CN115847592A - 压力检测机构以及混凝土自动充填生产线 - Google Patents
压力检测机构以及混凝土自动充填生产线 Download PDFInfo
- Publication number
- CN115847592A CN115847592A CN202310139714.XA CN202310139714A CN115847592A CN 115847592 A CN115847592 A CN 115847592A CN 202310139714 A CN202310139714 A CN 202310139714A CN 115847592 A CN115847592 A CN 115847592A
- Authority
- CN
- China
- Prior art keywords
- vibration
- frame
- pressure detection
- concrete
- detection mechanism
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/91—Use of waste materials as fillers for mortars or concrete
Landscapes
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Abstract
本发明公开了一种压力检测机构以及混凝土自动充填生产线,该混凝土自动充填生产线包括其包括沿着生产工序依次布置的上模机构、第一输送机构、充填振动机构、第二输送机构以及脱模机构;所述充填振动机构为压力检测机构,其中通过充填振动机构对模具进行自动的上料并进行振动,同时,本发明提供的压力检测机构以及混凝土自动充填生产线,混凝土由于料的特性,输送比较麻烦,粘性大,流动性不好,颗粒料多有石子,水泥又很快凝结。还设置一个自清洁结构进行自清洁,自清洁结构包括设置在脱模机构的下游,通过多方向的高压水去冲洗模具,将其予以自动清洗。
Description
技术领域
本发明涉及混凝土件制备技术,具体涉及一种压力检测机构以及混凝土自动充填生产线。
背景技术
按照国家规定的对商品混凝土质量监管要求,商品混凝土公司制备标准混凝土试块,作为混凝土质量检测的原始依据,常规的混凝土试块预制过程采用纯手工进行,本发明就是针对这一需求做的定制化开发,开发包括从上模、输送、上料、振动、刮平到出料全部自动处理,如此极大的提升了生产效率,并且保证了被检试块的一致性,加强了实验数据的可靠性。
如授权公告号为CN110900815B,授权公开日为2021年07月30日,名称为《一种多用途混凝土预制构件生产线》的发明专利,其包括异型构件作业区、板类构件作业区和混凝土搅拌作业区,异型构件作业区和板类构件作业区内各设置若干个混凝土浇注布料点,所述混凝土搅拌作业区内设有若干台混凝土搅拌机,所述混凝土浇注布料点上方设有延伸至所述混凝土搅拌机出料口下方的高架混凝土输送轨道,在高架混凝土输送轨道上活动设置自行混凝土运输料斗,在所述混凝土浇注布料点设置若干台布料机和若干台振动台,多台在高架混凝土输送轨道上设置的自行混凝土运输料斗从所述混凝土搅拌作业区内设置的混凝土搅拌机的下料口接载混凝土后,分别向异型构件作业区和板类构件作业区的混凝土浇注布料点上布置的布料机提供混凝土,各布料机接受混凝土后向位于各振动台上的模具实施浇注,各位于模具下方的振动台适时实施振动密实。该专利即可实现混凝土预制构件的全自动生产。
现有技术的不足之处在于,虽然混凝土预制件对于浇筑量并无极为严格的要求,如标定尺寸的混凝土砖实际浇筑的混凝土量可以有些微差异,但是该差异也被要求控制在一定范围内,同时由于混凝土由于其特性难以实现较为精确量的输送,再加上布料结构上会相当的黏附部分混凝土,使得部分混凝土预制件最终不能满足使用要求,次品无法予以剔除或改进。
发明内容
本发明的目的是提供一种压力检测机构以及混凝土自动充填生产线,以解决现有技术中的上述不足之处。
为了实现上述目的,本发明提供如下技术方案:
一种压力检测机构,其包括振动机构以及升降架,所述升降架的顶部设置有承载部,所述升降架上设置有压力传感器,所述升降架的运动依次具有以下行程:
第一行程,其竖直上升以通过承载部将第一输送机构上的接受了接料斗的混凝土的模具予以抬升,抬升过程中通过压力传感器进行模具的重量检测;
第二行程,当所述压力传感器检测的数据符合要求通过振动机构对承载部和所述模具进行振动;
第三行程,当所述压力传感器检测的数据不符合要求升降架继续上升将对应的模具予以剔除。
上述的压力检测机构,所述升降架包括分置于所述输送机构的两侧的两个部分。
上述的压力检测机构,所述升降架包括竖直架以及振动架,所述振动架通过弹性件连接于所述竖直架上,所述承载部设置于所述振动架上,所述竖直架被驱动以竖直升降,所述振动架被振动机构驱动以进行振动。
上述的压力检测机构,所述竖直架上设置多个支撑柱,各所述支撑柱上均设置有所述压力传感器,所述振动架支撑于各所述支撑柱上。
上述的压力检测机构,所述振动机构包括振动电机以及设置于所述振动电机的输出轴上的凸轮,所述振动电机固接于所述振动架上,所述凸轮的转动使得振动架以所述弹性件作为缓冲发生振动。
上述的压力检测机构,所述承载部包括中部的水平部以及两端的倾斜部,所述水平部的尺寸与所述模具被承载部分的尺寸相适配。
上述的压力检测机构,还包括被动式对中机构,所述被动式对中机构包括第一杆、两个第二杆以及两个第三杆;所述凸轮沿着包括相插接的第一段以及第二段,所述第一段以及第二段之间还连接有弹簧,所述第一段连接于所述输出轴上,如此当凸轮整体转动时,第二段除转动外还具有一个背离第一段的运动趋势,所述第二段上设置有触发杆,在凸轮不转动时,所述触发杆抵接于第一杆一端的斜面上,所述第一杆的另一端有V形面,所述V形面的两个侧面分别与两个第二杆的一端楔形配合,所述第二杆的另一端与所述第三杆的底端楔形配合,两个所述第三杆的顶端分别支撑两个所述倾斜部,所述倾斜部转动连接于所述水平部上。
上述的压力检测机构,所述触发杆位于所述第二段上远离所述第一段的一侧。
上述的压力检测机构,所述接料斗活动布置,当所述升降架进行第三行程时,所述接料斗活动以进行避让。
一种混凝土自动充填生产线,其包括沿着生产工序依次布置的上模机构、第一输送机构、充填振动机构、第二输送机构以及脱模机构;所述充填振动机构为上述的压力检测机构。
在上述技术方案中,本发明提供的压力检测机构,在第一行程对接受了混凝土的模具进行称重,符合重量则进行第二行程的振动,否则就通过第三行程进行剔除,如此降低了次品的概率。
由于上述压力检测机构具有上述技术效果,包含该压力检测机构的混凝土自动充填生产线也应具有相应的技术效果。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
图1为本发明实施例涉及的模具的结构示意图;
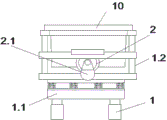
图2为本发明实施例提供的压力检测机构的结构示意图;
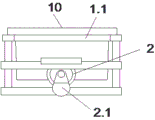
图3为本发明实施例提供的振动机构和模具的结构示意图;
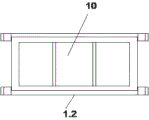
图4为本发明实施例提供的振动架和模具的俯视图;
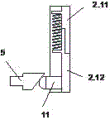
图5为本发明实施例提供的凸轮的结构示意图;
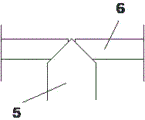
图6为本发明实施例提供的第一杆和第二杆的结构示意图;
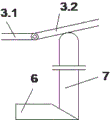
图7为本发明实施例提供的第三杆和倾斜部的结构示意图;
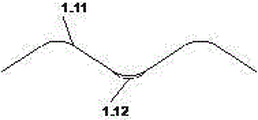
图8为本发明实施例提供的支撑波浪面的结构示意图。
附图标记说明:
1、升降架;1.1、竖直架;1.11、支撑波浪面;1.12、内凹槽;1.2、振动架;2、振动机构;2.1、凸轮;2.11、第一段;2.12、第二段;3、承载部;3.1、水平部;3.2、倾斜部;4、压力传感器;5、第一杆;6、第二杆;7、第三杆;10、模具;11、触发杆。
具体实施方式
为了使本领域的技术人员更好地理解本发明的技术方案,下面将结合附图对本发明作进一步的详细介绍。
如图1-8所示,本发明实施例提供的一种压力检测机构,其包括振动机构2以及升降架1,所述升降架1的顶部设置有承载部3,所述升降架1上设置有压力传感器4,所述升降架1的运动依次具有以下行程:第一行程,其竖直上升以通过承载部3将第一输送结构上的接受了接料斗的混凝土的模具10予以抬升,抬升过程中通过压力传感器4进行模具10的重量检测;第二行程,当所述压力传感器4检测的数据符合要求通过振动机构2对承载部3和所述模具10进行振动;第三行程,当所述压力传感器4检测的数据不符合要求升降架1继续上升将对应的模具10予以剔除。
具体的,第一输送结构用于输送空载的模具10,在第一输送结构上的加载位置,第一输送结构上方设置有接料斗,下方设置有升降架1,模具10运动到加载位置时停止,此时位于上方的接料斗向模具10加注混凝土,加注结束后,升降架1上升支撑并抬起模具10,当升降架1上升支撑起模具10时其开始匀速上升,该匀速上升行程有两个目的,其一让模具10脱离第一输送结构,其二升降架1上设置有压力传感器4,通过压力传感器4可以检测模具10施加给升降架1的压力,也即实质是检测了模具10的重力,显然的,模具10和装载的混凝土有一个预设的标准范围值,如每块混凝土砖的重量为4kg,模具10的重量为1kg,那么理论重量为5kg,取一个4%的波动范围,则标准范围值4.8-5.2kg,在该标准范围值内即为符合要求,否则就为不符合要求,在后续的控制中,当符合要求进入第二行程,通过振动机构2对承载部3和所述模具10进行振动;否则进入第三行程,升降架1继续上升将对应的模具10予以剔除,剔除采用其它结构从升降架1上将模具10输送走即可,一个模具10的取走为现有技术,最简单的,直接设置一个推动机构和一个第三输送机构,第三输送行程直接将模具10输送到第三输送机构的端部,推动机构推动将模具10从升降架1推动到第三输送行程上予以取下即可,优选的,接料斗活动布置如能够往复运动,当所述升降架1进行第三行程时,所述接料斗活动以进行避让。
本实施例中,升降架1的升降以及振动机构2的振动在其它领域都是现有技术,作为一个适配,本实施例中由于第一输送结构位于中间,将升降架1设计成分置于所述输送机构的两侧的两个部分,对应的振动机构2也可以有两个,第一输送结构两侧各设置一个,优选的,模具10在输送过程中其顶部边缘的翼板伸展到第一输送结构的外侧,如此升降架1竖直的上升即可支撑并随后抬升起模具10,但本领域技术也理解,升降架1的升降也可以是弧形的(设置一个弧形限位机构即可,公交车的摆动式开门机构即是这种),如此也可以将升降架1从第一输送结构的外侧运动到内侧并抬升起模具10。
本发明实施例提供的压力检测机构,在第一行程对接受了混凝土的模具10进行称重,符合重量则进行第二行程的振动,否则就通过第三行程进行剔除,如此降低了次品的概率。
本发明提供的另一个实施例中,优选的,所述升降架1包括竖直架1.1以及振动架1.2,所述振动架1.2通过弹性件如弹簧连接于所述竖直架1.1上,所述承载部3设置于所述振动架1.2上,所述竖直架1.1被驱动以竖直升降,所述振动架1.2被振动机构2驱动以进行振动,如上所述,还是一样的,竖直架1.1和振动架1.2各有两个,两个分置于第一输送结构的两侧。更优选的,所述竖直架1.1上设置多个支撑柱,各所述支撑柱上均设置有所述压力传感器4,所述振动架1.2支撑于各所述支撑柱上。如此各压力传感器4之和即为模具10和混凝土的重量。
本发明提供的另一个实施例中,作为支撑柱的替代方案,竖直架1.1的支撑面为一个支撑波浪面1.11,支撑波浪面1.11的波谷区域设置有压力传感器4,而振动架1.2上也设置有一个抵接波浪面,抵接波浪面支撑于支撑波浪面1.11上,两者相贴合实现竖直架1.1对振动架1.2的支撑,显然的,此时压力传感器4获取的不是模具10和混凝土的完整重量,即使多个压力传感器4进行布置求和后还需要乘以一个系数,这就导致了误差的放大,但是这带来了另外一个好处,就是平面后者支撑柱的支撑时,由于振动过程中振动架1.2和模具10对压力传感器4进行了变化过大的挤压,最小值可能零,最大值可能为重量的两倍,对于使用挤压变形作为触发类型的压力传感器4,其使用寿命肉眼可见的变少了,而波浪面带来的好处就是,由于具有运动惯性,两个波浪面会持续的相对滑动,但是波浪波谷偶尔才会相互触碰一次,极大的降低了压力传感器4的工作频率,延长其使用寿命,再进一步的,支撑波浪面1.11的波谷设置有一个内凹槽1.12(图8中虚线部分),对应的,抵接波浪面的波峰位置设置有一个凸起,如此由于惯性的作用,在振动过程中,凸起只会从波浪面的一个斜面甩到另一个斜面,而不会进入到内凹槽1.12中,只有静止后才会进入内凹槽1.12,如此不仅实现了日常压力检测,还在振动时避免接触,延长了压力传感器4的使用寿命。
本发明提供的再一个实施例中,优选的,所述振动机构2包括振动电机以及设置于所述振动电机的输出轴上的凸轮2.1,如此输出轴的转动即可带动凸轮2.1进行转动,所述振动电机固接于所述振动架1.2上,如此所述凸轮2.1的转动使得振动架1.2以所述弹性件作为缓冲发生振动,也即带动了模具10和混凝土进行了振动。
本发明提供的再一个实施例中,进一步的,所述承载部3包括中部的水平部3.1以及两端的倾斜部3.2,所述水平部3.1的尺寸与所述模具10被承载部3分的尺寸相适配,倾斜部3.2在振动接受时进行复位,由于振动结束时具有随机性,使得振动结束时模具10的位置在一定范围内具有随机性,这给后续的脱模工序的定位带来麻烦,通过倾斜部3.2给予一个导向作用,使得模具10尽量振动结束时复位在原位。
在一个更进一步的实施例中,还包括被动式对中机构,所述被动式对中机构包括第一杆5、两个第二杆6以及两个第三杆7;所述凸轮2.1沿着包括相插接的第一段2.11以及第二段2.12,所述第一段2.11以及第二段2.12之间还连接有弹簧,所述第一段2.11连接于所述输出轴上,如此当凸轮2.1整体转动时,第二段2.12除转动外还具有一个背离第一段2.11的运动趋势,所述第二段2.12上设置有触发杆11,在凸轮2.1不转动时,所述触发杆11抵接于第一杆5一端的斜面上,所述第一杆5的另一端有V形面,所述V形面的两个侧面分别与两个第二杆6的一端楔形配合,所述第二杆6的另一端与所述第三杆7的底端楔形配合,两个所述第三杆7的顶端分别支撑两个所述倾斜部3.2,所述倾斜部3.2转动连接于所述水平部3.1上。如此使得上述倾斜部3.2具有两个状态,在第一状态下,此时凸轮2.1不转动,触发杆11抵接第一杆5,第一杆5抵接第二杆6,第二杆6水平布置,第二杆6抵接第三杆7,第三杆7支撑倾斜部3.2,此时第三杆7的支撑使得倾斜部3.2处于倾斜状态,也即在抬升以及振动停止时能够辅助模具10定位于水平部3.1上,在第二状态下,此时凸轮2.1高速转动,此时第二段2.12会朝着远离第一段2.11的方向运动,如此使得触发杆11脱离了第一杆5,此时在第一杆5、第二杆6或者第三杆7的复位弹簧的作用下,第一杆5、第二杆6或者第三杆7复位,第三杆7下降使得倾斜部3.2同步的下降成为水平状态,也即在振动过程中倾斜部3.2水平,如此提升振动效果,防止振动过程中倾斜部3.2降低振动范围,这里复位弹簧可以为一个套接于第一杆5、第二杆6或者第三杆7上,或者第一杆5、第二杆6或者第三杆7上各套接一个,复位弹簧一端连接第一杆5、第二杆6或者第三杆7,另一端连接振动架1.2,弹簧复位为现有技术,不赘述。本实施例带来的另外一个好处就是,振动结束时快速的让凸轮2.1停止转动,凸轮2.1减速过程中其触发杆11开始接触并抵接第一杆5,由于依次楔形配合最后是通过倾斜部3.2去支撑模具10,而模具10的重量较大,因此凸轮2.1摆动的动能实际去驱动的是模具10,因此凸轮2.1最后摆动的巨大动能能够迅速的被刹车转化为对模具10对中的驱动能。
较为优选的,所述触发杆11位于所述第二段2.12上远离所述第一段2.11的一侧,此时触发杆11转动时远离第一段2.11的幅度最大,对第一杆5的挤压行程最大。
本发明实施例还提供的一种混凝土自动充填生产线,其包括沿着生产工序依次布置的上模机构、第一输送结构、充填振动机构2、第二输送机构以及脱模机构;所述充填振动机构2为上述的压力检测机构,上模机构用于自动的将模具10防止到第一输送结构上,第一输送结构以及第二输送机构为输送带类能够使得模具10的机构,脱模机构用于脱模,这些均为除压力检测机构外均为现有的自动充填生产线的结构,不赘述。
本发明实施例可以适用于150mm立方体三联混凝土试模的自动充填;此时模具为空试模盒,空试模盒输送到充填位后,接料斗(或落料斗)通过上述的充填振动机构2自动充填混凝土,充满的试模盒输送到下料区排列好,等待出料,上料与出料动作可以上人工上料,也可以配备专用的上下料设备自动上下料,接料斗(或落料斗)可依据实际现场需求更改其结构形式,但要求物料(混凝土)的来料是定量的。
所述充填振动机构为压力检测机构,其中通过充填振动机构对模具进行自动的上料并进行振动,同时,本发明提供的压力检测机构以及混凝土自动充填生产线,混凝土由于料的特性,输送比较麻烦,粘性大,流动性不好,颗粒料多有石子,水泥又很快凝结。还设置一个自清洁结构进行自清洁。自清洁结构包括设置在脱模机构的下游,通过多方向的高压水去冲洗模具,将其予以自动清洗。或者设置一个接水槽,将模具设置为塑料结构,其漂浮在接水槽的清洗水中,通过水流波动冲洗模具,实现的对模具的自动清洗。
由于上述压力检测机构具有上述技术效果,包含该压力检测机构的混凝土自动充填生产线也应具有相应的技术效果。
以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
Claims (10)
1.一种压力检测机构,其包括振动机构以及升降架,所述升降架的顶部设置有承载部,所述升降架上设置有压力传感器,其特征在于,所述升降架的运动依次具有以下行程:
第一行程,其竖直上升以通过承载部将第一输送机构上的接受了接料斗的混凝土的模具予以抬升,抬升过程中通过压力传感器进行模具的重量检测;
第二行程,当所述压力传感器检测的数据符合要求通过振动机构对承载部和所述模具进行振动;
第三行程,当所述压力传感器检测的数据不符合要求升降架继续上升将对应的模具予以剔除。
2.根据权利要求1所述的压力检测机构,其特征在于,所述升降架包括分置于所述输送机构的两侧的两个部分。
3.根据权利要求1所述的压力检测机构,其特征在于,所述升降架包括竖直架以及振动架,所述振动架通过弹性件连接于所述竖直架上,所述承载部设置于所述振动架上,所述竖直架被驱动以竖直升降,所述振动架被振动机构驱动以进行振动。
4.根据权利要求3所述的压力检测机构,其特征在于,所述竖直架上设置多个支撑柱,各所述支撑柱上均设置有所述压力传感器,所述振动架支撑于各所述支撑柱上。
5.根据权利要求1所述的压力检测机构,其特征在于,所述振动机构包括振动电机以及设置于所述振动电机的输出轴上的凸轮,所述振动电机固接于所述振动架上,所述凸轮的转动使得振动架以所述弹性件作为缓冲发生振动。
6.根据权利要求5所述的压力检测机构,其特征在于,所述承载部包括中部的水平部以及两端的倾斜部,所述水平部的尺寸与所述模具被承载部分的尺寸相适配。
7.根据权利要求6所述的压力检测机构,其特征在于,还包括被动式对中机构,所述被动式对中机构包括第一杆、两个第二杆以及两个第三杆;
所述凸轮沿着包括相插接的第一段以及第二段,所述第一段以及第二段之间还连接有弹簧,所述第一段连接于所述输出轴上,所述第二段上设置有触发杆,所述触发杆抵接于第一杆一端的斜面上,所述第一杆的另一端有V形面,所述V形面的两个侧面分别与两个第二杆的一端楔形配合,所述第二杆的另一端与所述第三杆的底端楔形配合,两个所述第三杆的顶端分别支撑两个所述倾斜部,所述倾斜部转动连接于所述水平部上。
8.根据权利要求7所述的压力检测机构,其特征在于,所述触发杆位于所述第二段上远离所述第一段的一侧。
9.根据权利要求1所述的压力检测机构,其特征在于,所述接料斗活动布置,当所述升降架进行第三行程时,所述接料斗活动以进行避让。
10.一种混凝土自动充填生产线,其包括沿着生产工序依次布置的上模机构、第一输送机构、充填振动机构、第二输送机构以及脱模机构;其特征在于,所述充填振动机构为权利要求1-9任一项所述的压力检测机构。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310139714.XA CN115847592B (zh) | 2023-02-21 | 2023-02-21 | 压力检测机构以及混凝土自动充填生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310139714.XA CN115847592B (zh) | 2023-02-21 | 2023-02-21 | 压力检测机构以及混凝土自动充填生产线 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115847592A true CN115847592A (zh) | 2023-03-28 |
| CN115847592B CN115847592B (zh) | 2023-05-12 |
Family
ID=85658512
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310139714.XA Active CN115847592B (zh) | 2023-02-21 | 2023-02-21 | 压力检测机构以及混凝土自动充填生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115847592B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117387557A (zh) * | 2023-12-08 | 2024-01-12 | 中国云南路建集团股份公司 | 一种公路施工质量检测装置 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4102367A (en) * | 1977-03-21 | 1978-07-25 | A-Jer Engineering, Inc. | Automatic filling device |
| CN102679887A (zh) * | 2012-05-28 | 2012-09-19 | 广东宏大爆破股份有限公司 | 一种基础雷管药柱高度自动检测、剔除装置及方法 |
| CN103034192A (zh) * | 2012-12-04 | 2013-04-10 | 沈阳洪达信息科技有限公司 | 一种产品重量检验和自动处理装置的控制方法 |
| CN103695962A (zh) * | 2013-12-25 | 2014-04-02 | 云南南星科技开发有限公司 | 一种铜电解阳极重量检测方法及其装置 |
| CN103862712A (zh) * | 2014-02-28 | 2014-06-18 | 杭州东博自动化科技有限公司 | 模具注料装置 |
| CN208008094U (zh) * | 2018-02-08 | 2018-10-26 | 山东城际轨道交通科技有限公司 | 一种复合材料用精准计量装置 |
| CN109604542A (zh) * | 2019-01-31 | 2019-04-12 | 贵阳振兴铝镁科技产业发展有限公司 | 一种异形铝锭筛选系统及方法 |
| CN110900815A (zh) * | 2019-12-23 | 2020-03-24 | 东莞市中机建科实业有限公司 | 一种多用途混凝土预制构件生产线及其使用方法 |
| CN212707347U (zh) * | 2020-08-27 | 2021-03-16 | 周兆弟 | 预制构件布料系统 |
| CN113687052A (zh) * | 2021-07-16 | 2021-11-23 | 鞍山三冶建筑工程有限公司 | 一种混凝土试块自动化生产检测系统及方法 |
| CN217425081U (zh) * | 2021-12-30 | 2022-09-13 | 岳阳市青云高新材料有限公司 | 一种混凝土拌合物容重检测装置 |
-
2023
- 2023-02-21 CN CN202310139714.XA patent/CN115847592B/zh active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4102367A (en) * | 1977-03-21 | 1978-07-25 | A-Jer Engineering, Inc. | Automatic filling device |
| CN102679887A (zh) * | 2012-05-28 | 2012-09-19 | 广东宏大爆破股份有限公司 | 一种基础雷管药柱高度自动检测、剔除装置及方法 |
| CN103034192A (zh) * | 2012-12-04 | 2013-04-10 | 沈阳洪达信息科技有限公司 | 一种产品重量检验和自动处理装置的控制方法 |
| CN103695962A (zh) * | 2013-12-25 | 2014-04-02 | 云南南星科技开发有限公司 | 一种铜电解阳极重量检测方法及其装置 |
| CN103862712A (zh) * | 2014-02-28 | 2014-06-18 | 杭州东博自动化科技有限公司 | 模具注料装置 |
| CN208008094U (zh) * | 2018-02-08 | 2018-10-26 | 山东城际轨道交通科技有限公司 | 一种复合材料用精准计量装置 |
| CN109604542A (zh) * | 2019-01-31 | 2019-04-12 | 贵阳振兴铝镁科技产业发展有限公司 | 一种异形铝锭筛选系统及方法 |
| CN110900815A (zh) * | 2019-12-23 | 2020-03-24 | 东莞市中机建科实业有限公司 | 一种多用途混凝土预制构件生产线及其使用方法 |
| CN212707347U (zh) * | 2020-08-27 | 2021-03-16 | 周兆弟 | 预制构件布料系统 |
| CN113687052A (zh) * | 2021-07-16 | 2021-11-23 | 鞍山三冶建筑工程有限公司 | 一种混凝土试块自动化生产检测系统及方法 |
| CN217425081U (zh) * | 2021-12-30 | 2022-09-13 | 岳阳市青云高新材料有限公司 | 一种混凝土拌合物容重检测装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117387557A (zh) * | 2023-12-08 | 2024-01-12 | 中国云南路建集团股份公司 | 一种公路施工质量检测装置 |
| CN117387557B (zh) * | 2023-12-08 | 2024-03-12 | 中国云南路建集团股份公司 | 一种公路施工质量检测装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115847592B (zh) | 2023-05-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112046025B (zh) | 一种人造石薄板布料系统及布料方法 | |
| CN115847592A (zh) | 压力检测机构以及混凝土自动充填生产线 | |
| CN109773951B (zh) | 数控电动螺旋压砖机自动称量布料取砖系统 | |
| CN112549281B (zh) | 一种增强型水泥基泡沫保温隔声板的生产线 | |
| CN115556226A (zh) | 混凝土预制构件浇筑成型设备及成型方法 | |
| CN2912948Y (zh) | 一种高强度砌块成型机 | |
| CN115370150A (zh) | 一种用于建筑工程混凝土浇筑系统 | |
| CN218398645U (zh) | 一种全自动混凝土制砖成型机 | |
| CN116559023A (zh) | 一种集料堆积密度自动测试装置及方法 | |
| KR100449541B1 (ko) | 테트라포드 성형장치 | |
| CN211593134U (zh) | 一种水泥包装机械用计量称重装置 | |
| CN210190166U (zh) | 数控电动螺旋压砖机自动称量系统 | |
| CN208392309U (zh) | 一种混凝土电梯配重块自动生产线 | |
| CN218255944U (zh) | 一种混凝土骨料称量装置 | |
| CN217144649U (zh) | 一种新型嵌件振动排出称重输送装置 | |
| CN108453883A (zh) | 电梯配重块自动化生产线 | |
| CN212888204U (zh) | 带有升降机构的轨枕布料机 | |
| CN118493557B (zh) | 一种预制水泥基材料结构的一体化成型设备 | |
| CN219757512U (zh) | 一种饲料配料秤清理装置 | |
| CN221458045U (zh) | 一种振动自动灌装机 | |
| CN218365683U (zh) | 一种可稳定输送的混凝土配料机 | |
| CN219768810U (zh) | 一种具有除杂结构的上料斗 | |
| CN218381254U (zh) | 一种粉煤灰砖生产用原材料称重装置 | |
| CN213090923U (zh) | 一种刹车片生产用双托盘自动上料称料机 | |
| CN218700144U (zh) | 一种用于混凝土生产的砂石原料自动配料装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |