CN1168077A - 布线板及其制造方法 - Google Patents
布线板及其制造方法 Download PDFInfo
- Publication number
- CN1168077A CN1168077A CN 97110758 CN97110758A CN1168077A CN 1168077 A CN1168077 A CN 1168077A CN 97110758 CN97110758 CN 97110758 CN 97110758 A CN97110758 A CN 97110758A CN 1168077 A CN1168077 A CN 1168077A
- Authority
- CN
- China
- Prior art keywords
- wiring
- plate
- metallic plate
- insulation layer
- electric insulation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/325—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by abutting or pinching, i.e. without alloying process; mechanical auxiliary parts therefor
- H05K3/326—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by abutting or pinching, i.e. without alloying process; mechanical auxiliary parts therefor the printed circuit having integral resilient or deformable parts, e.g. tabs or parts of flexible circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/20—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern by affixing prefabricated conductor pattern
- H05K3/202—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern by affixing prefabricated conductor pattern using self-supporting metal foil pattern
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K5/00—Casings, cabinets or drawers for electric apparatus
- H05K5/0091—Housing specially adapted for small components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0201—Thermal arrangements, e.g. for cooling, heating or preventing overheating
- H05K1/0203—Cooling of mounted components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/03—Conductive materials
- H05K2201/0332—Structure of the conductor
- H05K2201/0388—Other aspects of conductors
- H05K2201/0397—Tab
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09209—Shape and layout details of conductors
- H05K2201/09654—Shape and layout details of conductors covering at least two types of conductors provided for in H05K2201/09218 - H05K2201/095
- H05K2201/09781—Dummy conductors, i.e. not used for normal transport of current; Dummy electrodes of components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/10—Details of components or other objects attached to or integrated in a printed circuit board
- H05K2201/10431—Details of mounted components
- H05K2201/1059—Connections made by press-fit insertion
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/06—Lamination
- H05K2203/063—Lamination of preperforated insulating layer
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/306—Lead-in-hole components, e.g. affixing or retention before soldering, spacing means
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/38—Improvement of the adhesion between the insulating substrate and the metal
- H05K3/386—Improvement of the adhesion between the insulating substrate and the metal by the use of an organic polymeric bonding layer, e.g. adhesive
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/40—Forming printed elements for providing electric connections to or between printed circuits
- H05K3/4092—Integral conductive tabs, i.e. conductive parts partly detached from the substrate
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Metallurgy (AREA)
- Structure Of Printed Boards (AREA)
- Manufacturing Of Printed Wiring (AREA)
- Insulated Metal Substrates For Printed Circuits (AREA)
- Printing Elements For Providing Electric Connections Between Printed Circuits (AREA)
Abstract
本发明揭示一种布线板及其制造方法,布线板包括具有布线图形的金属板和与所述金属板的表面上整体接合的电气绝缘层;布线板的制造方法包括为具有布线图形和连接该布线图形间的临时连接单元的金属板和加强用的绝缘构件层分别准备的工序、层压并进行整体化的工序、以及切断去除所述临时连接单元的工序;本发明提供了能流过大电流、散热性好、小型化的、只要插入引脚就能防止零件脱落的布线板。
Description
本发明涉及构成电路的布线板及其制造方法。
以往,一般用图19所示的印刷电路布线板、作为装载电子零件并构成控制电路的布线板。
在图19中,该印刷电路布线板是在用酚醛树脂或者含玻璃纤维树脂等做成的基板116上,贴上厚度尺寸35微米(μm)左右的铜箔,用蚀刻处理使铜箔腐蚀并形成布线图形单元117。
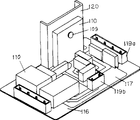
图20表示在图19的印刷电路布线板上安装各种电子零件并且焊锡后的状态。
在图20中,在布线图形单元117的规定的位置上安装电子零件110。散热板120插入在布线图形单元117中形成的孔118中并连接固定。
此外,用螺丝109将IC等的发热的电子零件固定在其散热板120上。
此外,设置端子119a、119b在规定的位置连接固定。
在这种以往结构的布线板中,在流过大电流的场合、因铜箔的厚度或者截面积小,所以散热性差。
另一方面,必需另外要有与外部信号连接用的连接器。
此外,在布线图形的零件插入孔中插入带引脚的电子零件的场合,为防止该零件的脱落,有必要弯折前述引脚并涂敷粘接剂,因此,存在工时数提高和设备投资增加的问题。
在印刷电路布线板上插入零件后,弯折突出于基板背面的前述零件的引脚、或者用焊锡等粘接剂固定,是防止零件从基板脱落的方法。
此外,例如在日本特开昭54-63368号公报、日本特公平8-4189号公报和日本特开平7-68704号公报等中,提出了将金属板和绝缘用合成树脂构件进行插入成形并将金属板的一部分埋入绝缘材料中的布线板、或者电极端子片从金属板的主体部分向外伸出的布线板等。
日本特开昭54-63368号公报中所述的布线板,是将金属板进行穿孔、形成所要形状布线电路的导电板,再埋入绝缘体中构成。其导电板,根据不同的使用场合采用不同种类的材料,根据其不同结构,改变其种类、选用具有最佳导电性和弹性的导电板。同样,其绝缘体,希望根据不同的使用位置采用不同种类的材料,根据不同结构,改变其种类、选用具有最佳机械强度、耐热性和滑动性的绝缘体。其结果如公报所述,在一块布线板上具有多种功能的效果。
日本特公平8-4189号公报的内容,是利用合成树脂插入成形具有布线图形的金属板、并且金属板的一部分埋入合成树脂中。特别,埋入树脂中的金属板的正和负的两根电极端子片、悬臂状地伸出于外部,并利用树脂材料增强其伸出的电极端子片的各面。采用这样的结构,增强了电极端子片的弹性力,即使弹性变形大,也不会产生塑性变形,相反地,保证了丰富的弹性,其结果如公报所述,有效地保证与其它端子可靠的接触。
日本特开平7-68704号公报中所述的布线板,是将具有布线图形的金属板用绝缘层覆盖并形成整体的功率电路用布线板。特别为适应被安装的电子零件的能量损失,采用较宽大的布线图形面积。如公报所述,利用这种结构,能有效地改善金属板和绝缘层的接合强度、改善散热特性、减小布线电阻。
前述的日本特开昭54-63368号公报、日本特公平8-4189号公报和日本特开平7-68704号公报,因无论哪一项中、金属板至少有一部分埋入绝缘树脂中,所以必需要金属板的插入成形,因此,成形时的金属模的形状变得复杂、金属模费用增高。此外,插入的金属图形的定位精度容易变得不稳定,其结果,有制造效率变差、质量不稳定和制造费用增高等的缺点。
本发明的目的在于为解决这种以往的问题,提供具有大电流流过时也散热性好、不要连接器用零件、只要插入电子零件就能防止脱落、生产效率改善、质量稳定、能稳定生产等效果的布线板。
本发明的布线板,包括具有布线图形的金属板和与前述金属板的表面上整体接合的电气绝缘层。
特别地令人满意的是,前述半固化层的表面具有第一表面和前述第一表面的反面的第二表面、前述第一表面露出、并且前述第二表面与前述电气绝缘层整体地接合。
特别地令人满意的是,在前述金属板的前述第二表面和前述电气绝缘层间设置粘接构件、并利用前述粘接构件整体地接合前述金属板的第二表面和前述电气绝缘层。
特别地令人满意的是,利用电气绝缘材料的型内处理法成形、在具有前述布线图形的金属板的第二表面上整体地接合前述电气绝缘层。
特别地令人满意的是,利用半固化层的硬化、在具有前述布线图形的金属板的第二表面上整体地接合前述电气绝缘层。
特别地令人满意的是,前述金属板是带状金属板,前述布线图形具有用前述带状金属板形成的多个布线图形,前述电气绝缘层是带状电气金属层,在整体地接合形成多个布线图形的前述带状金属板的第二表面和前述带状电气绝缘层后、切断并制造前述多个布线图形中的各个布线图形。
利用前述结构,与以往的铜箔相比、布线图形的截面积增大数倍以上,因此,能在布线部分中流过大电流。
在电流量相同的场合,能减小布线图形的宽度尺寸。
利用金属板的弯折、能实现立体布线,其结果,能实现布线板的小型化。
此外,能通过布线图形部分对从各种电子零件发生的热量有效地散热,所以改善了散热效果。
此外,因为利用电气绝缘层机械地加强了布线图形的单面一侧,所以不会发生布线图形的弯曲和折断能得到机械稳定的布线板。
在前述结构中,令人满意的是,前述布线图形的最小线宽在前述金属板厚度的1倍到10倍的范围。特别令人满意的是,前述金属板的厚度在0.1mm以上。
采用这种结构,前述的效果是显著的。
令人满意的是,前述布线图形包含三维形状的立体布线单元或者空间布线单元。采用这种结构,能减小布线板。
令人满意的是,前述布线图形具有如同垂直安装在该布线图形面上并曲弯折的散热单元。采用这种结构,能在布线部分中流过大电流、并能进一步改善散热效果。此外,同时形成散热单元和布线图形,所以不必安装特别准备的散热板、并且费用降低。
令人满意的是,前述布线图形包含连接器用端子单元。采用这种结构,同时形成连接器用端子单元与布线图形、所以不必安装特别准备的连接器用电子零件、并且费用降低。
令人满意的是,前述布线图形具有电子零件插入孔、并且该零件插入孔具有悬臂状舌片。采用这种结构,即使不利用焊锡等的连接手段来连接布线图形和电子零件、也能有效地防止电子零件从布线板脱落,此外,借助于单纯地插入其插入孔中、也能简单地进行布线板的电气性能的检查。
特别令人满意的是,前述零件插入孔是在至少一对相对的悬臂状舌片间设置间隔的零件插入孔。采用这种结构,前述的效果是显著的。
令人满意的是,前述布线图形具有电子零件插入孔、并且电子零件插入到其零件插入孔中进行安装。采用这种结构,即使不利用焊锡等的连接手段来连接布线图形和电子零件、也能有效地防止电子零件从布线板脱落,此外,借助于单纯地插入其插入孔中、也能简单地进行布线板的电气性能的检查。
令人满意的是,具有前述布线图形的金属板的一部分埋设在前述绝缘构件层中。采用这种结构,进一步改善了金属板和绝缘构件层的接合。
令人满意的是,埋设的金属板的表面和绝缘构件层的表面处于同一平面。采用这种结构,进一步改善了金属板和绝缘构件层的接合、并改善了布线图形间的绝缘性能。
令人满意的是,在布线图形的规定的位置上形成穿孔,并在对应其穿孔的位置的前述电气绝缘层上、形成在相互相对的悬臂状舌片间设置间隔的零件插入孔。采用这种结构,能有效地防止电子零件从布线板脱落,此外,借助于单纯地插入其插入孔中、也能简单地进行布线板的电气性能的检查。
令人满意的是,具有连接前述布线图形中的第一图形和第二图形形成的临时连接单元,在整体地接合具有前述临时连接单元的金属板和前述电气绝缘层后切断去除前述临时连接单元来制造前述布线图形。采用这种结构,防止了布线板图形散乱、并能以一个单元(电路单元)进行处理。此外,能防止布线图形的变形、并能得到可靠性高的布线图形。
本发明的布线板的制造方法,包括下述工序:(1)供给具有第一表面和作为第一表面的反面的第二表面的金属板的工序、(2)用前述金属板形成包含布线图形的导电单元的工序、(3)使前金属板的前述第一表面露出、同时将电气绝缘层整体地接合在具有前述布线图形的前述金属板的前述第二表面上的工序。
特别令人满意的是,本发明的布线板的制造方法,包括下述工序:(1)供给具有第一表面和作为第一表面的反面的第二表面的金属板的工序、(2)用前述金属板形成包含布线图形的导电单元的工序、(3)制造电气绝缘层的工序、(4)在具有前述布线图形的前述金属板的前述第二表面上层压电气绝缘层、然后整体地接合的工序。
特别令人满意的是,本发明的布线板的制造方法,包括下述工序:(1)供给具有第一表面和作为第一表面的反面的第二表面的金属板的工序、(2)用前述金属板形成包含布线图形的导电单元的工序、(3)使前述金属板的前述金属板的前述第一表面露出、同时在具有前述布线图形的前述金属板的前述第二表面上对电气绝缘材料进行型内处理法成形、然后整体地接合在前述金属板的前述第二表面上并且形成电气绝缘层的工序。
特别令人满意的是,本发明的布线板的制造方法,包括下述工序:(1)供给具有第一表面和作为第一表面的反面的第二表面的金属板的工序、(2)用前述金属板形成包含布线图形的导电单元的工序、(3)在具有前述布线图形的前述金属板的前述第二表面上层压半固化层、硬化在前述金属板上层压的前述半固化层、然后制作与前述金属板的前述第二表面整体地接合的电气绝缘层的工序。
特别令人满意的是,本发明的布线板的制造方法,包括下述工序:(1)供给具有第一表面和作为第一表面的反面的第二表面的带状的金属板的工序、(2)用前述金属板形成多个布线图形的工序、(3)制作带状的电气绝缘层的工序、(4)在具有前述多个布线图形的前述带状的金属板的前述第二表面上层压前述带状的电气绝缘层、然后整体地接合的工序、(5)切断具有前述多个布线图形的前述带状的金属板的各个布线图形间的工序。
特别令人满意的是,本发明的布线板的制造方法,包括下述工序:(1)供给具有第一表面和作为第一表面的反面的第二表面的金属板的工序、(2)用前述金属板形成布线图形的工序、(3)在前述布线图形的规定的位置上形成零件插入孔的工序、(4)在具有前述布线图形的前述金属板的前述第二表面上整体地接合前述电气绝缘层的工序、(5)将电子零件安装在前述零件插入孔中的工序。
特别令人满意的是,本发明的布线板的制造方法,包括下述工序:(1)供给具有第一表面和作为第一表面的反面的第二表面的金属板的工序、(2)用前述金属板形成包含布线图形和连接前述布线图形中的第一图形单元和第二图形单元形成的临时连接单元的导电单元的工序、(3)制作电气绝缘层的工序、(4)在具有前述布线图形的前述金属板的前述第二表面上层压前述电气绝缘层、然后整体地接合的工序、(5)切断前述临时连接单元、分离前述第一图形单元和前述第二图形单元的工序。
特别令人满意的是,本发明的布线板的制造方法,包括下述工序:(1)供给具有第一表面和作为第一表面的反面的第二表面的金属板的工序、(2)用前述金属板形成包含布线图形和连接前述布线图形中的第一图形单元和第二图形单元形成的临时连接单元的导电单元的工序、(3)在具有前述布线图形和前述临时连接单元的前述金属板的前述第二表面上对电气绝缘材料进行型内处理法成形、制作整体地接合在前述金属板的前述第二表面上的电气绝缘层的工序、(4)切断前述临时连接单元、分离前述第一图形单元和前述第二图形单元的工序。
利用前述各种结构,能得到具有以下特征的布线板。
(1)与以往的铜箔相比、布线图形的截面积增大数倍以上,因此,能在布线部分中流过大电流。
(2)在电流量相同的场合,能减小布线图形的宽度尺寸。
(3)利用金属板的弯折、能实现立体布线,其结果,能实现布线板的小型化。
(4)能通过布线图形部分对从各种电子零件发生的热量有效地散热,所以改善了散热效果。
(5)因为利用电气绝缘层机械地加强了布线图形的单面一侧,所以不会发生布线图形的弯曲和折断能得到机械稳定的布线板。
此外,还能得到以下的效果。
(6)因不必插入成形、所以金属模的形状简单,因此,金属模费用小。
(7)因不必像插入成形那样需要布线图形高精度定位、所以质量稳定。
(8)能提高生产效率并能稳定地生产。
另外,形成的导电部分中包含连接前述布线图形中第一图形单元和第二图形单元的临时连接单元,由于采用这样的工序,可以防止布线板图形的散,能将其作为一个整体(电路部件)来处理,更可防止布线图形的变形,提高布线图形的可靠性。
在前述结构中,令人满意的是,前述布线图形的最小线宽在前述金属板厚度的1倍到10倍的范围。此外,令人满意的是,前述金属板的厚度在0.1mm以上。采用这种结构,前述的效果是显著的。
令人满意的是,在形成前述布线图形的工序或者整体地接合金属板和电气绝缘层后的工序中,形成三维形状的立体布线单元或者空间布线单元。采用这种结构,能减小布线板。
令人满意的是,具有如同垂直安装在该布线图形面上并弯折前述金属板、形成散热单元的工序。采用这种结构,能在布线部分中流过大电流、并能进一步改善散热效果。此外,利用金属板、同时形成散热单元和布线图形,所以不必安装特别准备的散热板、并且容易制造。
令人满意的是,具有弯折前述金属板、与前述布线图形连接、形成连接器用端子单元的工序。采用这种结构,利用金属板、同时形成连接器用端子单元与布线图形、所以不必安装特别准备的连接器用电子零件、并且容易制造。
令人满意的是,具有在前述布线图形中、形成具有悬臂状舌片的零件插入孔的工序。采用这种结构,即使不利用焊锡等的连接手段来连接布线图形和电子零件而仅单纯地将电子零件插入其插入孔中也能容易地连接并固定。能有效地防止电子零件从布线板脱落,此外,借助于单纯地插入其插入孔中、也能简单地进行布线板的电气性能的检查。
此外,令人满意的是,前述零件插入孔是在至少一对相对的悬臂状舌片间设置间隔的零件插入孔。采用这种结构,前述的效果是显著的。
令人满意的是,在整体化接合金属板的第二表面和电气绝缘层的工序中,在具有前述布线图形的金属板的第一表面保持露出状态的同时、其侧面的一部分埋设在前述绝缘构件层中并整体地接合。采用这种结构,进一步改善了金属板和绝缘构件层的接合。
令人满意的是,金属板的第一表面和绝缘构件层的表面处于同一平面地整体地接合。采用这种结构,进一步改善了金属板和绝缘构件层的接合、并改善了布线图形间的绝缘性能。
令人满意的是,具有在布线图形的规定的位置上形成穿孔,并在对应其穿孔的位置的前述电气绝缘层上、形成在相互相对的悬臂状舌片间设置间隔的零件插入孔的工序。采用这种结构,即使不利用焊锡等的连接手段来连接布线图形和电子零件而仅单纯地将电子零件插入其插入孔中也能容易地连接并固定。能有效地防止电子零件从布线板脱落,此外,即使不利用焊锡等的连接手段来连接布线图形和电子零件而借助于单纯地进行插入、也能简单地进行布线板的电气性能的检查。
在前述结构中,金属板的厚度在0.1mm以上是令人满意的,特别,0.1mm~1mm是令人满意的。
在金属板的厚度在0.1mm以下的场合,在布线部分中流过大电流的效果、能减小布线图形的宽度的效果、能利用金属板的弯折的立体布线的效果、和通过布线图形部分、对从各种电子零件发生的热量有效地进行散热的效果等,稍稍地减小。
在金属板的厚度在1mm以上的场合,用于形成布线图形的加工变得稍稍复杂并且价格增高。
作为金属板的材料,使用铜板、黄铜板、磷青铜板、镀铜或者镀镍(Ni)的铝板、或者镀铜或者镀镍(Ni)的铁板等。
借助于利用蚀刻加工、压力加工、激光加工、以及电铸造加工等对该金属板进行加工,并形成布线图形。
在并列的图形部分中,前述布线图形的最小线宽、在从与金属板厚度几乎相同的尺寸到金属板厚度的10倍左右的范围是令人满意的。
在前述布线图形的最小线宽比金属板厚度小的场合,布线图形的机械强度减小并且容易发生变形和断线。
此外,保证加工精度和加工后的安装变得困难、加工工时增多。
此外,流过大电流的效果也稍微减小。
此外,有可能导致金属模和设备的寿命缩短。
在前述布线图形的最小线宽比金属板厚度大10倍的场合,有可能导致每单位面积的布线密度和零件的安装密度减小。
此外,在不考虑布线密度的场合,有可能导致布线板的总面积和重量增大。
电气绝缘层具有大力增强金属板机械强度的作用。作为该电气绝缘层,厚度在20μm以上为佳,特别令人满意的是20μm~2mm左右。
在电气绝缘层的厚度在20μm以下的场合,用于加强的效果稍微减小。
在电气绝缘层的厚度在20μm以上的场合,材料费用增高、成形时间变长、并且制造变得复杂。
作为电气绝缘层,可使用聚酰亚胺薄膜层、纸酚醛树脂、ABS树脂、环氧玻璃树脂、聚脂层(PET)、或者半固化层(例如,在纸、玻璃纤维、陶瓷纤维、或者有机纤维等的基材上浸渍环氧树脂、酚醛树脂、或者聚脂树脂等的热硬化性树脂的未硬化树脂层)等。
作为利用型内处理法成形并用于加强金属板的电气绝缘材料的原料、不受特别的限制,可使用热可塑性树脂、热硬化性树脂、或者这些树脂与填充材料的复合树脂材料。
例如,作为热可塑性树脂,可使用ABS(丙烯腈、丁二烯、苯乙烯)树脂、PS(聚苯乙烯)、PP(聚氟芘)、PET(涤纶)等
作为热硬化性树脂,可使用环氧树脂或者酚醛树脂等。
作为粘接金属板和电气绝缘层的半固化层,不受特别的限制,可使用丙烯系列树脂、环氧树脂、UV树脂(紫外线硬化树脂)、橡胶系列树脂(天然橡胶、异丁橡胶等)、半固化层、或者两面粘接层等。
作为用于安装在前述布线图形上的各种电子零件,例如在构成电视机电路的场合,可使用面安装零件(电阻、电容、线圈等的片状零件)、插入安装零件(大型电解电容、回扫变压器等的有引脚的分立零件)、或者IC(集成电路)等。
此外,在布线图形上形成的零件插入孔,不仅可以是单纯的圆孔和方孔、也能是任意形状。
作为在其间设置间隙(缝隙)的一对悬臂状舌片的缝隙形状,特别令人满意的是“I”形、“H”形、“+”形、和“X”形等中的任意一种,或者它们的组合。
前述缝隙的宽度、仅比构成分立零件的引脚的外径规定的尺寸小为佳。利用这种结构,在想要拔出插入缝隙的引脚时,弹性连接的舌片卡入引脚中,其结果,能防止脱落。
作为连接器用端子单元,具备雌雄一对组成的连接器中的雄侧连接器的功能。
例如,以每规定的间隔、压力加工或者蚀刻加工二维形状端子单元,然后、如同垂直安装在布线图形面上地弯折形成(例如、压力加工)连接器用端子单元。
连接器用端子单元的端部形状呈细阶梯状、锥形形状、具有规定的角度弯折的形状等的任意形状,利用这种形状、能弹性连接并插入雌侧接点单元中。
对应于安装的IC等的种类和使用的环境温度,按要求设定散热单元的面积。
在压力加工或者蚀刻加工二维形状的金属板后,如同垂直安装在布线图形面上地弯折形成(例如、压力加工)散热单元。
图1表示构成本发明实施例1的布线板的金属板的平面图。
图2是图1的立体图。
图3表示图1的散热单元和连接器用端子单元处于弯折状态的立体图。
图4(a)表示在图3的金属板上安装树脂成形的增强单元的整体化的布线板的立体图。
图4(b)是图4(a)的连接器用端子单元的放大图。
图4(c)是图4(a)的临时连接单元的放大图。
图4(d)表示在图3的金属板上安装粘合层的增强单元后形成整体化的布线板的立体图。
图4(e)是图4(d)的连接器用端子单元的放大图。
图4(f)是图4(d)的临时连接单元的放大图。
图5表示本发明一实施例的布线板的立体图、即切割去除图4的临时连接单元的布线板的立体图。
图6表示在图5的布线板上安装各种电子零件的状态的立体图。
图7表示本发明实施例2的布线板的关键部分的放大剖视图。
图8表示在图7的布线板上插入具有引脚的电子零件10a的状态的关键部分的放大剖视图。
图9表示具有在图7的电气绝缘层中形成的缝隙的插入孔的关键部分的放大仰视图。
图10表示在本发明实施例2的布线板的电气绝缘层中形成的其它插入孔的关键部分的放大仰视图。
图11表示本发明实施例3的布线板的关键部分的放大剖视图。
图12表示在图11的布线板上插入具有引脚11的电子零件的状态的关键部分的放大剖视图。
图13表示在图11的布线图形中形成的缝隙的关键部分的放大仰视图。
图14表示在本发明实施例3的布线板的布线图形中形成的其它插入孔的关键部分的放大仰视图。
图15表示本发明实施例1的布线板的制造流程图。
图16表示本发明实施例4的布线板的制造流程图。
图17表示本发明实施例7的布线板的制造流程图。
图18表示本发明实施例1的另一个布线板的关键部分的剖视图。
图19表示以往的布线板的平面图。
图20表示在以往的布线板上安装零件的状态的立体图。
下面,参照附图1到附图18对本发明的实施例的布线板详细地进行说明。
实施例1
下面,以在电视接收机中使用的控制电路基板为例,参照附图1到附图6对本发明实施例1的布线板进行说明。
图1表示构成本发明实施例1的布线板的金属板的平面图。图2是图1的立体图。图3表示图1的散热单元和连接器用端子单元处于弯折状态的立体图。图4是在图3的金属板上整体地接合作为增强单元的电气绝缘层的半成品布线板的立体图,图4(a)表示在金属板上利用型内处理法成形、构成电气绝缘层的半成品布线板101,图4(d)表示在金属板上利用粘接构件整体的接合电气绝缘层的半成品布线板102。图5表示切割去除图4的临时连接单元的布线板的立体图。图6表示在图5的布线板上安装各种电子零件的状态的立体图。
本发明实施例1的布线板的立体图如图5所示。
在图5中,第一布线板100包括布线图形1和整体地接合在其布线图形上的电气绝缘层8。利用金属板的穿孔,形成布线图形1。也就是说,布线图形1是金属电路单元。电气绝缘层8用作布线图形1的加强单元。具有布线图形的金属板的反面接合在电气绝缘层8上。与布线图形连接、曲折形成连接器用端子单元4a、4b,和散热单元5。布线图形1具有三维形状的立体布线单元7。在布线图形1的规定的位置上形成零件插入孔3。
下面,对实施例1的布线板的制造方法进行说明。
首先,制作包括布线图形1、和用于临时连接该布线图形1中的第一图形单元和第二图形单元的临时连接单元的金属板。另一方面,分别地制作绝缘层8。接着,整体地层压形成布线图形1和临时连接单元的前述金属板、和电气绝缘层8。将它们整体地进行接合,然后切断并去除前述临时连接单元。这样,制造第一布线板100。
下面,对本实施例进一步详细地进行说明。
首先,制作形成如图1和图2所示的布线图形的金属板50。在图1和图2中,使用厚度0.5mm的铜板(或者、磷青铜板)、利用压力加工、蚀刻加工、或者激光加工等中的任一种、或者它们的组合,加工并形成金属板50。金属板50具有金属电路布线单元1、散热单元5、在上端和下端和中央右侧上形成的各个连接器用端子单元4a、4b、4c、以及临时连接前述布线图形1中的规定的图形单元间的多个临时连接单元2。此外,图1和图2不一定是正确地表示电视机的控制电路、而是表示一般布线板的概念。此外,作为金属板50的种类、能使用铜板以外任何的金属构件。
前述金属电路单元的布线图形1包括多个并列的图形单元
布线图形的最小线宽(W)在所述金属板厚度的1倍以上10倍以内为佳。最小线宽(W)在与金属板的厚度相同的场合,也因比以往的铜箔板厚尺寸要大,所以,在布线图形1中流过的电流容量、也可以比铜箔的场合流过的电流容量要大。借助于固定地设定板厚和宽度的关系,能显著改善电流容量和热传导率,其结果、改善了布线板的散热效果。例如,在厚度为0.5mm和图形宽度(W)为0.5mm的金属板的场合,截面积为0.25平方毫米。与此相对,在厚度为35μm和图形宽度(W)为0.5mm的以往铜箔的场合,截面积为0.0175平方毫米。也就是说,本实施例截面积为以往截面积的14倍左右。因此,本实施例的布线板能较以往的布线板流过大约14倍的电流。此外,散热效果提高了大约14倍。
前述布线图形1、在规定的多个地方形成用于插入并安装具备引脚的各种电子零件(例如、分立零件)的零件插入孔3。前述零件插入孔3的形状没有特别限制,例如圆孔或方孔。对应于构成控制电路单元的种类、在任意的位置上形成零件插入孔3的插入地方。在规定的部位和地方设定临时连接单元2。例如,如图1所示、借助于在各个布线图形1间形成临时连接单元,使每一单元的布线图形作为连续的一块金属板安装。
图3表示对图1中金属板进行弯折后的金属板立体图。
在图3中,对前述金属电路单元的布线图形1的一部分在直角方向上曲折、形成三维布线的立体布线单元7。在直角方向曲折、形成散热单元5和连接器用端子单元4a、4b、4c,如同垂直安装在所述布线图形表面上。利用这种结构,不必重新安装其它的散热板、授受信号的其它连接器、和其它外部连接端子(也称为公共端子)。连接器用端子单元包括雌雄一对组成的市售连接器中的雄侧连接器的功能。另外,也能构成雌侧用的连接器用端子单元(未图示)。连接器用连接端子单元的端部形状没有特别限定。此外,为了易于将连接器用端子插入电视机的框架上形成的孔中,连接器用端子单元的形状,可以是加工成细
阶梯形状、锥形形状、具有规定的角度曲折的形状等,采用于这种形状,能弹性连接地插入雌侧接点单元。
为了加强金属板50,将电气绝缘层8整体地接合在其金属板50上。图4(a)和(d)表示整体地接合金属板50和电气绝缘层8后部分完成的布线板102的立体图。作为整体接合金属板50和电气绝缘层的方法,一种是用粘接构件粘接它们的方法,图4(d)表示利用这种方法构成的布线板。另外还有,是在金属板上对电气绝缘材料进行型内处理法成形并整体地设置电气绝缘层的方法、以及在金属板上层压电气绝缘性的半固化层层、硬化该半固化层层并整体地设置电气绝缘层的方法,图4(a)表示利用这种方法构成的布线板。对于图4(a)中,图4(b)表示连接器用端子单元4c的放大图、图4(c)表示临时连接单元2的放大图。图4(d)中,图4(e)表示连接器用端子单元4c的放大图、图4(f)表示临时连接单元2的放大图。在图4(b)、图4(e)中,连接器用端子单元4c是对于布线图形1曲折的形状。在图4(c)、图4(f)中,临时连接单元2是连接各自图形单元间后细线状的形状。作为电气绝缘层8的材料,没有特别的限制,可使用纸酚醛树脂层、ABS树脂、环氧玻璃、PET、半固化层(在纸或者玻璃纤维等的基材上浸渍环氧树脂等的未硬化树脂、或者不用基材的热硬化性丙烯树脂等的未硬化树脂层)等。电气绝缘层8的厚度是0.5mm左右。
在粘接金属板50和电气绝缘层8的结构的场合,用环氧树脂系列粘接剂作为其粘接构件。该粘接构件的涂敷厚度是20μm左右~30μm左右。
将环氧树脂系列粘接剂涂敷在金属板上或者电气绝缘层上、整体地接合金属板50和电气绝缘层8。作为粘接剂,不受特别的限制,可使用例如各种丙烯系列树脂、紫外线硬化树脂、橡胶系列树脂(天然橡胶、异丁橡胶等)、半固化层、或者两面粘接层等。
在热硬化性树脂的粘接构件的场合,借助于硬化粘接构件、整体化金属板50和电气绝缘层8。
对于型内处理法成形和使用半固化层结构的场合将在后面进行说明。
在整体地接合金属板50和电气绝缘层8后,利用压力加工或者激光加工、切断去除临时连接单元2。这样,制作如图5所示的第一布线板100。
此外,在第一布线板100上,安装各种电子零件。这样,完成第二布线板200。作为安装在布线图形上的各种电子零件,使用面安装零件(例如电阻、电容、线圈等的片状零件)、插入安装零件10a、10b(例如大型电解电容、回扫变压器等的有引脚的分立零部件等)、或者集成电路零件10c等。
在图6中,散热单元5在规定的位置上具有螺纹孔6,在这种孔6中使用螺丝9、安装集成电路零件10c等的电子零件。可根据安装的电子零件的种类和使用环境温度等、任意地设定散热单元5的散热面积。
此外,在整体地接合金属板50和电气绝缘层8的工序中,也可压紧金属板50、使其金属板50的一部分埋设在电气绝缘层8中。图18表示使金属板50的表面和电气绝缘层8的表面几乎成同一平面的结构的例子。
利用前述结构,使用一块金属板、同时地形成散热板和连接器用端子单元。因此,不必要安装其它的散热板和连接器用端子单元。与以往的铜箔相比、布线图形的截面积显著地增大,因此,能在布线图形部分中流过大电流。能通过布线图形部分对从各种电子零件发生的热有效地散热,因此改善了散热效果。在与以往相比电流量相同的场合,能减小布线图形的宽度尺寸。此外,能立体布线,其结果,能实现布线板的小型化。
实施例2
下面,参照图7到图10对本发明的实施例2的布线板、特别对于在布线图形中形成的零件插入孔进行说明。图7表示本发明实施例2的布线板的关键部分的放大剖视图。图8表示在图7的布线板上插入具有引脚的电子零件10a(分立零件等)的状态的关键部分的放大剖视图。图9表示具有在图7的电气绝缘层中设置的间隔(缝隙)的插入孔的关键部分的放大仰视图。图10表示设置在其它实施形态的电气绝缘层中的插入孔的关键部分的放大仰视图。
实施例2的布线板虽然基本上与实施例1的第一布线板100的结构大致相同。但在作为加强单元的电气绝缘层8上形成的零件插入孔的形状和结构不同。本实施例的目的是防止具有插入布线板上的引脚的分立零件的脱落。在图7到图10所示的电子零件的插入孔中,形成至少一对相对的悬臂状舌片、并在其相对的悬臂状舌片间形成缝隙。以缝隙作为插入孔的形状。也就是说,利用悬臂状的舌片、至少形成端子零件插入孔的一部分轮廓。在这种缝隙中插入电子零件的引脚。在图7和图9中,在布线图形1中的一个图形单元1a上形成圆形或者方形的贯穿的零件插入孔,在对应于其插入孔位置的电气绝缘层8a上形成仅较电子零件的引脚小0.2mm~0.5mm的尺寸的缝隙宽度(S1)。
该缝隙宽度(S1)如图9所示,是利用两组相对的悬臂状的舌片12,具有“+”形的缝隙20。
如图8所示,在前述“+”形的缝隙中插入电子零件10a的引脚11时,舌片12在弹性变形向下方弯曲的同时、弹性连接在引脚11的外面。而且,对于引脚11的脱落方向、舌片12的前端陷入,其结果,能阻止引脚11的脱落。图10表示具有由一对相对的舌片13形成的“I”形的缝隙宽度(S2)的电气绝缘层8b。在图10中,“I”形的缝隙宽度(S2)的宽度尺寸仅较引脚11的外形尺寸小0.2mm~0.5mm左右。此外,在舌片13的两侧上形成矩形孔S6,这种插入孔形成宛如“H”形缝隙21的结构。在图10的场合,在缝隙S2中插入电子零件10a的引脚11时,
舌片13在弹性变形向下方弯曲的同时、弹性连接在引脚11的外面。其结果,能阻止引脚11的脱落。
这样,利用简单的零件插入孔的结构,实施例2的布线板能有效地防止插入布线板中的电子零件的脱落。
实施例3
下面,参照图11到图14对本发明的实施例3的布线板进行说明。图11表示本发明实施例3的布线板的关键部分的放大剖视图。图12表示在图11的布线板上插入具有引脚11的电子零件10b(例如分立零件)的状态的关键部分的放大剖视图。图13表示在图11的具有在布线图形中形成的缝隙的零件插入孔关键部分的放大仰视图。图14表示在布线图形中形成的其它插入孔的关键部分的放大仰视图。
实施例3的布线板虽然基本上与实施例1的第一布线板100的结构大致相同。但在布线图形上形成的零件插入孔的形状和结构不同。
图11到图14表示电子零件的插入孔,在至少一对相对的悬臂状舌片间形成缝隙,并以其缝隙作为零件插入孔的形状。在这种缝隙中插入电子零件的引脚。利用这种结构、能防止在布线板中插入的电子零件的脱落。
在图11中,对应于在作为加强单元的电气绝缘层8b上形成的第二零件插入孔33(圆形或者方形的穿孔),并在作为金属电路单元的布线图形1b上、形成仅较电子零件的引脚小0.2mm~0.5mm的尺寸的缝隙S3。第二零件插入孔33是例如圆形或者方形的穿孔。
由两组相互相对的悬臂状的舌片14、形成该缝隙S3。图13表示具有该缝隙S3的图形单元1b放大图。在图13中,利用悬臂状的舌片14、缝隙S3形成“+”形的缝隙22。
如图12所示,在前述“+”形的缝隙22上插入电子零件10b的引脚11时,舌片14在弹性变形向下方弯曲的同时、弹性连接在引脚11的外面。利用这种结构,能阻止引脚11的脱落。
图14表示利用一对相对的舌片15、在布线图形1上形成“I”形的缝隙的例子。这种场合,“I”形的缝隙S4的宽度尺寸、用仅较电子零件的引脚小0.2mm~0.5mm的尺寸构成。
在舌片15的两侧形成矩形孔、形成如“H”形的缝隙23的形状。在图14中,在缝隙23上插入电子零件10b的引脚11时,
舌片15在弹性变形向下方弯曲的同时、弹性连接在引脚11的外面。其结果,能阻止引脚11的脱落。
这样,由实施例3的结构,利用简单的结构、能防止插入布线板中的电子零件的脱落。因此,即使不利用焊锡等的连接手段来电气连接布线图形和电子零件、也能进行布线板的电气性能的检查。
实施例4
下面,对本发明的实施例4的布线板的制造方法进行说明。
实施例1详细地说明了利用粘接构件、粘贴薄膜或者层状的电气绝缘层和金属板的结构,而本实施例4将详细说明利用型内处理法成形整体地接合金属板和电气绝缘层的制造方法。也就是说,在本实施例中,在金属板的单面加上熔融树脂,然后,借助于冷却固化或者硬化该熔融树脂、整体地接合金属板的反面和电气绝缘层。
下面,参照图16的制造流程就本实施例的布线板的制造方法详细地进行说明。
步骤1:准备在实施例1中使用的金属板材料。
步骤2:接着,加工该金属板、制作二维形状的布线图形。这种金属板用所定的二维形状形成布线图形、临时连接单元、散热单元、连接器用端子单元、零件插入孔等。
步骤3:准备包括固定型和可动型的射出成形金属模、在这种金属模的空腔内放置加工成二维形状的布线图形的金属板。然后,将ABS(丙烯腈、丁二烯、苯乙烯)树脂或者PS(聚苯乙烯)树脂等的熔融的树脂向金属模内射出、然后冷却固化、制作与金属板50的反面整体地接合的电气绝缘层。电气绝缘层的厚度是0.5mm~1mm左右。
步骤4:接着,将加工成二维形状的布线图形的金属板、加工成三维形状。
步骤5:切断去除在金属板上形成的临时连接单元。
步骤6:安装电子零件。
步骤7:电气连接电子零件和布线图形。
利用该制作工序、完成第二布线板200。
另外,也可以任意设定图16所示流程的工艺顺序,如更换步骤2和步骤3等。
实施例5
下面,参照图15到图17对布线板的制造方法进行说明。
图15表示本发明实施例5的布线板的制造流程图。将这种制造方法取名为第一加工步骤。本制造方法由下面的工序构成。
步骤1:准备在实施例1中使用的金属板材料。另一方面,再准备电气绝缘层或半固化层。
步骤2:接着,使用该金属板、利用压力加工、蚀刻加工、电锈加工、激光加工等、制作二维形状的布线图形。这种金属板用所定的二维形状形成布线图形、临时连接单元、散热单元、连接器用端子单元、零件插入孔等。
步骤3:接着,将加工成二维形状的布线图形的金属板、利用压力加工成三维形状。
步骤4:接着,在加工成三维形状的金属板的一面上、用粘接构件或者两面粘接层、层压电气绝缘层。或者,在加工成三维形状的金属板上、层压半固化层。在使用半固化层的场合、也可用粘接构件层压。
步骤5:接着,在必要的场合,利用加热使粘接构件或者两面粘接层进行硬化。特别是要利用加热等使半固化层等进行硬化。
步骤6:切断去除在金属板上形成的临时连接单元。
步骤7:安装面安装零件和插入安装零件等的电子零件。
步骤8:在必要的场合,利用焊锡或者导电性粘接剂等、电气连接电子零件和布线图形。
这样,制作第二布线板。
此外,在图15的流程图中,也能在步骤3的三维形状加工前、层压电气绝缘层并整体化。也能在步骤4的层压工序后,利用压紧、将金属板埋设在电气绝缘层中。
实施例6
图16表示本发明的实施例6的布线板的制造流程图。
将这种制造方法取名为第二加工步骤。其内容已经在实施例4中说明、所以这里省略。
实施例7
图17表示本发明的实施例7的布线板的制造流程图。
在图17中,将在左侧描述的步骤取名为第三加工步骤,将在中间描述的步骤取名为第四加工步骤,将在右侧描述的步骤取名为第五加工步骤。实施例6表示使用连续的环(带)状的金属板和电气绝缘层、高效并连续生产布线板的步骤的一例。
第三加工步骤包括下面步骤1到步骤9的工序。
步骤1:准备带状金属板。
步骤2:接着,使用该带状金属板、形成二维形状的布线图形、临时连接单元、散热单元、连接器用端子单元、零件插入孔等。
步骤3:接着,在加工成二维形状的金属板的一面上、用粘接构件或者两面粘接层、层压电气绝缘层。或者,在加工成三维形状的金属板上、层压半固化层。在使用半固化层的场合、也可用粘接构件层压。
步骤4:接着,在必要的场合,利用加热使粘接构件或者两面粘接层进行硬化。特别是要利用加热等使半固化层等进行硬化。
步骤5:接着,利用压力加工等、将加工成二维形状的布线图形的金属板、加工成三维形状。
步骤6:切断去除在金属板上形成的临时连接单元。
步骤7:安装面安装零件和插入安装零件等的电子零件。
步骤8:在必要的场合,利用焊锡或者导电性粘接剂等、电气连接电子零件和布线图形。
步骤9:利用压力加工,以每一单位切断由整体地接合的金属板和电气绝缘层组成的带状构成体。
此外,也能将步骤7的零件安装工序、设定在步骤9的布线板的切断加工后。
图17的流程图是实施形态的一例,能任意地变更和增加流程等来实施。例如,如第四加工步骤所示,在步骤6A中,也能在布线板切断成一个一个单位后再进行零件安装。
第五加工步骤由下面的工序构成,表示利用型内处理法成形、整体地设置电气绝缘层的布线板的连续制造方法的流程。
步骤1:准备带状金属板。
步骤2:接着,使用该带状金属板、形成二维形状的布线图形、临时连接单元、散热单元、连接器用端子单元、零件插入孔等。
步骤3:接着,在加工成二维形状的金属板的反面上,使用电气绝缘材料进行型内处理法成形、并制作与带状的金属板的反面整体地接合的带状电气绝缘层。
步骤4:接着,在必要的场合,利用加热等使带状电气绝缘层进行硬化。
步骤5:接着,利用压力加工等、将加工成二维形状的布线图形的金属板、加工成三维形状。
步骤6:切断去除在金属板上形成的临时连接单元。
步骤7:安装面安装零件和插入安装零件等的电子零件。
步骤8:在必要的场合,利用焊锡或者导电性粘接剂等、电气连接电子零件和布线图形。
利用以上图15、图16和图17所示的布线板的制造方法,能高效、质量稳定地、价廉且连续地批量生产布线板。
Claims (67)
1.一种布线板,其特征在于,包括具有布线图形的金属板和与所述金属板的表面上整体接合的电气绝缘层。
2.如权利要求1所述的布线板,其特征还在于,所述金属板的所述表面具有第一表面和作为所述第一表面的反面的第二表面、所述第一表面露出、所述第二表面与所述电气绝缘层整体地接合。
3.如权利要求1所述的布线板,其特征还在于,所述布线图形的最小线宽在所述金属板厚度的1倍到10倍的范围。
4.如权利要求1所述的布线板,其特征还在于,所述金属板的厚度在0.1mm以上。
5.如权利要求2所述的布线板,其特征还在于,在所述金属板的所述第二表面和所述绝缘层间构成粘接构件、利用所述粘接构件粘接所述金属板的所述第二表面和所述绝缘层构成整体。
6.如权利要求1所述的布线板,其特征还在于,所述布线图形是3维形状。
7.如权利要求1所述的布线板,其特征还在于,所述金属板具有与所述布线图形连接的散热单元。
8.如权利要求7所述的布线板,其特征还在于,所述散热单元从所述金属板弯折而成,其形状如同垂直安装在所述布线图形上。
9.如权利要求8所述的布线板,其特征还在于,所述布线图形具有在所述布线图形的规定的位置上形成的零件插入孔。
10.如权利要求1所述的布线板,其特征还在于,所述金属板具有与所述布线图形连接的连接器端子单元。
11.如权利要求10所述的布线板,其特征还在于,所述连接器端子单元从所述金属板弯折而成,其形状如同垂直安装在所述布线图形上。
12.如权利要求11所述的布线板,其特征还在于,所述布线图形具有在所述布线图形的规定的位置上形成的零件插入孔。
13.如权利要求12所述的布线板,其特征还在于,进一步包括在所述零件插入孔中设置的电气连接的电子零件。
14.如权利要求2所述的布线板,其特征还在于,进一步包括在所述布线图形的规定位置上设置的电气连接的电子零件。
15.如权利要求1所述的布线板,其特征还在于,所述布线图形具有第一图形单元、第二图形单元、连接所述第一图形单元和所述第二图形单元形成的临时连接单元,所述布线板由(1)整体地接合具有所述临时连接单元的所述金属板和所述电气绝缘层的工序、(2)在整体地接合具有所述临时连接单元的所述金属板和所述电气绝缘层后切断去除所述临时连接单元的工序来制造。
16.如权利要求15所述的布线板,其特征还在于,进一步包括在所述布线图形的规定位置上设置的电气连接的电子零件。
17.如权利要求2所述的布线板,其特征还在于,将具有所述布线图形的所述金属板的所述第二表面和侧面的一部分埋设在所述电气绝缘层中并使所述金属板和所述电气绝缘层实现整体化。
18.如权利要求17所述的布线板,其特征还在于,所述金属板的所述第一表面和所述电气绝缘层的表面处于同一高度。
19.一种布线板,其特征在于,包括具有布线图形的金属板和与所述金属板的表面上整体接合的电气绝缘层,所述金属板的所述表面具有第一表面和作为所述第一表面的反面的第二表面、所述第一表面露出、所述第二表面与所述电气绝缘层整体地接合,所述金属板在所述布线图形的规定的位置上形成具有用于保持电子零件的悬臂状舌片的轮廓的第一零件插入孔。
20.如权利要求19所述的布线板,其特征还在于,所述第一零件插入孔具有用于保持电子零件的互相相对的具有间隔的一对悬臂状舌片。
21.如权利要求19所述的布线板,其特征还在于,进一步包括在所述第一零件插入孔中设置的电子零件。
22.如权利要求19所述的布线板,其特征还在于,所述电气绝缘层在对应于所述第一零件插入孔的位置上具有第二零件插入孔。
23.如权利要求22所述的布线板,其特征还在于,所述第二零件插入孔具有用于保持电子零件的悬臂状舌片的轮廓。
24.如权利要求22所述的布线板,其特征还在于,进一步包括在所述第一零件插入孔和第二零件插入孔中插入的与所述布线图形电气连接的电子零件。
25.如权利要求19所述的布线板,其特征还在于,所述金属板包含与所述布线图形连接的散热单元。
26.一种布线板,其特征在于,包括具有布线图形的金属板和与所述金属板的表面上整体接合的电气绝缘层,所述金属板的所述表面具有第一表面和作为所述第一表面的反面的第二表面、所述第一表面露出、所述第二表面与所述电气绝缘层整体地接合,借助于对电气绝缘材料进行型内处理法成形、所述电气绝缘层是在具有所述布线图形的所述金属板的所述第二表面上整体地接合的成形体。
27.如权利要求26所述的布线板,其特征还在于,所述布线图形的最小线宽在所述金属板厚度的1倍到10倍的范围。
28.如权利要求26所述的布线板,其特征还在于,所述金属板的厚度在0.1mm以上。
29.如权利要求26所述的布线板,其特征还在于,所述布线图形是3维形状。
30.如权利要求26所述的布线板,其特征还在于,所述布线图形具有第一图形单元、第二图形单元、连接所述第一图形单元和所述第二图形单元形成的临时连接单元,所述布线板由(1)整体地接合具有所述临时连接单元的所述金属板的所述第二表面和所述电气绝缘层的工序、(2)在整体地接合具有所述临时连接单元的所述金属板的所述第二表面和所述电气绝缘层后切断去除所述临时连接单元的工序来制造。
31.如权利要求26所述的布线板,其特征还在于,所述金属板具有垂直于所述布线图形面上并弯折的散热单元。
32.如权利要求26所述的布线板,其特征还在于,所述金属板在所述布线图形的规定的位置上具有零件插入孔,所述零件插入孔形成用于保持电子零件的互相相对的具有间隔的一对悬臂状舌片。
33.如权利要求26所述的布线板,其特征还在于,所述金属板具有垂直于所述布线图形面上并弯折的散热单元和在所述布线图形的规定的位置上形成的零件插入孔。
34.如权利要求26所述的布线板,其特征还在于,所述金属板具有垂直于所述布线图形面上并弯折的散热单元和在所述布线图形的规定的位置上形成的零件插入孔,所述零件插入孔形成用于保持电子零件的互相相对的具有间隔的一对悬臂状舌片。
35.如权利要求26所述的布线板,其特征还在于,所述金属板具有垂直于所述布线图形面上并弯折的连接器端子单元。
36.如权利要求26所述的布线板,其特征还在于,所述金属板具有在所述布线图形规定位置形成的散热单元、在所述布线图形的规定的位置上形成的零件插入孔和垂直于所述布线图形面上并弯折的连接器端子单元。
37.一种布线板,其特征在于,在由具有含有第一图形和第二图形的布线图形的金属板、与所述金属板整体地接合的电气绝缘层、和连接所述第一图形和所述第二图形形成的临时连接单元构成的布线板中,所述金属板具有第一表面和作为所述第一表面的反面的第二表面、所述金属板的所述第一表面露出、所述第二表面与所述电气绝缘层整体地接合,所述布线板由(1)在具有所述临时连接单元的所述金属板的所述第二表面上层压半固化层、然后硬化所述半固化层、与所述金属板整体化、形成所述电气绝缘层的工序、(2)在整体化所述金属板的所述第二表面和所述电气绝缘层后、切断去除所述临时连接单元的工序来制造。
38.一种布线板,其特征在于,在由具有含有第一图形和第二图形的布线图形的金属板、与所述金属板整体地接合的电气绝缘层、和连接所述第一图形和所述第二图形形成的临时连接单元构成的布线板中,所述金属板具有第一表面和作为所述第一表面的反面的第二表面、所述金属板的所述第一表面露出、所述第二表面与所述电气绝缘层整体地接合,所述布线板由(1)在具有所述临时连接单元的所述金属板的所述第二表面上使用电气绝缘材料并进行型内处理法成形、形成与所述金属板整体地接合的所述电气绝缘层的工序、(2)在整体化所述金属板的所述第二表面和所述电气绝缘层后、切断去除所述临时连接单元的工序来制造。
39.一种布线板,其特征在于,在由具有多个布线图形的带状金属板和所述带状金属板整体地接合的带状电气绝缘层构成的布线板中,所述带状金属板具有第一表面和作为所述第一表面的反面的第二表面、所述带状金属板的所述第一表面露出、所述第二表面与所述带状电气绝缘层整体地接合,所述布线板由(1)整体地接合所述带状金属板的所述第二表面和所述带状电气绝缘层的工序、(2)在整体化所述带状金属板的所述第二表面和所述带状电气绝缘层后、相互切断所述多个布线图形中的各个布线图形的工序来制造。
40.一种布线板,其特征在于,在由具有多个布线图形的带状金属板和所述带状金属板整体地接合的带状电气绝缘层构成的布线板中,所述多个布线图形中的各个布线图形具有第一图形单元和第二图形单元以及连接所述第一图形和所述第二图形形成的临时连接单元,所述带状金属板具有第一表面和作为所述第一表面的反面的第二表面、所述带状金属板的所述第一表面露出、所述第二表面与所述带状电气绝缘层整体地接合,所述布线板由(1)整体地接合所述带状金属板的所述第二表面和所述带状电气绝缘层的工序、(2)在整体化所述带状金属板的所述第二表面和所述带状电气绝缘层后、相互切断所述多个布线图形中的各个布线图形的工序、(3)在整体化所述带状金属板的所述第二表面和所述带状电气绝缘层后、切断去除所述临时连接单元的工序来制造。
41.一种布线板的制造方法,其特征在于,包括下述工序:(1)供给具有第一表面和作为第一表面的反面的第二表面的金属板的工序、(2)用所述金属板形成包含布线图形的导电单元的工序、(3)使所述第一表面露出、同时将电气绝缘层整体地接合在具有所述布线图形的所述金属板的所述第二表面上的工序。
42.如权利要求41所述的布线板的制造方法,其特征还在于,包括:(4)垂直安装在所述布线图形上那样、弯折所述金属板并形成散热单元的工序。
43.如权利要求41所述的布线板的制造方法,其特征还在于,包括:(4)立设在所述布线图形上那样、弯折所述金属板并形成连接器端子单元的工序。
44.一种布线板的制造方法,其特征在于,包括下述工序:(1)供给具有第一表面和作为第一表面的反面的第二表面的金属板的工序、(2)用所述金属板形成包含布线图形的导电单元的工序、(3)制造电气绝缘层的工序、(4)使所述第一表面露出、同时将所述电气绝缘层整体地接合在具有所述布线图形的所述金属板的所述第一表面上的工序。
45.如权利要求44所述的布线板的制造方法,其特征还在于,所述布线图形的最小线宽在所述金属板厚度的1倍到10倍的范围。
46.如权利要求44所述的布线板的制造方法,其特征还在于,所述金属板的厚度在0.1mm以上。
47.如权利要求44所述的布线板的制造方法,其特征还在于,在所述(3)工序中,利用粘接构件、粘接所述金属板的所述第二表面和所述绝缘层构成整体。
48.如权利要求44所述的布线板的制造方法,其特征还在于,层压并且整体接合具有所述布线图形的所述金属板的所述第二表面和所述电气绝缘层的工序,是将具有所述布线图形的所述金属板的所述第二表面和侧面的一部分埋设在所述电气绝缘层中从而使所述金属板和所述电气绝缘层整体化的工序。
49.如权利要求48所述的布线板的制造方法,其特征还在于,所述金属板的所述第一表面和所述电气绝缘层的表面成相同高度地整体化。
50.一种布线板的制造方法,其特征在于,包括下述工序:(1)供给金属板的工序、(2)用所述金属板形成具有第一图形单元和第二图形单元的布线图形、和连接所述第一图形单元和所述第二图形单元形成的临时连接单元的工序,(3)将电气绝缘层整体地接合在具有所述布线图形和所述临时连接单元的所述金属板的表面上的工序、(4)在整体地接合所述金属板的表面和所述电气绝缘层的工序后、切断去除所述临时连接单元的工序。
51.如权利要求50所述的布线板的制造方法,其特征还在于,在所述(3)工序中,所述金属板的所述表面具有第一表面和作为所述第一表面的反面的第二表面,使所述第一表面露出、同时将所述电气绝缘层整体地接合在所述第二表面上。
52.如权利要求50所述的布线板的制造方法,其特征还在于,进一步包括(5)将电气零件电气连接在所述布线图形上的工序。
53.如权利要求50所述的布线板的制造方法,其特征还在于,整体地接合具有所述布线图形的所述金属板和所述电气绝缘层的工序,是将具有所述布线图形的所述金属板的所述第二表面和侧面的一部分埋设在所述电气绝缘层中从而使所述金属板和所述电气绝缘层整体化的工序。
54.一种布线板的制造方法,其特征在于,包括下述工序:(1)供给具有第一表面和作为第一表面的反面的第二表面的金属板的工序、(2)用所述金属板形成包含布线图形的导电单元的工序、(3)使所述第一表面露出、同时在具有所述布线图形的所述金属板的所述第二表面上对电气绝缘材料进行型内处理法成形、然后整体地接合在所述金属板的所述第二表面上并且形成电气绝缘层的工序。
55.如权利要求54所述的布线板的制造方法,其特征还在于,所述布线图形的最小线宽在所述金属板厚度的1倍到10倍的范围。
56.一种布线板的制造方法,其特征在于,包括下述工序:(1)供给具有第一表面和作为第一表面的反面的第二表面的金属板的工序、(2)用所述金属板形成包含布线图形的导电单元的工序、(3)在具有所述布线图形的所述金属板的所述第二表面上层压半固化层、然后硬化在所述金属板上层压的所述半固化层、与所述金属板的所述第二表面整体地接合并且形成电气绝缘层的工序。
57.一种布线板的制造方法,其特征在于,包括下述工序:(1)供给具有第一表面和作为第一表面的反面的第二表面的金属板的工序、(2)用所述金属板、形成具有第一图形单元和第二图形单元的布线图形、和连接所述第一图形单元和所述第二图形单元形成的临时连接单元、(3)使所述第一表面露出、同时用电气绝缘材料在具有所述布线图形和所述临时连接单元的所述金属板的所述第二表面上进行型内处理法成形、并将电气绝缘层整体地接合在所述金属板的所述第二表面上的工序、(4)在整体地接合所述金属板的所述第二表面和所述电气绝缘层的工序后、切断去除所述临时连接单元的工序。
58.一种布线板的制造方法,其特征在于,包括下述工序:(1)供给具有第一表面和作为第一表面的反面的第二表面的金属板的工序、(2)用所述金属板、形成具有第一图形单元和第二图形单元的布线图形、和连接所述第一图形单元和所述第二图形单元形成的临时连接单元、(3)制造电气绝缘层的工序、(4)使所述第一表面露出、同时整体地接合具有所述布线图形和所述临时连接单元的所述金属板的所述第二表面、和所述电气绝缘层的工序、(5)在整体地接合所述金属板的所述第二表面和所述电气绝缘层的工序后、切断去除所述临时连接单元的工序。
59.如权利要求58所述的布线板的制造方法,其特征还在于,在所述(4)中,利用粘接剂、整体地接合具有所述布线图形和所述临时连接单元的所述金属板的所述第二表面、和所述电气绝缘层。
60.一种布线板的制造方法,其特征在于,包括下述工序:(1)供给具有第一表面和作为第一表面的反面的第二表面的金属板的工序、(2)用所述金属板、形成具有第一图形单元和第二图形单元的布线图形、和连接所述第一图形单元和所述第二图形单元形成的临时连接单元的工序、(3)使所述第一表面露出、同时在具有所述布线图形和临时连接单元的所述金属板的所述第二表面上层压半固化层、然后硬化在所述金属板上层压的所述半固化层、与所述金属板的所述第二表面整体地接合并且形成电气绝缘层的工序、(4)在制作整体地接合所述金属板的所述第二表面上的所述电气绝缘层的工序后、切断去除所述临时连接单元的工序。
61.一种布线板的制造方法,其特征在于,包括下述工序:(1)供给具有第一表面和所述第一表面的反面的第二表面的带状金属板的工序、(2)用所述带状金属板、形成互相连接的多个布线图形的工序、(3)整体地接合在具有所述多个布线图形的所述带状金属板的所述第二表面上并且形成带状电气绝缘层的工序、(4)相互切断包含所述带状电气绝缘层的所述多个布线图形中的各个布线图形的工序。
62.如权利要求61所述的布线板的制造方法,其特征还在于,在所述工序(3)中,所述带状电气绝缘层将带状半固化层层压在所述带状金属板的所述第二表面上、然后硬化在所述带状金属板上层压的所述带状半固化层、与所述带状金属板的所述第二表面整体地接合并且形成所述带状电气绝缘层的工序。
63.如权利要求61所述的布线板的制造方法,其特征还在于,在所述工序(3)中,所述带状电气绝缘层用电气绝缘材料在所述带状金属板上进行型内处理法成形、并与所述带状金属板的所述第二表面整体地接合并且形成所述带状电气绝缘层的工序。
64.一种布线板的制造方法,其特征在于,包括下述工序:(1)供给具有第一表面和作为第一表面的反面的第二表面的带状金属板的工序、(2)用所述带状金属板、形成具有包含第一图形单元和第二图形单元的布线图形的多个布线图形、和连接所述第一图形单元和所述第二图形单元形成的临时连接单元的工序、(3)将带状电气绝缘层整体地接合在具有所述多个布线图形和所述临时连接单元的所述带状金属板的所述第二表面上的工序、(4)在整体地接合所述带状金属板和所述带状电气绝缘层的工序后、切断去除所述临时连接单元的工序、(5)在整体地接合所述带状金属板和所述带状电气绝缘层的工序后、相互切断所述多个布线图形中的各个布线图形的工序。
65.如权利要求64所述的布线板的制造方法,其特征还在于,在所述(3)工序中,所述带状电气绝缘层将带状半固化层层压在所述带状金属板的所述第二表面上、然后硬化在所述带状金属板上层压的所述带状半固化层、与所述带状金属板的所述第二表面整体地接合并且形成所述带状电气绝缘层的工序。
66.如权利要求64所述的布线板的制造方法,其特征还在于,在所述(3)工序中,所述带状电气绝缘层用电气绝缘材料在所述带状金属板的所述第二表面上进行型内处理法成形、并与所述带状金属板的所述第二表面整体地接合并且形成所述带状电气绝缘层的工序。
67.如权利要求64所述的布线板的制造方法,其特征还在于,利用从所述带状金属板穿孔加工、形成所述布线图形。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP98235/96 | 1996-04-19 | ||
| JP9823596A JPH09289360A (ja) | 1996-04-19 | 1996-04-19 | 配線板とその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1168077A true CN1168077A (zh) | 1997-12-17 |
Family
ID=14214304
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 97110758 Pending CN1168077A (zh) | 1996-04-19 | 1997-04-17 | 布线板及其制造方法 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0802711A3 (zh) |
| JP (1) | JPH09289360A (zh) |
| CN (1) | CN1168077A (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104813541A (zh) * | 2012-07-05 | 2015-07-29 | 开开特股份公司 | 用于将电部件与部件支撑件连接的方法和装置 |
| CN109287078A (zh) * | 2018-11-20 | 2019-01-29 | 美智光电科技有限公司 | 铁基材线路板的制造方法、铁基材线路板和光源组件 |
| CN114184831A (zh) * | 2021-11-04 | 2022-03-15 | 苏州浪潮智能科技有限公司 | 一种电源铜皮的通流能力检测方法和系统 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3010285B2 (ja) * | 1998-01-09 | 2000-02-21 | モルデック株式会社 | 大電流用配線基板およびその製造方法 |
| DE19924654C2 (de) * | 1999-05-28 | 2001-05-31 | Kostal Leopold Gmbh & Co Kg | Leiterplatte mit integrierter metallischer Leiterbahnstruktur und einer elektrisch mit der Leiterbahnstruktur verbundenen gedruckten Schaltung |
| JP2002033558A (ja) | 2000-07-18 | 2002-01-31 | Matsushita Electric Ind Co Ltd | 回路基板とその製造方法 |
| US7167377B2 (en) * | 2001-11-26 | 2007-01-23 | Sumitoo Wiring Systems, Ltd. | Circuit-constituting unit and method of producing the same |
| JP2003324214A (ja) * | 2002-04-30 | 2003-11-14 | Omron Corp | 発光モジュール |
| JP2004104946A (ja) * | 2002-09-11 | 2004-04-02 | Sumitomo Wiring Syst Ltd | バスバー |
| FR2885739B1 (fr) * | 2005-05-11 | 2012-07-20 | Sonceboz Sa | Procede de connexion sans soudure d'un actionneur electrique, notamment pour application aux tableaux de bord automobile, a un circuit imprime |
| DE102008003790A1 (de) * | 2008-01-10 | 2009-07-16 | Robert Bosch Gmbh | Elektronisches Bauteil und Verfahren zur Herstellung des elektronischen Bauteils |
| JP4903741B2 (ja) * | 2008-03-28 | 2012-03-28 | 富士フイルム株式会社 | フレキシブル基板、フレキシブル基板接合方法、液滴吐出ヘッド及び画像形成装置 |
| JP5488604B2 (ja) | 2009-09-01 | 2014-05-14 | 株式会社豊田自動織機 | 回路基板の製造方法および回路基板 |
| JP5506365B2 (ja) * | 2009-12-16 | 2014-05-28 | 矢崎総業株式会社 | 回路モジュール |
| DE102011082140B4 (de) * | 2011-09-05 | 2024-09-19 | Kiekert Aktiengesellschaft | Schloss für ein Kraftfahrzeug |
| JP5944188B2 (ja) * | 2012-03-12 | 2016-07-05 | 矢崎総業株式会社 | 電子部品基板の製造方法 |
| JP2014116526A (ja) * | 2012-12-12 | 2014-06-26 | Puratekku:Kk | 基板、ledユニット及び当該基板、ledユニットを備えた照明器具 |
| DE202012105073U1 (de) * | 2012-12-27 | 2014-03-31 | Kiekert Ag | Komponententräger |
| CN104427773A (zh) * | 2013-09-11 | 2015-03-18 | 珠海方正科技多层电路板有限公司 | 印制电路板的制作方法及相应的印制电路板 |
| DE102015212177A1 (de) * | 2015-06-30 | 2017-01-05 | Osram Gmbh | Schaltungsträger für eine elektronische Schaltung und Verfahren zum Herstellen eines derartigen Schaltungsträgers |
| JP6707813B2 (ja) * | 2015-07-03 | 2020-06-10 | 住友ベークライト株式会社 | 回路付き部材の製造方法、回路付き部材および電子部品実装部材 |
| DE102020115283A1 (de) * | 2020-06-09 | 2021-12-09 | Lisa Dräxlmaier GmbH | Verfahren zum herstellen eines bauteils mit integrierter signalübertragungsfunktion und bauteil mit integrierter signalübertragungsfunktion |
| CN112312663A (zh) * | 2020-10-26 | 2021-02-02 | 广东合通建业科技股份有限公司 | 一种高精度、高密度的电路板生产工艺 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4430798A1 (de) * | 1994-08-30 | 1996-03-07 | Siemens Ag | Stanzgitter zur Verbindung von elektrischen Bauelementen |
| DE1665944A1 (de) * | 1967-05-13 | 1971-04-08 | Siemens Ag | Verfahren zum Herstellen elektrischer Schaltkreise |
| FR2344151A1 (fr) * | 1976-03-08 | 1977-10-07 | Amp Inc | Connecteur electrique et son procede de production |
| US4935090A (en) * | 1981-09-03 | 1990-06-19 | Gte Products Corporation | Photoflash array quick-cure laminating process |
| JPH0321095A (ja) * | 1989-06-19 | 1991-01-29 | Furukawa Electric Co Ltd:The | 大電流回路基板の製造方法 |
| DE9305285U1 (de) * | 1993-04-07 | 1993-06-09 | Ho, Yen Chung, Pan Chiao, Taipeh | Leiterplatte |
| DE4404986B4 (de) * | 1994-02-17 | 2008-08-21 | Robert Bosch Gmbh | Einrichtung zur Kontaktierung elektrischer Leiter sowie Verfahren zur Herstellung einer derartigen Einrichtung |
-
1996
- 1996-04-19 JP JP9823596A patent/JPH09289360A/ja active Pending
-
1997
- 1997-04-14 EP EP97302538A patent/EP0802711A3/en not_active Withdrawn
- 1997-04-17 CN CN 97110758 patent/CN1168077A/zh active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104813541A (zh) * | 2012-07-05 | 2015-07-29 | 开开特股份公司 | 用于将电部件与部件支撑件连接的方法和装置 |
| CN104813541B (zh) * | 2012-07-05 | 2018-01-05 | 开开特股份公司 | 用于将电部件与部件支撑件连接的方法和装置 |
| CN109287078A (zh) * | 2018-11-20 | 2019-01-29 | 美智光电科技有限公司 | 铁基材线路板的制造方法、铁基材线路板和光源组件 |
| CN114184831A (zh) * | 2021-11-04 | 2022-03-15 | 苏州浪潮智能科技有限公司 | 一种电源铜皮的通流能力检测方法和系统 |
| CN114184831B (zh) * | 2021-11-04 | 2024-01-26 | 苏州浪潮智能科技有限公司 | 一种电源铜皮的通流能力检测方法和系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0802711A2 (en) | 1997-10-22 |
| JPH09289360A (ja) | 1997-11-04 |
| EP0802711A3 (en) | 1999-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1168077A (zh) | 布线板及其制造方法 | |
| CN1163978C (zh) | 热电元件的制造方法 | |
| CN100347857C (zh) | 功率半导体装置 | |
| CN1258307C (zh) | 可挠刚性印刷电路板及其制造方法 | |
| CN1246901C (zh) | 电路装置及其制造方法 | |
| CN1204612C (zh) | 半导体器件测试用接触开关及其制造方法 | |
| CN1110846C (zh) | 半导体装置的制造方法 | |
| CN1138286A (zh) | 布线结构体、它的制造方法以及使用它的电路板 | |
| CN1315823A (zh) | 电路装置的制造方法及电路装置 | |
| CN1723747A (zh) | 线路板部件和使用该线路板部件的复合线路板 | |
| CN1287486C (zh) | 小型天线及其制造方法 | |
| CN1497786A (zh) | 连接器 | |
| CN1658439A (zh) | 连接部件和安装体及其制造方法 | |
| CN1863434A (zh) | 零件安装基板结构及其制造方法 | |
| CN1673642A (zh) | 电加热器 | |
| CN1746558A (zh) | 电子机器及点灯装置 | |
| CN1454045A (zh) | 布线转印片材及其制造方法、以及布线基板及其制造方法 | |
| CN1429014A (zh) | 固态成像装置及其制作方法 | |
| CN1549317A (zh) | 具有树脂封壳的元件及其制作方法 | |
| CN1697148A (zh) | 半导体器件及制造该半导体器件的方法 | |
| CN1441489A (zh) | 半导体装置及其制造方法、电路板和电子仪器 | |
| CN1575627A (zh) | 配线板用板材及其制造方法、多层板及其制造方法 | |
| CN1671274A (zh) | 具有层间接合部件的柔性基板及其制造方法 | |
| CN1832163A (zh) | 摄像模块及其制造方法 | |
| CN1272945A (zh) | 电阻器及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |