CN1178832C - 拉伸丝筒子纱及其制造方法 - Google Patents
拉伸丝筒子纱及其制造方法 Download PDFInfo
- Publication number
- CN1178832C CN1178832C CNB018120946A CN01812094A CN1178832C CN 1178832 C CN1178832 C CN 1178832C CN B018120946 A CNB018120946 A CN B018120946A CN 01812094 A CN01812094 A CN 01812094A CN 1178832 C CN1178832 C CN 1178832C
- Authority
- CN
- China
- Prior art keywords
- drawn yarn
- cheese
- poly
- branch
- methylene diamines
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J1/00—Modifying the structure or properties resulting from a particular structure; Modifying, retaining, or restoring the physical form or cross-sectional shape, e.g. by use of dies or squeeze rollers
- D02J1/22—Stretching or tensioning, shrinking or relaxing, e.g. by use of overfeed and underfeed apparatus, or preventing stretch
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H55/00—Wound packages of filamentary material
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/62—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
- Y10T428/1369—Fiber or fibers wound around each other or into a self-sustaining shape [e.g., yarn, braid, fibers shaped around a core, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2933—Coated or with bond, impregnation or core
- Y10T428/2964—Artificial fiber or filament
- Y10T428/2967—Synthetic resin or polymer
- Y10T428/2969—Polyamide, polyimide or polyester
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Artificial Filaments (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Filamentary Materials, Packages, And Safety Devices Therefor (AREA)
- Formation And Processing Of Food Products (AREA)
- Processing Of Meat And Fish (AREA)
Abstract
本发明是根据聚二甲烯二胺对酞酸盐的直接纺丝拉伸法所得到的筒子纱,提供一种具有在工业上有实用性的卷量,在长期保管后,高速解舒时的解舒性仍很优异的聚二甲烯二胺对酞酸盐拉伸丝筒子纱及其制造方法。使用本发明的PTT拉伸丝筒子纱而制成的编制布帛,具有无染斑或紧纬等疵点的良好的品质。
Description
技术领域
本发明涉及通过直接纺丝拉伸法得到的聚二甲烯二胺对酞酸盐拉伸丝筒子纱及其制造方法。
技术背景
聚对苯二甲酸乙二酯(下称PET)纤维在衣料用途中作为最适合的合成纤维,在世界上大量生产,成为一大产业。
聚二甲烯二胺对酞酸盐(下称PTT)纤维通过(A)J.PolymerScience:Polymer Physics Edition,Vol.14,p263-274(1976)、(B)Chemical Fibers International,Vol.45,p110-111,April(1995)、(C)Chemical Fibers International,Vol.47,p72,February(1997)以及(D)WO99/27168号公报等的现有技术而被周知。
在现有技术(A)以及(B)中,记载了有关PTT纤维的应力-延伸特性的基本特性,PTT纤维初期系数小,且与尼龙纤维或PET纤维相比,弹性回复性优异,给出了其很适用于衣料用途或地毯用途等的启发。
另外,在现有技术(C)中记载了直接纺丝拉伸法,在(D)中通过直接纺丝拉伸法得到的PTT纤维,具有适当的断裂伸度、热应力、沸水收缩率的PTT纤维,在用于编织物时,由于系数低,可以发现其柔软的手感。再有,还揭示了象这样的PTT纤维很适用于内衣、外衣、运动衣、腿、衬里、泳衣等的衣料用。
而且,在现有技术(D)中揭示了通过直接纺丝拉伸法得到的拉伸丝,在卷绕中及在卷绕后拉伸丝明显收缩,被称为膨胀的筒子纱端面呈膨起的形状,难于得到良好的筒子纱。另外,还揭示了象这样的膨胀形状的筒子纱仅从卷绕机上取下筒子纱就已十分困难。
根据本发明者们的研究得知,通过直接纺丝拉伸法得到的拉伸丝筒子纱,除了存在上述现有技术中所述的问题点以外,还下存在述问题。
a.边高和压线的产生
众所周知,PTT拉伸丝对温度和湿度非常敏感。具体的说,在卷绕中卷绕机的马达自身的发热通过绕线管轴向筒子纱传热,筒子纱的温度上升。另外,由于筒子纱和接触辊的摩擦生热,筒子纱的温度上升。由于这样的原因,卷绕中的筒子纱的温度上升,在筒子纱中产生拉伸丝的收缩。
拉伸丝的收缩,在高硬度、叠层的筒子纱的两边部几乎不会发生,除此以外,即,仅在中央部叠层的拉伸丝上产生。其结果是,在卷绕中筒子纱呈边高的卷绕形状。若呈边高的卷绕形状,则其后仅边部与接触辊接触,在卷量增加的同时,摩擦生热更加集中到边部。这样卷绕到规定的卷径上的筒子纱不仅呈边高的卷型,在边部上叠层的拉伸丝由于热呈压线状态。
象这样在由于筒子纱的发热而产生的拉伸丝的收缩中,拉伸丝的干热收缩应力有很大的影响,这一点根据本发明者们的研究已经确认。
b.保管中的时效变化
制成的拉伸丝筒子纱立即用于后加工的很少,通常是在保管1个月至1年间后使用。另外,保管的温度在高温时也会达到约30~40℃。
象这样在高温中长时期保管的情况下,PTT拉伸丝收缩、筒子纱卷边、边高和膨胀形状进一步显著增长。另外,在筒子纱的边部上叠层的PTT拉伸丝由于收缩,如同粘接那样的呈高密度。
图1是示意地表示正常卷绕形状的筒子纱的图,图2是示意地表示在边高上变形的筒子纱的图。另外,在图1中,20是绕线管,21是筒子纱,在图2中,α是边部的直径,β是中央部的直径。
c.高速解舒性
在衬里用途或者内衣用途中,布帛的组织采用了以塔夫绸、斜纹组织等为代表的平纹织物,或平针织物等的横编物。这些布帛因为PTT拉伸丝不经过假捻加工等而使用原样的拉伸丝,在布帛中纤维的排列方式有规则性。因此,存在于纤维内的微小的疵点就这样,作为[经柳]、[紧纬]或者[染斑]等的品质上的疵点有容易显现化的问题。
近年,成本竞争加剧,为了对应这些,在机织工序中也进行了加工速度的高速化。例如,作为织物的经纱准备工序的整经速度原来是100~200m/分,现在向500~1000m/分提高。织机中的纬纱的机织速度,在工业上实施到800~1500m/分。
若从在高温下长时期保管的PTT拉伸丝筒子纱上高速解舒拉伸丝,则会发生断纱的增加、或与从筒子纱一方的端面到反方的端面之间的纱长相对应的解舒张力的变动。此张力变动的最大值和最小值的差(下称解舒张力差)如果大,就会对编织物产生品质上的疵点。
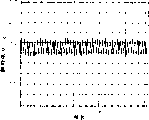
图3是表示从如图1所示的卷绕形状良好的筒子纱上,高速解舒拉伸丝时的解舒张力的变动的流程图,图4是表示从如图2所示的边高的卷绕形状的筒子纱上,高速解舒拉伸丝时的解舒张力的变动的流程图。
在图3、图4中,横轴表示拉伸丝的丝长,纵轴表示解舒张力(g)的值。
在前述的现有技术(D)中,有排除卷绕时的卷边、或使膨胀减小的提案,但对因卷绕中的筒子纱的发热而产生的边高和压线、或因筒子纱的时效变化而引起的卷边、以及其结果,即在高速解舒时产生的问题没有任何提及。
在现有技术(D)中,记载了在筒子纱上缠绕的丝的质量需要在2kg以下,在其实施例中,揭示了卷宽300mm,且卷质量1~1.5kg卷(相当于卷径130mm)的例子。但是,若对这样的卷量少的筒子纱进行高速解舒,则因为需要频繁进行筒子纱的更换,不利于工业上的实施。另外,因为卷宽长,存在着在从一方的端面到另一方的端面的丝长间中的解舒张力差大的问题。唯一记载了缠绕5kg的筒子纱的例,该筒子纱因为拉伸丝的干热收缩应力值为0.22~0.30cN/dtex,较高,所以在保管中由于时效收缩而产生卷边显著,其结果是增加了解舒张力的变动,高速解舒性劣化。
另外,在(E)特开平2000-239921号公报中,记载了与现有技术(D)目的相同的改良卷绕时的卷边和卷形状的提案,但有关由于卷绕中的筒子纱的发热而产生的边高或压线、以及时效变化或高速解舒性却没有记载也没有启发。
在(F)特许第3073963号公报中,揭示了通过在卷绕前对拉伸丝进行冷却而持续松弛的卷绕,使膨胀率变小而得到筒状的筒子纱。但是,膨胀率小和排除边高是相反的关系,膨胀率小只会使边高变大。另外,在该公报中,有关拉伸丝的干热收缩应力对边高产生的影响,或由于卷绕中的筒子纱的发热而产生的边高和压线的问题却没有记载也没有启发。
另一方面,在(G)特开平9-175731号公报中,记载了在合成纤维的卷绕中,对应卷径使斜纹角度发生变化的卷绕方法。此方法对排除膨胀和落丝是有效的,但对于在如PTT纤维那样的随时间变化的筒子纱中产生收缩的拉伸丝,没有达到排除边高或解舒性不良问题的效果。另外,有关因卷绕中筒子纱的发热而产生的边高和压线的问题也没有记载和启发。
因此,在现有技术(D)~(G)中,揭示了有关直接纺丝拉伸法的若干提案,但是,关于具有在工业上有实用性的卷质量,且,有关PTT拉伸丝筒子纱的高速解舒性的课题及其解决方法,却完全没有揭示和启发。
发明内容
本发明如下述1~8所述。
1.一种PTT拉伸丝筒子纱,是将由95摩尔%以上为二甲烯二胺对酞酸盐的络纱单位构成的聚二甲烯二胺对酞酸盐进行直接纺丝拉伸所得到的拉伸丝作为卷质量2kg以上叠层的筒状筒子纱,其特征在于,满足如下所示的(1)~(4)。
(1)拉伸丝的干热收缩应力值为0.01~0.15cN/dtex。
(2)根据筒子纱的卷径,斜纹角度不同,在各卷径中的斜纹角度从3~10度中选择,且,斜纹角度的最小值和最大值的差在1度以上。
(3)筒子纱的边部和中央部的直径差在10mm以内。
(4)对在筒子纱上缠绕的拉伸丝进行解舒时的解舒张力差ΔF(cN/dtex)相对于解舒速度u(m/分),满足下述式(1)。
ΔF≤8.0×10-6·u…(1)
2.如上述1所述的PTT拉伸丝筒子纱,其特征在于,拉伸丝的干热收缩应力值为0.02~0.13cN/dtex。
3.如上述1或2所述的PTT拉伸丝筒子纱,其特征在于,筒子纱的卷宽为60~200mm,且卷径为200-400mm。
4.如上述1,2或3所述的PTT拉伸丝筒子纱,其特征在于,在卷厚超过10mm的叠层部中的斜纹角度,比卷厚在10mm以内的叠层部的斜纹角度要高。
5.如上述1~4中的任一项所述的PTT拉伸丝筒子纱,其特征在于,拉伸丝的断裂伸度为40-90%。
6.一种PTT拉伸丝筒子纱的制造方法,其特征在于,在PTT的直接纺丝拉伸法中,最少使用两对导丝辊进行拉伸和热处理后,在将拉伸丝向筒子纱上卷绕时,满足下述的(a)~(d)的要求。
(a)延伸张力为0.05~0.45cN/dtex。
(b)卷绕速度V(m/分)和最终热处理导丝辊速度R2(m/分)的比V/R2满足下述式(2)。
0.8≤V/R2≤-6.6×10-5·R2+1.15 …(2)
但是,最终热处理导丝辊的速度R2为2300~4500m/分。
(c)在从筒子纱的卷绕开始到完成之间,根据卷径使卷绕的斜纹角度在3~10度的范围内变化。
(d)将卷绕中的筒子纱的温度冷却到30℃以下。
7.如上述6所述的PTT拉伸丝筒子纱的制造方法,其特征在于,在PTT的直接纺丝延伸法中,在将拉伸丝卷绕到筒子纱上时,使用绕线管轴和与其接触的接触辊双方均有驱动力的卷绕机,接触辊的周速度Vc(m/分)比卷绕速度V(m/分)要大0.3~2%而进行卷绕。
8.如上述6或7所述的PTT拉伸丝筒子纱的制造方法,其特征在于,卷绕速度为1800~3800m/分。
本发明的课题是根据PTT的直接纺丝拉伸法所得到的筒子纱,具有在工业上有实用性的卷量,改良了卷的形状,提供一种在长期保管后,仍具有优异高速解舒性的PTT拉伸丝筒子纱及其制造方法。
进一步详细地说,就是提供将适用于衣料用的PTT拉伸丝叠层,在用于编织物或假捻加工等时,既具有在工业上有实用性的卷质量、又在长期保管后仍具有优异高速解舒性的PTT拉伸丝筒子纱,以及使其稳定制造的制造方法。
根据本发明,改良了由于PTT拉伸丝筒子纱的解舒性不良而引起的布帛的染色品质。
本发明者们,就应解决的前述课题进行了锐意研究后的结果是,在将PTT通过直接纺丝延伸法制造拉伸丝筒子纱时,通过特定拉伸丝的干热收缩特性和筒子纱卷绕条件的组合等,发现可解决前述课题方法,直至最终完成了本发明。
下面就本发明进行详细说明。
(A)就本发明的PTT拉伸丝筒子纱进行说明。
在本发明中,构成PTT拉伸丝的PTT聚合物,95摩尔%以上由二甲烯二胺对酞酸盐络纱单位构成,5摩尔%以下是由其他的酯络纱单位构成。
即,构成本发明的PTT拉伸丝的PTT聚合物是含有PTT同聚物、或是5摩尔%以下的其他的酯络纱单位的PTT共聚合聚合物。
作为共聚合成分,列举了下述的物质。
作为酸性成分,有以间苯二酸、或5-钠磺基异酞酸为代表的芳香族二羟酸,以乙二酸、或衣康酸为代表的脂肪族二羟酸等等。作为乙二醇成分,有乙二醇,丁二醇,聚乙二醇等等。另外,羟基苯酸等的羟基羧酸也是一例。这些也可以多个共聚合。
另外,在本发明的PTT拉伸丝中,在不妨碍本发明效果的范围内,也可以含有或者共聚合氧化钛等的消光剂、热稳定剂、防氧化剂、抗静电剂、紫外线吸收剂、抗菌剂、各种颜料等等的添加剂。
在本发明中,拉伸·取向前的PTT丝的固有粘度希望在0.7~1.3dl/g的范围,最好是0.8~1.1dl/g。固有粘度若在此范围内,则拉伸丝的强度充足,可以得到用于对强度有所要求的运动装用途等的具有机械强度的布帛,另外,因为在拉伸丝的制造阶段不会产生断丝,从而可以稳定地制造。
在本发明中,PTT聚合物的制造方法可以适用公知的方法,其代表例是通过熔融聚合到一定的固有粘度,提高聚合度,接着,通过固相聚合,提高到与规定的固定粘度相当的聚合度的两阶段法。
本发明的拉伸丝筒子纱,拉伸丝的干热收缩应力值为0.01~0.15cN/dtex,最好为0.02~0.13cN/dtex。若拉伸丝的干热收缩应力值在此范围内,则在将拉伸丝用于编织物时,通过染色后的精加工工序,布帛收缩可以得到有良好手感的编织物,另外,即使拉伸丝筒子纱的卷径变大,由于不会有边高,保管中的拉伸丝的收缩也小,在高速解舒时的解舒性良好。
本发明的拉伸丝筒子纱,拉伸丝的断裂伸度较好的是40~90%,最好的是45~65%。
拉伸丝的断裂伸度若在此范围内,则在熔融纺丝-连续拉伸工序中不会产生在拉伸丝上起毛或断丝,另外,因为拉伸丝没有条份不均,断裂强度在约2cN/dtex以上,从而可以得到强度以及染色品质优异的布帛。
本发明的拉伸丝筒子纱,根据筒子纱的卷径,斜纹角度不同,在各卷径中的斜纹角度是3~10度,较好的是在4~9度的范围,且斜纹角度的最小值和最大值的差要在1度以上,较好的是在2度以上。若斜纹角度及斜纹角度的最小值和最大值的差在上述范围内,则不会产生筒子纱的卷绕散乱以及边高,另外,可以充分发挥使斜纹角度不同的效果,使正常的卷绕成为可能。象这样,通过使斜纹角度根据卷径而不同,可以回避在筒子纱的边高和边部的拉伸丝的压线。
斜纹角度是根据卷绕速度和横动程速度之比而在筒子纱上形成的拉伸丝的夹角度,是如图1所示,在筒状的筒子纱上呈斜纹状卷绕的拉伸丝的夹角度θ。一般,与以避免卷绕中的叠丝为目的而实施的防叠装置有所区别。
本发明的拉伸丝筒子纱,最好在从绕线管的卷厚超过10mm的叠层部中的斜纹角度,高于在卷厚10mm以内的叠层部中的斜纹角度。作为根据卷径而不同的斜纹角度的较好的状态,在卷绕开始即筒子纱的内层,斜纹角度要低,随着卷径的增加斜纹角度逐渐增高,在筒子纱的中层达到最高。其后,直至外层斜纹角度再次减小。
例如,在卷厚是110mm的筒子纱的情况下,最好是根据下列选择,即,卷厚10mm以内的内层的斜纹角度为3~6度,卷厚在超过10mm~60mm的中层的斜纹角度是超过6度~10度,卷厚在超过60mm~110mm的外层的斜纹角度为3~7度。
象这样,通过根据卷径,使斜纹角度发生变化进行卷绕,使筒子纱的膨胀和边高两方面减小成为可能,因为不产生边高或边部的压线,所以高速解舒性良好。
本发明的拉伸丝筒子纱,筒子纱的卷宽较好的是60~200mm,最好的是80~190mm,且筒子纱的卷径较好的是200~400mm,更好的是250~350mm。若卷宽和卷径在此范围内,则解舒张力差小,可以得到良好的高速解舒性,另外,可以保证作为有利于工业生产的卷质量在大约2kg以上。
一般,在通过熔融纺丝-连续拉伸所得到的衣料用拉伸丝的卷绕中,采用直径约50~100mm的纸制的圆筒(绕线管)。
例如,在直径约100mm的圆筒上,若卷宽是80mm,且卷径是250mm,则拉伸丝的卷质量约是3kg。同样,若卷宽是200mm,且卷径是200mm,则拉伸丝的卷质量约是4kg,若卷宽是200mm,且卷径是400mm,则成为约40kg的卷质量的拉伸丝筒子纱。
拉伸丝筒子纱的卷质量越大,在使用时即使以高速解舒,因为更换筒子纱的时间周期长,在工业上也是有利的。一般,考虑到拉伸丝筒子纱的使用的便利等,在工业上采用5~10kg的卷质量。在有利于工业生产的卷质量的拉伸丝筒子纱的卷宽和卷径从本发明规定的范围中选择。
本发明的拉伸丝筒子纱,筒子纱的边部和中央部的直径差在10mm以内。若直径差在10mm以内,则解舒张力差变小,高速的解舒性良好。筒子纱的边部和中央部的直径差小的较好,若在5mm以下,则因为解舒张力差更小,是最好的。
本发明的拉伸丝筒子纱,对在筒子纱上缠绕的拉伸丝进行解舒时的解舒张力差ΔF(cN/dtex),相对于解舒速度u(m/分),满足下述式(1)。
ΔF≤8.0×10-6·u…(1)
公式(1)表示的是拉伸丝筒子纱的解舒张力差的解舒速度依存性。若解舒张力差满足公式(1)的范围,则在编织或假捻加工时,不会有由于拉伸丝筒子纱的解舒张力变动而引起的断纱,紧纬或染色异常疵点等的发生。
根据公式(1),例如,若从拉伸丝筒子纱的解舒速度是1000m/分,则解舒张力差ΔF(cN/dtex)必须在0.008cN/dtex以下。
用容易理解的图表示,在本发明中的解舒张力差的范围在图5中是斜线以下的范围。图5中,横轴表示从拉伸丝筒子纱解舒拉伸丝时的解舒速度u(m/分),纵轴表示解舒张力差ΔF(cN/dtex)。
在本发明中,没有对PTT拉伸丝的纤度或单丝纤度加以特别限定,纤度较好的是在20~300dtex,更好的是在30~150dtex,单丝纤度较好的是0.5~20dtex,更好的是1~3dtex。
作为PTT拉伸丝,极限粘度不同的PTT,可以是并列型复合或者是偏心鞘芯型复合而成的复合丝。另外,PTT拉伸丝的单丝截面形状可以是球型、Y字型、W字型等的异形截面、中空截面形状等,没有特别的限定。
另外,PTT拉伸丝以赋予其平滑性、收敛性、抗静电性为目的,还希望赋予0.2-2wt%的整理剂。再有,以使其解舒性和假捻加工时的集束性进一步提高为的目,较好的是50个/m以下,更好的也可以是赋予2-20个/m的单丝交织。
(B)就本发明的制造方法进行说明。
在本发明中,就PTT拉伸丝筒子纱的制造方法的较好的例子,使用图6进行说明。
在图6中,将通过干燥机1干燥到30ppm以下的含水率的PTT粉末供给到温度设定在255~265℃的挤压机2进行熔融。熔融的PTT经过其后的弯头3,被输送到温度设定在250~265℃的自旋头部4,通过齿轮泵计量。其后,经过在自旋组件5上安装的具有多个孔的纺丝套管6,作为复丝7挤压到纺丝腔内。
挤压机以及自旋头部的温度,根据PTT粉末的固有粘度和形状从上述范围内选择最适当的。
挤压到纺丝腔内的PTT复丝通过冷却风8被冷却到室温凝固,赋予整理剂后,通过按规定的速度转动的拉出导丝辊兼拉伸辊10而被拉出,不进行一次卷绕,接着,在与最终热处理导丝辊(拉伸辊)11之间进行连续拉伸后,通过卷绕机卷绕作为规定的纤度的拉伸丝筒子纱12。
在凝固的复丝7上,与拉出导丝辊10接触前,通过整理剂赋予装置9赋予整理剂。
赋予的整理剂,较好的是使用水系乳胶型。作为整理剂的水系乳胶的浓度较好的是10wt%以上,更好的采用的是15~30wt%。
在赋予整理剂后,根据需要可以设置交织处理装置,赋予交织。交织数较好的是1~50个/m,更好的是2~10个/m。
导丝辊数使用2对以上。例如在图6中,可以在拉出导丝辊的前面设置一对张紧辊。在2对导丝辊之间,通过使导丝辊的周速度不同,进行1.2~3倍的延伸,在延伸时,作为第1导丝辊的温度,较好的是50~70℃,更好的是采用55~60℃。
延伸后的丝通过第2导丝辊施行必要的热处理。热处理的温度较好的是100~150℃,更好的是采用110~130℃。
在本发明的制造方法中,延伸张力是0.05~0.45cN/dtex,较好的是0.15~0.40cN/dtex。若延伸张力在此范围内,则拉伸丝的强度约为2cN/dtex以上,可以得到足够的机械强度,另外,断裂伸度在4 0%以上,拉伸时,没有起毛和断丝,在工业上可以稳定地制造。
延伸张力是拉出导丝辊和拉伸导丝辊(在图6中与最终热处理导丝辊相同)间的张力,可以通过选定拉出导丝辊和拉伸导丝辊的周速度比,即与拉伸比、和拉出导丝辊的温度来决定。
在本发明的制造方法中,卷绕速度V(m/分)和最终热处理导丝辊的速度R2(m/分)的比V/R2以满足下述式(2)的条件进行卷绕。
0.8≤V/R2≤-6.6×10-5·R2+1.15 …(2)
速度比V/R2意味着从最终热处理导丝辊直到卷绕的松弛比。V/R2若在公式(2)的范围内,则在最终热处理导丝辊和卷绕机之间的张力适当,可以进行稳定的卷绕,另外,因为拉伸丝的干热收缩应力值为本发明规定的范围,所以在拉伸丝筒子纱上不会产生绕紧。
若将公式(2)的范围以容易理解的图表示,则是图7中略粗的线所包围的范围。在图7中,横轴是表示最终热处理导丝辊的速度R2,纵轴是表示卷绕速度V和最终热处理导丝辊速度R2的比V/R2。
在本发明中,满足公式(2)的范围内,最终热处理导丝辊和卷绕机之间的张力,较好的是0.04-0.12cN/dtex,更好的是以0.04~0.07cN/dtex的速度比进行卷绕。若卷绕张力在上述范围内,则拉伸丝筒子纱不会产生边高和膨胀。
在本发明中,拉出导丝辊的速度较好的是在3000m/分以下,若超过3000m/分,则最终热处理导丝辊的速度超过4500m/分,缠绕在筒子纱上的拉伸丝的收缩加大。拉出导丝辊的速度更好的是在2000m/分以下。
在本发明的拉伸丝筒子纱的制造方法中,最终热处理导丝辊的速度R2是2300~4500m/分,较好的是2500~3500m/分。
若最终热处理导丝辊的速度R2在此范围内,则进行熔融纺丝,直至缠绕到第1导丝辊上的长丝的摆动小,从而稳定地进行纺丝-拉伸,另外,因为在卷绕中或者卷绕后,在筒子纱上缠绕的拉伸丝基本没有收缩,所以不会产生边高和称作膨起的筒子纱侧面的膨胀。
卷绕速度V较好的是在1800~3800m/分以下,若超过3800m/分,则仅仅是单纯地使卷绕张力低下,有难于改善拉伸丝筒子纱的解舒性的倾向。此理由是由于推定卷绕越在高速下进行,被拉伸的拉伸丝在拉伸丝筒子纱的状态下越收缩。
在本发明中,在PTT的直接纺丝拉伸法中,在将拉伸丝卷绕到筒子纱上时,较好的是使用绕线管轴和与之连接的接触辊双方均有驱动力的卷绕机。因此,作为本发明中使用的卷绕机,较好的是使用绕线管轴14和与之连接的接触辊13的双方均有驱动力的驱动方式的卷绕机。
在本发明的制造方法中,较好的是此接触辊的周速度Vc(m/分)比卷绕速度V(m/分)大0.3~2%,更好的是大0.5~1.5%进行卷绕。由于接触辊的周速度Vc比卷绕速度V大0.3%以上,更加改良了拉伸丝筒子纱的边高的减少和膨起的减少。由于此周速度比(Vc/V)在0.3%以上,即使拉出导丝棍的速度在3000m/分以下,抑制筒子纱中的拉伸丝的收缩也是可能的。
此周速度比(Vc/V)越大,筒子纱的边高和膨起的减少效果越大,为了大于2%,使接触辊的驱动马达过大,使卷绕机的设计变得困难。
在本发明的制造方法中,从筒子纱的卷绕开始到结束之间,根据卷径,使卷绕的斜纹角度在3~10度,较好的是在4-9度的范围内变化进行卷绕。斜纹角度若在此范围内,则不会产生卷绕散乱可以正常地进行卷绕,另外,筒子纱也不会产生边高。另外,斜纹角度可以通过调整卷绕速度和横动程的速度进行设定。
在本发明中,较好的是外层的斜纹角度要大于内层的斜纹角度。在这里,筒子纱的内层是指从绕线管开始的卷厚约10mm以内的叠层部。
作为根据卷径而不同的斜纹角度的较好的状态,在卷绕开始即筒子纱的内层中,斜纹角度要低,随着卷径的增加,斜纹角度逐渐增高,在筒子纱的中层达到最高。其后,直至外层斜纹角度再次减小。象这样,通过根据卷径而使斜纹角度变化进行卷绕,使筒子纱的膨起和边高的双方均减小成为可能。
在图8中,表示的是根据卷径而变化的斜纹角度的变化模式的例子。在图8中,模式a、b、c是斜纹角度变化较好的例(本发明),模式d是没有根据卷径使斜纹角度变化的例(比较例)。
在本发明的制造方法中,将卷绕中的筒子纱的温度冷却到30℃以下,较好的是约在25℃以下,更好的是在20℃以下进行卷绕。若筒子纱的温度在30℃以下,则卷绕的拉伸丝的收缩小,筒子纱不会形成边高。筒子纱的温度越低越好,若是在25℃以下,则通过与其他的卷绕条件组合,可以得到显示出更加良好的解舒性的筒子纱。
为了将卷绕中的筒子纱的温度降低到30℃以下,需要围绕卷绕机,通过约20℃以下的冷却风冷却筒子纱的周边温度来达成。另外,使用的卷绕机,最好是采用可以抑制将马达自身的发热通过绕线管轴传递到筒子纱上的类型。
通过使用根据本发明而得到的PTT拉伸丝,可得到没有染色柳、或紧纬等的疵点的高品质及呈柔软手感的编织物。
在编织物中,可以全部使用通过本发明得到的拉伸丝,或者也可以与其他的纤维进行混合使用一部分。作为混纤复合的其他纤维,可以列举出聚酯、纤维素、尼龙6、尼龙66、乙酸酯、丙烯基、聚氨基甲酸酯弹性纤维、毛纤维、绢等的长纤维以及短纤维等,但并不只限于这些。
对根据本发明所得到的拉伸丝进行假捻加工,也可以作为加工丝使用于布帛。另外,在布帛中也可以全部使用本发明的假捻加工丝,另外,为了做成将假捻加工丝和其他的纤维进行混纤复合的编织物,混纤复合丝可以通过以下各种混纤方法进行制造,即,将其他的纤维交织混纤,在交织混纤后拉伸假捻,仅将任何一方假捻,其后交织混纤,两方分别假捻后交织混纤,将任何一方在喷射卷绕加工后交织混纤,交织混纤后喷射卷绕加工,喷射卷绕混纤等。在通过相关的方法得到的混纤复合丝中,较好的是赋予10个/m以上、更好的是15-50个/m的交织。
附图说明
图1是示意地表示正常的卷绕形状的筒子纱的图。在图1中,20是绕线管,21是筒子纱。
图2是示意地表示在边高上变形的筒子纱的一例的图。在图2中,α是边部的直径,β是中央部的直径。
图3是表示从如图1所示的卷绕形状良好的筒子纱上,高速解舒拉伸丝时的解舒张力的变动的流程的例。
图4是表示从如图2所示的边高的卷绕形状的筒子纱上,高速解舒拉伸丝时的解舒张力的变动的流程的例。
在图3、图4中,横轴表示拉伸丝的丝长,纵轴表示解舒张力(g)的值。
图5是表示对在筒子纱上卷绕的拉伸丝解舒时,解舒速度和解舒张力差的关系的图。
图6是表示制造拉伸丝筒子纱工序的一例的概略图。在图6中,1:干燥机、2:挤压机、3:弯头、4:自旋头部、5:自旋组件、6:纺丝套管、7:复丝、8:冷却风、9:整理剂赋予装置、10:拉出导丝辊、11:最终热处理导丝辊、12:拉伸丝筒子纱、13:接触辊、14:绕线管轴。
图7是表示最终热处理导丝辊速度、和与相对于最终热处理导丝辊的速度的卷绕速度之比的关系的图。
图8是表示与卷绕中的卷径相对应的斜纹角度的变化模式的示例的图。在图8中,模式a、b、c是斜纹角度变化较好的例(本发明),模式d是没有根据卷径使斜纹角度变化的例(比较例)。
具体实施方式
以下举出实施例,进一步说明本发明,当然本发明不是根据实施例等进行任何限制。
另外,测定方法、评价方法等如下所示。
(1)极限粘度[η]
极限粘度是根据下述算式的定义求出的值。
[η]=Lim(ηr-1)/C
C→0
算式中,ηr是将通过纯度在98%以上的o-氯苯酚溶解剂溶解的PTT聚合物的稀释溶液在35℃时的粘度,以在同一温度时测定的上述溶解剂的粘度除去的值,定义为相对粘度。C是聚合物的浓度(g/100ml)。
(2)纺丝稳定性
使用安装有每锭8纱的拉丝口的熔融纺丝-连续拉伸机,各例均进行2天的熔融纺丝-连续拉伸。
从此期间中的断丝发生次数、和所得到的在拉伸丝筒子纱上存在的起毛的发生频度(发生起毛的筒子纱的数的比率)中,象如下那样进行判断。
◎;断丝0次,发生起毛的筒子纱比率5%以下
○;断丝2次以内,发生起毛的筒子纱比率未到10%
×;断丝3次以上,发生起毛的筒子纱比率10%以上
(3)断裂强度,断裂伸度
根据JIS-L-1013进行测定。
(4)筒子纱的直径差(边高的程度)
图2中的例子所示,测定边部的直径α和中央部的直径β,通过下述算式求得。
直径差(mm)=α-β
(5)干热收缩应力值
使用热应力测定装置(例如,锺纺工程公司(カネボウエンジニアリンダ社)制造的KE-2)进行测定。将拉伸丝切成长20cm,将此两端扎住,做成环状填入测定器。在初期荷载0.044cN/dtex,升温速度100℃/分的条件下测定,在图表中填入热收缩应力的温度变化。
通过测定的图表,将开始发现热收缩应力的温度作为应力发现开始温度。热收缩应力在高温区域描绘山型的曲线,将发现此峰值的温度作为极限温度,另外,将此应力作为极限应力。
(6)解舒张力差
从拉伸丝筒子纱中,以1000m/分的速度一边解舒拉伸丝,一边在记录纸上记录解舒张力。
张力的测定使用エイコ一测器(株)制造的张力表:MODEL-1500。
对每个测定进行60秒时间的测定,将张力变动记录到记录纸上。从此测定值中读取解舒张力的变动幅(g),以拉伸丝的纤度相除求得解舒张力差。
(7)布帛的评价
布帛的制成如下述那样进行。
在经丝上使用56dtex/24f的PTT拉伸丝,在纬丝上使用84dtex/36f的PTT拉伸丝,制成平织物。
经密度:97根/2.54cm
纬密度:98根/2.54cm
织机:津田驹工业公司制;空气喷射室ZA-103
纺丝速度:600转/分(900m/分)
将得到的坯布在下述的条件下洗涤后,进行染色、整理定型的一连串处理。
洗涤:使用平幅皂洗型连续洗涤机(和歌山铁工社制)
氢氧化钠;5g/l、温度100℃
预定型:使用热定型机(平野金属社制)
温度:180℃、时间;30秒
染色:使用圆型染色机(日阪制作所制)
染料;C.I DISPERSE BLUE 291;1%
分散剂;扩散TL;1g/l
PH调整;醋酸;0.5cc/l
温度;110℃、时间;30分
整理定型:温度;170℃、时间;30秒
将所得到的布帛经熟练的检查技术员检查,根据下述的基准判定纬品质。
◎;没有紧纬,染斑等疵点,极其良好
○;没有紧纬,染斑等疵点,良好
×;有紧纬,染斑,不良
(8)综合评价
◎;纺丝稳定性、布帛品质均极其良好
○;纺丝稳定性、布帛品质均良好
×;纺丝稳定性、布帛品质均不良
[实施例1-5,比较例1以及2]
在本例中,就有关拉伸张力的效果进行说明。
将含有0.4wt%的二氧化钛的固有粘度为0.91的PTT粉末,使用如图6所示的纺丝机以及拉伸机和卷绕机,进行纺丝-连续拉伸。
在卷绕时,使卷绕速度与最终热处理导丝辊(图6中的11)的速度比,如表1所示那样各不相同,制造84dtex/36长丝的PTT拉伸丝。
本实施例和比较例中的纺丝条件,如下所示。
(纺丝条件)
粉末干燥温度以及达到的水分率:110℃,25ppm
挤压机温度:260℃
自旋组件温度:265℃
纺丝套管孔径:0.40mm
聚合物吐出量:为使拉伸丝的纤度达到84dtex,根据各条件进行设定。
冷却风条件:温度;22℃、相对湿度;90%、
速度;0.5m/秒
整理剂:以聚醚酯为主要成分的水系乳胶(浓度30wt%)
拉出导丝辊速度:1200m/分
拉出辊温度:55℃
最终热处理导丝辊温度:120℃
卷绕机:帝人制机(株)AW-909(绕线管轴以及接触辊的两轴驱动型)
卷绕纸管外径:108mmφ
接触辊周速度Vc/卷绕速度V的比:1.007(0.7%)
斜纹角度:如图8中的模式a所示的变化
卷绕开始;5.5度
卷厚10mm;7.5度
卷厚30~60mm;8.5度
卷厚60~100mm;从8度向4度逐渐减小
卷厚100~110mm;4度
卷绕压力:2kg/筒子纱
卷绕张力:0.04cN/dtex
卷绕时的筒子纱的温度:20℃(通过非接触温度计测定)
(拉伸丝筒子纱)
纤度/长丝:83.2dtex/36f
水分含有率:0.6wt%
卷宽:85mm
卷径:320mmφ
从边部到反边部的丝长:90cm
卷质量:5.2kg/1绕线管
卷绕的拉伸丝筒子纱在温度30℃,相对湿度90%RH的环境下保持60天。
所得到的拉伸丝筒子纱的拉伸丝物性以及解舒性(解舒速度1000m/分)在表1中表示。
另外,将实施例4的拉伸丝筒子纱,以解舒速度1000m/分解舒时的解舒张力变动流程在图3中表示。
同样,将表示比较例1的拉伸丝筒子纱,以解舒速度1000m/分解舒时的解舒张力的变动流程在图4中表示。
再有,将实施例4及比较例1的拉伸丝筒子纱,在改变解舒速度解舒时的解舒张力差在表2中表示。
从表1及表2中就可明确,拉伸张力以及拉伸丝的干热收缩应力值在本发明的范围内的制品,在长期保管后也具有良好的解舒性,所得到的布帛也良好。
比较例1中,拉伸张力高,拉伸丝上起毛现象多发。另外,所得到的拉伸丝筒子纱也呈边高,解舒张力差变大,其结果是布帛的品质不良。
表1
| 实施例1 | 实施例2 | 实施例3 | 实施例4 | 实施例5 | 实施例6 | 比较例1 | |
| 拉伸张力(cN/dtex) | 0.18 | 0.24 | 0.31 | 0.35 | 0.37 | 0.42 | 0.48 |
| 最终导丝辊速度R2(m/分) | 2660 | 2935 | 3260 | 3395 | 3480 | 36 30 | 3760 |
| 卷绕速度V(m/分) | 2500 | 2700 | 2900 | 2990 | 3030 | 3114 | 3500 |
| V/R2 | 0.94 | 0.92 | 0.89 | 0.88 | 0.87 | 0.86 | 0.93 |
| 纺丝稳定性 | ◎ | ◎ | ◎ | ◎ | ◎ | ○ | × |
| 断裂伸度(%) | 72 | 64 | 55 | 52 | 50 | 48 | 43 |
| 干热收缩应力值(cN/dtex) | 0.04 | 0.07 | 0.10 | 0.10 | 0.12 | 0.15 | 0.19 |
| 筒子纱的直径差(mm) | 3 | 4 | 4 | 4 | 6 | 8 | 11 |
| 解舒张力差ΔF(cN/dtex) | 0.002 | 0.002 | 0.003 | 0.003 | 0.004 | 0.007 | 0.010 |
| 布帛的品质 | ○ | ◎ | ◎ | ◎ | ◎ | ○ | × |
| 综合评价 | ○ | ◎ | ◎ | ◎ | ◎ | ○ | × |
表2
| 解舒速度u(m/分) | 500 | 800 | 1000 | 1300 | |
| 解舒张力差ΔF(cN/dtex) | 实施例4 | 0.001 | 0.002 | 0.003 | 0.005 |
| 比较例1 | 0.006 | 0.008 | 0.010 | 0.013 | |
[实施例7以及8,比较例2以及3]
在本实施例中,就卷绕速度V和最终热处理导丝辊速度R2之比V/R2的效果进行说明。
卷绕速度在如图3所示的变化以外,与实施例3同样的进行。结果在表3中表示。
从表3中即可明确,若最终热处理导丝辊速度R2和卷绕速度V之比在本发明的范围内,则可以判定可得到良好的拉伸丝筒子纱和品质优异的布帛。
表3
| 实施例7 | 实施例8 | 比较例2 | 比较例3 | |
| 最终导辊速度R2(m/分) | 3395 | 3395 | 3395 | 3395 |
| 卷绕速度V(m/分) | 3000 | 3080 | 3180 | 3280 |
| V/R2 | 0.89 | 0.91 | 0.94 | 0.96 |
| 卷绕张力(cN/dtex) | 0.04 | 0.12 | 0.18 | 0.23 |
| 干热收缩应力值(cN/dtex) | 0.10 | 0.12 | 0.17 | 0.20 |
| 筒子纱的直径差(mm) | 4 | 8 | 11 | 13 |
| 解舒张力差ΔF(cN/dtex) | 0.002 | 0.007 | 0.010 | 0.016 |
| 布帛的品质 | ◎ | ○ | × | × |
| 综合评价 | ◎ | ○ | × | × |
[实施例9以及10,比较例4]
在本例中,就有关对应卷径,使斜纹角度变化的效果进行说明。
卷绕时,除对应卷径使斜纹角度变化以外,与实施例1同样进行。
斜纹角度的变化模式采用图8中所示的b,c以及d。结果在表4中表示。
从表4就可明确,斜纹角度的变化模式,若在如本发明的范围内的b以及c的情况下(实施例9以及10),则可以得到良好的拉伸丝筒子纱和具有优异解舒性的筒子纱。
另一方面,如图8中的模式d所示,斜纹角度为一定的情况下(比较例4),会成为边高的筒子纱,成为高速解舒性差的物品。
表4
| 实施例9 | 实施例10 | 比较例4 | |
| 斜纹角度变化模式 | 图8的b | 图8的c | 图8的d |
| 干热收缩应力值(cN/dtex) | 0.04 | 0.04 | 0.05 |
| 筒子纱的直径差(mm) | 7 | 8 | 11 |
| 解舒张力差ΔF(cN/dtex) | 0.006 | 0.007 | 0.009 |
| 布帛的品质 | ◎ | ○ | × |
| 综合评价 | ◎ | ○ | × |
[实施例11-14]
在本实施例中,就有关拉伸丝筒子纱的卷宽效果进行说明。
取时,除使卷绕机的横动程幅如图5所示有各种不同外,与实施例4同样进行。所得到的拉伸丝筒子纱的卷质量和形状,以及得到的布帛的品质在表5中表示。
从表5中即可明确,若拉伸丝筒子纱的卷宽在本发明的较好的范围内,则会有更加良好的解舒性和布帛的品质。
表5
| 实施例11 | 实施例12 | 实施例13 | 实施例14 | |
| 筒子纱卷宽(mm) | 85 | 110 | 190 | 300 |
| 筒子纱卷径(mm) | 300 | 300 | 300 | 200 |
| 筒子纱卷质量(kg) | 4.5 | 5.9 | 10.4 | 7.0 |
| 筒子纱的直径差(mm) | 5 | 4 | 4 | 3 |
| 解舒张力差ΔF(cN/dtex) | 0.003 | 0.005 | 0.006 | 0.008 |
| 布帛的品质 | ◎ | ◎ | ◎ | ○ |
| 综合评价 | ◎ | ◎ | ◎ | ○ |
[实施例15-17]
在本实施例中,就作为卷绕机的绕线管轴和与其相接的接触辊驱动方式,和接触辊的周速度Vc和卷绕速度之比的效果进行说明。
在卷绕时,除使卷绕机的种类以及接触辊的周速度Vc和卷绕速度V之比如图6所示不同,在各导丝辊的速度如下述那样进行卷绕外,与实施例4同样进行。结果在表6中表示。
拉出导丝辊速度: 2800m/分
最终热处理导丝辊速度R2: 4005m/分
拉伸张力: 0.40cN/dtex
卷绕速度: 3440m/分
卷绕张力: 0.04cN/dtex
通过表6即可明确,由于接触辊的周速度Vc大于卷绕速度V,与卷绕速度是否高速无关,可以得到显示有良好的解舒性和布帛品质的拉伸丝筒子纱。
表6
| 实施例15 | 实施例16 | 实施例17 | |
| 接触辊的驱动力 | 有 | 有 | 有 |
| Vc/V | 1.000(0%) | 1.004(0.4%) | 1.010(1.0%) |
| 筒子纱的直径差(mm) | 8 | 6 | 5 |
| 解舒张力差ΔF(cN/dtex) | 0.008 | 0.005 | 0.003 |
| 布帛的品质 | ○ | ◎ | ◎ |
| 综合评价 | ○ | ◎ | ◎ |
[实施例18以及19,比较例5以及6]
在本例中,就卷绕中的拉伸丝筒子纱的温度效果进行说明。
除使卷绕中的筒子纱的温度如图7所示有所不同外,与实施例4同样进行。得到的拉伸丝筒子纱的形状以及解舒性在表7中表示。
从表7即可明确,若卷绕中的筒子纱的温度在本发明的范围内,则可以得到具有良好的卷绕形状和解舒性的筒子纱。
表7
| 实施例18 | 实施例19 | 比较例5 | 比较例6 | |
| 卷绕中的筒子纱温度(℃) | 25 | 30 | 35 | 40 |
| 筒子纱的直径差(mm) | 6 | 9 | 12 | 16 |
| 解舒张力差ΔF(cN/dtex) | 0.004 | 0.007 | 0.011 | 0.015 |
| 布帛的品质 | ◎ | ○ | × | × |
| 综合评价 | ◎ | ○ | × | × |
根据本发明,通过PTT的直接纺丝拉伸法所得到的筒子纱,可得到具有在工业上有实用性的卷质量,在长期保管后,高速解舒时的解舒性也很优异的PTT拉伸丝筒子纱。
使用本发明的PTT拉伸丝筒子纱编制出的布帛,是没有染斑或紧纬等疵点的具有良好品质的布帛。
Claims (8)
1.一种聚二甲烯二胺对酞酸盐拉伸丝筒子纱,是将由95摩尔%以上为二甲烯二胺对酞酸盐的络纱单位构成的聚二甲烯二胺对酞酸盐进行直接纺丝拉伸所得到的拉伸丝作为卷质量2kg以上叠层的筒状筒子纱,其特征在于,满足如下所示的(1)~(4),
(1)拉伸丝的干热收缩应力值为0.01~0.15cN/dtex;
(2)根据筒子纱的卷径,斜纹角度不同,在各卷径中的斜纹角度从3-10度中选择,且斜纹角度的最小值和最大值的差在1度以上;
(3)筒子纱的边部和中央部的直径差在10mm以内;
(4)对在筒子纱上缠绕的拉伸丝进行解舒时的解舒张力差ΔF(cN/dtex)相对于解舒速度u(m/分),满足下述式(1):
ΔF≤8.0×10-6·u…(1)。
2.如权利要求1所述的聚二甲烯二胺对酞酸盐拉伸丝筒子纱,其特征在于,拉伸丝的干热收缩应力值为0.02~0.13cN/dtex。
3.如权利要求1或2所述的聚二甲烯二胺对酞酸盐拉伸丝筒子纱,其特征在于,筒子纱的卷宽为60~200mm,且卷径为200~400mm。
4.如权利要求1或2所述的聚二甲烯二胺对酞酸盐拉伸丝筒子纱,其特征在于,在卷厚超过10mm的叠层部中的斜纹角度,比卷厚在10mm以内的叠层部的斜纹角度要高。
5.如权利要求1或2所述的聚二甲烯二胺对酞酸盐拉伸丝筒子纱,其特征在于,拉伸丝的断裂伸度为40~90%。
6.一种聚二甲烯二胺对酞酸盐拉伸丝筒子纱的制造方法,其特征在于,在聚二甲烯二胺对酞酸盐的直接纺丝拉伸法中,最少使用两对导丝辊进行拉伸和热处理后,在将拉伸丝向筒子纱上卷绕时,满足下述的(a)~(d)的要求,
(a)延伸张力为0.05~0.45cN/dtex;
(b)卷绕速度V(m/分)和最终热处理导丝辊速度R2(m/分)的比V/R2,满足下述式(2),
0.8≤V/R2≤-6.6×10-5·R2+1.15 …(2)
但是,最终热处理导丝辊的速度R2为2300~4500m/分;
(c)在从筒子纱的卷绕开始到完成之间,根据卷径而使卷绕的斜纹角度在3~10度的范围内变化;
(d)将卷绕中的筒子纱的温度冷却到30℃以下。
7.如权利要求6所述的聚二甲烯二胺对酞酸盐拉伸丝筒子纱的制造方法,其特征在于,在聚二甲烯二胺对酞酸盐的直接纺丝延伸法中,在将拉伸丝卷绕到筒子纱上时,使用绕线管轴和与其接触的接触辊双方均有驱动力的卷绕机,接触辊的周速度Vc(m/分)比卷绕速度V(m/分)要大0.3~2%而进行卷绕。
8.如权利要求6或7所述的聚二甲烯二胺对酞酸盐拉伸丝筒子纱的制造方法,其特征在于,卷绕速度为1800~3800m/分。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000205080 | 2000-07-06 | ||
| JP205080/2000 | 2000-07-06 | ||
| JP126145/2001 | 2001-04-24 | ||
| JP2001126145 | 2001-04-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1440362A CN1440362A (zh) | 2003-09-03 |
| CN1178832C true CN1178832C (zh) | 2004-12-08 |
Family
ID=26595508
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB018120946A Expired - Fee Related CN1178832C (zh) | 2000-07-06 | 2001-07-05 | 拉伸丝筒子纱及其制造方法 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US6709689B2 (zh) |
| EP (1) | EP1300356B1 (zh) |
| JP (1) | JP3683251B2 (zh) |
| KR (1) | KR100472794B1 (zh) |
| CN (1) | CN1178832C (zh) |
| AT (1) | ATE305891T1 (zh) |
| AU (1) | AU2001269458A1 (zh) |
| BR (1) | BR0112153A (zh) |
| DE (1) | DE60113845T2 (zh) |
| ES (1) | ES2246329T3 (zh) |
| MX (1) | MXPA02012566A (zh) |
| TW (1) | TW505712B (zh) |
| WO (1) | WO2002004332A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102807130A (zh) * | 2011-06-02 | 2012-12-05 | 村田机械株式会社 | 纱线卷绕装置 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2315410T3 (es) | 2001-11-06 | 2009-04-01 | Asahi Kasei Fibers Corporation | Bobinas de fibra de poliester compuestas. |
| TWI287053B (en) * | 2002-02-20 | 2007-09-21 | Shell Int Research | A process for making stable polytrimethylene terephthalate packages |
| DE10315873A1 (de) * | 2003-04-08 | 2004-10-21 | Saurer Gmbh & Co. Kg | Vorrichtung zum Spinnen und Aufwickeln synthetischer Fäden |
| US20050147784A1 (en) * | 2004-01-06 | 2005-07-07 | Chang Jing C. | Process for preparing poly(trimethylene terephthalate) fiber |
| DE102004010824A1 (de) * | 2004-02-27 | 2005-09-15 | Wilhelm Stahlecker Gmbh | Kreuzwickelspule und Verfahren zur Herstellung |
| US7785507B2 (en) | 2004-04-30 | 2010-08-31 | E. I. Du Pont De Nemours And Company | Spinning poly(trimethylene terephthalate) yarns |
| US7802749B2 (en) | 2007-01-19 | 2010-09-28 | Automated Creel Systems, Inc. | Creel magazine supply system and method |
| US20090264925A1 (en) * | 2008-04-17 | 2009-10-22 | Joseph Hotter | Poly(Trimethylene)Terephthalate Filaments And Articles Made Therefrom |
| US8398010B2 (en) * | 2010-01-13 | 2013-03-19 | Toray Industries, Inc. | Polyester monofilament package |
| TWI825445B (zh) * | 2020-07-07 | 2023-12-11 | 日商竹本油脂股份有限公司 | 交織延伸絲用處理劑的稀釋液、及交織延伸絲的製造方法 |
| JP7076853B2 (ja) * | 2020-07-07 | 2022-05-30 | 竹本油脂株式会社 | 交絡延伸糸用処理剤の希釈液、及び交絡延伸糸の製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3750193T2 (de) * | 1986-04-09 | 1994-12-01 | Asahi Chemical Ind | Spulmaschine für synthetische Fäden, Kreuzspule aus synthetischen Fäden und Verfahren zum Wickeln solcher Spulen. |
| JP2795350B2 (ja) | 1989-08-16 | 1998-09-10 | コニカ株式会社 | 画像形成方法 |
| JPH06287810A (ja) | 1993-04-01 | 1994-10-11 | Toray Ind Inc | ポリブチレンテレフタレート繊維の製造方法 |
| TW288052B (zh) * | 1994-06-30 | 1996-10-11 | Du Pont | |
| JPH09175731A (ja) | 1995-12-28 | 1997-07-08 | Toray Ind Inc | 合成繊維の高速巻取り方法及び合成繊維チーズ状パッケージ |
| US6284370B1 (en) | 1997-11-26 | 2001-09-04 | Asahi Kasei Kabushiki Kaisha | Polyester fiber with excellent processability and process for producing the same |
| JP3073963B2 (ja) | 1998-04-23 | 2000-08-07 | 旭化成工業株式会社 | チ−ズ状パッケ−ジ及びその製造方法 |
| JPH11172526A (ja) | 1997-11-26 | 1999-06-29 | Asahi Chem Ind Co Ltd | 低熱応力ポリエステル繊維及びその紡糸方法 |
| JP4009370B2 (ja) | 1998-08-24 | 2007-11-14 | ユニチカ株式会社 | ポリエステル繊維の製造法 |
| JP2000239921A (ja) | 1999-02-17 | 2000-09-05 | Unitika Ltd | ポリエステル繊維の製造法 |
| TW531576B (en) | 2000-05-12 | 2003-05-11 | Asahi Chemical Ind | A preoriented yarn package |
-
2001
- 2001-07-05 TW TW090116466A patent/TW505712B/zh not_active IP Right Cessation
- 2001-07-05 DE DE60113845T patent/DE60113845T2/de not_active Expired - Fee Related
- 2001-07-05 EP EP01947863A patent/EP1300356B1/en not_active Expired - Lifetime
- 2001-07-05 KR KR10-2002-7017812A patent/KR100472794B1/ko not_active IP Right Cessation
- 2001-07-05 MX MXPA02012566A patent/MXPA02012566A/es active IP Right Grant
- 2001-07-05 ES ES01947863T patent/ES2246329T3/es not_active Expired - Lifetime
- 2001-07-05 JP JP2002509007A patent/JP3683251B2/ja not_active Expired - Fee Related
- 2001-07-05 CN CNB018120946A patent/CN1178832C/zh not_active Expired - Fee Related
- 2001-07-05 AU AU2001269458A patent/AU2001269458A1/en not_active Abandoned
- 2001-07-05 BR BR0112153-7A patent/BR0112153A/pt not_active IP Right Cessation
- 2001-07-05 US US10/332,009 patent/US6709689B2/en not_active Expired - Fee Related
- 2001-07-05 AT AT01947863T patent/ATE305891T1/de not_active IP Right Cessation
- 2001-07-05 WO PCT/JP2001/005858 patent/WO2002004332A1/ja active IP Right Grant
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102807130A (zh) * | 2011-06-02 | 2012-12-05 | 村田机械株式会社 | 纱线卷绕装置 |
| CN102807130B (zh) * | 2011-06-02 | 2016-10-05 | 村田机械株式会社 | 纱线卷绕装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3683251B2 (ja) | 2005-08-17 |
| DE60113845T2 (de) | 2006-07-06 |
| ES2246329T3 (es) | 2006-02-16 |
| US6709689B2 (en) | 2004-03-23 |
| TW505712B (en) | 2002-10-11 |
| KR100472794B1 (ko) | 2005-03-10 |
| KR20030020310A (ko) | 2003-03-08 |
| AU2001269458A1 (en) | 2002-01-21 |
| DE60113845D1 (de) | 2006-02-16 |
| ATE305891T1 (de) | 2005-10-15 |
| BR0112153A (pt) | 2004-02-10 |
| EP1300356B1 (en) | 2005-10-05 |
| US20030161979A1 (en) | 2003-08-28 |
| MXPA02012566A (es) | 2003-09-22 |
| WO2002004332A1 (fr) | 2002-01-17 |
| EP1300356A1 (en) | 2003-04-09 |
| EP1300356A4 (en) | 2004-07-07 |
| CN1440362A (zh) | 2003-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1178832C (zh) | 拉伸丝筒子纱及其制造方法 | |
| CN1224742C (zh) | 原丝染色丝条 | |
| CN1311111C (zh) | 聚对苯二甲酸丙二醇酯纤维及其制造方法 | |
| CN1154755C (zh) | 柔软弹力丝及其制造方法 | |
| CN1243861C (zh) | 后加工性能优良的复合纤维及其制造方法 | |
| CN1656263A (zh) | 复合纤维及其制造方法 | |
| CN1503860A (zh) | 聚酯系复合纤维的假捻加工丝及其制造方法 | |
| CN1395630A (zh) | 双组分纤维的高速纺丝方法 | |
| CN1934303A (zh) | 各向同性沥青系碳纤维细纱、使用了该细纱的复合丝和织物及它们的制造方法 | |
| CN1723307A (zh) | 含聚氨酯弹性体纤维的共混机织或针织织物及其生产方法 | |
| CN1092722C (zh) | 聚酯纤维及制造方法 | |
| CN1416484A (zh) | 伸缩性织物 | |
| CN1273659C (zh) | 聚酯系复合纤维纬纱管及其制造方法 | |
| CN1283864C (zh) | 纬编织物 | |
| CN1918336A (zh) | 皮革状片状物及其制造方法 | |
| CN1561414A (zh) | 异质复合纱线及其织物和制备方法 | |
| CN1147629C (zh) | 聚对苯二甲酸丙二醇酯假捻丝及其制造方法 | |
| CN1031079C (zh) | 流体强化织物性能的设备和方法 | |
| CN1407999A (zh) | 共聚聚对苯二甲酸亚丙基酯 | |
| CN1607276A (zh) | 一种粗纺羊绒包缠纱及其生产工艺 | |
| CN1867279A (zh) | 座席用片材 | |
| CN1096509C (zh) | 具有形状稳定性和/或抗水性的织物和用于这种织物的皮芯型复合纱线 | |
| CN1174133C (zh) | 假捻纱及其生产方法和生产装置 | |
| CN87100109A (zh) | 假捻差异张力纱 | |
| CN1756864A (zh) | 含有两个不同种类丝条的编织布帛以及包含其的衣服 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20041208 Termination date: 20100705 |