741A (zh) * | 2013-05-14 | 2014-11-19 | Ge亚飞欧有限责任公司 | 用于加工齿轮的方法和自动机器 |
| CN104148741B (zh) * | 2013-05-14 | 2019-03-08 | Ge亚飞欧有限责任公司 | 用于加工齿轮的方法和自动机器 |
| CN103707018A (zh) * | 2013-12-13 | 2014-04-09 | 江苏飞船股份有限公司 | 车用锥齿轮轴制造方法 |
| CN108247422A (zh) * | 2017-12-29 | 2018-07-06 | 成都弘佛科技有限公司 | 一种用于数控加工机床中轴颈类零件的自动找正方法 |
| CN113732635A (zh) * | 2021-09-03 | 2021-12-03 | 浙江捷众科技股份有限公司 | 一种车窗升降系统专用斜齿齿轮的加工工艺及其加工设备 |
| CN113798601A (zh) * | 2021-09-03 | 2021-12-17 | 中国航发哈尔滨东安发动机有限公司 | 齿轮齿根加工方法 |
| CN113798601B (zh) * | 2021-09-03 | 2023-10-24 | 中国航发哈尔滨东安发动机有限公司 | 齿轮齿根加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20050198808A1 (en) | 2005-09-15 |
| EP1577042A1 (en) | 2005-09-21 |
| AU2005201116A1 (en) | 2005-09-29 |
| DE602005001064T2 (de) | 2008-01-10 |
| BRPI0501327A (pt) | 2005-11-08 |
| EP1577042B1 (en) | 2007-05-09 |
| DE602005001064D1 (de) | 2007-06-21 |
| US7188420B2 (en) | 2007-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1683105A (zh) | 用于制造斜齿轮的方法 | |
| KR101746078B1 (ko) | 공작기계 및 기어링 제조 방법 | |
| US9199323B2 (en) | Semi-completing skiving method and device having corresponding skiving tool for executing a semi-completing skiving method | |
| US6151778A (en) | Apparatus and method for roll forming gears | |
| KR20100047244A (ko) | 기어 가공 장치 및 가공 방법 | |
| US10105774B2 (en) | Method for incorporating undercuts in tooth flanks of teeth of toothed wheels | |
| CS277172B6 (en) | Method of cutting a spur gear and apparatus for making the same | |
| JP2005535844A (ja) | ヘリングボーンギヤ歯及びその製造方法 | |
| CN105531059B (zh) | 滚切法和附属的设备 | |
| CN103071741B (zh) | 准双曲面齿轮摆辗加工装置及加工准双曲面齿轮的方法 | |
| CN107335867A (zh) | 对齿轮的齿部或工件的齿轮状轮廓进行硬精机加工的方法 | |
| CN101121210A (zh) | 滚刀完全利用的综合滚齿方法 | |
| EP0663256B1 (en) | A method and a machine for manufacturing crown or face gears | |
| CN107617795B (zh) | 弧齿线齿轮的加工方法 | |
| CN204353589U (zh) | 内齿滚齿机 | |
| CN1970208A (zh) | 一种双回转曲面二次包络环面蜗杆副及其制造方法 | |
| KR20170010767A (ko) | 일정하지 않은 전체 깊이를 갖는 기어 호빙 절삭기 | |
| CN102371403A (zh) | 一种蜗杆以铣代车的加工方法及其实施装置 | |
| CN107116346A (zh) | 一种螺旋伞齿轮的精加工方法 | |
| RU2457085C1 (ru) | Комбинированная сборная упрочняющая червячная фреза | |
| CN210208929U (zh) | 一种面齿轮加工用车齿机床 | |
| CN110280983B (zh) | 一种面齿轮车齿加工方法 | |
| JP2813448B2 (ja) | 主ロータ用グロボイドねじを製造する方法及び装置 | |
| JPH11315910A (ja) | 歯車対およびその製造方法 | |
| CN105537891A (zh) | 直角洗头体加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C41 | Transfer of patent application or patent right or utility model | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20090306 Address after: ohio Applicant after: Dana Automotive Systems Group, LLC Address before: ohio Applicant before: Dana Corp |
|
| ASS | Succession or assignment of patent right |
Owner name: DENA AUTOMOTIVE SYSTEMS GROUP CO.,LTD. Free format text: FORMER OWNER: DANA CORP. Effective date: 20090306 |
|
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication |