CN116118119A - 一种汽车后视镜外壳成型模具 - Google Patents
一种汽车后视镜外壳成型模具 Download PDFInfo
- Publication number
- CN116118119A CN116118119A CN202310410545.9A CN202310410545A CN116118119A CN 116118119 A CN116118119 A CN 116118119A CN 202310410545 A CN202310410545 A CN 202310410545A CN 116118119 A CN116118119 A CN 116118119A
- Authority
- CN
- China
- Prior art keywords
- die
- rearview mirror
- fixedly connected
- close
- hollow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/2602—Mould construction elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/70—Maintenance
- B29C33/72—Cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/34—Moulds having venting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/64—Mould opening, closing or clamping devices
- B29C45/66—Mould opening, closing or clamping devices mechanical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2012/00—Frames
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
本发明涉及后视镜外壳成型加工领域,具体公开了一种汽车后视镜外壳成型模具,包括支撑机构、清洗机构、下模机构、中模机构和上模机构,解决了现有的汽车后视镜成型模具在脱模时,采用推板类零件推动成品移动完成脱模,容易造成模具内后视镜壳体的损坏开裂,导致次品率提升;其次,现有的汽车后视镜成型模具并不具备自洁功能,使得每次成型工序结束后,均需要人工将模具拆下,进行清洗才能除去模具角落的污垢以及附着橡胶,清洗完成后还需将模具装回才能继续使用,如此便需要投入更多人力物力,从而增加了后视镜的成型时耗,降低其制备效率,相应的也会影响后视镜的制备周期的问题。
Description
技术领域
本发明涉及后视镜外壳成型加工领域,具体公开了一种汽车后视镜外壳成型模具。
背景技术
汽车后视镜位于汽车头部的左右两侧,能够反映汽车后方以及侧方的情况,使驾驶者坐在车中间接看清楚这些位置的情况,从而做出正确的反应,起着第三只眼睛的作用,扩大了驾驶者的视野范围。按照安装位置划分,后视镜可分为外后视镜、下后视镜和内后视镜,其中外后视镜反映汽车后侧方情况,下后视镜反映汽车前下方情况,内后视镜反映汽车后方以及车内情况 。
目前,后视镜外壳主要采用注塑的方法进行生产制造,而注塑可分为注塑成型模压法和压铸法,无论采用哪种方法,均要使用到成型模具。
公布号为CN107023644B的中国专利公开了一种汽车后视镜外壳成型模具,通过设置内推板、导杆、限位杆、第一弹簧、动板、中轴和连杆,连杆使得导杆能够跟随连座同时移动,脱模时,连座在气缸的带动下使得动模左移,导杆左移,此时第一弹簧回弹,动板推动中轴左移,同时内推板推动成品左移,使得成品不会在定模中滞留,且内推板的动作与动模同步,解决了当前的汽车后视镜外壳成型模具存在个别成品不能完全脱模的问题。
但是,在长时间的实际使用过程中发现,汽车后视镜成型模具在脱模时,采用推板类零件推动成品移动完成脱模,容易造成模具内后视镜壳体的损坏开裂,导致次品率提升;其次,现有的汽车后视镜成型模具并不具备自洁功能,使得每次成型工序结束后,均需要人工将模具拆下,进行清洗才能除去模具角落的污垢以及附着橡胶,清洗完成后还需将模具装回才能继续使用,如此便需要投入更多人力物力,从而增加了后视镜的成型时耗,降低其制备效率,相应的也会影响后视镜的制备周期。
发明内容
针对现有技术的不足,本发明提供了一种汽车后视镜外壳成型模具,解决了现有的汽车后视镜成型模具在脱模时,采用推板类零件推动成品移动完成脱模,容易造成模具内后视镜壳体的损坏开裂,导致次品率提升;其次,现有的汽车后视镜成型模具并不具备自洁功能,使得每次成型工序结束后,均需要人工将模具拆下,进行清洗才能除去模具角落的污垢以及附着橡胶,清洗完成后还需将模具装回才能继续使用,如此便需要投入更多人力物力,从而增加了后视镜的成型时耗,降低其制备效率,相应的也会影响后视镜的制备周期的问题。
本发明解决上述技术问题所采用的技术方案是:一种汽车后视镜外壳成型模具,包括支撑机构、清洗机构、下模机构、中模机构和上模机构,所述的支撑机构上端面中部固定设置有清洗机构,清洗机构上方安装有下模机构,下模机构左右两侧下端固定连接在支撑机构上端面,下模机构左右两侧靠近上端的位置设置有中模机构,中模机构上方安装有上模机构,上模机构下端固定连接在下模机构上端;
所述的清洗机构包括空心矩形框体、空心转轴、驱动电机、主动齿轮、环形齿圈、清洗单元和限位单元,其中支撑机构上端面中部固定设置有空心矩形框体,空心矩形框体内部中间位置固定安装有空心转轴,空心转轴外侧壁靠近中部的位置通过键连接的方式安装有环形齿圈,环形齿圈右侧啮合有主动齿轮,主动齿轮通过键连接的方式设置在驱动电机输出轴上,驱动电机下端通过电机机座固定安装在空心矩形框体底部,空心转轴内部设置有清洗单元,清洗单元上端延伸至空心矩形框体上方,空心矩形框体内部靠近顶部的位置设置有限位单元,限位单元和清洗单元滑动配合;
所述的下模机构包括立板、转轴、匚形连接架、安装板、开合单元和翻转单元,其中支撑机构上端面靠近左右两侧的位置对称安装有立板,立板相对的侧壁上转动安装有转轴,位于右侧的转轴右端延伸至右侧的立板右方并固定安装有翻转单元,转轴相对端固定连接有匚形连接架,匚形连接架远离转轴的一端固定连接有安装板,安装板相对的侧壁上设置有开合单元。
优选的,所述的支撑机构包括支腿、垫板和凹形支撑板,其中凹形支撑板下端面靠近拐角的位置均固定连接有支腿,支腿下端固定设置有垫板。
优选的,所述的清洗单元包括支撑弹簧、卡接板、卡接槽、支撑杆、卡接条、清洗底座和膨胀海绵块,其中空心转轴底部通过支撑弹簧滑动连接有卡接板,卡接板上沿其周向均匀开设有卡接槽,卡接板上端固定连接有支撑杆,支撑杆上端延伸至空心矩形框体上方并固定连接有清洗底座,清洗底座上端设置有膨胀海绵块,空心转轴内侧壁靠近上端的位置沿其周向均匀固定设置有卡接条。
优选的,所述的限位单元包括限位孔、T形滑杆、连接弹簧、折形杆、矩形滑槽和电磁铁块,其中空心转轴靠近上端的位置和支撑杆靠近中部的位置开设有限位孔,限位孔内左右对称滑动设置有T形滑杆,T形滑杆靠近空心矩形框体侧壁的端头和空心矩形框体侧壁之间固定连接有连接弹簧,空心矩形框体上端面中部靠近左右两端的位置对称开设有矩形滑槽,矩形滑槽内滑动设置有折形杆,折形杆下端固定连接在T形滑杆中部,矩形滑槽内且靠近空心矩形框体端头的侧壁上设置有电磁铁块。
优选的,所述的折形杆由磁性材料制成,当电磁铁块通电产生磁性后,电磁铁块能够对靠近的折形杆进行吸附固定。
优选的,所述的开合单元包括双向电机、一号带轮、环形皮带、二号带轮、螺纹杆、左半下模、右半下模和推板,其中位于右侧的安装板右侧壁靠近上端的位置通过电机机座固定安装有双向电机,双向电机输出轴通过键连接的方式设置有一号带轮,一号带轮下方前后两侧对称设置有二号带轮,二号带轮和一号带轮之间通过环形皮带相连,二号带轮通过键连接的方式安装在螺纹杆右端,螺纹杆通过轴承安装在安装板相对的侧壁上,螺纹杆上靠近中部左侧的位置螺旋传动有左半下模,螺纹杆上靠近中部右侧的位置螺旋传动有右半下模,左半下模左侧壁中部下端和右半下模右侧壁中部下端均固定连接有推板。
优选的,所述的螺纹杆上开设的螺纹段为左右对称设置且前后两根螺纹杆为相同规格,当前后两根螺纹杆同步转动时,左半下模和右半下模才能做相向或相背运动。
优选的,所述的翻转单元包括异形轴、轴端挡板、滑动块、异形孔、竖板、摇把、插接杆和插接孔,其中位于右侧的转轴右端延伸至右侧的立板右方并固定安装有异形轴,异形轴右端固定连接有轴端挡板,异形轴上滑动套设有滑动块,滑动块中部开设有和异形轴相匹配的异形孔,滑动块上端固定连接有竖板,竖板右侧壁上端固定安装有摇把,竖板左侧壁靠近下端的位置固定连接有插接杆,异形轴上下两侧的立板上对称开设有插接孔。
优选的,所述的中模机构包括中模、横杆、矩形滑板、挤压弹簧、弹性气囊、出气管道、气道和进气口,其中下模机构上方设置有中模,中模左右两侧壁固定连接有横杆,横杆远离中模的端头固定连接有矩形滑板,立板靠近上端的位置开设有矩形通槽,矩形滑板滑动设置在矩形通槽内且矩形滑板上端面前后对称安装有挤压弹簧,挤压弹簧上端和矩形通槽顶部固定相连,矩形通槽顶部且位于前后两个挤压弹簧之间的位置固定设置有弹性气囊,弹性气囊相背侧下端安装有进气口,弹性气囊相对侧下端安装有出气管道,中模和横杆内部均开设有气道,出气管道下端和横杆内部的气道相连通。
优选的,所述的上模机构包括匚型板、电动推杆、上模和型腔凸起,其中立板上端面固定连接有匚型板,匚型板开口朝下且匚型板中部通过推杆底座固定安装有电动推杆,电动推杆下端固定连接有上模,上模下端面中部固定连接有型腔凸起。
本发明的有益效果:
1、本发明所述的开合单元、翻转单元和清洗机构三者能够相互配合,从而使成型后的模具型腔内壁进行扫刷清理,相比于传统人工手动清洗的方式,本发明所述的清洗方式省时省力,且操作简单,在清洗过程中,不需要将成型模具拆下,节省了时耗,从而提高了汽车后视镜的制备效率,相应的缩短了制备周期;
2、本发明由于中模内的型腔开口大于左半下模和右半下模组成的型腔开口,因此在成型后中模向上运动会带动后视镜成品壳体同步向上运动,而翻转单元在带动开合单元翻转180度后会挤压中模机构,而中模机构中设置的弹性气囊内部的空气会通过出气管道进入到气道内部,最终从中模内表面的气道出气口吹出,从而增大后视镜成品壳体和中模内壁之间的气隙,提高了人工下料时的便捷性,相比于采用推板类零件推动成品移动完成脱模的刚性方式,本发明所述的下料方式更加柔和稳定,且不会对后视镜成型成品造成冲击,降低了后视镜成型壳体开裂的可能性,从而降低了次品率,提升了制备质量。
附图说明
下面结合附图和实施例对本发明进一步说明。
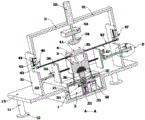
图1是本发明的整体结构示意图一;
图2是本发明的整体结构示意图二;
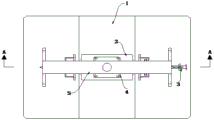
图3是本发明的整体结构俯视图;
图4是本发明中图3的A-A向剖视图;
图5是本发明中清洗机构的内部结构示意图;
图6是本发明中卡接板、卡接槽、支撑杆和限位孔的结构示意图;
图7是本发明中异形轴、滑动块和异形孔的连接示意图;
图8是本发明中安装板和开合单元的结构示意图;
图9是本发明中图4的B处放大图;
图10是本发明中中模、横杆、气道、轻质弹簧和防堵半圆板连接示意图。
图中:1、支撑机构;11、支腿;12、垫板;13、凹形支撑板;2、清洗机构;21、空心矩形框体;22、空心转轴;23、驱动电机;24、主动齿轮;25、环形齿圈;26、清洗单元;261、支撑弹簧;262、卡接板;263、卡接槽;264、支撑杆;265、卡接条;266、清洗底座;267、膨胀海绵块;27、限位单元;271、限位孔;272、T形滑杆;273、连接弹簧;274、折形杆;275、矩形滑槽;276、电磁铁块;3、下模机构;31、立板;32、转轴;33、匚形连接架;34、安装板;35、开合单元;351、双向电机;352、一号带轮;353、环形皮带;354、二号带轮;355、螺纹杆;356、左半下模;357、右半下模;358、推板;36、翻转单元;361、异形轴;362、轴端挡板;363、滑动块;364、异形孔;365、竖板;366、摇把;367、插接杆;368、插接孔;4、中模机构;41、中模;42、横杆;43、矩形滑板;44、挤压弹簧;45、弹性气囊;46、出气管道;47、气道;471、轻质弹簧;472、防堵半圆板;48、进气口;5、上模机构;51、匚型板;52、电动推杆;53、上模;54、型腔凸起。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
实施例一:
参阅图1至图10,一种汽车后视镜外壳成型模具,包括支撑机构1、清洗机构2、下模机构3、中模机构4和上模机构5,所述的支撑机构1上端面中部固定设置有清洗机构2,清洗机构2上方安装有下模机构3,下模机构3左右两侧下端固定连接在支撑机构1上端面,下模机构3左右两侧靠近上端的位置设置有中模机构4,中模机构4上方安装有上模机构5,上模机构5下端固定连接在下模机构3上端;
参阅图1和图2,所述的支撑机构1包括支腿11、垫板12和凹形支撑板13,其中凹形支撑板13下端面靠近拐角的位置均固定连接有支腿11,支腿11下端固定设置有垫板12。
参阅图3和图4,所述的清洗机构2包括空心矩形框体21、空心转轴22、驱动电机23、主动齿轮24、环形齿圈25、清洗单元26和限位单元27,其中支撑机构1上端面中部固定设置有空心矩形框体21,空心矩形框体21内部中间位置固定安装有空心转22,空心转轴22外侧壁靠近中部的位置通过键连接的方式安装有环形齿圈25,环形齿圈25右侧啮合有主动齿轮24,主动齿轮24通过键连接的方式设置在驱动电机23输出轴上,驱动电机23下端通过电机机座固定安装在空心矩形框体21底部,空心转轴22内部设置有清洗单元26,清洗单元26上端延伸至空心矩形框体21上方,空心矩形框体21内部靠近顶部的位置设置有限位单元27,限位单元27和清洗单元26滑动配合;
参阅图5和图6,所述的清洗单元26包括支撑弹簧261、卡接板262、卡接槽263、支撑杆264、卡接条265、清洗底座266和膨胀海绵块267,其中空心转轴22底部通过支撑弹簧261滑动连接有卡接板262,卡接板262上沿其周向均匀开设有卡接槽263,卡接板262上端固定连接有支撑杆264,支撑杆264上端延伸至空心矩形框体21上方并固定连接有清洗底座266,清洗底座266上端设置有膨胀海绵块267,空心转轴22内侧壁靠近上端的位置沿其周向均匀固定设置有卡接条265。
继续参阅图5和图6,所述的限位单元27包括限位孔271、T形滑杆272、连接弹簧273、折形杆274、矩形滑槽275和电磁铁块276,其中空心转轴22靠近上端的位置和支撑杆264靠近中部的位置开设有限位孔271,限位孔271内左右对称滑动设置有T形滑杆272,T形滑杆272靠近空心矩形框体21侧壁的端头和空心矩形框体21侧壁之间固定连接有连接弹簧273,空心矩形框体21上端面中部靠近左右两端的位置对称开设有矩形滑槽275,矩形滑槽275内滑动设置有折形杆274,所述的折形杆274由磁性材料制成,当电磁铁块276通电产生磁性后,电磁铁块276能够对靠近的折形杆274进行吸附固定,折形杆274下端固定连接在T形滑杆272中部,矩形滑槽275内且靠近空心矩形框体21端头的侧壁上设置有电磁铁块276。
参阅图1至图4,所述的下模机构3包括立板31、转轴32、匚形连接架33、安装板34、开合单元35和翻转单元36,其中支撑机构1上端面靠近左右两侧的位置对称安装有立板31,立板31相对的侧壁上转动安装有转轴32,位于右侧的转轴32右端延伸至右侧的立板31右方并固定安装有翻转单元36,转轴32相对端固定连接有匚形连接架33,匚形连接架33远离转轴32的一端固定连接有安装板34,安装板34相对的侧壁上设置有开合单元35。
参阅图8,所述的开合单元35包括双向电机351、一号带轮352、环形皮带353、二号带轮354、螺纹杆355、左半下模356、右半下模357和推板358,其中位于右侧的安装板34右侧壁靠近上端的位置通过电机机座固定安装有双向电机351,双向电机351输出轴通过键连接的方式设置有一号带轮352,一号带轮352下方前后两侧对称设置有二号带轮354,二号带轮354和一号带轮352之间通过环形皮带353相连,二号带轮354通过键连接的方式安装在螺纹杆355右端,螺纹杆355通过轴承安装在安装板34相对的侧壁上,螺纹杆355上靠近中部左侧的位置螺旋传动有左半下模356,螺纹杆355上靠近中部右侧的位置螺旋传动有右半下模357,所述的螺纹杆355上开设的螺纹段为左右对称设置且前后两根螺纹杆355为相同规格,当前后两根螺纹杆355同步转动时,左半下模356和右半下模357才能做相向或相背运动,左半下模356左侧壁中部下端和右半下模357右侧壁中部下端均固定连接有推板358。
参阅图7和图9,所述的翻转单元36包括异形轴361、轴端挡板362、滑动块363、异形孔364、竖板365、摇把366、插接杆367和插接孔368,其中位于右侧的转轴32右端延伸至右侧的立板31右方并固定安装有异形轴361,异形轴361右端固定连接有轴端挡板362,异形轴361上滑动套设有滑动块363,滑动块363中部开设有和异形轴361相匹配的异形孔364,滑动块363上端固定连接有竖板365,竖板365右侧壁上端固定安装有摇把366,竖板365左侧壁靠近下端的位置固定连接有插接杆367,异形轴361上下两侧的立板31上对称开设有插接孔368。
需要说明的是,在本实施例中,支撑弹簧261在初始位置时处于压缩状态,膨胀海绵块267外表面均匀设置有刷毛(图中未画出)。
工作时,支腿11和垫板12负责对凹形支撑板13进行支撑,从而保证整个汽车后视镜外壳成型模具在使用过程中的稳定性,当需要对左半下模356和右半下模357上的型腔内壁进行清洗时,先通过人工启动双向电机351,通过双向电机351带动一号带轮352进行转动,在环形皮带353的作用下,二号带轮354也会随之转动,从而达到带动前后两根螺纹杆355同步转动,左半下模356和右半下模357会做相背运动,从而会带动推板358做相背运动;
通过人工转动摇把366带动异形轴361、滑动块363、竖板365和插接杆367转动180度,从而带动整个开合单元35翻转180度,随后人工向左推动摇把366,从而带动滑动块363、竖板365和插接杆367整体向左移动,最终插接杆367插入下侧的插接孔368内;
在推板358做相背运动的过程中,推板358会带动左右两侧的折形杆274做相背运动,此时给电磁铁块276通电,电磁铁块276产生磁性,在折形杆274贴近电磁铁块276时,电磁铁块276会将折形杆274吸附固定,连接弹簧273会被压缩,而折形杆274会带动T形滑杆272脱离限位孔271,此时,支撑弹簧261的反作用力会带动卡接板262和支撑杆264向上运动,使得卡接槽263运动至卡接条265内侧,启动驱动电机23,通过驱动电机23带动主动齿轮24进行转动,从而带动环形齿圈25和空心转轴22进行转动,通过空心转轴22带动卡接板262和支撑杆264进行转动,从而带动清洗底座266和膨胀海绵块267进行转动;
再次启动双向电机351,通过双向电机351带动一号带轮352进行反向转动,在环形皮带353的作用下,二号带轮354也会随之反向转动,从而达到带动前后两根螺纹杆355同步反向转动,此时左半下模356和右半下模357会做相向运动并重新合模,在此过程中,左半下模356和右半下模357上的型腔会挤压膨胀海绵块267上端,由于膨胀海绵块267具有一定的压缩性,最终膨胀海绵块267会贴合在整个型腔内壁上,而在驱动电机23的作用下,膨胀海绵块267能够将型腔内壁上粘附的塑料刷落;
当左半下模356和右半下模357上的型腔内壁清理结束后,通过人工再次操作翻转单元36带动左半下模356和右半下模357复位,再通过开合单元35带动左半下模356和右半下模357重新合模,驱动电机23停止运行,膨胀海绵块267停止转动,左半下模356和右半下模357在重新合模的过程中,左半下模356和右半下模357对膨胀海绵块267和清洗底座266的挤压力会带动清洗单元26复位,随后电磁铁块276断电,连接弹簧273的反作用力带动T形滑杆272重新插入限位孔271内,至此,单次清洗过程结束。
值得注意的是,为了提高膨胀海绵块267的清洗效率,通过提前通过人工将塑料清洗剂喷洒至膨胀海绵块267上,从而使其浸湿。
实施例二:
与实施例一技术方案基本相同,参阅图1至图4,区别在于:
参阅图1和图2,所述的中模机构4包括中模41、横杆42、矩形滑板43、挤压弹簧44、弹性气囊45、出气管道46、气道47和进气口48,其中下模机构3上方设置有中模41,中模41左右两侧壁固定连接有横杆42,横杆42远离中模41的端头固定连接有矩形滑板43,立板31靠近上端的位置开设有矩形通槽,矩形滑板43滑动设置在矩形通槽内且矩形滑板43上端面前后对称安装有挤压弹簧44,挤压弹簧44上端和矩形通槽顶部固定相连,矩形通槽顶部且位于前后两个挤压弹簧44之间的位置固定设置有弹性气囊45,弹性气囊45相背侧下端安装有进气口48,弹性气囊45相对侧下端安装有出气管道46,中模41和横杆42内部均开设有气道47,出气管道46下端和横杆42内部的气道47相连通。
参阅图10,所述的气道47延伸至中模41内侧壁上且在每个气道47的出气口内侧壁上通过轻质弹簧471连接有防堵半圆板472,防堵半圆板472铰接在气道47的出气口内侧壁上。
参阅图1和图2,所述的上模机构5包括匚型板51、电动推杆52、上模53和型腔凸起54,其中立板31上端面固定连接有匚型板51,匚型板51开口朝下且匚型板51中部通过推杆底座固定安装有电动推杆52,电动推杆52下端固定连接有上模53,上模53下端面中部固定连接有型腔凸起54。
需要说明的是,在本实施例中,弹性气囊45的进气口48内设置有单向进气阀,左半下模356和右半下模357在注塑前已完成合模过程并且其表面已经晾干。
工作时,通过外界注塑机将塑料熔体挤入到左半下模356和右半下模357组成的型腔内部,启动电动推杆52,通过电动推杆52带动上模53和型腔凸起54向下运动,当上模53下端接触到中模41上端面时,随着上模53的继续向下运动,上模53会带动中模41向下运动,从而使得中模完全贴合到左半下模356和右半下模357上端,同时上模53紧贴在中模41上端面,从而进行后视镜的成型过程,由于型腔凸起54的作用,左半下模356和右半下模357组成的型腔内部的塑料熔体会进入到中模41内的型腔中,随后进入保压阶段,在保压阶段,型腔内部的塑料会受冷逐渐固化;
在中模41向下运动过程中,中模41会带动横杆42和矩形滑板43向下运动,此时挤压弹簧44会被拉伸,当型腔内部的塑料即将冷却完成后,电动推杆52会带动上模53和型腔凸起54向上复位,由于中模41内的型腔开口大于左半下模356和右半下模357组成的型腔开口,因此挤压弹簧44的反作用力会带动中模41连同后视镜成品壳体向上运动;
在左半下模356和右半下模357翻转180度的过程中,左半下模356和右半下模357上安装的推板358也会随之翻转180度并挤压横杆42,从而带动横杆42和矩形滑板43向上运动,通过矩形滑板43挤压弹性气囊45,此时弹性气囊45内部的空气会通过出气管道46进入到气道47内部,最终从中模41内表面的气道47出气口吹出,从而增大后视镜成品壳体和中模41内壁之间的气隙,此时通过人工从中模41上方将后视镜成品壳体取下,从而完成下料过程。
本发明在使用时的工作原理:
通过外界注塑机将塑料熔体挤入到左半下模356和右半下模357组成的型腔内部,启动电动推杆52,通过电动推杆52带动上模53和型腔凸起54向下运动,当上模53下端接触到中模41上端面时,随着上模53的继续向下运动,上模53会带动中模41向下运动,从而使得中模完全贴合到左半下模356和右半下模357上端,同时上模53紧贴在中模41上端面,从而进行后视镜的成型过程,由于型腔凸起54的作用,左半下模356和右半下模357组成的型腔内部的塑料熔体会进入到中模41内的型腔中,随后进入保压阶段,在保压阶段,型腔内部的塑料会受冷逐渐固化;
在中模41向下运动过程中,中模41会带动横杆42和矩形滑板43向下运动,此时挤压弹簧44会被拉伸,当型腔内部的塑料即将冷却完成后,电动推杆52会带动上模53和型腔凸起54向上复位,由于中模41内的型腔开口大于左半下模356和右半下模357组成的型腔开口,因此挤压弹簧44的反作用力会带动中模41连同后视镜成品壳体向上运动;
当需要对左半下模356和右半下模357上的型腔内壁进行清洗时,先通过人工启动双向电机351,通过双向电机351带动一号带轮352进行转动,在环形皮带353的作用下,二号带轮354也会随之转动,从而达到带动前后两根螺纹杆355同步转动,左半下模356和右半下模357会做相背运动,从而会带动推板358做相背运动;
通过人工转动摇把366带动异形轴361、滑动块363、竖板365和插接杆367转动180度,从而带动整个开合单元35翻转180度,随后人工向左推动摇把366,从而带动滑动块363、竖板365和插接杆367整体向左移动,最终插接杆367插入下侧的插接孔368内,在左半下模356和右半下模357翻转180度的过程中,左半下模356和右半下模357上安装的推板358也会随之翻转180度并挤压横杆42,从而带动横杆42和矩形滑板43向上运动,通过矩形滑板43挤压弹性气囊45,此时弹性气囊45内部的空气会通过出气管道46进入到气道47内部,最终从中模41内表面的气道47出气口吹出,从而增大后视镜成品壳体和中模41内壁之间的气隙,此时通过人工从中模41上方将后视镜成品壳体取下,从而完成下料过程;
在推板358做相背运动的过程中,推板358会带动左右两侧的折形杆274做相背运动,此时给电磁铁块276通电,电磁铁块276产生磁性,在折形杆274贴近电磁铁块276时,电磁铁块276会将折形杆274吸附固定,连接弹簧273会被压缩,而折形杆274会带动T形滑杆272脱离限位孔271,此时,支撑弹簧261的反作用力会带动卡接板262和支撑杆264向上运动,使得卡接槽263运动至卡接条265内侧,启动驱动电机23,通过驱动电机23带动主动齿轮24进行转动,从而带动环形齿圈25和空心转轴22进行转动,通过空心转轴22带动卡接板262和支撑杆264进行转动,从而带动清洗底座266和膨胀海绵块267进行转动;
再次启动双向电机351,通过双向电机351带动一号带轮352进行反向转动,在环形皮带353的作用下,二号带轮354也会随之反向转动,从而达到带动前后两根螺纹杆355同步反向转动,此时左半下模356和右半下模357会做相向运动并重新合模,在此过程中,左半下模356和右半下模357上的型腔会挤压膨胀海绵块267上端,由于膨胀海绵块267具有一定的压缩性,最终膨胀海绵块267会贴合在整个型腔内壁上,而在驱动电机23的作用下,膨胀海绵块267能够将型腔内壁上粘附的塑料刷落;
当左半下模356和右半下模357上的型腔内壁清理结束后,通过人工再次操作翻转单元36带动左半下模356和右半下模357复位,再通过开合单元35带动左半下模356和右半下模357重新合模,驱动电机23停止运行,膨胀海绵块267停止转动,左半下模356和右半下模357在重新合模的过程中,左半下模356和右半下模357对膨胀海绵块267和清洗底座266的挤压力会带动清洗单元26复位,随后电磁铁块276断电,连接弹簧273的反作用力带动T形滑杆272重新插入限位孔271内,至此,单次清洗过程结束。
重复上述步骤,从而进行连续注塑成型作业。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施方式和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入本发明要求保护的范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
Claims (10)
1.一种汽车后视镜外壳成型模具,包括支撑机构(1)、清洗机构(2)、下模机构(3)、中模机构(4)和上模机构(5),其特征在于:所述的支撑机构(1)上端面中部固定设置有清洗机构(2),清洗机构(2)上方安装有下模机构(3),下模机构(3)左右两侧下端固定连接在支撑机构(1)上端面,下模机构(3)左右两侧靠近上端的位置设置有中模机构(4),中模机构(4)上方安装有上模机构(5),上模机构(5)下端固定连接在下模机构(3)上端;
所述的清洗机构(2)包括空心矩形框体(21)、空心转轴(22)、驱动电机(23)、主动齿轮(24)、环形齿圈(25)、清洗单元(26)和限位单元(27),其中支撑机构(1)上端面中部固定设置有空心矩形框体(21),空心矩形框体(21)内部中间位置固定安装有空心转轴(22),空心转轴(22)外侧壁靠近中部的位置通过键连接的方式安装有环形齿圈(25),环形齿圈(25)右侧啮合有主动齿轮(24),主动齿轮(24)通过键连接的方式设置在驱动电机(23)输出轴上,驱动电机(23)下端通过电机机座固定安装在空心矩形框体(21)底部,空心转轴(22)内部设置有清洗单元(26),清洗单元(26)上端延伸至空心矩形框体(21)上方,空心矩形框体(21)内部靠近顶部的位置设置有限位单元(27),限位单元(27)和清洗单元(26)滑动配合;
所述的下模机构(3)包括立板(31)、转轴(32)、匚形连接架(33)、安装板(34)、开合单元(35)和翻转单元(36),其中支撑机构(1)上端面靠近左右两侧的位置对称安装有立板(31),立板(31)相对的侧壁上转动安装有转轴(32),位于右侧的转轴(32)右端延伸至右侧的立板(31)右方并固定安装有翻转单元(36),转轴(32)相对端固定连接有匚形连接架(33),匚形连接架(33)远离转轴(32)的一端固定连接有安装板(34),安装板(34)相对的侧壁上设置有开合单元(35)。
2.根据权利要求1所述的一种汽车后视镜外壳成型模具,其特征在于:所述的支撑机构(1)包括支腿(11)、垫板(12)和凹形支撑板(13),其中凹形支撑板(13)下端面靠近拐角的位置均固定连接有支腿(11),支腿(11)下端固定设置有垫板(12)。
3.根据权利要求1所述的一种汽车后视镜外壳成型模具,其特征在于:所述的清洗单元(26)包括支撑弹簧(261)、卡接板(262)、卡接槽(263)、支撑杆(264)、卡接条(265)、清洗底座(266)和膨胀海绵块(267),其中空心转轴(22)底部通过支撑弹簧(261)滑动连接有卡接板(262),卡接板(262)上沿其周向均匀开设有卡接槽(263),卡接板(262)上端固定连接有支撑杆(264),支撑杆(264)上端延伸至空心矩形框体(21)上方并固定连接有清洗底座(266),清洗底座(266)上端设置有膨胀海绵块(267),空心转轴(22)内侧壁靠近上端的位置沿其周向均匀固定设置有卡接条(265)。
4.根据权利要求1所述的一种汽车后视镜外壳成型模具,其特征在于:所述的限位单元(27)包括限位孔(271)、T形滑杆(272)、连接弹簧(273)、折形杆(274)、矩形滑槽(275)和电磁铁块(276),其中空心转轴(22)靠近上端的位置和支撑杆(264)靠近中部的位置开设有限位孔(271),限位孔(271)内左右对称滑动设置有T形滑杆(272),T形滑杆(272)靠近空心矩形框体(21)侧壁的端头和空心矩形框体(21)侧壁之间固定连接有连接弹簧(273),空心矩形框体(21)上端面中部靠近左右两端的位置对称开设有矩形滑槽(275),矩形滑槽(275)内滑动设置有折形杆(274),折形杆(274)下端固定连接在T形滑杆(272)中部,矩形滑槽(275)内且靠近空心矩形框体(21)端头的侧壁上设置有电磁铁块(276)。
5.根据权利要求4所述的一种汽车后视镜外壳成型模具,其特征在于:所述的折形杆(274)由磁性材料制成。
6.根据权利要求1所述的一种汽车后视镜外壳成型模具,其特征在于:所述的开合单元(35)包括双向电机(351)、一号带轮(352)、环形皮带(353)、二号带轮(354)、螺纹杆(355)、左半下模(356)、右半下模(357)和推板(358),其中位于右侧的安装板(34)右侧壁靠近上端的位置通过电机机座固定安装有双向电机(351),双向电机(351)输出轴通过键连接的方式设置有一号带轮(352),一号带轮(352)下方前后两侧对称设置有二号带轮(354),二号带轮(354)和一号带轮(352)之间通过环形皮带(353)相连,二号带轮(354)通过键连接的方式安装在螺纹杆(355)右端,螺纹杆(355)通过轴承安装在安装板(34)相对的侧壁上,螺纹杆(355)上靠近中部左侧的位置螺旋传动有左半下模(356),螺纹杆(355)上靠近中部右侧的位置螺旋传动有右半下模(357),左半下模(356)左侧壁中部下端和右半下模(357)右侧壁中部下端均固定连接有推板(358)。
7.根据权利要求6所述的一种汽车后视镜外壳成型模具,其特征在于:所述的螺纹杆(355)上开设的螺纹段为左右对称设置且前后两根螺纹杆(355)为相同规格。
8.根据权利要求1所述的一种汽车后视镜外壳成型模具,其特征在于:所述的翻转单元(36)包括异形轴(361)、轴端挡板(362)、滑动块(363)、异形孔(364)、竖板(365)、摇把(366)、插接杆(367)和插接孔(368),其中位于右侧的转轴(32)右端延伸至右侧的立板(31)右方并固定安装有异形轴(361),异形轴(361)右端固定连接有轴端挡板(362),异形轴(361)上滑动套设有滑动块(363),滑动块(363)中部开设有和异形轴(361)相匹配的异形孔(364),滑动块(363)上端固定连接有竖板(365),竖板(365)右侧壁上端固定安装有摇把(366),竖板(365)左侧壁靠近下端的位置固定连接有插接杆(367),异形轴(361)上下两侧的立板(31)上对称开设有插接孔(368)。
9.根据权利要求1所述的一种汽车后视镜外壳成型模具,其特征在于:所述的中模机构(4)包括中模(41)、横杆(42)、矩形滑板(43)、挤压弹簧(44)、弹性气囊(45)、出气管道(46)、气道(47)和进气口(48),其中下模机构(3)上方设置有中模(41),中模(41)左右两侧壁固定连接有横杆(42),横杆(42)远离中模(41)的端头固定连接有矩形滑板(43),立板(31)靠近上端的位置开设有矩形通槽,矩形滑板(43)滑动设置在矩形通槽内且矩形滑板(43)上端面前后对称安装有挤压弹簧(44),挤压弹簧(44)上端和矩形通槽顶部固定相连,矩形通槽顶部且位于前后两个挤压弹簧(44)之间的位置固定设置有弹性气囊(45),弹性气囊(45)相背侧下端安装有进气口(48),弹性气囊(45)相对侧下端安装有出气管道(46),中模(41)和横杆(42)内部均开设有气道(47),出气管道(46)下端和横杆(42)内部的气道(47)相连通。
10.根据权利要求1所述的一种汽车后视镜外壳成型模具,其特征在于:所述的上模机构(5)包括匚型板(51)、电动推杆(52)、上模(53)和型腔凸起(54),其中立板(31)上端面固定连接有匚型板(51),匚型板(51)开口朝下且匚型板(51)中部通过推杆底座固定安装有电动推杆(52),电动推杆(52)下端固定连接有上模(53),上模(53)下端面中部固定连接有型腔凸起(54)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310410545.9A CN116118119B (zh) | 2023-04-18 | 2023-04-18 | 一种汽车后视镜外壳成型模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310410545.9A CN116118119B (zh) | 2023-04-18 | 2023-04-18 | 一种汽车后视镜外壳成型模具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN116118119A true CN116118119A (zh) | 2023-05-16 |
| CN116118119B CN116118119B (zh) | 2023-06-23 |
Family
ID=86301336
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310410545.9A Active CN116118119B (zh) | 2023-04-18 | 2023-04-18 | 一种汽车后视镜外壳成型模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN116118119B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116713422A (zh) * | 2023-06-13 | 2023-09-08 | 东实沿浦(十堰)科技有限公司 | 一种便于紧固件成型脱模的装置 |
Citations (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6254378B1 (en) * | 1996-04-25 | 2001-07-03 | Fastech Systems (S) Pte Ltd. | Injection molding apparatus |
| US20020078727A1 (en) * | 2000-12-27 | 2002-06-27 | Morales Arianna T. | Hot die cleaning for superplastic and quick plastic forming |
| JP2003220630A (ja) * | 2002-01-31 | 2003-08-05 | Daiichi Seiko Kk | 樹脂成形装置のクリーニング装置およびそのクリーニング方法 |
| JP2005313187A (ja) * | 2004-04-28 | 2005-11-10 | Nsk Ltd | 成形装置 |
| JP2008055875A (ja) * | 2006-09-04 | 2008-03-13 | Daiichi Seiko Kk | 樹脂封止金型および樹脂封止方法 |
| JP2013109137A (ja) * | 2011-11-21 | 2013-06-06 | Hoya Corp | 眼鏡用プラスチックレンズの製造方法および成形型の洗浄用ラック |
| CN105172015A (zh) * | 2015-09-24 | 2015-12-23 | 宁波科尼管洁净科技有限公司 | 海绵清洗球成型模具及成型方法 |
| CN105818314A (zh) * | 2015-01-05 | 2016-08-03 | 重庆正泰特种塑胶有限公司 | 多工位等流道硬质聚氨酯浇注发泡模具 |
| CN212764492U (zh) * | 2020-05-28 | 2021-03-23 | 天津一格科技有限公司 | 一种电动车塑料配件塑料模具的脱模机构 |
| CN213107735U (zh) * | 2020-09-02 | 2021-05-04 | 无锡强联电气设备有限公司 | 一种bmc注塑模具清洗装置 |
| JP2021079373A (ja) * | 2019-11-15 | 2021-05-27 | 胡金霞 | Vrゴーグルに対する洗浄機能付きの保護収納装置 |
| CN213291170U (zh) * | 2020-09-25 | 2021-05-28 | 深圳市国成辉塑胶模具有限公司 | 一种汽车后视镜外壳成型模具 |
| WO2022021830A1 (zh) * | 2020-07-31 | 2022-02-03 | 浙江天台祥和实业股份有限公司 | 一种自动模具开合模机构 |
| CN216299865U (zh) * | 2021-04-30 | 2022-04-15 | 东莞市塑泰模具科技有限公司 | 一种具有自清洗功能的模具 |
| CN114474531A (zh) * | 2020-11-12 | 2022-05-13 | 上海庆良电子有限公司 | 一种中模板内成型的硅胶密封圈取出装置 |
| WO2022127031A1 (zh) * | 2020-12-19 | 2022-06-23 | 浙江天台祥和实业股份有限公司 | 一种全自动橡胶件脱模装置 |
| CN115139436A (zh) * | 2022-06-27 | 2022-10-04 | 安徽亚新科密封技术有限公司 | 一种橡胶皮碗脱模夹具 |
| CN115255159A (zh) * | 2022-08-04 | 2022-11-01 | 安徽海瑞通科技股份有限公司 | 一种分纤箱外壳自动化成型设备 |
| CN217891644U (zh) * | 2022-06-15 | 2022-11-25 | 磐安佰特鞋业有限公司 | 一种新型便于清洗的高效节能注塑机 |
| CN218049480U (zh) * | 2022-04-22 | 2022-12-16 | 朱文强 | 一种建筑工地化学容器清洗装置 |
| CN115570717A (zh) * | 2022-09-22 | 2023-01-06 | 新昌县武源达自动化科技有限公司 | 一种grp复杂精密模具制造用模具表面清洗设备 |
| CN218251758U (zh) * | 2022-07-26 | 2023-01-10 | 青岛鑫明达不锈钢有限公司 | 一种机械零部件加工使用的清洁装置 |
| CN115958558A (zh) * | 2023-02-24 | 2023-04-14 | 合肥昊翔汽车零部件有限公司 | 一种汽车后视镜装配工装 |
-
2023
- 2023-04-18 CN CN202310410545.9A patent/CN116118119B/zh active Active
Patent Citations (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6254378B1 (en) * | 1996-04-25 | 2001-07-03 | Fastech Systems (S) Pte Ltd. | Injection molding apparatus |
| US20020078727A1 (en) * | 2000-12-27 | 2002-06-27 | Morales Arianna T. | Hot die cleaning for superplastic and quick plastic forming |
| JP2003220630A (ja) * | 2002-01-31 | 2003-08-05 | Daiichi Seiko Kk | 樹脂成形装置のクリーニング装置およびそのクリーニング方法 |
| JP2005313187A (ja) * | 2004-04-28 | 2005-11-10 | Nsk Ltd | 成形装置 |
| JP2008055875A (ja) * | 2006-09-04 | 2008-03-13 | Daiichi Seiko Kk | 樹脂封止金型および樹脂封止方法 |
| JP2013109137A (ja) * | 2011-11-21 | 2013-06-06 | Hoya Corp | 眼鏡用プラスチックレンズの製造方法および成形型の洗浄用ラック |
| CN105818314A (zh) * | 2015-01-05 | 2016-08-03 | 重庆正泰特种塑胶有限公司 | 多工位等流道硬质聚氨酯浇注发泡模具 |
| CN105172015A (zh) * | 2015-09-24 | 2015-12-23 | 宁波科尼管洁净科技有限公司 | 海绵清洗球成型模具及成型方法 |
| JP2021079373A (ja) * | 2019-11-15 | 2021-05-27 | 胡金霞 | Vrゴーグルに対する洗浄機能付きの保護収納装置 |
| CN212764492U (zh) * | 2020-05-28 | 2021-03-23 | 天津一格科技有限公司 | 一种电动车塑料配件塑料模具的脱模机构 |
| WO2022021830A1 (zh) * | 2020-07-31 | 2022-02-03 | 浙江天台祥和实业股份有限公司 | 一种自动模具开合模机构 |
| CN213107735U (zh) * | 2020-09-02 | 2021-05-04 | 无锡强联电气设备有限公司 | 一种bmc注塑模具清洗装置 |
| CN213291170U (zh) * | 2020-09-25 | 2021-05-28 | 深圳市国成辉塑胶模具有限公司 | 一种汽车后视镜外壳成型模具 |
| CN114474531A (zh) * | 2020-11-12 | 2022-05-13 | 上海庆良电子有限公司 | 一种中模板内成型的硅胶密封圈取出装置 |
| WO2022127031A1 (zh) * | 2020-12-19 | 2022-06-23 | 浙江天台祥和实业股份有限公司 | 一种全自动橡胶件脱模装置 |
| CN216299865U (zh) * | 2021-04-30 | 2022-04-15 | 东莞市塑泰模具科技有限公司 | 一种具有自清洗功能的模具 |
| CN218049480U (zh) * | 2022-04-22 | 2022-12-16 | 朱文强 | 一种建筑工地化学容器清洗装置 |
| CN217891644U (zh) * | 2022-06-15 | 2022-11-25 | 磐安佰特鞋业有限公司 | 一种新型便于清洗的高效节能注塑机 |
| CN115139436A (zh) * | 2022-06-27 | 2022-10-04 | 安徽亚新科密封技术有限公司 | 一种橡胶皮碗脱模夹具 |
| CN218251758U (zh) * | 2022-07-26 | 2023-01-10 | 青岛鑫明达不锈钢有限公司 | 一种机械零部件加工使用的清洁装置 |
| CN115255159A (zh) * | 2022-08-04 | 2022-11-01 | 安徽海瑞通科技股份有限公司 | 一种分纤箱外壳自动化成型设备 |
| CN115570717A (zh) * | 2022-09-22 | 2023-01-06 | 新昌县武源达自动化科技有限公司 | 一种grp复杂精密模具制造用模具表面清洗设备 |
| CN115958558A (zh) * | 2023-02-24 | 2023-04-14 | 合肥昊翔汽车零部件有限公司 | 一种汽车后视镜装配工装 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116713422A (zh) * | 2023-06-13 | 2023-09-08 | 东实沿浦(十堰)科技有限公司 | 一种便于紧固件成型脱模的装置 |
| CN116713422B (zh) * | 2023-06-13 | 2024-03-08 | 东实沿浦(十堰)科技有限公司 | 一种便于紧固件成型脱模的装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN116118119B (zh) | 2023-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN116118119B (zh) | 一种汽车后视镜外壳成型模具 | |
| CN101602256A (zh) | 缠绕法胶囊定型活络模硫化轮胎翻新方法 | |
| CN113459444A (zh) | 一种用于汽车内饰和外饰零部件的免喷涂注塑模具 | |
| CN109109297B (zh) | 一种吹塑成型装置 | |
| CN210969732U (zh) | 一种高效注塑模具 | |
| CN113071152A (zh) | 一种纸塑复合袋制作方法 | |
| CN216544241U (zh) | 一种高精密汽车大灯模具 | |
| CN111318653B (zh) | 一种携带自清洁功能的水冷轮毂模具 | |
| CN209079068U (zh) | 一种汽车后视镜塑胶模具 | |
| CN211542146U (zh) | 一种便于出料的汽车空气滤芯生产用注塑模具 | |
| CN219789097U (zh) | 一种可顺畅出模的汽车前向雷达支架模具 | |
| CN118149100B (zh) | 一种橡胶密封件及其加工设备 | |
| CN221417350U (zh) | 一种三色注塑成型脱模机构 | |
| CN221873045U (zh) | 一种取料便捷的鞋底模具 | |
| CN118003606B (zh) | 一种汽车零部件吹塑模开合装置 | |
| CN116811158B (zh) | 一种共混合成塑料制品加工装置 | |
| CN214163741U (zh) | 一种橡胶制造用模压装置 | |
| CN111890622B (zh) | 一种海绵拖布脱模装置 | |
| CN220031040U (zh) | 一种快速成型塑胶模具 | |
| CN113043555B (zh) | 一种化妆品外壳加工机构 | |
| CN221272123U (zh) | 超高精级复合节能型材成型模具 | |
| CN217968046U (zh) | 一种汽车饰板用双料注塑机 | |
| CN116442470A (zh) | 一种电饭锅配件制造专用注塑机 | |
| CN220681517U (zh) | 一种便于脱模的轮胎模具 | |
| CN219947133U (zh) | 一种用于注塑模具生产的工装夹具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |