CN1213311C - 分段反光片材料及其制作与使用方法 - Google Patents
分段反光片材料及其制作与使用方法 Download PDFInfo
- Publication number
- CN1213311C CN1213311C CNB008179247A CN00817924A CN1213311C CN 1213311 C CN1213311 C CN 1213311C CN B008179247 A CNB008179247 A CN B008179247A CN 00817924 A CN00817924 A CN 00817924A CN 1213311 C CN1213311 C CN 1213311C
- Authority
- CN
- China
- Prior art keywords
- sheet material
- reflecting sheet
- discrete segments
- carrier
- reflective article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/10—Applying flat materials, e.g. leaflets, pieces of fabrics
- B44C1/105—Applying flat materials, e.g. leaflets, pieces of fabrics comprising an adhesive layer
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/12—Reflex reflectors
- G02B5/136—Reflex reflectors plural reflecting elements forming part of a unitary body
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/12—Reflex reflectors
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/16—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the structure of the carrier layer
- C09J2301/162—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the structure of the carrier layer the carrier being a laminate constituted by plastic layers only
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S428/00—Stock material or miscellaneous articles
- Y10S428/913—Material designed to be responsive to temperature, light, moisture
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1028—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina by bending, drawing or stretch forming sheet to assume shape of configured lamina while in contact therewith
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1028—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina by bending, drawing or stretch forming sheet to assume shape of configured lamina while in contact therewith
- Y10T156/1033—Flexible sheet to cylinder lamina
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1062—Prior to assembly
- Y10T156/1075—Prior to assembly of plural laminae from single stock and assembling to each other or to additional lamina
- Y10T156/1077—Applying plural cut laminae to single face of additional lamina
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
- Y10T428/1424—Halogen containing compound
- Y10T428/1429—Fluorine
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
- Y10T428/1467—Coloring agent
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
- Y10T428/1471—Protective layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
- Y10T428/1476—Release layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
- Y10T428/1481—Dissimilar adhesives
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
- Y10T428/1486—Ornamental, decorative, pattern, or indicia
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/15—Sheet, web, or layer weakened to permit separation through thickness
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2839—Web or sheet containing structurally defined element or component and having an adhesive outermost layer with release or antistick coating
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Optical Elements Other Than Lenses (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
Abstract
本发明提供一种新颖片材制品,包括:具有第一与第二主面的载体;和多个分立片段(如反光片材),其中片材具有第一主观察面与第二主相对面,片材的第一主观察面最好可卸地附着于载体第二主面。较佳地,载体第一主面包括一防粘面,片材第二主相对面包含粘剂,制品以卷材形式提供,片材粘面与卷材相邻层的防粘面相邻。在目前的较佳实施例中,本发明提供了新颖的易使用的卡车能见度片材。
Description
发明领域
本发明涉及分段片材,包括适用于刚性或柔性等范围广泛的基板的分段反光型片材。
背景
反光片材已长期用来提高物件与车辆的夜间可视度(或“能见度”)。这种最先由Minnesota Mining and Manufactoring公司(st.Paul,MN(“3M”))开发的片材,大大提高了卡车在夜间的可视度,有助于防止无数的危险事故。
在世界上有些地方,这种救命的片材现由当地或中央政府部门托管。例如,当地政府常常会通过法规,准确地规定卡车有多长的尺寸要用片材勾勒出来,还有其它一些要求。例如在美国,法规规定了片材形状、安装要求,甚至提出了反光片段之间的间距。其它管辖区则有不同的法规。然而不幸的是,应用者会用错片材,如错算了其特定管辖区对间距的要求。这样就必须纠正勾勒状况,花费很大。
而且,有些类型的车辆,其档板难以使用成本最有效的片材。如某些有帆布侧面的卡车,最好使用普通价廉的“刚性型”反光片材。然而不幸的是,帆布档板的柔性特征与刚性片材不适配,用户只好使用更贵的“柔性”片材。
因此,本领域显然要求改进的片材以提高物件与车辆的能见度。这类片材及其制备与使用方法就是这里要揭示和要求保护的内容。
发明内容
在一实施例中,本发明提供一种新颖片材制品,它包括具有第一与第二主面的载体和多个分立片段(如反光片材),其中片材具有第一主观察面与第二主相对面,片材的第一主观察面附着于(最好“可卸地”附着于)载体的第二主面。
在另一实施例中,本发明提供的新颖片材制品包括具有第一与第二主面的载体、多个第一反光片材分立片段和多个第二反光片材分立片段,其中片材具有第一主观察面和第二主相对面,片材第一主观察面附着于载体第二主面。在一较佳实施例中,第一反光片材片段沿制品的主长度间隔开,至少一部分第二反光片材片段间置于其间。
在再一个实施例中,本发明提供的新颖片材制品,包括具有第一主面与第二主粘合面的载体和多个片材分立片段(如反光片材),其中片材具有第一主观察面、第二主相对面和外围,片材的第一主观察面附着于载体的第二主粘合面,载体延伸超过反光片材分立片段的外围。
在目前一较佳实施例中,本发明提供新颖而易用的卡车能见度片材。
本发明还提供制作和使用上述制品的新方法。
一种较佳的此类方法包括以下步骤:提供一长条具有第一与第二主面的载体;提供一长条反光片材,其中反光片材具有第一主观察面与第二主相对面(较佳地为一粘合面);把一长条反光片材切成更小的分立片段;和将片材第一主观察面附着于(较佳地“可卸”附着于)载体第二主面。
另一种方法包括以下步骤:在防粘衬里上设置一长条反光片材,片材具有第一主观察面与衬里保护的第二主相对粘合面;在衬里上把一长条反光片材切成更小的分立片段;沿至少一个方向拉长衬里使诸片段分离;和将片材第一主观察面附着于(最好“可卸地”附着于)具有第一与第二主面的一长条载体的第二主面。
另一种方法包括以下步骤:在防粘衬里上设置一长条反光片材,片材具有第一主观察面与衬里保护的第二主相对粘合面;在衬里上把该长条反光片材切成更小的分立片段;除去选定部分的片材以分开剩余诸片段;和将片材第一主观察面附着于具有第一与第二主面的一长条载体的第二主面。
上述制品的一种使用方法包括以下步骤:提供一长条能见度制品,该制品具有(i)带第一与第二主面的载体和(ii)多个具有第一主观察面与防粘面保护的第二主相对粘合面的反光片材分立片段,其中片材的第一主观察面附着于(最好“可卸地”附着于)载体第二主面;露出片材的第二主相对粘合面;和将片材粘合面贴到车辆表面,使片材粘附于车辆。在一较佳实施例中,使用方法还包括从被贴附的制品除去载体以露出片材第一主观察面的附加步骤。
附图简介
将参照附图进一步说明本发明,附图中用同样的标号表示同样的结构:
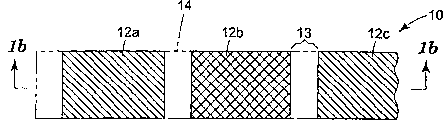
图1a是本发明分段片材一实施例的顶视图;图1b是图1a分段片材沿直线1b-1b截取的截面图。
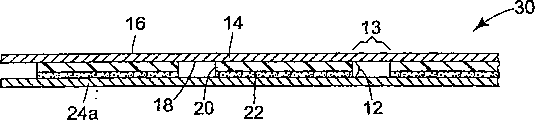
图2a与2b示出本发明分段片材的另一截面图,还示出联用的另一类衬里。
图3a~3g是本发明另一种分段片材的顶视图,其中片材部分包括示例的各种形态、图案和/或其间的间隔。
图4是本发明具有两条载体而不是单个载体的另一分段片材实施例的顶视图。
图5a是本发明另一分段片材实施例的顶视图,其中载体被分段;图5b是图5a中分段片材沿直线5b-5b截取的截面图。
图6是本发明另一分段片材实施例的顶视图,其中片材部分沿纵轴再分段。
图7a是本发明另一分段片材实施例的顶视图,其中载体延伸超过片材片段边缘;图7b是图7a分段片材沿直线7b-7b截取的截面图。
图8a~8g示意表示本发明的另一制造过程。
图9曲线表示分段片材在皱纹故障模式中预测数据与实测数据的相关性。
图10~13是各种故障模式的示意图。
这些理想化的附图不按比例绘制,仅作示例而不作限制。
较佳实施例的详细描述
本发明提供的反光片材制品(及其制造与使用方法)解决了一个或多个上述未满足的要求。
在一实施例中,本发明涉及带载体的卡车能见度反光片材。载体较佳地有利于在基板上使反光片段安置和/或定向,如本发明的制品容易适用于卡车帆布档板等柔性基板。这里使用的反光性包括任何背向光源提供反射光束的制品,入射角与制品观察面不垂直。因此,反光制品可以是任何合适类型的制品,例如包括棱柱形、密封珠、埋置珠与封闭型反光制品。
图1a是本发明一分段片材制品10实施例的顶视图,图1b是图1a分段片沿直线1b-1b截取的截面图。如图所示,分段片材制品10包括具有第一与第二主面16和18的载体14,还包括多个片材片段,一般为附着于载体的反光片材片段12(12a、12b、12c)或“片”。片材片段12(12a、12b、12c)通常包括片材观察面20(一般为反光衬里)与粘合层22。片段12为分立型,可同相邻片段分开一空隙13。片段12a、12b、12c等可以相同或不同,如12a与12c可以是第一类片,12b为第二类片材。这种结构可提供例如带交替红白色的制品。
在一实施例中,第一主面16包括一任选的防粘涂层,此类合适的防粘涂层包括压敏粘带行业常见的低粘性背胶(LAB)。在载体14包含任选的防粘面或涂层时,片材制品10能以贴片或卷筒形式提供,而粘合层22与相邻载体任选的防粘面或涂层保持接触,如在卷筒相邻层接触安置时。
当片材制品10的第二主面18为粘性,并且将片材制品10固定到一基板上时,片材与基板之间存在第一粘合力,第二主面18与观察面20之间存在第二粘合力,片材第一主面16与防粘面之间存在第三粘合力。根据常识,第一粘合力应大于第二粘合力,第二粘合力应大于第三粘合力。另外,细长载体的强度应设计成可承受第二粘合力。
图2a与2b是本发明分段片的另一些截面图,进一步示出配用的其它衬里。图2a中,分段片材30配有“连续”防粘衬里24a。防粘衬里的作用是在其对基板使用前保护粘合层22。使用时,在将制品贴到基板上之前,要除去(如撕去)防粘衬里24a露出粘剂22。在图2b中,分段片材32配有“分段”的防粘衬里24b。如上所述,制品贴到基板前,要除去衬里片。
图3a~3g是本发明另一分段片材的顶视图,其中片材部分包括示例的各种形状、图案和/或其间的间隔。
图3a的制品类似于图1a的制品,但相邻片段12之间的空隙13更小。相邻片段之间无空隙也在本发明范围内。然而,若在柔性基板如卡车帆布档板上使用,最好有空隙,这种空隙在客车侧面可有更大灵活性,尤其在片材为更呈刚性的片材时。如下面要详细的,有些应用空隙的实施例,使用时并不产生废物,如废料。
图3b的制品示出具有“菱形”形状的片段12。制作这种形状的一种方法是从条形切割方形或矩形(不浪费任何片材),在贴附到载体时将片段旋转45度。
图3c的制品示出“圆”形的片段12。
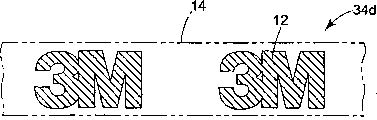
图3d的制品示出“不规则”形状的片段12,如可以构成词或消息。
图3e的制品示出有大量“矩形”小片段12的制品34e。制作这类制品的一种方法是(1)在可拉伸衬里上将反光条“轻触”切割成小矩形图案(“轻触”切割是不穿过所有层的部分切割),(2)将条材拉长(纵向或横向,或二种方向)使片段分开;然后(3)把分开的片段附着于载体。该方法可用任何其它“可压缩”图案,即任何其它不压缩在一起而可用片材切割且最少或没有废料的图案。
图3f示出的制品34f,有多个可组合成消息或示图的分立片段12。
图3g的制品示出“人字”形片段12。
图4是本发明另一分段片材制品36的顶视图。如图所示,分段片材制品36包括沿制品各边缘的两个载体14(14a,14b),还包括多个附着于载体的片材片段12或“片”(一般为反光片材片段)。
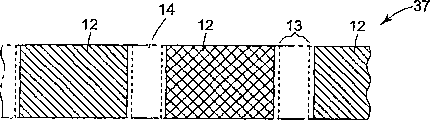
图5a示出本发明另一分段片材制品37的顶视图,图5b是图5a分段片材沿直线5b-5b截取的截面图。如图所示,分段片材制品37包括多个分段的载体14,还包括多个附着于载体的片材片段12(一般为反光片材片段)。需要的话,例如可用永久粘剂、接合、超声焊接、铆接、缝合或其它方法,把载体永久附着于片材片段。在这种场合中,在将制品加到基板后,载体就保持附着于片材片段,并且以后不会被除去。片材片段12一般包括反光面20与粘合层22。片材片段12为分立型,可以而且最好与相邻的片段分开一空隙13。需要的话,可选用防粘衬里24a(或分段的防粘衬里,未示出)。
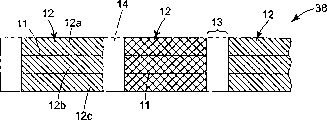
图6是本发明另一分段片材38实施例的顶视图,其中片材部分12再分段为三个更小的片(12a、12b、12c)。图6实施例示出在相邻片段12之间存在分离的制品,然而,其间有更小空隙或没有空隙也在本发明范围内。而且,在片12a、12b和/或12c之间有空隙也包括在本发明范围内。
图6片材的一个特征是通过提供切割线11可增大灵活性。在本发明大多数较佳实施例中,切割线11对片材的性能特性几乎无不利影响。例如,当片段12包括密封菱形或珠状反光片材时,最好封住片段边缘以防以后丧失片材性能。若反光片材应用反光涂层而不应用空气界面,这种边缘密封就无必要了。
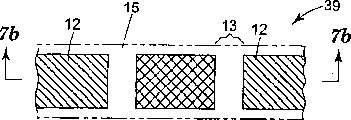
图7a是本发明另一分段片材39实施例的顶视图,载体15延伸超过片材部分的边缘。图7b是图7a分段片沿直线7b-7b截取的截面图。本例中,载体15具有衬层17与粘层19。载体15延伸出片材部分12的边缘,需要的话,可用载体将颗粒固定于基板或使片材与周围环境密封。因而在该例中,不要求部分12含有自己的粘层,尽管必要时可应用这种粘层。
图8a示意示出本发明的一种制造过程40。在该过程中,展开一卷42片材44(一般为反光片材),图示出片材44位于一任选的防粘衬里46上,通过切割设备48形成片材片段50,然后片段50对准载体52附着于其上。在该过程的较佳实施例中,载体包括将片段与之固定的粘面56。在较佳实施例中,诸片段(50、50b、50c等)沿载体定位,其间有空隙58。在大多数较佳实施例中,接着将附着有片段50的载体52绕成分段片材卷材60。需要的话,可用任选的衬里(未示出)覆盖保护片段的任选粘面。或者,载体52包括防粘面54,本身起到衬里作用。
图8b示意表示本发明的另一制造过程70。为简化起见,图8b省去了除去防粘衬里的过程,但这些步骤实际上要执行的。在该过程中,展开第一卷72a的片材74a(一般为反光片材),使之通过切割设备78a形成片材80a,然后将片段80a对准载体82并附着于其上。展开第二卷72b的片材74b,使之通过第二切割设备78b形成片材片段80b。然后将片段80b对准载体82附着于其上,通常位于第一片材74a的片段之间。在较佳实施例中,诸片段沿载体定位,其间有空隙。这两种片材(74a、74b)可以相同或不同。在一实施例中,两种片段有不同的反光特性(如不同的光学特性)或不同的颜色,两种片材沿载体交错。在大多数较佳实施例中,接着把附有片段80a与80b的载体卷成分段片材卷材90。需要的话,可用任选的衬里(未示出)盖住保护片段选择的粘面。或者,载体82可以包含本身起到衬里作用的防粘面84。
图8c示意表示本发明另一种制造过程90。本例中,片材91以多个切割密封的反光片段的形式提供,有粘剂与粘合载体。片材91提供给驱动轧辊92a与92b,轧辊92a与92b拉动片材91从中通过。在点94,粘合载体剥离片材91绕在辊96上。接着,带防粘面100的粘合衬里98在压辊102a和102b处与片材91接触。有粘合面106的细长载体104在压辊102a和102b片与片材91接触。最后成品108包括细长载体、多个片材片段和粘合衬里。本领域的技术人员应明白,改变压辊102a和102b相对于压辊92a和92b的转速,可以精确地控制各种片段之间的相对间隔。
图8d示意表示本发明另一种制造过程110。该例与图8c相似,元件标号相同。片材91以多个置于粘剂上的切割密封的反光片段和粘合载体的形式提供。片材91提供给驱动压辊92a和92b,驱动压辊92a和92b拉动片材91从中通过。在点94,粘合载体与片材91剥离而绕在辊96上。然后基于致动器112的选择性操作,将各片材片段提供给多条传送线111、113之一。虽然图示为一对传送线111、113,但是本领域的技术人员显然知道可应用任意适宜数量的传送线。在每条传送线中,有防粘面的粘合衬里98a、98b在压辊102a、102b、和114a、114b上与片材91接触。带粘合面106a、106b的细长载体104a、104b与片材91接触。得到的成品108a与108b包括细长载体,多个片段和粘合衬里。本例用同一种分段片材提供一对制成品卷材,制成的卷材在相邻片段之间有同样的间隔或不同的间隔,具体取决于压辊102a、102b、114a与114b的相对速度。
图8e示意表示本发明另一种制造过程120。该例中,片段122与载体126(有粘面127)和粘合衬里128(有防粘面129)一起供给压辊124a与124b。压辊124a与124b把各种元件紧压在一起形成中间制品130。在压辊132a与132b处,在细长载体126中产生许多不连续,这种不连续可以取任何合适的形状,但最好是槽。在载体126中生成槽的一种方法包括使用包含许多切具136的压辊132b。这种方法较佳,因为可将压辊相对压辊132a的作用与切槽的作用组合起来。然而,本领域的技术人员明白,需要时可将各种功能分开来。图8g是较佳压辊132b的透视图,示出了切具136。图8f是成品138的顶视图,示出的不连续140在片段122之间跨过成品138宽度延伸。
合适和较佳的材料,组装方法和本发明制品的用法如下所述。
本发明合适的制品包括具有第一与第二主面的载体,较佳的载体一般为细长条。本发明大多数较佳的载体通常以卷材形式提供。
合适的载体包括薄膜与片状背衬材料,尤其佳的载体包括聚合膜背衬材料。例如,合适的载体所包括的聚合背衬膜,在制造加工和/或以后将制品应用于基板期间,其强度可支持附着的片材片段。对有些实施例(如载体设计成在将片材应用于基板后要除去的场合),载体最好具有足够的抗拉强度,让它便于与附着的片材剥离。或者,载体用某种合适的材料制作,通过溶解载体而把该材料从片材里除去(如将片材应用到基板之后)。
在更佳的实施例中,载体具有例如把片材片段附着于载体的粘面。这种粘剂一般是压敏粘剂(PSA),但必要时可使用其它合适的粘剂(如美国专利号6,004,670、5,912,059、5,908,695与5,888,335揭示的非粘性粘剂)。
合适的PSA包括对片材片段提供必要粘合的PSA。较佳的PSA可提供适宜的粘合强度,在制造加工和/或将片材片段应用于基板期间,可支持片材片段。例如,合适的PSA包括下列美国专利号所描述的PSA:5,861,211、5,905,099、5,820,988、5,804,610、5,639,530、5,584,962、5,580,417、5,453,320、5,391,015、5,334,686、4,985,488、4,946,742和4,248,748。在载体设计成保持与所加制品附着的场合中,要记住,最好以长期持久性来选择PSA。在制品加到基板上之后要除去载体(如剥离)的场合中,最好要调整粘剂或其用量的选择(如涂料重量、涂层图案或涂层纹理),使载体容易剥离。换言之,与片材片段和/或基板的粘合力最好在除去载体时不让片材片段与基板分离,或从基板上除去载体太困难。
其它合适的PSA,比如在制作带可除去载体的制品时使用的PSA,包括以下美国专利号所描述的水溶性PSA:3,865,770、4,413,080、4,569,960、5,125,995、5,270,111、5,380,779、5,397,614和5,460,880。如前所述,这种粘剂尤其适用于水溶载体背衬。在载体背衬与粘层都可用例如水溶解的情况下,可以简单地把载体从基板上冲洗掉,无须剥离载体。
应用其它附着方法也符合本发明范围。合适的其它方法包括“无粘性粘剂系统”(如以上专利所揭示的)和/或直接层迭于合适的聚合物表面。正确选择无粘性粘剂系统或层迭法,可合适地调节载体与片材的粘合力。
使用其它“永久”附着方法也符合本发明范围。合适的“永久”型附着包括声波焊接法、层迭法(如加热层迭)等,如运用线路、光点等将载体以声波方法焊至片材。然而可认识到,例如改变焊接数量或大小,可以改变附着的“持久性”。
除了定位和支持多个片材片段以外,合适的载体最好还可作些延伸。如前所述,本发明制品一般包括载体和多个与之附着的片段。在有些场合中,片材片段本身可能不怎么可延伸。具有低延伸片材片段的分段制品可能主要或仅在片段之间的空隙处有效地延伸。因此,较佳的载体可以延伸,让制品沿不规则表面如绕障碍物弯曲、绕曲线弯曲和/或绕角弯曲而定位,在铆钉上拉伸,在柔性基板中原有的折线上拉伸等。载体最好在沿笔直的基板应用制品时保持其原形(如直纵向形),而且需要时可用应用工具拉伸,如绕车轮凹部延伸。然而,在有些实施例中,使用了完全可延伸的载体,如下述的实例1试验9那样,其中载体延伸度有利于“控制”或指导反光片段在非线形场合中的应用。例如,若准备按“S”形使用诸分段,则在应用时就可拉伸与扭转该可延伸载体,对该图案形成近似的曲线。
在另一些实施例中,如在将载体设计成保持附着于制品的场合中,载体最好用合适的紫外(UV)线吸收体和/或其它辅剂构成。较佳的辅剂有助于对载体和/或下面的制品提供长期耐用性。载体还可对制品提供一个或多个特征,如耐刮、耐湿、耐霉菌与细菌、耐脏、耐刻等。例如,载体可用反射玻璃材料(Scotchlite)优质保护覆盖膜构制,它包括乙撑四氟乙烯膜与丙烯酸盐粘层,可提供上述几种特征。也可使用3M出售的商标为SCPS-2的Prespace带与商标为SCPM-3的Premask带等载体。
在更佳的实施例中,载体有一防粘面,在载体以卷材形式提供时便于展开,而且/或者在制品为卷材形式时有利于展开片材在无主动行为的情况下,片材片段不会分离)。
合适的防粘面包括粘带领域已知的低粘性背衬胶(LAB)涂层。合适的LAB包括典型的硅酮防粘涂料,如应用于配备图形制品的衬里元件上,3M公司有售,商标为“3M反射玻璃材料优质保护覆盖膜系列1160”。美国专利号5,817,376、5,962,546、5,858,545也揭示了合适的LAB。
本发明合适的制品包括多个分离的片材片段,如反光、反射或不反射片材。不反射片材的一些片段可以是发荧光的。这类合适的片材具有第一主观察面与第二主相对面。在较佳实施例中,片材的第一主观察面可卸地附着于载体的第二主面。
合适的反光片材包括“珠型”反光片材(如露裸透镜、封闭透镜与密封透镜片)和“菱形”或“立体角型”片材(如密封菱形与金属化菱形片)。在题为“Standard Specification for Retroreflective Shecting for Traffic Control”的ASTM D 4956-94中,描述了合适的反光片材类型。片材的亮度或反光度可表示为反光系数Ra,该系数以坎德拉/勒/平方米为单位量度,用ASTM E810-94测定。
反光片材可以是柔型片或刚型片材。本发明制品的一个优点是可以使用刚型片或低延伸型片,即使用在帆布侧面卡车等柔性基板上。
在美国专利号2,326,634、2,354,018、2,354,048、2,354,049、2,379,702与2,379,741中,揭示了示例的裸透镜反光片材的实例。在美国专利号2,407,680、3,551,025、3,795,435、4,530,859、4,588,258、4,664,966、4,775,219、4,950,525、5,064,272与5,882,771中,揭示了示例的封闭透镜反光片实例。在美国专利号3,190,178、4,025,159、4,663,213、5,069,964、5,605,761、5,714,223、5,812,316与5,784,198中,揭示了示例的密封透镜反光片材实例。在美国专利号5,138,488、5,450,235、5,614,286、5,706,132、5,714,223与5,754,338中,揭示了示例的密封菱形反光片材实例。在美国专利号5,914,812、5,491,586、5,642,222、5,376,431中,揭示了示例的其它菱形反光片材实例。
在使用密封性片材时,最好以某种方式形成分段,让密封的片段边缘可防潮气和/或赃物沾污。本领域显然可用各种方法实现这一点。例如,在制造这种片材时,可在片材里设置密封管,通过密封管切割片材而切成片段。而且,片材切割后,可在下一步例如利用沿不密封两边缘的密封材料密封边缘。或者,在本发明有些实施例中,载体本身可以延伸出片材边缘并用来形成密封包(即载体与基板一起形成包),而片材包含在里面。
应用于本发明的较佳片材包括一粘合面。粘剂的选用受制于多种因素,如片材准备附着的基板的类型。在较佳实施例中,粘剂为PSA。更佳地,粘剂的耐用性可延长片材制品的使用寿命。除了上述专利揭示的粘剂以外,涉及PSA的某些代表性专利包括:美国专利号5,861,211、5,905,099、5,820,988、5,804,610、5,639,530、5,584,962、5,580,417、5,453,320、5,391,015、5,334,686、4,985,488、4,946,742和4,248,748。
合适的反光片材能以各种颜色、形状提供,而且/或者具有各种光学特性。在本发明一些较佳实施例中,可以使用一种以上颜色或一种以上光学特性的片段。例如,载体可以包括多个间隔开的“红色”反光片材片段,红片段间的空隙很大。而大空隙或部分大空隙可以填上不同的(如“白色”)反光片材,得到的制品将包括例如交替的红白片。或者,沿载体可以使用具有一种以上反光光学特性的分段(如较窄或较宽的入射和/或观察角度),例如为了创制一种能见度制品,可以沿载体定位交替的分段,呈现出尤其佳的入射角度方向或平面(如左右、上下、水平、垂直)和荧光特性。
在本发明较佳实施例中,粘剂与防粘面的选择要便于制品的制造、处理和/或使用。如在有些实施例中,将片段设计成可卸地附着于载体。在这些实施例中, “可卸地附着”指把载体设计成临时附着于片材,如最好把片材片段完好地附着于载体,在制品制造与处理时保持附着。但在这些实施例中,最好把载体设计成在与片材剥离时不损伤片材或使片材片段过早地从贴住的基板除去。同样在该例中,最好把载体设计成容易与贴上制品的基板剥离。在更加的实施例中(如在载体与片材都包含PSA而且载体还包含防粘面的场合中),选用的PSA使载体与片材能与卷材下层剥离而不使片段与载体粘面分离,而且在将片材与载体贴到基板上时,片材与基板的粘合度高得足以让载体剥离片材而不使片段与基板分离。
曾试过用各种方法取的这一效果,如选用合适的低粘合涂层(如在载体或防粘衬里上,或选在片材观察面上)可有助于调节粘合特征。而且,粘剂、粘剂涂层重量或粘剂纹理的选择也可实现这一目的。
曾试过以各种形式提供本发明制品,如为了提高卡车能见度,制品适于做成长条,可以如扇子般折叠、堆迭(如贴片形式),以卷状或某种其它方式包装提供。较佳形式为卷形。
合适的制品可以包括保护制品表面的衬里,如在用到基板上之前,可用防粘衬里保护粘面(如不干胶粘面)。或者,制品本身可以包括一合适的防粘面(如在载体上),当制品以贴片或卷形提供时,就能保护该粘面。该例有两大优点,一是不用防粘衬里,可节省费用,二是用户不必处理防粘的衬里或对其安置。
在各种制品的制造或使用方面,本发明诸特征是有用的。一种这样的较佳制品是车辆能见度制品(如用于汽车、卡车、船只、有轨电车、飞机、拖车、地面搬运设备、农场设备、自行车、摩托车等)。其它应用还包括筒包装能见度制品(如用于圆筒)、交通锥形路标与隧道能见度制品、栅栏能见度制品(如用于路旁)、柔性标志(signage)、头盔(如自行车头盔)、背包和服装(如安全短上衣与背心)。
用做车辆能见度制品,最好以适于个别主管团体的形式提供制备。特别要注意的一个法规是联合国的“Agreement Concerning The Adoption of UniformTechnical Prescriptions For Wheeled Vehicles,Equipment And Parts Which Can BeFitted And/Or Used On Wheeled Vehicles And The Conditions For ReciprocalRecognition Of Approvals Granted On The Basis Of These Prescriptions(Rev.2/Add.103;E/ECE/324;E/ECET/Trans/505)“。该文件在其中对能见度片材提出了各种规程。本发明较佳的片材满足或优于这些规程。
根据对附着于帆布等柔性基板的反光片材常见故障的详细分析,实现了本发明的诸附加实施例。分析的目的为了确定将反光片材装到帆布基板的有利特性。如上所述,帆布在用作卡车侧边时尤其容易弯曲,弯曲时,帆布就变成复合弯曲的。若片段的位置使得帆布在片段之间的空隙处不出现自由弯曲,则置于其上的反光片材就被迫起作用。反光片材一般是层迭结构。反光片材层迭体将根据其材料、层厚度、层迭体内诸材料的位置与分布以及粘剂对负荷的承受能力起作用。一般而言,反光层迭体有四种故障模式。
第一故障模式示于图10A与10B,在帆布弯曲使片段第一主面受拉并在第一主面内造成裂缝时出现。图10A中,基板200与片段202均平直。图10B中,基板200弯曲,片段202形成裂缝204。这类裂缝在多次弯曲后出现,或单次弯曲出现易碎故障,对预定使用环境正确选择材料柔性,可避免该故障模式。
第二故障模式示于图11,它在片段202边缘206等边缘隆起或开始脱壳时出现。这种故障模式一般在片段边缘206位于一部分弯曲的基板200上时出现。片段202起作用时对粘剂加一弯矩。纠正该故障模式的一种方式是选用特别适合该基板的粘剂。一种尤其适合帆布的粘剂是美国专利号5,861,211描述的PSA。虽然该粘剂特别适合帆布,但是本领域的技术人员明白,可选用任何合适的粘剂。然而,即使是最佳的粘剂,在失效前也只能承受有限的弯矩。因此,纠正该故障模式的第二种方法是选用弯曲刚性小的层迭体。考虑一种边缘弯到恒定曲率的简单而理想的情况是有益的。加到粘剂的弯矩近似正比于片段202的刚性而反比于圆半径。例如,经验指出,美国专利号5,861,211描述的PSA,在70℃下与试验帆布(Verseidag Indutex/German,type Duraskin 12 B129835)脱粘之前,能承受片段的弯矩M高达约6×10-3N*m。3M#981反光片材是一种典型的刚性密封的“菱形”片材,其弯曲刚度D约为6×10-5N*m2。因此,3M#981片段与美国专利号5,861,211描述的PSA在70℃下能承受弯曲而边缘不隆起的半径为D/M=6×10-5N*m2/6×10-3N*m=1×10-2m=10mm。
能在故障前承受更高弯矩和/或使用很小刚性片段的粘剂,应在故障前允许所述片段弯成更小半径。
第三故障模式示于图12,它在高压喷射的快速流动的水208射在片段202任何边缘时出现。据信,该故障模式也与粘剂有关,但与机械作用、层迭特性或任何所述片段独特的宽-长组合无关。用特别适合帆布的粘剂附着于帆布的各种片段(从薄软到厚硬的片段),在暴露了高压水喷射时无故障。
第四故障模式示于图13A与13B。该故障模式在反光片段202受压时出现,例如弯曲附着片段202的基板200(如帆布),使片段202绕内弧弯曲。此时,一部分反光覆盖片段202会弯皱,如皱纹210,于是弯皱部分210从基板200隆起。用五种不同层迭体制造若干片段202,各层迭体用13~50mm宽、13~150mm长作试验,将片段附着于试验帆布Daraskin12B129835,对各种内半径作结构弯曲,测定可防皱纹的最小长度。表1列出五种与下述讨论相关的层迭体的材料特性。
表1a
| 材料 | 模量×10-8/Pa | 泊松比 |
| 玻璃质热塑1,2 | 6.9 | 0.3 |
| 半结晶热塑1 | 21 | 0.4 |
| 热塑弹性体2 | 0.21 | 0.5 |
1.应用刚性立体角膜的材料。
2.应用柔性立体角膜的材料。
表1b
| 层迭体结构,最软到最硬 | |
| 1 | 3.8密耳玻璃质热塑膜 |
| 2 | 密封最软立体角膜 |
| 3 | 蒸涂半软立体角膜 |
| 4 | 蒸涂硬立体角膜 |
| 5 | 密封硬立体角膜 |
试验条宽为W,长为L,间距为δ。第一次观察结果是,若片段端部之间的距离过小,在帆布弯曲时,端部相互冲撞或一端在另一端顶部滑动。端部避免冲撞的最小δ近似为:
其中t为层迭体厚度。(括号内的项是片段第一主面的应力)。下面的公式详细描述了该项。
第二次观察结果是,在较大半径时,较长的片段长度比较短的片段更易故障,而对规定的片段长度,在较小半径时,硬片段比不硬片段更易故障。使用较短的长度、更大的刚度,或将半径限制于某一尺寸以上,以减小这种皱纹故障模式的可能性。表2列出为避免绕6.4mm半径弯曲的五种试验层迭结构的片段出现这种故障模式而观测到的最小长度。
表2
| 层迭体结构,最软到最硬 | 避免皱纹的最小长度 | |
| 1 | 3.8密耳玻璃质热塑膜 | 51mm |
| 2 | 密封最软立体角膜 | 51mm |
| 3 | 蒸涂半软立体角膜 | 64mm |
| 4 | 蒸涂硬立体角膜 | 64mm |
| 5 | 密封硬立体角膜 | 83mm |
下面的推导有利于分析预测皱纹造成的片段故障。推导严密地应用于弹性材料。假定层迭体由各向同性层压片构成,施加的负荷、形变与反作用力只以一维度图示。当起初扁平层迭体沿一根轴线弯成半径R时,柱内部形成的表面压缩,而外表面受拉。对于可能用单层材料组成的片段(如第一种层迭结构#1),表面之间的平面中间呈中性,因为既不压缩也不受拉。层表面的应力ε为:
反光片材是层迭体,中性轴是组成该层迭体的材料的位置与模量的较复杂的函数。对于层迭体情况,公式2a的分子是第一主面与中性轴的距离yn。在层迭体弯曲时,像单层的中间平面一样,中性轴平面既不受压也不受拉。此时,第一主面与应力的作用由公式2b表示:
层迭体上的总压应力Pcomp可用公式3求出:
Pcomp=ε×A, (公式3)
其中A是层迭体的延伸刚度。对一个材料层的片段而言,
其中E是模量,v为泊松比。对这里讨论的由N个层组成的层迭体,A计算成由其各自厚度加权的各层的模量之和,i指第i层。对于含第一主面的层,i=1。Ei、ti、vi分别为第i层的模量、厚度与泊松比。
中性轴离层迭体第一主面的深度为yn,从公式4c可以算出yn:
(公式4c)
Pcomp与A的单位为单位长度力。若Pcomp低于临界阀值Pcr,则片段无论是由单层还是层迭体构成,弯曲时都无皱纹。若Pcomp大于Pcr,则该片段就响应于压力负荷起皱。临界阀值Pcr正比于片段的弯曲刚度与其长度平方的比值,即
D是反光层迭体的弯曲刚度。对单层片段而言,
其中I是该层的惯性矩,I=t3W/12。对于层迭体而言,D计算为对于所有层各层模量乘积和该层与中性轴距离的立方之和。计算刚度的简明算法为:
其中zi为层迭体中间平面与第i层和第i+i层之间界面的距离,例如:z0为中间平面与第一主面的距离;zn为中间平面与第二主面的距离。注意,z0-z1=t1,z1-z2=t1,依次类推;zo-zn为层迭体厚度。
公式5所有两边之间的比例k取决于边缘约束条件和加大复杂性的其它因素。根据五种层迭体结构的试验,已推导出一种经验关系式,结合公式2与3并设置公式5,临界压力负荷小于公式2的弯曲片段压力负荷,得到的表达式限定了可避免皱纹故障的最长的片段长度。
单层时,(D/A)=t2/12,Yn=(t/2),公式7简化为:
在层迭体该层有同样模量的材料组成时,较简单的公式8基本上等同于更严密的公式7。下面将应用更严密的公式7。表3列出首次在表2列出过的结构的层迭体特性。
表3
| 结构 | 硬度*10-4A/(N/m) | 刚度*104D/(N*m) | 中性轴yn/mm | |
| 1 | 3.8密耳玻璃质热塑膜 | 0.97 | 0.76 | 0.048 |
| 2 | 密封最软立体角膜 | 1.1 | 1.8 | 0.12 |
| 3 | 蒸涂半软立体角膜 | 1.5 | 5.4 | 0.13 |
| 4 | 蒸涂硬立体角膜 | 2.3 | 9.8 | 0.13 |
| 5 | 密封硬立体角膜 | 2.6 | 24 | 0.20 |
下面表4组合了首次在表2列出的结果和按公式7计算的值。
表4
| 结构 | 防皱纹的最小长度/mmLmin | (D/A*(R/yn))1/2/mmR=6.4mm |
| 1 | 51 | 0.33 |
| 2 | 51 | 0.30 |
| 3 | 64 | 0.43 |
| 4 | 64 | 0.46 |
| 5 | 83 | 0.56 |
图9对附着于试验帆布并绕半径为6.4mm的心轴弯曲的研究层迭体示出了(D/A*(R/yn))1/2与Lmin的关系曲线。除了公式与R2值以外,还示出了线性回归拟合曲线。利用图9的回归拟合曲线,对于特定硬度与刚度的层迭片段在帆布弯曲时而被迫弯曲的情况,还可对避免压缩起皱纹故障的最小片段长作归一化。具体而言,满足公式11的条件,一般可避免起皱。
反光片材中各片段的长度可以是不同的。例如,片段的长度可以为25-75mm,甚至可以为25-250mm。较佳的是,各片段被长度最多为片段长度40%的空隙隔开。
制品特性与最后制品即制品在基板上的使用相关,例如,若最后制品在基板上使用时,载体要除去,则载体不包括在制品计算中。
现在已参照几个实施例描述了本发明。前面的描述与实例仅用于理解,并不加以限制。本领域的技术人员应明白,可对描述的诸实施例作出许多改变而不违背本发明的范围与精神。因此,本发明的范围不限于这里描述的精确的细节与结构,而是由如权利要求描述的结构和这些结构的等效物来限制。对于在具有柔性侧边的车辆(如帆布侧边卡车)上的使用,发现较佳片材片段具有足以适应任何必要认可标志的长度,更佳的长度至少为12mm,最佳至少为24mm,优化至少为48mm。需要的话,合适的片材片段可长达几英尺。片材宽度一般为30~120mm,更加为40~100mm。相邻片段之间的空隙大小由行政实体规定,通常较佳的空隙大小要满足应用规定,如在美国,较佳的空隙尺寸等于最短相邻片段的长度。在欧洲,空隙尺寸较佳地等于最短相邻片段之长度的一半。
虽有上述规定,但在帆布基板上,片段尺寸与空隙尺寸最好按基板的物理特性来选择。片段较短时,有利于自由弯曲。而且,较佳的空隙尺寸似乎与基板厚度有关,较佳最小空隙尺寸至少为基板厚度的2~4倍。对于在0.53mm厚帆布卡车侧边上的50mm长的片段而言,空隙尺寸较佳至少为4mm,需要时可使用更大空隙。
本发明制品可用各种方法制作。一种较佳方法包括以下步骤:(1)提供一长条具有第一与第二主面的载体;(2)提供一长条反光片材,其中片材具有第一主观察面与第二主相对面(最好为粘合面);(3)将反光片材条切成分立片段;和(4)将片材第一主观察面附着于载体的第二主面。需要的话,可将一种以上的片材附着于载体。例如,沿载体连续附着第一种片材片段,而在第一种片材之间的空隙内附着第二片材片段。
在附着于载体之前,最好转动片段,这样可节省材料。在一条片材切成矩形再旋转45度切成菱形时,废料最少。而且,带特定角度(如向左)的片材可以切成方形,再旋转90度、180度和270度,提供向上、向右与向下的角度。
在另一工艺中,可在可拉伸衬里上设置一条片材,通过该片材“轻切”到衬里的深度。在衬里上形成多个片段;再沿一个或多个方向(如纵向或横向等)拉伸,使诸片段分开。接着,对分离的片段(和选择除去的衬里)层迭载体,提供分段片材制品。该方法一般包括以下步骤:在防粘衬里上设置一长条反光片材,其中片材具有第一主观察面与由衬里保护的第二主相对粘面;在衬里上将长条反光片材切割(如轻切)成较小的分立片段;沿至少一个方向(如纵向或横向等)拉伸衬里,使诸片段分开;再将片材第一主观察面附着于(最好“可卸地”附着于)具有第一与第二主面的细长条载体的第二主面。
在另一过程中,在衬里上设置一条片材,“轻切”到衬里深度而在衬里上形成多片段;除去片材小片,使其余诸片段分开。然后,将载体层迭于分离的片段(并有选择地除去衬里),提供分段片材制品,若除去的片材不再使用或不可使用,该工艺就欠佳,因为除去的片材成了废料。该方法一般包括以下步骤:在防粘衬里上设置一长条反光片材,其中片材具有第一主观察面与由衬里保护的第二主相对粘面;在衬里上把细长条反光片材切割(如“轻切”)成较小的分立片段;除去选择部分的片材,使其余诸片段分开;再把片材第一主观察面附着于具有第一与第二主面的细长载体的第二主面。
把反光能见度制品制品应用于车辆,可使用几种方法。一种较佳工艺涉及以下步骤:(1)提供一长条能见度制品。该制品具有含第一与第二主面的载体和多个反光片材的分立片段,其中片材具有第一主观察面与第二主相对粘面,而且片材的第一主观察面可卸地附着于载体的第二主面;(2)露出片材第二主相对粘面;(3)把片材粘面贴到车辆表面,使片材附着于车辆。装贴步骤可以有选择地包括拉伸载体将片段定位于所需位置(如在帆布卡车档板的折线上、铆钉上包角等)的步骤。需要的话,只要将片段相互推近,还可缩小制品的空隙。
在较佳实施例中,再除去载体,露出片材观察面。这可以通过例如剥去载体而实现。
需要的话,可以沿基板重复多次上述加工,例如让一种以上片材附着于基板。例如,第一次装贴可以提供片段之间空隙大的分段制品,第二次装贴分段制品可以沿同一路线进行,在一部分空隙中放置第二中片材。
本发明的分段制品的另一优点是容易修复或调换损坏的片段,无须切割应用的制品。
以下提供的实例有助于理解本发明内容,但并不用于限制本发明的范围,这些实例进一步示出各种特定与较佳的实施例与技术,并进一步阐述某些特征与优点。但应理解,可以作出众多变化与更改而仍落在本发明范围内。除非另有说明,所有部分与百分数均指重量。
实例
实例1:能见度制品
(A)下列反光片材材料切割成标明的尺寸与形状,用于构制各种能见度制品:
(A1)3M#970反光片材-55mm×55mm,方形片段
(A2)3M#983反光片材-55mm×55mm,方形片段
(A3)3M#981反光片材-55mm×55mm,方形片段
(A4)3M#981反光片材-14mm×55mm,矩形片段
(A5)购自Reflexite Corporation of Avon,Conneticut的片材,商标“VC 104Patt WH Curtain Grade Sheeting”。金属化,50mm×50mm,方形片段
(A6)购自Stimsonite Corporation of Parsippany,New Jersey,商标“4500Sheeting”,金属化,52mm×52mm方形片段。
(B)用下列帆布作试验基板:
(B1)Verseidag Indutex/German,Duraskin 12 B129835型,色#070兰。帆布厚度为0.53mm。
(C)下列材料用作示例载体:
(C1)3M产品#TPM-5ECF膜。这是一种聚乙烯膜,一面有低粘性粘剂,反面有硅酮防粘涂层。材料原度约0.14mm。
(C2)3M聚乙烯3112型带。为低密度聚乙烯,一面有低粘性粘剂,厚度约0.08mm。
(D)下列材料用作示例防粘衬里:
(D1)共聚防粘衬膜(约0.085mm厚),包括丙烯共聚物,涂有硅酮聚合物。合适的衬里在商业上以上述的3M#981片材提供。
实例1,试验1:
按图2a构制能见度片材制备,载体16包括上述宽度等于片材12的载体(C1);片材12包括3M#981反光片材-55mm×55mm方形片段;衬里24a包括上述衬里(D1)。片段空隙约20~30mm。在一实施例中,诸交替的片段转90度,产生铺盖作用。
实例1,试验2:
按图2a构制能见度片材制品,载体16包括上述宽度等于片材12的载体(C1);片材12包括3M#970反光片材-55mm×55mm方形片段;衬里24a包括上述衬里(D1)。片段空隙约20~30mm。
实例1,试验3:
按图2a构制能见度片材制品,载体16包括上述宽度等于片材12的载体(C1)i片材12包括3M#983反光片材-55mm×55mm方形片段;衬里24a包括上述衬里(D1)。片段空隙约20~30mm。
实例1,试验4:
按图2a构制能见度片材制品,载体16包括上述宽度等于片材12的载体(C1);片材12包括Reflexite,VC104 Patt WH Curtain Grade Sheeting,金属化,50mm×50mm方形片段;衬里24a包括上述衬里(D1)。片段空隙约20~30mm。
实例1,试验5:
按图2a构制能见度片材制品,载体16包括上述宽度等于片材12的载体(C1);片材12包括Stimsonite,4500sheeting,金属化52mm×52mm方形片段;衬里24a包括上述衬里(D1)。片段空隙约20~30mm。
实例1,试验6:
按图7a构制能见度片材制品,载体16包括上述宽65mm的载体(C1);片材12包括3M#983反光片材-55mm×55mm方形片段;衬里24a包括上述衬里(D1)。片段空隙约20~30mm。该例中,载体延伸通过片段,对基板提供附加粘合力。
实例1,试验7:
按图2a构制能见度片材制品,载体16包括上述宽55mm的载体(C1);片材12包括3M#981反光片材-14mm×55mm矩形片段;衬里24a包括上述衬里(D1)。片段空隙以4~7mm为宜。
实例1,试验8:
按图2a构制能见度片材制品,载体16包括上述宽度等于片材12的载体(C1);片材12包括3M#981反光片材-55mm×55mm方形片段(切割成红或白色片段);衬里24a包括上述衬里(D1)。片段空隙约20~30mm,交替片段着色成红或白。
实例1,试验9:
按图2a构制能见度片材制品,载体16包括上述宽度等于片材12的载体(C2);片材12包括3M#981反光片材-55mm×55mm方形片段;衬里24a包括上述衬里(D1)。片段空隙约20~30mm。在一实施例中,交替片段转90度,产生铺盖作用。
现已参照若干实施例描述了本发明。前面的详细描述与实例给在更清楚地理解,不能理解为限制。本领域的技术人员明白,可对描述的实施例作各种改变而不背离本发明的范围与精神。因此,本发明的范围并不限于这里描述的准确细节与结构。而是受制于如权利要求所述的结构和这些结构的等效结构。
本文件中加插的标题仅为了方便,并不构成文件的一部分。本发明可在没有任何上述来具体描述的单元时实施。
Claims (65)
1.一种反光制品,其特征在于,包括:
一细长载体;和
反光片材的多个分立片段,所述反光片材具有第一主观察面和第二主相对面,并且被设置在所述细长载体上;
其中,反光片材的分立片段具有一形状,所述形状沿细长载体重复,并且所述第一主观察面附着于所述细长载体。
2.如权利要求1所述的反光制品,其特征在于,
所述细长载体具有第一主面与第二主粘面;
所述反光片材具有一周边,并且所述第一主观察面附着于所述细长载体的第二主粘面;并且
所述细长载体延伸超过反光片材之分立片段的周边。
3.如权利要求1所述的反光制品,其特征在于,反光片材的所述多个分立片段形成一种图案。
4.如权利要求1所述的反光制品,其特征在于,反光片材的多个分立片段形成一个字母。
5.如权利要求2所述的反光制品,其特征在于,
所述细长载体的第一主面包括一防粘面,
所述反光片材的第二主相对面包括一粘剂;并且
所述制品以卷材形式提供,反光片材的粘面与卷材相邻层的防粘面相邻。
6.如权利要求5所述的反光制品,其特征在于,
所述细长载体的第二主面包含一粘剂,
反光片材的第一主观察面以第二粘合力附着于所述细长载体的第二主面,
所述反光片材附着于一基板时提供第一粘合力,且
第一粘合力大于第二粘合力。
7.如权利要求6所述的反光制品,其特征在于,所述细长载体包括多个间断部分,它们位于所述分立片段之间,并且所述细长载体的强度设计成可承受第二粘合力。
8.如权利要求2所述的反光制品,其特征在于,
反光片材的第二主相对面包含与防粘面相邻的粘剂;
反光片材的第一主观察面以第二粘合力附着于细长载体的第二主面;
反光片材的第二主相对面以第三粘合力附着于防粘面,且
第二粘合力大于第三粘合力。
9.如权利要求1所述的反光制品,其特征在于,所述细长载体可延伸,并允许所述制品沿一柔性基板的不规则部分定位。
10.如权利要求9所述的反光制品,其特征在于,所述柔性基板是弯曲的。
11.如权利要求10所述的反光制品,其特征在于,所述柔性基板是复合弯曲的。
12.如权利要求1所述的反光制品,其特征在于,所述反光片材包括菱形反光片材。
13.如权利要求1所述的反光制品,其特征在于,所述反光片材包括密封反光片材,并且所述反光片材的边缘是密封的。
14.如权利要求1所述的反光制品,其特征在于,所述制品附着于一柔性基板。
15.如权利要求1所述的反光制品,其特征在于,所述反光片材的分立片段长25~75mm,并且所述分立片段以至多为分立片段之长度的40%的空隙分开。
16.如权利要求1所述的反光制品,其特征在于,反光片材的分立片段长25~250mm,并且所述分立片段以至多为分立片段之长度的40%的空隙分开。
17.如权利要求1所述的反光制品,其特征在于,反光片材之多个分立片段中至少有一些分立片段具有与其它分立片段不同的颜色。
18.如权利要求1的反光制品,其特征在于,还包括非反光片材的多个片段,这些片段附着于所述细长载体。
19.如权利要求18所述的反光制品,其特征在于,非反光片材的至少一些片段发荧光。
20.如权利要求1所述的反光制品,其特征在于,反光片材的至少一些分立片段发荧光。
21.如权利要求1所述的反光制品,其特征在于,反光片材的至少一些分立片段具有标记,所述标记相对反光片材之分立片段的第一主观察面而设置。
22.如权利要求1所述的反光制品,其特征在于,反光片材之分立片段的形状相同。
23.如权利要求1所述的反光制品,其特征在于,至少反光片材的多个分立片段是相同的。
24.如权利要求1所述的反光制品,其特征在于,反光片材的多个分立片段形成一个由具有同样形状的反光片材分立片段组成的重复图案。
25.如权利要求1所述的反光制品,其特征在于,反光片材的分立片段相互隔开一选定的距离,以便当所述制品贴到一基板上并且将所述基板绕一选定的半径弯曲时防止反光片材的分立片段起皱。
26.如权利要求1所述的反光制品,其特征在于,定好反光片材之分立片段的尺寸,以便当所述制品贴到一基板上并且将所述基板绕一选定的半径弯曲时防止反光片材的分立片段起皱。
27.如权利要求1所述的反光制品,其特征在于,所述制品的材料经选择能够在所述制品贴到一基板上而且将所述基板绕一选定的半径弯曲时防止反光片材的分立片段起皱。
28.一种反光制品,其特征在于,包括:
一细长载体;和
反光片材的多个分立片段,每个分立片段具有第一主观察面和第二主相对面,反光片材之分立片段的第一主观察面被附着在所述细长载体上;
其中,所述细长载体包括多个间断部分。
29.如权利要求28所述的反光制品,其特征在于,所述间断部分包括细长槽。
30.如权利要求28所述的反光制品,其特征在于,所述间断部分包括孔。
31.一种用于制作反光制品的方法,其特征在于,所述包括以下步骤:
在防粘衬里上设置一长条反光片材,所述反光片材具有第一主观察面与由所述衬里保护的第二主相对粘面;
在衬里上,把所述长条反光片材切成较小的分立片段;
沿至少一个方向拉长所述衬里,使反光片材的分立片段分开;和
把反光片材之分立片段的第一主观察面附着于一具有第一与第二主面的长条载体的第二主面。
32.一种用于制作反光制品的方法,其特征在于,所述方法包括以下步骤:
在防粘衬里上设置一长条反光片材,所述反光片材具有第一主观察面与由衬里保护的第二主相对粘面;
在衬里上上,将所述长条反光片材切成较小的分立片段;
除去反光片材中被选中的部分,使反光片材的剩余片段分开;和
把反光片材之分立片段的第一主观察面附着于一具有第一与第二主面的长条载体的第二主面。
33.如权利要求32的方法,其特征在于,还包括将反光片材中被选中部分的第一主观察面附着于具有第一与第二主面的第二长条载体的第二主面。
34.如权利要求32的方法,其特征在于,反光片材的分立片段以在4mm到最短相邻分立片段之长度的100%之间的空隙分开。
35.如权利要求32的方法,其特征在于,反光片材中被选中部分的第二主相对面包含一粘剂,所述粘剂用一防粘面保护。
36.如权利要求32的方法,其特征在于,所述方法还包括下述步骤:提供一长条的第二反光片材,将所述长条的第二反光片材切成较小的分立片段,并将所述较小的分立片段附着于载体。
37.如权利要求32的方法,其特征在于,还包括以下步骤:
将一非反光片材切成较小的分立片段;以及
把非反光片材的较小分立片段附着于所述衬里。
38.如权利要求37的方法,其特征在于,所述非反光片材的较小分立片段中至少有一些片段发荧光。
39.如权利要求32的方法,其特征在于,所述反光片材的分立片段中至少有一些分立片段发荧光。
40.如权利要求36的方法,反光片材之分立片段与第二反光片材之分立片段沿细长载体交替。
41.一种用于制作反光制品的方法,其特征在于,包括以下步骤:
展开一卷连续的反光片材,所述反光片材具有第一主观察面和第二主相对面;
将交叉网线密封到所述成卷的反光片材中;
切割通过所述交叉网线,提供反光片材的多个片段;和
将第二主相对面粘于一细长的防粘衬里,其中反光片材的多个片段在所述细长的防粘衬里上相互隔开;并且
将反光片材料之片段的第一主观察面粘于一细长载体。
42.一种把反光制品贴到一柔性基板上的方法,其特征在于,所述方法包括以下步骤:
提供一长条制品,该制品具有(i)带第一与第二主面的载体;和(ii)反光片材的多个分立片段,所述反光片材具有第一主观察面和第二主相对粘面,所述第二主相对粘面受一防粘面保护,反光片材的第一主观察面附着于所述载体的第二主面;
露出反光片材之分立片段的第二主相对粘面;和
把反光片材之分立片段的所述粘面贴到所述柔性基板上,使反光片材之分立片段附着于所述基板。
43.如权利要求42的方法,其特征在于,露出反光片材之分立片段的第二主相对粘面的所述步骤包括下述步骤:展开含反光片材之多个分立片段的卷材。
44.如权利要求42的方法,其特征在于,露出反光片材料之分立片段的第二主相对粘面的所述步骤包括下述步骤:在将所述反光制品的分立片段粘贴到所述基板上之前,先除去防粘衬里。
45.如权利要求42的方法,其特征在于,还包括下述步骤:在将反光片材之分立片段的粘面贴到柔性基板上期间,沿多个间断部分局部地撕开所述载体。
46.如权利要求42的方法,其特征在于,还包括下述步骤:从被粘贴的制品上除去所述载体,露出反光片材之分立片段的第一主观察面。
47.如权利要求46的方法,其特征在于,所述载体可延伸,并允许将所述制品沿基板的不规则表面或沿一弯曲路径定位。
48.一种反光制品,其特征在于,包括:
一细长载体,它具有第一主面与第二主粘面;和
反光片材的多个分立片段,它们被设置于细长载体上,所述反光片材具有第一主观察面,并且反光片材的第一主观察面被附着在细长载体上,反光片材的分立片段相互隔开,以便当所述制品被弯曲一预定量时防止分立片段相互接触。
49.如权利要求48所述的反光制品,其特征在于,反光片材的分立片段包括菱形反光片材。
50.如权利要求48所述的反光制品,其特征在于,反光片材的分立片段包括被封装的反光片材,所述反光片材的边缘被密封。
51.如权利要求48所述的反光制品,其特征在于,反光片材的分立片段包括珠型反光片材。
52.如权利要求48所述的反光制品,其特征在于,所述制品粘附于一车辆上。
53.一种把反光制品贴到一柔性基板上的方法,其特征在于,所述方法包括以下步骤:
提供一长条能见度制品,该制品具有(i)带第一与第二主面的载体;和(ii)反光片材的多个分立片段,所述反光片材具有第一主观察面与第二主相对粘面,所述第二主相对粘面包括增粘剂并受一防粘面保护,反光片材的第一主观察面附着于所述载体的第二主面;
露出反光片材之分立片段的第二主相对粘面;和
把反光片材之分立片段的粘面贴到所述柔性基板上。
54.如权利要求53的方法,其特征在于,所述粘剂包括热熔粘剂。
55.一种与柔性基板一起使用的反光制品,所述柔性基板具有一预期的弯曲半径,其特征在于,所述反光制品包括:
一细长载体;和
反光片材的多个分立片段,它们被设置在细长载体上,反光片材的每个分立片段具有附着于细长载体的第一主观察面,并且每个分立片段的长度被选成在所述制品弯曲到所述预期的弯曲半径时可防止起皱。
56.如权利要求55所述的反光制品,其特征在于,反光片材的分立片段包括菱形反光片材。
57.如权利要求55所述的反光制品,其特征在于,反光片材的分立片段包括被封装的反光片材,反光片材的边缘被密封。
58.如权利要求55所述的反光制品,其特征在于,所述制品被粘附于一车辆。
59.如权利要求55所述的反光制品,其特征在于,所述制品被粘附于一交通锥形路标。
60.如权利要求55所述的反光制品,其特征在于,所述制品被粘附于一交通筒体。
61.如权利要求55所述的反光制品,其特征在于,所述制品被粘附于服装上。
62.一种应用于柔性基板的反光制品,其特征在于,所述制品包括:
公共载体;和
反光片材的多个分立片段,所述反光片材具有一主观察面,反光片材的分立片段形成一重复连续的线性图案,并且成一直线固定在公共载体上,所述公共载体贴到反光片材的每个分立片段的第一主观察面。
63.一种反光制品,所述反光制品具有一中性轴,中性轴与最后制品第一主面的距离为yn,且所述反光制品适于贴到具有一预期弯曲半径r的柔性基板上,其特征在于,所述制品包括:
一细长载体;
反光片材的多个分立片段,所述分立片段的长度为l,反光片材具有第一观察面,并且反光片材的第一观察面附着于细长载体,反光片材之分立片段的间隔距离至少为yn/r×l。
64.一种反光制品,其延伸刚度为A,弯曲刚度为D,中性轴与最后制品之第一主面的距离为yn,所述反光制品适于贴到预期弯曲半径为r的柔性基板上,其特征在于,所述制品包括:
一细长载体;
反光片材的多个分立片段,所述分立片段的长度为l,反光片材具有第一观察面,并且反光片材的第一观察面附着于细长载体;
其中,按
的计算来选择l。
65.一种把反光制品贴到基板上的方法,其特征在于,所述方法包括以下步骤:
提供一长条能见度制品,它包括(i)带第一与第二主面的可延伸载体;和(ii)反光片材的多个分立片段,反光片材具有第一主观察面和第二主相对粘面,所述第二主相对粘面受一防粘面保护,反光片材的第一主观察面附着于所述载体第二主面;
露出反光片材的第二主相对粘面;和
将反光片材之分立片段的粘面贴到基板上,同时拉伸所述载体,以便引导将反光片材的分立片段贴在基板上。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17395399P | 1999-12-30 | 1999-12-30 | |
| US60/173,953 | 1999-12-30 | ||
| US09/740,215 US6958179B2 (en) | 1999-12-30 | 2000-12-18 | Segmented sheeting and methods of making and using same |
| US09/740,215 | 2000-12-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1415078A CN1415078A (zh) | 2003-04-30 |
| CN1213311C true CN1213311C (zh) | 2005-08-03 |
Family
ID=26869720
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB008179247A Expired - Fee Related CN1213311C (zh) | 1999-12-30 | 2000-12-22 | 分段反光片材料及其制作与使用方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (3) | US6958179B2 (zh) |
| EP (2) | EP1250612A1 (zh) |
| JP (1) | JP2003519400A (zh) |
| KR (1) | KR20020066341A (zh) |
| CN (1) | CN1213311C (zh) |
| AU (1) | AU2590301A (zh) |
| CA (1) | CA2395680A1 (zh) |
| WO (1) | WO2001050160A1 (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103069317A (zh) * | 2010-08-27 | 2013-04-24 | 日东电工株式会社 | 光学功能薄膜连续卷及使用其的液晶显示元件的制造方法、以及光学功能薄膜贴合装置 |
| CN104159478A (zh) * | 2012-03-01 | 2014-11-19 | 3M创新有限公司 | 连续的边缘受保护的阻隔组件 |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6931665B2 (en) | 2001-07-30 | 2005-08-23 | 3M Innovative Properties Company | Vapor permeable retroreflective garment |
| US7236217B2 (en) | 2003-01-16 | 2007-06-26 | 3M Innovative Properties Company | Package of optical films with zero-gap bond outside viewing area |
| US7118438B2 (en) * | 2003-01-27 | 2006-10-10 | 3M Innovative Properties Company | Methods of making phosphor based light sources having an interference reflector |
| US7413336B2 (en) | 2003-08-29 | 2008-08-19 | 3M Innovative Properties Company | Adhesive stacking for multiple optical films |
| US7147358B2 (en) | 2003-12-31 | 2006-12-12 | 3M Innovative Properties Company | Cover removal tab for optical products |
| US7339635B2 (en) | 2005-01-14 | 2008-03-04 | 3M Innovative Properties Company | Pre-stacked optical films with adhesive layer |
| US7777832B2 (en) | 2005-11-18 | 2010-08-17 | 3M Innovative Properties Company | Multi-function enhancement film |
| US7672816B1 (en) * | 2006-05-17 | 2010-03-02 | Textron Innovations Inc. | Wrinkle-predicting process for hydroforming |
| WO2008070828A2 (en) * | 2006-12-07 | 2008-06-12 | Weidman Richard C | Stethoscope shield system and method of shielding stethoscope using the same |
| US20080291539A1 (en) * | 2007-05-01 | 2008-11-27 | Dennis Moore | Light reflective panel appliques |
| EP2405778B1 (en) | 2009-03-12 | 2013-07-17 | 3M Innovative Properties Company | Garment with a retroreflective and electroluminescent article |
| WO2010104671A1 (en) * | 2009-03-12 | 2010-09-16 | 3M Innovative Properties Company | Laminate reflective and electroluminescent article |
| US8727550B2 (en) * | 2009-03-12 | 2014-05-20 | Oryon Technologies, Llc | Hybrid electroluminescent assembly |
| US8950877B2 (en) * | 2009-11-12 | 2015-02-10 | 3M Innovative Properties Company | Security markings in retroreflective sheeting |
| JP4972198B2 (ja) | 2010-08-27 | 2012-07-11 | 日東電工株式会社 | 光学機能フィルム連続ロール、およびそれを用いた液晶表示素子の製造方法、ならびに光学機能フィルム貼り合せ装置 |
| WO2013014727A1 (ja) * | 2011-07-22 | 2013-01-31 | スリーエム イノベイティブ プロパティズ カンパニー | 再帰反射テープロール製品 |
| WO2013019695A2 (en) | 2011-08-04 | 2013-02-07 | 3M Innovative Properties Company | Edge protected barrier assemblies |
| US20130084437A1 (en) * | 2011-09-29 | 2013-04-04 | Dennis E. McGee | Film Coatings Based on Polyalkylimine Condensation Polymers |
| US8697337B2 (en) | 2012-01-23 | 2014-04-15 | Albert G. Roshelli, JR. | Laminating apparatus and method of using the same |
| US20150140309A1 (en) * | 2012-05-11 | 2015-05-21 | 10X Technology Llc | Process and Apparatus for Embossing Precise Microstructures in Rigid Thermoplastic Panels |
| AU2015255619A1 (en) * | 2014-05-05 | 2016-11-24 | Arthur Blackwood RANKEN | Retro-reflector safety card |
| US20160271460A1 (en) * | 2014-08-08 | 2016-09-22 | Dunlop Sports Co., Ltd. | Patterned weighted tape for use on golf club |
| US20160312077A1 (en) | 2015-04-24 | 2016-10-27 | Leigh Ann Radziwon | Silicone based self-adhering article and a method for making same |
| EP3310578B1 (en) * | 2015-06-19 | 2022-04-27 | 3M Innovative Properties Company | Segmented transfer tape and method of making same |
| DE102016119520A1 (de) * | 2016-10-13 | 2018-04-19 | Aytec Automation Gmbh | Verfahren zur Herrichtung von Strangmaterial für die Verarbeitung von Dichtungen |
| JP2018116114A (ja) * | 2017-01-17 | 2018-07-26 | 日本ウェーブロック株式会社 | 反射シート |
| KR102167025B1 (ko) * | 2019-01-18 | 2020-10-16 | (주)리플로맥스 | 광 반사띠 및 그 제조방법 |
| US20200257024A1 (en) * | 2019-02-11 | 2020-08-13 | Fiberlok Technologies | Light retroreflective graphic textile |
| KR102446936B1 (ko) * | 2020-08-11 | 2022-09-26 | 주식회사 부보 | 고주파 융착구조를 가지는 개구부가 형성된 이질재의 제조방법 |
Family Cites Families (83)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2354218A (en) * | 1940-06-03 | 1944-07-25 | Indium Corp America | Operation and lubrication of mechanical apparatus |
| US2354048A (en) | 1940-08-03 | 1944-07-18 | Minnesota Mining & Mfg | Flexible lenticular optical sheet |
| US2354018A (en) | 1940-08-03 | 1944-07-18 | Minnesota Mining & Mfg | Light reflector sheet |
| US2326634A (en) | 1941-12-26 | 1943-08-10 | Minnesota Mining & Mfg | Reflex light reflector |
| US2379702A (en) | 1943-01-23 | 1945-07-03 | Minnesota Mining & Mfg | Reflex light reflector |
| US2379741A (en) | 1943-01-23 | 1945-07-03 | Minnesota Mining & Mfg | Reflex light reflector |
| US2354049A (en) | 1944-01-19 | 1944-07-18 | Minnesota Mining & Mfg | Backless reflex light reflector |
| US2407680A (en) | 1945-03-02 | 1946-09-17 | Minnesota Mining & Mfg | Reflex light reflector |
| US3190178A (en) | 1961-06-29 | 1965-06-22 | Minnesota Mining & Mfg | Reflex-reflecting sheeting |
| US3924929A (en) | 1966-11-14 | 1975-12-09 | Minnesota Mining & Mfg | Retro-reflective sheet material |
| AT307280B (de) | 1969-05-09 | 1973-05-10 | Swarovski & Co | Reflexfolie und Verfahren zu ihrer Herstellung |
| US3551025A (en) | 1969-03-28 | 1970-12-29 | Minnesota Mining & Mfg | Highly flexible reflex reflecting constructions |
| US3865770A (en) | 1972-12-01 | 1975-02-11 | Minnesota Mining & Mfg | Water-dispersible pressure-sensitive adhesive, tape made therewith, and novel tackifiers therefor |
| FR2213377A1 (en) | 1973-01-04 | 1974-08-02 | Lakufol Kunststoffe Gmbh & Co | Multi-coloured (fluorescent) plastics strip - for use as alerting road markings |
| US3936567A (en) | 1974-03-25 | 1976-02-03 | W. H. Brady Co. | Light-reflective adhesive label |
| US3871336A (en) | 1974-04-01 | 1975-03-18 | Lawrence Peska Ass Inc | Reflective animal collar and leash |
| US4085314A (en) | 1976-02-09 | 1978-04-18 | Minnesota Mining And Manufacturing Company | Encodable retroreflective sheeting |
| US4025159A (en) | 1976-02-17 | 1977-05-24 | Minnesota Mining And Manufacturing Company | Cellular retroreflective sheeting |
| US4202600A (en) | 1978-04-24 | 1980-05-13 | Avery International Corporation | Diced retroreflective sheeting |
| US4248748A (en) | 1980-02-04 | 1981-02-03 | Minnesota Mining And Manufacturing Company | Heat-activated adhesive |
| US4530859A (en) | 1981-12-23 | 1985-07-23 | Minnesota Mining And Manufacturing Company | Method of preparing a polymeric coating composition from a blocked isocyanate-functional polymeric compound and a crosslinking agent which is insoluble in aprotic solvents |
| US4407233A (en) | 1981-12-31 | 1983-10-04 | Eleanor Bozzacco | Safety collar for pets |
| US4413080A (en) | 1982-06-21 | 1983-11-01 | Minnesota Mining And Manufacturing Co. | Water-dispersible pressure-sensitive adhesive and tape made therewith |
| US4950525A (en) | 1983-04-11 | 1990-08-21 | Minnesota Mining And Manufacturing Company | Elastomeric retroreflective sheeting |
| US4569960A (en) | 1983-09-06 | 1986-02-11 | Minnesota Mining And Manufacturing Company | Water-dispersible pressure-sensitive adhesive and tape made therewith |
| US4588258A (en) | 1983-09-12 | 1986-05-13 | Minnesota Mining And Manufacturing Company | Cube-corner retroreflective articles having wide angularity in multiple viewing planes |
| US4555161A (en) | 1984-02-16 | 1985-11-26 | Reflexite Corporation | Encapsulated retroreflective material and method of making same |
| US4656072A (en) | 1985-06-17 | 1987-04-07 | Coburn Corporation | Retroreflective material for providing a colored decorative effect in visible light |
| US5064272A (en) | 1985-11-18 | 1991-11-12 | Minnesota Mining And Manufacturing Company | Encapsulated-lens retroreflective sheeting and method of making |
| US4663213A (en) | 1985-11-18 | 1987-05-05 | Minnesota Mining And Manufacturing Company | Transparent multi-layer cover film for retroreflective sheeting |
| US4664966A (en) | 1985-11-18 | 1987-05-12 | Minnesota Mining And Manufacturing Company | Enclosed-lens retroreflective sheeting having tough, weather-resistant, transparent cover film |
| US4775219A (en) | 1986-11-21 | 1988-10-04 | Minnesota Mining & Manufacturing Company | Cube-corner retroreflective articles having tailored divergence profiles |
| US4985488A (en) | 1988-05-20 | 1991-01-15 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive having improved adhesion to plasticized vinyl substrates |
| US4946742A (en) | 1988-05-20 | 1990-08-07 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive having improved adhesion to plasticized vinyl substrates |
| US4955690A (en) * | 1989-03-24 | 1990-09-11 | Minnesota Mining And Manufacturing Company | Thin caliper retroreflective transfer |
| US5069964A (en) | 1989-05-23 | 1991-12-03 | Minnesota Mining And Manufacturing Company | Flexible, substrate-insular retroreflective sheeting |
| US5888335A (en) | 1989-10-26 | 1999-03-30 | Minnesota Mining And Manufacturing Company | Multiple releasable contact responsive fasteners |
| US6004670A (en) | 1989-10-26 | 1999-12-21 | Minnesota Mining And Manufacturing Company | Multiple releasable contact responsive fasteners |
| US5040461A (en) * | 1989-11-17 | 1991-08-20 | Avery International Corporation | Label printing and dispensing apparatus |
| US5125995A (en) | 1990-09-10 | 1992-06-30 | Minnesota Mining And Manufacturing Company | Method of using a water-dispersible pressure sensitive adhesive tape on cloth body coverings |
| US5270111A (en) | 1990-09-10 | 1993-12-14 | Minnesota Mining And Manufacturing Company | Water-dispersible pressure sensitive adhesive tape |
| US5138488A (en) | 1990-09-10 | 1992-08-11 | Minnesota Mining And Manufacturing Company | Retroreflective material with improved angularity |
| US5202168A (en) | 1990-09-18 | 1993-04-13 | Northrop Corporation | Precision retro-reflective target tape |
| AU645614B2 (en) | 1990-10-31 | 1994-01-20 | Minnesota Mining And Manufacturing Company | Pavement marking material |
| CA2103799A1 (en) | 1991-02-28 | 1992-09-17 | James M. Kaczmarczik | Pavement markers with silicone adhesive |
| GB2255313B (en) | 1991-04-09 | 1995-03-01 | Swintex | Retro-reflective assembly |
| EP0605448B1 (en) | 1991-09-23 | 1996-06-19 | Minnesota Mining And Manufacturing Company | PRESSURE SENSITIVE ADHESIVE COMPOSITION WHICH IS REPULPABLE UNDER ACIDIC pH CONDITIONS |
| US5238488A (en) * | 1992-03-26 | 1993-08-24 | Gas Research Institute | Process and solution for transforming insoluble mercury metal into a soluble compound |
| ES2088672T3 (es) | 1992-05-28 | 1996-08-16 | Minnesota Mining & Mfg | Cintas indicadoras y metodos. |
| GB2267865B (en) | 1992-06-15 | 1995-12-06 | Storechange Ltd | Reflective material |
| US5601682A (en) | 1992-07-28 | 1997-02-11 | Moore Business Forms, Inc. | Method of making reflective decals |
| JP3040267B2 (ja) | 1992-10-23 | 2000-05-15 | 日本カーバイド工業株式会社 | 再帰反射性シートの製造方法 |
| JPH0819391B2 (ja) | 1992-11-30 | 1996-02-28 | 日東電工株式会社 | 感圧接着剤とその接着シ―ト類 |
| US5344705A (en) * | 1993-05-05 | 1994-09-06 | Minnesota Mining And Manufacturing Company | Retroreflective transfer sheet material |
| US5503906A (en) * | 1993-05-05 | 1996-04-02 | Minnesota Mining And Manufacturing Company | Retroreflective transfer sheet material |
| US5376431A (en) | 1993-05-12 | 1994-12-27 | Reflexite Corporation | Retroreflective microprism sheeting with silver/copper reflecting coating and method of making same |
| US5397614A (en) | 1993-07-16 | 1995-03-14 | Minnesota Mining And Manufacturing Company | Pressure sensitive adhesive composition which is water dispersible under alkaline pH conditions |
| WO1995003558A1 (en) | 1993-07-19 | 1995-02-02 | Reflexite Corporation | Retroreflective structure |
| US5614286A (en) | 1993-10-20 | 1997-03-25 | Minnesota Mining And Manufacturing Company | Conformable cube corner retroreflective sheeting |
| US5450235A (en) | 1993-10-20 | 1995-09-12 | Minnesota Mining And Manufacturing Company | Flexible cube-corner retroreflective sheeting |
| US6318867B1 (en) * | 1993-10-20 | 2001-11-20 | 3M Innovative Properties Company | Conformable cube corner retroreflective sheeting |
| CA2171744A1 (en) | 1993-10-20 | 1995-04-27 | Gerald M. Benson | Directly machined raised structure retroreflective cube corner article and method of manufacture |
| US5584962A (en) | 1994-05-20 | 1996-12-17 | Bradshaw; Franklin C. | Laminating and adhesive transfer apparatus |
| US5804610A (en) | 1994-09-09 | 1998-09-08 | Minnesota Mining And Manufacturing Company | Methods of making packaged viscoelastic compositions |
| WO1996008436A1 (en) | 1994-09-15 | 1996-03-21 | Minnesota Mining And Manufacturing Company | Hand applicator for adhesive sheeting |
| KR100431164B1 (ko) | 1994-11-28 | 2004-09-16 | 미네소타 마이닝 앤드 매뉴팩춰링 캄파니 | 착색내구성및/또는형광내구성이우수한제품 |
| US5706133A (en) * | 1995-02-09 | 1998-01-06 | Minnesota Mining And Manufacturing Company | Retroreflective signage articles, kits for producing same, and methods of making signage articles |
| CA2210479A1 (en) | 1995-02-16 | 1996-08-29 | The Minnesota Mining & Manufacturing Company | Articles incorporating pressure-sensitive adhesives having improved adhesion to plasticized polyvinyl chloride |
| JP3629297B2 (ja) | 1995-05-11 | 2005-03-16 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 再帰性反射シート及び再帰性反射性能を有する物品 |
| JP3493245B2 (ja) | 1995-05-12 | 2004-02-03 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 再帰性反射シート及び再帰性反射性能を有する物品 |
| US5639530A (en) | 1995-06-16 | 1997-06-17 | Minnesota Mining And Manufacturing Company | Retroreflective articles comprising a non-thermoplastic hydrocarbon elastomer adhesive layer for life saving devices at sea |
| US5905099A (en) | 1995-11-06 | 1999-05-18 | Minnesota Mining And Manufacturing Company | Heat-activatable adhesive composition |
| US5706132A (en) | 1996-01-19 | 1998-01-06 | Minnesota Mining And Manufacturing Company | Dual orientation retroreflective sheeting |
| JPH09212115A (ja) | 1996-02-02 | 1997-08-15 | Minnesota Mining & Mfg Co <3M> | 再帰性反射シート及び再帰性反射性能を有する物品 |
| US5962546A (en) | 1996-03-26 | 1999-10-05 | 3M Innovative Properties Company | Cationically polymerizable compositions capable of being coated by electrostatic assistance |
| US5817376A (en) | 1996-03-26 | 1998-10-06 | Minnesota Mining And Manufacturing Company | Free-radically polymerizable compositions capable of being coated by electrostatic assistance |
| US5858545A (en) | 1996-03-26 | 1999-01-12 | Minnesota Mining And Manufacturing Company | Electrosprayable release coating |
| US5754338A (en) | 1996-04-01 | 1998-05-19 | Minnesota Mining And Manufacturing Company | Structured retroreflective sheeting having a rivet-like connection |
| US5882771A (en) | 1996-04-10 | 1999-03-16 | Minnesota Mining And Manufacturing Company | Conformable embossable retroreflective sheeting |
| US5912059A (en) | 1996-08-16 | 1999-06-15 | Minnesota Mining And Manufacturing Company | Ostomy pouch having non-tacky fastener system |
| JP3974959B2 (ja) * | 1996-09-30 | 2007-09-12 | スリーエム カンパニー | 再帰反射性情報表示シートの製造方法 |
| US6224792B1 (en) | 1999-04-13 | 2001-05-01 | 3M Innovative Properties Company | Cutting and edge sealing cellular retroreflective sheeting |
| US6376045B1 (en) | 1999-05-24 | 2002-04-23 | Tyco Adhesives Lp | Hand tearable patterned retroreflective material |
-
2000
- 2000-12-18 US US09/740,215 patent/US6958179B2/en not_active Expired - Lifetime
- 2000-12-22 EP EP00989394A patent/EP1250612A1/en not_active Ceased
- 2000-12-22 KR KR1020027008550A patent/KR20020066341A/ko not_active Application Discontinuation
- 2000-12-22 AU AU25903/01A patent/AU2590301A/en not_active Abandoned
- 2000-12-22 CA CA002395680A patent/CA2395680A1/en not_active Abandoned
- 2000-12-22 JP JP2001550055A patent/JP2003519400A/ja not_active Withdrawn
- 2000-12-22 CN CNB008179247A patent/CN1213311C/zh not_active Expired - Fee Related
- 2000-12-22 EP EP10181433A patent/EP2315059A3/en not_active Withdrawn
- 2000-12-22 WO PCT/US2000/034921 patent/WO2001050160A1/en not_active Application Discontinuation
-
2003
- 2003-06-26 US US10/606,911 patent/US7025847B2/en not_active Expired - Lifetime
-
2005
- 2005-09-13 US US11/225,732 patent/US20060011287A1/en not_active Abandoned
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103069317A (zh) * | 2010-08-27 | 2013-04-24 | 日东电工株式会社 | 光学功能薄膜连续卷及使用其的液晶显示元件的制造方法、以及光学功能薄膜贴合装置 |
| US9019609B2 (en) | 2010-08-27 | 2015-04-28 | Nitto Denko Corporation | Continuous roll of optical function film, method of manufacture of liquid crystal display element employing same, and optical function film laminating device |
| CN103069317B (zh) * | 2010-08-27 | 2015-07-01 | 日东电工株式会社 | 光学功能薄膜连续卷及使用其的液晶显示元件的制造方法、以及光学功能薄膜贴合装置 |
| CN104159478A (zh) * | 2012-03-01 | 2014-11-19 | 3M创新有限公司 | 连续的边缘受保护的阻隔组件 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20020012761A1 (en) | 2002-01-31 |
| KR20020066341A (ko) | 2002-08-14 |
| EP2315059A2 (en) | 2011-04-27 |
| US20060011287A1 (en) | 2006-01-19 |
| EP2315059A3 (en) | 2011-09-07 |
| EP1250612A1 (en) | 2002-10-23 |
| US6958179B2 (en) | 2005-10-25 |
| AU2590301A (en) | 2001-07-16 |
| WO2001050160A1 (en) | 2001-07-12 |
| CA2395680A1 (en) | 2001-07-12 |
| US7025847B2 (en) | 2006-04-11 |
| CN1415078A (zh) | 2003-04-30 |
| JP2003519400A (ja) | 2003-06-17 |
| US20030235674A1 (en) | 2003-12-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1213311C (zh) | 分段反光片材料及其制作与使用方法 | |
| CN1023093C (zh) | 包含部分嵌入带有可硫化或可固化弹性背层的载体层的单层反光元件的反光膜片 | |
| KR100579672B1 (ko) | 제거가능한 시트 및 그것으로 보호된 지지체를 갖는 낙서및(또는) 환경으로부터의 보호용 제품 및 그의 사용 방법 | |
| CN1256235C (zh) | 包含高摩擦系数的剥离衬和具有良好的卷筒稳定性的物品 | |
| KR101784126B1 (ko) | 그래픽 용품 | |
| US10076889B2 (en) | Wrapped three-dimensional shaped article and process for its production | |
| CN103717405B (zh) | 图形制品 | |
| CN104968499A (zh) | 图形制品 | |
| CN1977014A (zh) | 成卷稳定的双面压敏粘合带组件 | |
| CN1046610A (zh) | 薄型反光传输元件及其制造方法 | |
| WO2008016176A1 (fr) | feuille protectrice pour la prévention de dommages extérieurs | |
| US20170158919A1 (en) | Sheet to be pasted on road surface, floor, or wall surface and set for forming sheet to be pasted on road surface, floor, or wall surface | |
| CA2052705A1 (en) | Adhesive sheet materials for signmaking machines | |
| WO2007059408A2 (en) | Graphics substrate | |
| JP5060058B2 (ja) | 情報表示面の保護シート及び保護シートの製造方法 | |
| CN1454325A (zh) | 具有层压到乙烯基薄膜的光学芯的片材、逆向反射制品及制造方法 | |
| WO2014209607A1 (en) | Beaded retroreflective article with multilayer seal film | |
| US20230311447A1 (en) | Semi-Rigid Display Board | |
| KR101209194B1 (ko) | 자동차 도막 보호필름용 이형필름 | |
| JPH08118531A (ja) | マーキングフィルム積層シート | |
| US20060162205A1 (en) | Reusable laminate display | |
| JP4215527B2 (ja) | 柔軟性ポリマーを積層した自己粘着性フィルム | |
| US20240286475A1 (en) | Reusable protective panels for vehicles | |
| JP2002339326A (ja) | 立体状標識、反射性カバー、および立体状標識の製造方法 | |
| JPH05309799A (ja) | 表面保護フイルム及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20050803 Termination date: 20181222 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |