CN1221380C - 蜂窝结构 - Google Patents
蜂窝结构 Download PDFInfo
- Publication number
- CN1221380C CN1221380C CNB018112021A CN01811202A CN1221380C CN 1221380 C CN1221380 C CN 1221380C CN B018112021 A CNB018112021 A CN B018112021A CN 01811202 A CN01811202 A CN 01811202A CN 1221380 C CN1221380 C CN 1221380C
- Authority
- CN
- China
- Prior art keywords
- cell
- lines
- sheet material
- light sheet
- wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 claims abstract description 54
- 210000002421 cell wall Anatomy 0.000 claims abstract description 49
- 238000000034 method Methods 0.000 claims abstract description 25
- 239000000853 adhesive Substances 0.000 claims description 73
- 230000001070 adhesive effect Effects 0.000 claims description 73
- 230000001413 cellular effect Effects 0.000 claims description 14
- 239000004760 aramid Substances 0.000 claims description 11
- 229920003235 aromatic polyamide Polymers 0.000 claims description 10
- 238000004519 manufacturing process Methods 0.000 claims description 8
- 210000004027 cell Anatomy 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 30
- 239000000123 paper Substances 0.000 description 15
- 238000003475 lamination Methods 0.000 description 13
- 229920005989 resin Polymers 0.000 description 10
- 239000011347 resin Substances 0.000 description 10
- 238000005452 bending Methods 0.000 description 8
- 238000007598 dipping method Methods 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 238000001723 curing Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 239000011358 absorbing material Substances 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 238000007639 printing Methods 0.000 description 3
- 239000004753 textile Substances 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 229920000271 Kevlar® Polymers 0.000 description 2
- 241000446313 Lamella Species 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 210000003850 cellular structure Anatomy 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 239000000839 emulsion Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- -1 isophthaloyl amine Chemical class 0.000 description 2
- 239000004761 kevlar Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 238000010008 shearing Methods 0.000 description 2
- 206010013786 Dry skin Diseases 0.000 description 1
- 238000006424 Flood reaction Methods 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 208000034189 Sclerosis Diseases 0.000 description 1
- 239000005030 aluminium foil Substances 0.000 description 1
- 239000011111 cardboard Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- 238000013007 heat curing Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 229920013730 reactive polymer Polymers 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N urethane group Chemical group NC(=O)OCC JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/50—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like
- B29C65/5057—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like positioned between the surfaces to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/438—Joining sheets for making hollow-walled, channelled structures or multi-tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D3/00—Making articles of cellular structure, e.g. insulating board
- B31D3/02—Making articles of cellular structure, e.g. insulating board honeycombed structures, i.e. the cells having an essentially hexagonal section
- B31D3/0207—Making articles of cellular structure, e.g. insulating board honeycombed structures, i.e. the cells having an essentially hexagonal section of particular shape or construction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/12—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a layer of regularly- arranged cells, e.g. a honeycomb structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/481—Non-reactive adhesives, e.g. physically hardening adhesives
- B29C65/4815—Hot melt adhesives, e.g. thermoplastic adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/481—Non-reactive adhesives, e.g. physically hardening adhesives
- B29C65/4825—Pressure sensitive adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/483—Reactive adhesives, e.g. chemically curing adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/483—Reactive adhesives, e.g. chemically curing adhesives
- B29C65/4835—Heat curing adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/483—Reactive adhesives, e.g. chemically curing adhesives
- B29C65/4845—Radiation curing adhesives, e.g. UV light curing adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/50—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like
- B29C65/5007—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like characterised by the structure of said adhesive tape, threads or the like
- B29C65/5021—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like characterised by the structure of said adhesive tape, threads or the like being multi-layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
- B29K2077/10—Aromatic polyamides [polyaramides] or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2277/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as reinforcement
- B29K2277/10—Aromatic polyamides [Polyaramides] or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/60—Multitubular or multicompartmented articles, e.g. honeycomb
- B29L2031/608—Honeycomb structures
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1003—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina by separating laminae between spaced secured areas [e.g., honeycomb expanding]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/1234—Honeycomb, or with grain orientation or elongated elements in defined angular relationship in respective components [e.g., parallel, inter- secting, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24149—Honeycomb-like
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31971—Of carbohydrate
- Y10T428/31975—Of cellulosic next to another carbohydrate
- Y10T428/31978—Cellulosic next to another cellulosic
- Y10T428/31982—Wood or paper
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31971—Of carbohydrate
- Y10T428/31993—Of paper
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Filtering Materials (AREA)
- Catalysts (AREA)
Abstract
本发明涉及一种蜂窝结构,其具有增大厚度的单元壁,其中,除了在两个相对的单元壁侧面上以外,多层单元壁材料没有结合在一起。本发明还包括一种制造这样的蜂窝结构的方法。
Description
发明背景
发明领域
蜂窝结构一般通过组合波纹部件或者通过膨胀一叠已经按特定构造粘合在一起的平板来制造。过去,使用波纹部件已经制造了重蜂窝结构,因为把重或厚板膨胀成蜂窝结构需要更大的力。本发明涉及通过膨胀一叠平板制造的重蜂窝结构。
相关技术描述
根据D.G.Judge的申请在1970年2月3日授权的美国专利No.3,493,450公开了波纹蜂窝制造和膨胀蜂窝制造的比较并且详细描述了一种膨胀蜂窝制造的方法。
根据E.L.Rule的申请在1965年5月18日授权的美国专利No.3,184,365公开了一种以准确的记录(registry)印刷、切割和叠层折叠的蜂窝层合物的相同的板的方法和设备。
根据F.Huebner等的申请在1997年9月23日和1998年8月11日授权的美国专利No.5,670,001和5,792,295公开了制造折叠蜂窝的方法和设备,所述蜂窝可以通过避免蜂窝层的早期浸渍容易地膨胀。
发明概述
本发明涉及一种蜂窝结构,其具有许多折叠蜂窝单元,每个蜂窝单元有6个具有基本相等的单元壁长度的单元壁,并且每个单元壁包含至少两层薄板材料,其中每个单元的两个相对壁的所有层的薄板材料相互结合并且结合到其它单元的壁上,每个单元的其余四个壁的层没有一个结合在一起或结合到其它单元的壁上。本发明还涉及一种制造这样的蜂窝结构的方法,其包括以下步骤:(a)对一层薄板材料涂敷粘合剂的线条使得这些线条平行并具有一个单元壁长度的最终结构长度,并且在粘合剂线条之间分开一个单元壁长度的最终结构长度;(b)把一层薄板材料放在步骤(a)的薄板材料上;(c)向步骤(b)的层上涂敷粘合剂的线条使得这些线条平行并具有一个单元壁长度的最终结构长度,并且在粘合剂线条之间分开三个单元壁长度的最终结构长度,并且直接位于与步骤(a)的薄板材料上的粘合剂线条一致的位置上;(d)在步骤(c)的薄板材料上放一层薄板材料;(e)向步骤(d)的层上涂敷粘合剂的线条使得这些线条平行并具有一个单元壁长度的最终结构长度,并且在粘合剂线条之间分开一个单元壁长度的最终结构长度,并且至少部分直接位于与步骤(c)的薄板材料上的粘合剂线条一致的位置上。
附图简述
图1a是现有技术折叠蜂窝的薄板层的示意图。
图1b是膨胀形式的该现有技术蜂窝的示意图。
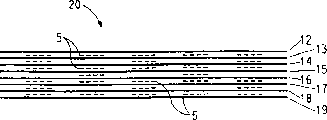
图2a是本发明的蜂窝的薄板层的示意图。
图2b是膨胀形式的该蜂窝的示意图。
发明详述
如上所述,通过使用粘合在一起的波纹部件的方法和通过使用膨胀的薄板材料叠层以产生蜂窝构造的方法制造蜂窝结构。到目前为止,最容易的蜂窝工艺是膨胀薄板法,但是,对蜂窝单元壁厚度的限制已经成为一个严重缺点。为了从一叠薄板制造蜂窝,所述叠层必须被膨胀,并且通过拉开该叠层的面层实现膨胀。如果在叠层中的薄板太厚或太硬,则该叠层不能被膨胀,并且不能形成蜂窝。
膨胀一叠薄板所需的力的意义可以通过考虑薄板的弯曲力矩获得,其中:M=弯曲力矩;r=弯曲的曲率半径;E=薄板材料的弹性模量;b=薄板的宽度(所得蜂窝的厚度);h=薄板的厚度。
M=r(Ebh3)/12
对于一定的蜂窝单元尺寸和给定的薄板材料,弯曲力矩随薄板厚度的三次方增大—厚度上非常小的增大迅速导致弯曲力矩的大量增大。当薄板材料层合在一起以增大所得蜂窝的强度时,弯曲力矩不仅随着薄板厚度的立方增大,而且其随着由于使层合薄板结合在一起所用粘结剂或粘合剂所引入的刚性而增大。
本发明人已经发现,在单元壁中使用至少两层薄板材料但是保持这些层基本相互独立而没有在使其弯曲制造单元壁的点上层合它们,可以制造蜂窝。通过保持独立的薄板,弯曲力矩仅与层数成比例增大而不随这些层数的三次方增大。这种构造使得可以用远比使用更厚的薄板材料膨胀相同重量的结构所需的更小的力来膨胀一种蜂窝结构。
所述薄板并不是完全独立的。所述薄板在每个蜂窝单元的两个相对的单元壁处结合在一起;但是这些薄板在任何其它四个单元壁的位置上根本不结合。在这些薄板之间当它们形成单元时也可以有一些摩擦。
参考附图,图1a和1b表示现有技术的典型蜂窝结构。折叠的叠层10包括薄板1、2、3和4,其中仔细排列位于薄板之间的粘合剂5的有间隔的线条,其排列方式使得当板1和4被拉开时,折叠的叠层10被膨胀成蜂窝结构11。
图2a和2b表示本发明的两层蜂窝结构。折叠的叠层20包括薄板12-19,其中与图1a和1b一样仔细排列在薄板之间的粘合剂5的有间隔的线条,以便当拉开薄板12和19时可以制造膨胀蜂窝结构21。折叠叠层20的研究发现,成对的薄板12和13、14和15、16和17、以及18和19被结合在一起产生具有双倍厚度的蜂窝单元壁。但是,当膨胀该蜂窝时,在该结构的弯曲点处并不存在粘合剂5;并且不存在粘合剂可以用远远小于双层壁完全结合在一起或者具有双倍厚度的单层壁所需的力来弯曲该双层壁。重要的是以产生一个单元壁的最终结构长度的量把粘合剂5的线条涂敷到这些薄板上。
本发明的蜂窝的单元有6个壁,并且涂敷粘合剂使得在每个单元中的2个相对壁粘合到构成该单元的层上并粘合到相邻单元的其它层上,而没有粘合剂涂敷到所述单元中的任何其它4个壁的层上。
当说明粘合剂涂敷到一个单元壁的最终结构长度上并且用一个单元壁或三个单元壁的最终结构长度间隔开时,其是指使用足够的粘合剂使得在完成该蜂窝结构时,所用粘合剂的量正好足够在一个单元壁的宽度上把相邻的薄板结合在一起并且按一个或三个单元壁的宽度分开。由于不同的粘合剂和薄板材料相互之间的响应不同,估计产生一个单元壁的最终结构长度应该涂敷的粘合剂的准确量是一个简单试验的问题。
粘合剂可以是用于在蜂窝的薄板之间粘合或产生粘合的任何材料。例如,粘合剂可以是热塑性或热固性树脂、反应性聚合物、低聚物或单体、聚合物溶液、聚合物悬浮体或乳液,能量吸收材料等。
用于实践本发明的薄板材料可以是任何对预定蜂窝目的具有足够强度的可弯曲薄板。材料的性质可以是塑料薄板或薄膜、纸、无纺织物、纺织品、针织品、或金属薄板或箔等。具体材料可以是芳族聚酰胺纸包括间芳族聚酰胺和对芳族聚酰胺、纤维玻璃织物、铝箔、牛皮纸、聚酰亚胺和聚酯薄膜等。
如果是必须的或优选的,基于薄板材料的性质或最终蜂窝产品的要求,折叠叠层在膨胀前可以切成希望的高度。其它的工艺步骤如膨胀前的软化(增塑)、在膨胀前或膨胀后用树脂浸渍或涂敷薄板、膨胀后蜂窝结构的热固化等可以与本发明的方法一起进行。
为了制造本发明的蜂窝结构,把粘合剂的平行线条按照图2a所示的间隔涂敷到一层薄板材料上,以便对于粘合剂和对于在粘合剂线条之间的间隔,获得一个单元壁长度的最终结构长度。该层和粘合剂相当于图2a的层19。把另一层薄板材料放在第一层上,再次涂敷粘合剂的平行线条,但是直接在下面的薄板上的粘合剂交替线条上面(与其重合)。该层和粘合剂相当于图2a的层18。然后按照特定蜂窝结构所要求或所希望的,重复层构造的这两个步骤多次。一旦完成这些薄板的堆叠,必须使粘合剂固化以保证在该结构相邻层之间的结合。
可以通过适合于所用特定粘合剂的任何方法进行粘合剂的固化。热塑性和热固性树脂一般通过加热和/或加压来固化。反应性树脂通过与反应性组分的反应固化,反应性组分一般是一种流体,但是也可能是某种形式的辐射,例如实现反应性树脂的交联。聚合物溶液通过蒸发与该聚合物伴随的溶剂来固化。能量吸收材料用来吸收某种形式的辐射能以便与蜂窝薄板的材料反应或熔化该材料—铁氧体等可以用作能量吸收材料,以便使用微波辐射熔化在蜂窝薄板中的可熔化成分。
应该指出,本发明的粘合剂可以涂敷到任何蜂窝薄板材料的一面或两面;并且如果涂敷到两面,则相邻薄板的相应区域不需要涂敷。同样,粘合剂可以在所述薄板放在叠层上之前涂敷到这些薄板上。
本发明的方法不需要按照以上提出的步骤的准确顺序进行。例如,步骤(b)的层可以在两面涂敷—即在与步骤(a)的层接触的如步骤(a)中指定的一个面上和在与步骤(c)的层接触的另一个面上;或者步骤(a)的层可以仅在一面上涂敷,步骤(d)的层可以在两面上涂敷—即在与步骤(b)的层接触的面上和在与该结构中的下一个后续层接触的在步骤(e)中指定的另一个面上。只要在粘合剂固化前粘合剂合适地位于根据图2a的各个层上,就可以实施本发明的方法。
所得的本发明的蜂窝结构是折叠的,并且最终必须膨胀以产生6个面的单元的结构。本发明的方法还包括以下步骤:即使粘合剂固化以便把薄板材料的层结合在一起,和把结合的薄板在垂直于板面的方向上拉开,从而膨胀蜂窝结构的蜂窝单元,使得6个单元壁每一个形成六边形的一个边。在膨胀的构造中,在许多情况下,蜂窝结构的薄板用树脂浸渍以便硬化和稳定蜂窝单元。本发明的独立、多层单元壁由于其较小的厚度可以更快更完全地浸渍,并且在某些情况下,允许更大的树脂吸收量。
浸渍树脂可以是该目的常用的任何材料,包括热塑性或热固性溶液、乳液、反应性体系等。可以通过浸没、涂布、喷涂等完成浸渍;并且一旦完成浸渍,可以用适合于所选树脂体系的任何方法硬化所述树脂。
测试方法
通过根据ASTM D 645测定测试材料样品的厚度确定薄板和叠层的厚度。
根据在ASTM C 271-61中提出的过程和计算测定膨胀的蜂窝芯的密度。
根据ASTM C 365-57的过程在Instron型试验机上测定所述芯的稳定的或平放的耐压强度和模量。
根据ASTM C 273-61中提出的过程和计算在Instron型试验机上测定所述芯的“L”和“W”平板剪切强度和模量。
在以下实施例中,实施例1说明根据本发明制备本发明的蜂窝结构的一种方法。
实施例2在小型试样上,说明与蜂窝制造的传统方法相比,膨胀本发明的芯所需力的减小。对于相同的最终构造和相同尺寸的结构,根据本发明的方法仅需要419g的膨胀力,相比之下,传统方法需要609g,本发明的方法减小了30%以上。
实施例1
基重为27.8g/m2(0.82oz/yd2)且厚度为37.6微米(1.48密耳)并由67重量%对芳族聚酰胺絮状物和33重量%的间芳族聚酰胺类纤维组成的芳族聚酰胺纸用作起始薄板材料。间芳族聚酰胺类纤维由聚(间亚苯基间苯二酰胺)制造,如美国专利No.3,756,908中所述。对芳族聚酰胺絮状物是由聚(对亚苯基对苯二酰胺)制备的絮状物,其线密度为1.6分特(1.42旦尼尔),长度为6.4mm(由E.I.Du Pont de Nemoursand Company以商品名KEVLAR49销售)。
粘合剂的线条使用实验室凹板式涂布机印刷在纸上。使用两个不同的印刷辊,对于不同的纸板,线条之间的距离分别为6.35mm(0.25英寸)和12.7mm(0.5英寸)。粘合剂从Marshall Consulting Co.以MC-3节点线粘合剂获得。
把印刷的薄板按照这样的顺序叠层,使得在叠层中的每个第二块板具有更大的间距(12.7mm)的线条。薄板的叠层具有根据图2a印刷的粘合剂。
在81℃压45分钟,使得该叠层的薄板结合在一起。通过在与板面垂直的方向上拉开结合的薄板来膨胀该薄板叠层,然后把该叠层在270℃加热固化10分钟。
此后,把膨胀的叠层浸在酚醛树脂(得自Oxychem Co.的“Oxychem23169”)溶液中,并在约180℃干燥和固化。
该产品具有单元壁为6.35mm(0.25英寸)边长的蜂窝结构,密度约为54kg/m3(2.8lb/ft3)。该结构的力学性能如下:稳定的耐压强度为1.32MPa(191psi),稳定的耐压模量为124MPa(18kpsi),“L”平板剪切强度为1.21MPa(175psi),“L”平板剪切模量为117MPa(17kpsi),“W”平板剪切强度为0.50MPa(72psi),“W”平板剪切模量为2.4MPa(3.6kpsi)。
实施例2
本实施例是膨胀折叠的蜂窝结构所需力的测试。
0.3毫米厚的回收纤维素纸用作本实施例的薄板材料。
切割8个1.90cm(0.75英寸)宽和22.86cm(9英寸)长的纸带,手工产生2.54cm(英寸)宽的粘合剂线条。根据图2a把这些带组合在一起。使用由Power Poxy Adhesives,Inc.提供的尿烷基材料作为粘合剂。
使粘合剂在室温固化24小时,并用相同的粘合剂把纺织品(Kevlar牌芳族聚酰胺织物,由Clark-Schwebel生产的Style 708)的圈连接到折叠的蜂窝结构的外层中心部分上,用作膨胀该蜂窝的夹持点。
在最后固化后,把所述圈放在Instron 1122的夹具中,并且以5.06厘米/分钟(2英寸/分钟)的速度把该折叠的蜂窝结构膨胀到其完全打开(两个中心单元完全膨胀)。在该结构的膨胀过程中的最大力为419g(0.923磅)。
作为对比,按如上所述切割8条与上面所用的相同的纸带。
使用约5重量%(按纸的重量计)的相同粘合剂把这8个纸带层合成4个双层纸带。粘合剂仅充满纸表面的孔隙结构中,这4个最终的纸带具有纸的原始厚度二倍的厚度(0.6毫米),而没有任何来自粘合剂的增加。
用相同的粘合剂手工产生2.54厘米(1英寸)宽的粘合剂线条,并且根据图1a把这4个层合的带组合在一起。
象前面一样,固化粘合剂,把纺织品的圈连结到外层的中心部分,使粘合剂固化,并膨胀该折叠的蜂窝结构,所有的过程都在与前面所述的相同条件和相同速度进行。
在该结构膨胀过程中的最大力为609克(1.34磅)。
Claims (8)
1.一种蜂窝结构,其具有许多折叠蜂窝单元,每个蜂窝单元有6个具有基本相等的单元壁长度的单元壁,其特征在于每个单元壁包含至少两层薄板材料,其中,每个单元的两个相对壁的所有层的薄板材料相互粘合并且粘合到其它单元的壁上,每个单元的其余四个壁的层没有一个粘合在一起,并且所述四个壁是该单元与相邻单元共有的壁。
2.权利要求1的蜂窝结构,其中,所述薄板材料是芳族聚酰胺纸。
3.权利要求1的蜂窝结构,其中,每个单元壁有两层薄板材料。
4.一种制造蜂窝结构的薄板层的方法,所述蜂窝结构具有许多蜂窝单元,每个蜂窝单元有6个具有基本相等的单元壁长度的单元壁,并且每个单元壁包含至少两层薄板材料,其包括以下步骤:
(a)对一层薄板材料涂敷粘合剂的线条使得这些线条平行并具有一个单元壁长度的最终结构长度,并且在粘合剂线条之间分开一个单元壁长度的最终结构长度;
(b)把一层薄板材料放在步骤(a)的薄板材料上;
(c)向步骤(b)的层上涂敷粘合剂的线条使得这些线条平行并具有一个单元壁长度的最终结构长度,并且在粘合剂线条之间分开三个单元壁长度的最终结构长度,且直接位于与步骤(a)的薄板材料上的粘合剂线条一致的位置上;
(d)在步骤(c)的薄板材料上放一层薄板材料;
(e)向步骤(d)的层上涂敷粘合剂的线条使得这些线条平行并具有一个单元壁长度的最终结构长度,并且在粘合剂线条之间分开一个单元壁长度的最终结构长度,并且至少部分直接位于与步骤(c)的薄板材料上的粘合剂线条一致的位置上。
5.权利要求4的方法,其中,所述薄板材料是芳族聚酰胺纸。
6.权利要求4的方法,其中,在步骤(a)中涂敷粘合剂线条通过向步骤(b)的层的两面上涂敷粘合剂线条来进行:在与步骤(a)的层接触的步骤(a)指定的一面上以及在与步骤(c)指定的与步骤(d)的层接触并与步骤(a)指定的一面相对的另一面上。
7.一种制造蜂窝结构的方法,所述蜂窝结构具有许多蜂窝单元,每个蜂窝单元有6个具有基本相等的单元壁长度的单元壁,并且每个单元壁包含至少两层薄板材料,其包括以下步骤:
(a)对一层薄板材料涂敷粘合剂的线条使得这些线条平行并具有一个单元壁长度的最终结构长度,并且在粘合剂线条之间分开一个单元壁长度的最终结构长度;
(b)把一层薄板材料放在步骤(a)的薄板材料上;
(c)向步骤(b)的层上涂敷粘合剂的线条使得这些线条平行并具有一个单元壁长度的最终结构长度,并且在粘合剂线条之间分开三个单元壁长度的最终结构长度,且直接位于与步骤(a)的薄板材料上的粘合剂线条一致的位置上;
(d)在步骤(c)的薄板材料上放一层薄板材料;
(e)向步骤(d)的层上涂敷粘合剂的线条使得这些线条平行并具有一个单元壁长度的最终结构长度,并且在粘合剂线条之间分开一个单元壁长度的最终结构长度,并且至少部分直接位于与步骤(c)的薄板材料上的粘合剂线条一致的位置上;
(f)固化所述粘合剂以便把薄板材料层粘合在一起;
(g)在与板面垂直的方向上把粘合的薄板拉开;
从而使蜂窝结构的蜂窝单元膨胀使得六个单元壁每个形成六边形的一个边。
8.权利要求7的方法,其中,在步骤(a)中涂敷粘合剂线条通过向步骤(b)的层的两面上涂敷粘合剂线条来进行:在与步骤(a)的层接触的步骤(a)指定的一面上以及在与步骤(c)指定的与步骤(d)的层接触并与步骤(a)指定的一面相对的另一面上。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/595,740 US6592963B1 (en) | 2000-06-16 | 2000-06-16 | Honeycomb structure |
| US09/595,740 | 2000-06-16 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1436121A CN1436121A (zh) | 2003-08-13 |
| CN1221380C true CN1221380C (zh) | 2005-10-05 |
Family
ID=24384480
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB018112021A Expired - Fee Related CN1221380C (zh) | 2000-06-16 | 2001-06-12 | 蜂窝结构 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US6592963B1 (zh) |
| EP (1) | EP1289749B1 (zh) |
| JP (1) | JP4837872B2 (zh) |
| CN (1) | CN1221380C (zh) |
| AU (2) | AU6835601A (zh) |
| BR (1) | BR0111632B1 (zh) |
| CA (1) | CA2407932C (zh) |
| DE (1) | DE60116491T2 (zh) |
| MX (1) | MXPA02012421A (zh) |
| RU (1) | RU2003101054A (zh) |
| WO (1) | WO2001098075A1 (zh) |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040140072A1 (en) * | 2002-09-10 | 2004-07-22 | Fibermark, Inc. | High temperature paper containing aramid component |
| US6910659B2 (en) * | 2002-10-22 | 2005-06-28 | The Boeing Company | Method and apparatus for liquid containment, such as for aircraft fuel vessels |
| US7175136B2 (en) * | 2003-04-16 | 2007-02-13 | The Boeing Company | Method and apparatus for detecting conditions conducive to ice formation |
| FR2857616B1 (fr) * | 2003-07-18 | 2007-04-06 | Solvay | Procede pour l'assemblage des elements d'une structure comprenant une ame en nid d'abeille |
| DE102004008969A1 (de) * | 2004-02-24 | 2005-09-15 | Conteyor Multibag Systems N.V. | Mehrkammeriges Unterteilungselement |
| US20050230072A1 (en) * | 2004-04-16 | 2005-10-20 | Levit Mikhail R | Aramid paper blend |
| DE102004044278B4 (de) * | 2004-09-10 | 2007-03-22 | Heinz Schmidt | Wabenwerkstoff aus thermofusionierbarem Material, sowie eine Vorrichtung und ein Verfahren zur Herstellung eines solchen Wabenwerkstoffes |
| US7785520B2 (en) * | 2006-12-15 | 2010-08-31 | E.I. Du Pont De Nemours And Company | Processes for making shaped honeycomb and honeycombs made thereby |
| US20080145602A1 (en) * | 2006-12-15 | 2008-06-19 | Gary Lee Hendren | Processes for making shaped honeycomb and honeycombs made thereby |
| US7771811B2 (en) * | 2006-12-15 | 2010-08-10 | E.I. Du Pont De Nemours And Company | Honeycomb from controlled porosity paper |
| CN101254669B (zh) * | 2008-03-14 | 2011-03-16 | 杨军 | 横纤维蜂窝纸芯及纸板 |
| CN101980860B (zh) * | 2008-04-04 | 2014-01-29 | 纳幕尔杜邦公司 | 具有改善的流体不可渗透性的复合材料面板 |
| DE102008019065B4 (de) * | 2008-04-15 | 2011-06-16 | Airbus Operations Gmbh | Verfahren zur Herstellung eines beidseitig mit Deckschichten versehenen Kernverbundes sowie Kernverbund |
| US20100047515A1 (en) * | 2008-08-21 | 2010-02-25 | E. I. Du Pont De Nemours And Company | Honeycomb Core Having a High Compression Strength and Articles Made from the Same |
| US20100048078A1 (en) * | 2008-08-21 | 2010-02-25 | E. I. Du Pont De Nemours And Company | Folded Core Having a High Compression Modulus and Articles Made from the Same |
| US20130157001A1 (en) | 2011-12-19 | 2013-06-20 | E I Du Pont De Nemours And Company | Structural core |
| CN103662112A (zh) * | 2013-12-03 | 2014-03-26 | 上海卫星装备研究所 | 非接触式超高热流密度红外灯阵加热系统 |
| CN105291490B (zh) * | 2015-11-17 | 2017-12-15 | 北京金轮沃德科技有限公司 | 一种用于形成蜂窝结构的薄板层、蜂窝结构及其制备方法 |
| CN108177393B (zh) * | 2017-12-30 | 2020-03-31 | 嘉兴雅港复合材料有限公司 | 一种低成本纸蜂窝芯的制造方法 |
| CN108215339B (zh) * | 2017-12-30 | 2020-04-21 | 嘉兴雅港复合材料有限公司 | 一种高强度芳纶纸蜂窝芯及其制造方法 |
| CN108859281A (zh) * | 2018-05-22 | 2018-11-23 | 西安威信科技有限责任公司 | 一种蜂窝芯材的制造方法 |
| CN108481824A (zh) * | 2018-05-22 | 2018-09-04 | 西安威信科技有限责任公司 | 一种蜂窝芯材 |
| US10886507B2 (en) * | 2018-06-15 | 2021-01-05 | Rivian Ip Holdings, Llc | Battery pack with laminates to reduce impact of side rupture and method of manufacturing same |
| CN110005126A (zh) * | 2019-03-05 | 2019-07-12 | 哈尔滨乾行达科技有限公司 | 蜂窝材料强度调整方法及蜂窝材料 |
| CN111583236B (zh) * | 2020-05-09 | 2023-05-23 | 中南大学 | 蜂窝产品的几何形态动态调整方法、装置及生产方法 |
| CN113972501B (zh) * | 2021-10-19 | 2024-10-01 | 哈尔滨工业大学(威海) | 一种轴向折叠蜂窝结构吸波复合材料及其制备方法 |
| CN115257128B (zh) * | 2022-07-15 | 2024-03-26 | 南京工程学院 | 一种纤维增强热塑性树脂基蜂窝芯制造装置及方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH343803A (fr) | 1956-04-12 | 1959-12-31 | Dufaylite Dev Ltd | Elément cellulaire et procédé pour sa fabrication |
| GB876220A (en) | 1956-09-17 | 1961-08-30 | George May | Structural honeycomb materials |
| US3184365A (en) | 1961-11-14 | 1965-05-18 | Hexcel Products Inc | Apparatus for manufacturing honeycomb |
| US3493450A (en) | 1965-10-23 | 1970-02-03 | Honeycomb Co Of America Inc | Honeycomb core machine and method |
| US3979252A (en) | 1973-12-21 | 1976-09-07 | The Hoyt Corporation | Apparatus for manufacturing cellular structures |
| US4290837A (en) | 1979-12-28 | 1981-09-22 | Bova Joseph D | Method and apparatus for making unexpanded honeycomb material |
| JPS6154927A (ja) * | 1984-08-24 | 1986-03-19 | ヨハン・ヨセフ・マグダレ−ナ・エリザベス・ウエイツ | 二重壁構造材及びその製造方法 |
| US4677013A (en) * | 1985-10-25 | 1987-06-30 | Hunter Douglas Inc. | Honeycomb structure having a longitudinally extending back face |
| JPH0622955B2 (ja) * | 1986-03-21 | 1994-03-30 | マツダ株式会社 | ハニカムパネル構造体の製造法 |
| JPH0297026A (ja) * | 1988-10-03 | 1990-04-09 | Fujitsu Ltd | ヘテロバイポーラトランジスタ |
| JPH0617529Y2 (ja) * | 1989-01-19 | 1994-05-11 | ナゴヤ芯材工業株式会社 | ハニカム構造体 |
| CH683829A5 (de) | 1991-08-05 | 1994-05-31 | Alusuisse Lonza Services Ag | Verfahren zum Herstellen eines Wabenkerns aus einer bandförmigen Folie, Vorrichtung zur Durchführung des Verfahrens und Verwendung des Wabenkerns für Verbundplatten. |
| US5498462A (en) * | 1994-04-01 | 1996-03-12 | Hexcel Corporation | High thermal conductivity non-metallic honeycomb |
| US5746879A (en) | 1994-04-13 | 1998-05-05 | Plascore, Inc. | Apparatus for making honeycomb from substrates and node strips |
| DE19509972C2 (de) * | 1995-03-18 | 1998-04-09 | Krauss Maffei Verkehrstechnik | Sandwichplatte |
| JP3298782B2 (ja) * | 1996-02-07 | 2002-07-08 | 昭和飛行機工業株式会社 | 緩衝用ハニカムコアおよびその製造方法 |
| US5792295A (en) | 1996-08-12 | 1998-08-11 | Plascore, Inc. | Honeycomb fabrication |
-
2000
- 2000-06-16 US US09/595,740 patent/US6592963B1/en not_active Expired - Lifetime
-
2001
- 2001-06-12 EP EP01946285A patent/EP1289749B1/en not_active Expired - Lifetime
- 2001-06-12 CN CNB018112021A patent/CN1221380C/zh not_active Expired - Fee Related
- 2001-06-12 BR BRPI0111632-0A patent/BR0111632B1/pt not_active IP Right Cessation
- 2001-06-12 AU AU6835601A patent/AU6835601A/xx active Pending
- 2001-06-12 MX MXPA02012421A patent/MXPA02012421A/es active IP Right Grant
- 2001-06-12 JP JP2002503533A patent/JP4837872B2/ja not_active Expired - Fee Related
- 2001-06-12 CA CA002407932A patent/CA2407932C/en not_active Expired - Fee Related
- 2001-06-12 DE DE60116491T patent/DE60116491T2/de not_active Expired - Lifetime
- 2001-06-12 RU RU2003101054/12A patent/RU2003101054A/ru not_active Application Discontinuation
- 2001-06-12 WO PCT/US2001/018913 patent/WO2001098075A1/en active IP Right Grant
- 2001-06-12 AU AU2001268356A patent/AU2001268356B2/en not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| JP4837872B2 (ja) | 2011-12-14 |
| AU6835601A (en) | 2002-01-02 |
| WO2001098075A1 (en) | 2001-12-27 |
| CN1436121A (zh) | 2003-08-13 |
| BR0111632B1 (pt) | 2009-12-01 |
| AU2001268356B2 (en) | 2005-05-26 |
| RU2003101054A (ru) | 2004-06-20 |
| CA2407932C (en) | 2009-11-17 |
| CA2407932A1 (en) | 2001-12-27 |
| DE60116491D1 (de) | 2006-03-30 |
| JP2003535731A (ja) | 2003-12-02 |
| EP1289749A1 (en) | 2003-03-12 |
| EP1289749B1 (en) | 2006-01-04 |
| MXPA02012421A (es) | 2003-06-06 |
| BR0111632A (pt) | 2003-09-16 |
| US6592963B1 (en) | 2003-07-15 |
| DE60116491T2 (de) | 2006-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1221380C (zh) | 蜂窝结构 | |
| AU2001268356A1 (en) | Honeycomb structure | |
| AU660463B2 (en) | Method of manufacturing a multilayer printed wire board | |
| CN101557923A (zh) | 制造成型的蜂窝结构的方法及由此制造的蜂窝结构 | |
| BRPI0718347A2 (pt) | Processos de fabricação de favos de mel e favos de mel fabricados por meio do processo | |
| US6817630B1 (en) | Method for the production of a multi-layer plastic identity card | |
| KR940701633A (ko) | 프린트된 와이어 보오드 및 그 제조방법 | |
| WO2019185475A1 (en) | Mica based three dimensional structures | |
| SE534875C2 (sv) | Lättviktslaminat som kan ges en krökt form, innefattande flexibelt papper | |
| JP3935519B2 (ja) | 耐熱性プラスチックカード及びその製造方法 | |
| KR930009317B1 (ko) | 매트 필름 | |
| JP3115471B2 (ja) | ハニカムコアおよびその製造方法 | |
| EP0336721A2 (en) | Method for making a thermoplastic honeycomb core | |
| EP1544179A2 (en) | Honeycomb structure and method for preparing the same | |
| GB2225282A (en) | Fibre reinforced foam structural components | |
| JP3683415B2 (ja) | 繊維強化プラスチック製のハニカムコア | |
| JPH11207842A (ja) | 繊維強化プラスチック製のハニカムコアの製造方法 | |
| JPH07156318A (ja) | ハニカムコア | |
| JPH10146904A (ja) | 繊維強化プラスチック製のハニカムコアおよびその製造方法 | |
| JPH11277651A (ja) | バイセクトタイプの繊維強化プラスチック製のハニカムコアの製造方法 | |
| WO1991003378A1 (en) | Thermoplastic honeycomb and methods of preparation | |
| CZ36124U1 (cs) | Sendvičová deska na bázi dřeva s textilními výztužnými vrstvami | |
| JPH04101841A (ja) | 離型フィルム | |
| TW200536713A (en) | Multi-layer composite material panel | |
| JPS59162039A (ja) | 可変形性ハニカムコア用積層体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20051005 Termination date: 20200612 |