CN115609968B - 多束纤维螺旋环向一体缠绕制作高压储氢容器的设备 - Google Patents
多束纤维螺旋环向一体缠绕制作高压储氢容器的设备 Download PDFInfo
- Publication number
- CN115609968B CN115609968B CN202211618858.5A CN202211618858A CN115609968B CN 115609968 B CN115609968 B CN 115609968B CN 202211618858 A CN202211618858 A CN 202211618858A CN 115609968 B CN115609968 B CN 115609968B
- Authority
- CN
- China
- Prior art keywords
- yarn
- guide
- winding
- gear ring
- annular
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004804 winding Methods 0.000 title claims abstract description 125
- 239000000835 fiber Substances 0.000 title claims abstract description 52
- 229910052739 hydrogen Inorganic materials 0.000 title claims abstract description 49
- 239000001257 hydrogen Substances 0.000 title claims abstract description 49
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 title claims abstract description 48
- 238000003860 storage Methods 0.000 title claims abstract description 46
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 20
- 230000005540 biological transmission Effects 0.000 claims abstract description 87
- 230000033001 locomotion Effects 0.000 claims abstract description 16
- 230000009471 action Effects 0.000 claims abstract description 10
- 238000007598 dipping method Methods 0.000 claims description 22
- 230000007246 mechanism Effects 0.000 claims description 22
- 239000003292 glue Substances 0.000 claims description 16
- 230000002441 reversible effect Effects 0.000 claims description 14
- 210000001520 comb Anatomy 0.000 claims description 9
- 230000006835 compression Effects 0.000 claims description 4
- 238000007906 compression Methods 0.000 claims description 4
- 229920000049 Carbon (fiber) Polymers 0.000 abstract description 6
- 239000004917 carbon fiber Substances 0.000 abstract description 6
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 abstract description 6
- 230000008878 coupling Effects 0.000 abstract description 3
- 238000010168 coupling process Methods 0.000 abstract description 3
- 238000005859 coupling reaction Methods 0.000 abstract description 3
- 238000000034 method Methods 0.000 description 13
- 230000008569 process Effects 0.000 description 10
- 239000002131 composite material Substances 0.000 description 4
- 230000001360 synchronised effect Effects 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 3
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 241000282414 Homo sapiens Species 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 238000010923 batch production Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 235000021197 fiber intake Nutrition 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000010079 rubber tapping Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/56—Winding and joining, e.g. winding spirally
- B29C53/58—Winding and joining, e.g. winding spirally helically
- B29C53/60—Winding and joining, e.g. winding spirally helically using internal forming surfaces, e.g. mandrels
- B29C53/602—Winding and joining, e.g. winding spirally helically using internal forming surfaces, e.g. mandrels for tubular articles having closed or nearly closed ends, e.g. vessels, tanks, containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/10—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers for making packages of specified shapes or on specified types of bobbins, tubes, cores, or formers
- B65H54/20—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers for making packages of specified shapes or on specified types of bobbins, tubes, cores, or formers forming multiple packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/681—Component parts, details or accessories; Auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/12—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length
- B29B15/122—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length with a matrix in liquid form, e.g. as melt, solution or latex
- B29B15/125—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length with a matrix in liquid form, e.g. as melt, solution or latex by dipping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/12—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length
- B29B15/14—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length of filaments or wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/78—Moulding material on one side only of the preformed part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/04—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers for making packages with closely-wound convolutions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/70—Other constructional features of yarn-winding machines
- B65H54/74—Driving arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7154—Barrels, drums, tuns, vats
- B29L2031/7156—Pressure vessels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
- B65H2701/314—Carbon fibres
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/32—Hydrogen storage
Abstract
本发明属于碳纤维缠绕设备技术领域,提供了一种多束纤维螺旋环向一体缠绕制作高压储氢容器的设备,解决了束螺旋缠绕与环向缠绕设备分离,占地空间大,自由度较多,控制较为复杂,缠绕效率有待提高的问题。包括螺旋缠绕单元、环向缠绕单元、用于承托螺旋缠绕单元和环向缠绕单元的导向机座和支撑机座;齿轮驱动盘的端面具有连续的鸢尾花曲线滑轨,滑杆伸入滑轨且可随齿轮驱动盘的转动带动导纱轴管做径向滑动;锥齿轮可随第二传动齿圈的转动带动导纱轴管做自旋转运动;棘轮驱动盘旋转带动电动伸缩杆推动环向旋转盘转动,进而带动环向缠绕集束装置完成环向缠绕动作。本发明实现螺旋缠绕和环向缠绕一体化设计,使得螺旋和环向缠绕单元耦合程度更高。
Description
技术领域
本发明属于碳纤维缠绕设备技术领域,具体涉及一种多束纤维螺旋环向一体缠绕制作高压储氢容器的设备。
背景技术
氢能既是环境友好型能源,也是未来人类所需求的理想能源,氢能的大规模推广主要涉及生产、储存运输、应用三个重要环节,而如何保证储氢技术高效安全,是影响氢能推广应用的关键技术,也是目前亟待解决的关键问题;高压储氢被普遍认为是极具发展前景的储氢技术,高压储氢容器作为氢能的主要储存手段,其的制作开发决定氢能源的普及速度;高压储氢容器有Ⅲ型容器、Ⅳ型容器等,以碳纤维复合材料层作为压力容器的主要承载体,使其安全性能得到保障;高压储氢容器碳纤维复合材料层大多采用纤维缠绕工艺,根据工艺要求,现在较为成熟的缠绕成型工艺方法包括螺旋缠绕工艺和环向缠绕工艺。
目前主流的纤维缠绕方式为单丝束或者多丝束同时进行缠绕。单束缠绕不仅缠绕效率低,而且因纤维交叉架空产生的应力集中现象极大程度影碳纤维复合材料层的性能;而多束缠绕虽然效率得到提高,但仍存在设备开发费用较高、模块化设计不足的问题。由于高压储氢容器开发过程中存在结构强度要求高、生产成本价格贵和批量生产需求量大等特点,这对高压储氢容器制作设备开发方面提出更高的要求。目前,国内对多丝束缠绕设备开发较少,多束缠绕设备一般分为为螺旋缠绕设备和环向缠绕,多束螺旋缠绕与环向缠绕设备分离,占地空间大,自由度较多,控制较为复杂,缠绕效率有待提高。
发明内容
本发明为了解决多束螺旋缠绕与环向缠绕设备分离,占地空间大,自由度较多,控制较为复杂,缠绕效率有待提高的问题,提供了一种多束纤维螺旋环向一体缠绕制作高压储氢容器的设备,将螺旋缠绕单元和环向缠绕单元耦合,提高缠绕效率。
本发明采用如下的技术方案实现:一种多束纤维螺旋环向一体缠绕制作高压储氢容器的设备,包括螺旋缠绕单元、环向缠绕单元、用于承托螺旋缠绕单元和环向缠绕单元的导向机座和支撑机座;导向机座包括同轴固连的环形导向盘和环形筒,支撑机座固定在地面上且包括相对设置的第一机架板和第二机架板,两机架板上具有同轴设置的圆形通道,环形导向盘的一侧端面固连在第一机架板内侧;螺旋缠绕单元包括第一传动齿圈、第二传动齿圈、齿轮驱动盘和多个沿环形导向盘圆周阵列布置的纤维进给机构,纤维进给机构包括导纱轴管、滑杆、限位轴承、锥齿轮、出丝头和限位管,环形导向盘上设置有若干可供导纱轴管沿环形导向盘的径向滑动的导向槽,导纱轴管轴向设置有与锥齿轮滑动配合的键槽,锥齿轮键连接在导纱轴管上且位于环形导向盘的内侧,限位轴承的外圈固定在导向槽的内侧端,锥齿轮的一端与限位轴承的内圈固连,导纱轴管置于导向槽中且与限位轴承的内圈活动连接,限位管设置在导纱轴管的中部,滑杆固连在限位管上,导纱轴管相对于限位管轴向固定,周向转动,出丝头连接在导纱轴管的前端,第一传动齿圈和第二传动齿圈各在一个驱动机构的带动下转动;环形导向盘远离第一机架板的一侧端面通过回转支撑座与第一传动齿圈转动连接,齿轮驱动盘转动设置在环形筒上且位于第一传动齿圈的内侧,第一传动齿圈的内圈与齿轮驱动盘配合的一侧沿其周向间隔设置有多个正转棘爪和电磁压簧,齿轮驱动盘的外齿圈通过正转棘爪与第一传动齿圈配合传动,正转棘爪可在电磁压簧的作用下实现与齿轮驱动盘的啮合或分离,齿轮驱动盘的端面具有连续的鸢尾花曲线滑轨,滑杆伸入滑轨且可随齿轮驱动盘的转动带动导纱轴管做径向滑动;第二传动齿圈位于第一机架板的外侧,第二传动齿圈的端面固连有一齿轮筒,齿轮筒通过支撑轴承与环形导向盘转动连接,支撑轴承位于环形导向盘远离第一传动齿圈的一侧端面,齿轮筒远离第二传动齿圈的一端具有与锥齿轮啮合的齿圈,锥齿轮可随第二传动齿圈的转动带动导纱轴管做自旋转运动;环向缠绕单元包括棘轮驱动盘、环向旋转盘、T型套筒、环向缠绕集束装置、电动伸缩杆、导纱辊和纤维纱卷,棘轮驱动盘转动设置在环形筒上且与齿轮驱动盘之间通过T型套筒隔开,环向缠绕单元与螺旋缠绕单元共用一个第一传动齿圈,第一传动齿圈的内圈与棘轮驱动盘配合的一侧沿其周向间隔设置有多个反转棘爪和电磁压簧,棘轮驱动盘的端面齿圈通过反转棘爪与第一传动齿圈配合传动,反转棘爪可在电磁压簧的作用下实现与棘轮驱动盘的啮合或分离;第二机架板的圆形通道外周圆周阵列有若干滚轮,环向旋转盘通过滚轮转动连接在第二机架板外侧,电动伸缩杆的一端固连在棘轮驱动盘上,另一端伸出环向旋转盘与环向缠绕集束装置连接,导纱辊和纤维纱卷设置在环向旋转盘靠近棘轮驱动盘一侧的端面,电动伸缩杆带动环向缠绕集束装置伸出至工作位,棘轮驱动盘旋转带动电动伸缩杆推动环向旋转盘转动,进而带动环向缠绕集束装置完成环向缠绕动作。
优选地,环向缠绕集束装置包括集束托架、浸胶槽、导纱梳、浸胶辊和导纱支架,集束托架固连在电动伸缩杆的一端,两个导纱梳分别设置在集束托架的前后两端,集束托架前端下部设置有导纱孔,浸胶辊转动设置在集束托架上,浸胶辊下方的集束托架上设置有浸胶槽,导纱支架固连在集束托架靠近电动伸缩杆的一端,导纱支架上设置有导纱孔,纤维丝束经导纱辊传输至导纱支架上的导纱孔,并经导纱梳分束、浸胶辊浸胶后,为环向缠绕供给纤维丝束。
优选地,限位管的一端向内延伸形成限位卡环,导纱轴管上对应限位卡环的位置设置有环形槽。
优选地,锥齿轮与限位轴承的内圈之间通过连接套管固定,导纱轴管和出丝头中均设置有导纱通道且互相连通。
优选地,导纱辊和纤维纱卷垂直于环向旋转盘,多个导纱辊和多个纤维纱卷均圆周阵列设置在环向旋转盘,棘轮驱动盘和环向旋转盘上均设置有多个封闭型缺口。
优选地,第二传动齿圈、环形导向盘、齿轮驱动盘、棘轮驱动盘、第一传动齿圈和环向旋转盘同轴设置,且均具有使高压储氢容器穿过的圆形通道。
优选地,第一传动齿圈与第二传动齿圈的驱动机构均为蜗杆驱动组件,蜗杆驱动组件包括蜗杆、伺服电机和承托座,其中与第一传动齿圈啮合的蜗杆处的承托座固定在地面,与第二传动齿圈啮合的蜗杆处的承托座固连在第一机架板的外壁。
优选地,回转支撑座的外圈与第一传动齿圈固连,回转支撑座的内圈通过驱动轴承与环形导向盘转动连接。
与现有技术相比,本发明的有益效果是:
1. 本发明实现螺旋缠绕和环向缠绕设备一体化设计,使得螺旋和环向缠绕设备机构耦合程度更高,不仅可以提高缠绕效率,而且可以减少纤维用量,减少设备占地空间,降低生产成本,为碳纤维复合材料缠绕制作高压储氢容器提供了新的方案。
2. 本发明采用在端面设计有连续鸢尾花曲线滑轨的齿轮驱动盘,驱动若干个纤维进给机构上的螺旋缠绕出丝头进行同步径向进给;在结构特点上采用连续曲线槽设计,不仅可以提高进给移动的控制精度,避免一般齿轮啮合传动的机械振动,使出丝头径向进给移动更加流畅,同时采用齿轮盘模块化设计,使设备可以针对不同粗细的储氢气瓶进行零部件更换,降低设备开发成本。
3. 本发明采用齿轮筒啮合驱动圆周均布的锥齿轮,保证传递到螺旋缠绕导纱轴管的自转是同时同步的,实现螺旋缠绕多束出丝头同步旋转;带限位键槽的导纱轴管设计,保证了螺旋缠绕时,出丝头的径向进给和旋转运动互不影响。
4. 本发明的双层反向棘轮设计,环向缠绕单元与螺旋缠绕单元共用一个第一传动齿圈,通过在第一传动齿圈上分别设置带电磁压簧的正转棘爪和反转棘爪,分别控制齿轮驱动盘和棘轮驱动盘的转动;当进行螺旋缠绕时,电磁压簧控制正转棘爪压下并与齿轮驱动盘外侧齿啮合,第一传动齿圈正转带动齿轮驱动盘旋转进而驱动若干个纤维进给机构做同步径向移动;当进行环向缠绕时,电磁压簧控制反转棘爪压下并与棘轮驱动盘外侧齿啮合,第一传动齿圈反转带动棘轮驱动盘旋转进而驱动环向缠绕集束装置做旋转运动,两个运动过程相互独立,运动机构共用一个电机,节省电机成本。
5. 本发明通过第一传动齿圈啮合传动棘轮驱动盘带动环向缠绕集束装置旋转,配合电动伸缩杆装置轴向进给移动,完成环向缠绕动作;其中电动伸缩杆带动环向旋转盘一同旋转,保证环向旋转盘上的纤维纱卷出纱流畅,不会出现绞纱现象;通过机构耦合和结构创新,突破不断纱缠绕的缠绕方法,解决现有多束螺旋和环向缠绕工艺设备分离的难题,大大提高缠绕效率,降低设备占地空间和制造成本,是目前解决目前螺旋和环向缠绕工艺瑕疵的一种可行方案。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
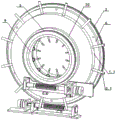
图1是本实施例的整体结构示意图;
图2是本实施例的整体结构的爆炸示意图;
图3是本实施例中齿轮驱动盘处的结构示意图;
图4是本实施例中第二传动齿圈处的结构示意图;
图5是本实施例中回转支撑座处的爆炸示意图;
图6是本实施例中纤维进给机构的结构示意图;
图7是本实施例中纤维进给机构的安装结构图;
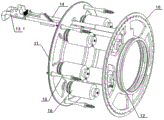
图8是本实施例中环向缠绕单元的结构示意图;
图9是本实施例中环向缠绕集束装置的结构示意图;
图10是本实施例的工作流程图。
图中:1-导向机座;1.1-环形导向盘;1.2-环形筒;1.11-导向槽;2-第一传动齿圈;3-第二传动齿圈;4-齿轮驱动盘;4.1-鸢尾花曲线滑轨;5.1-导纱轴管;5.11-环形槽;5.2-滑杆;5.3-限位轴承;5.4-锥齿轮;5.5-出丝头;5.6-限位管;5.61-限位卡环;5.7-连接套管;6-回转支撑座;7.1-正转棘爪;7.2-反转棘爪;8-电磁压簧;9-齿轮筒;10-棘轮驱动盘;11-环向旋转盘;12-T型套筒;13.1-集束托架;13.2-浸胶槽;13.3-导纱梳;13.4-浸胶辊;13.5-导纱支架;14-电动伸缩杆;15-导纱辊;16-纤维纱卷;17.1-第一机架板;17.2-第二机架板;18-滚轮;19-驱动轴承;20-支撑轴承;21-储氢容器;22-储氢容器进给机构。
具体实施方式
结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚,完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部实施例。基于本发明的实施例,本领域的普通技术人员在没有做出创造性地劳动的前提下所得到的所有其他实施方式,都属于本发明所保护的范围。
须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内,需要说明的是,在本说明书中,诸如第一和第二之类的关系术语仅仅用来将一个实体与另外几个实体区分开来,而不一定要求或者暗示这些实体之间存在任何这种实际的关系或者顺序。
本发明提供了一种实施例:
如图1、图2所示,一种多束纤维螺旋环向一体缠绕制作高压储氢容器的设备,包括螺旋缠绕单元、环向缠绕单元、用于承托螺旋缠绕单元和环向缠绕单元的导向机座1和支撑机座;导向机座1包括同轴固连的环形导向盘1.1和环形筒1.2,支撑机座固定在地面上且包括平行设置的第一机架板17.1和第二机架板17.2,两机架板上具有同轴设置的圆形通道,两机架板之间连接有支撑肋,环形导向盘1.1的一侧端面固连在第一机架板17.1内侧。
螺旋缠绕单元包括第一传动齿圈2、第二传动齿圈3、齿轮驱动盘4和多个沿环形导向盘1.1圆周阵列布置的纤维进给机构,如图6、图7所示,纤维进给机构包括导纱轴管5.1、滑杆5.2、限位轴承5.3、锥齿轮5.4、出丝头5.5和限位管5.6,环形导向盘1.1上设置有若干可供导纱轴管5.1沿环形导向盘1.1的径向滑动的导向槽1.11,导纱轴管5.1轴向设置有与锥齿轮5.4滑动配合的键槽,锥齿轮5.4键连接在导纱轴管5.1上且位于环形导向盘1.1的内侧,限位轴承5.3的外圈固定在导向槽1.11的内侧端,锥齿轮5.4与限位轴承5.3的内圈之间通过连接套管5.7固定,对锥齿轮5.4进行定位的同时保证其可以转动,导纱轴管5.1置于导向槽1.11中且活动穿设于限位轴承5.3的内圈中,导纱轴管5.1两端伸出导向槽1.11,限位管5.6设置在导纱轴管5.1的中部,滑杆5.2固连在限位管5.6上,导纱轴管5.1相对于限位管5.6轴向固定,周向转动,限位管5.6的一端向内延伸形成限位卡环5.61,导纱轴管5.1上对应限位卡环5.61的位置设置有环形槽5.11;出丝头5.5连接在导纱轴管5.1的前端,导纱轴管5.1和出丝头5.5中均设置有导纱通道且互相连通;第一传动齿圈2和第二传动齿圈3各在一个驱动机构的带动下转动;第一传动齿圈2与第二传动齿圈3的驱动机构均为蜗杆驱动组件,蜗杆驱动组件包括蜗杆、伺服电机和承托座,其中与第一传动齿圈2啮合的蜗杆处的承托座固定在地面,与第二传动齿圈3啮合的蜗杆处的承托座固连在第一机架板17.1的外壁。
如图3、图4和图5所示,环形导向盘1.1远离第一机架板17.1的一侧端面通过回转支撑座6与第一传动齿圈2转动连接,回转支撑座6的外圈与第一传动齿圈2固连,回转支撑座6的内圈通过驱动轴承19与环形导向盘1.1转动连接;齿轮驱动盘4转动设置在环形筒1.2上且位于第一传动齿圈2的内侧,第一传动齿圈2的内圈与齿轮驱动盘4配合的一侧沿其周向间隔设置有多个正转棘爪7.1和电磁压簧8,齿轮驱动盘4的外齿圈通过正转棘爪7.1与第一传动齿圈2配合传动,正转棘爪7.1可在电磁压簧8的作用下实现与齿轮驱动盘4的啮合或分离,第一传动齿圈2的内圈对应棘爪的位置具有棘爪槽;齿轮驱动盘4的端面具有连续的鸢尾花曲线滑轨4.1,鸢尾花曲线滑轨4.1成连续的波形,包括多个连续的波峰和波谷,相邻的两个波峰之间对应有一个滑杆5.2,滑杆5.2伸入滑轨且可随齿轮驱动盘4的转动带动导纱轴管5.1做径向滑动;第二传动齿圈3位于第一机架板17.1的外侧,第二传动齿圈3的端面固连有一齿轮筒9,齿轮筒9通过支撑轴承20与环形导向盘1.1转动连接,支撑轴承20位于环形导向盘1.1远离第一传动齿圈2的一侧端面,齿轮筒9远离第二传动齿圈3的一端具有与锥齿轮5.4啮合的齿圈,锥齿轮5.4可随第二传动齿圈3的转动带动导纱轴管5.1做自旋转运动;所有的导纱轴管5.1做同步的径向移动和自旋转运动。
如图8所示,环向缠绕单元包括棘轮驱动盘10、环向旋转盘11、T型套筒12、环向缠绕集束装置、电动伸缩杆14、导纱辊15和纤维纱卷16,棘轮驱动盘10转动设置在环形筒1.2上且与齿轮驱动盘4之间通过T型套筒12隔开,齿轮驱动盘4、棘轮驱动盘10均相对于环形筒1.2轴向固定,周向转动,且均位于第一传动齿圈2的内圈中,环向缠绕单元与螺旋缠绕单元共用一个第一传动齿圈2,第一传动齿圈2的内圈与棘轮驱动盘10配合的一侧沿其周向间隔设置有多个反转棘爪7.2和电磁压簧8,棘轮驱动盘10的端面齿圈通过反转棘爪7.2与第一传动齿圈2配合传动,反转棘爪7.2可在电磁压簧8的作用下实现与棘轮驱动盘10的啮合或分离;第二机架板17.2的圆形通道外周圆周阵列有若干滚轮18,环向旋转盘11通过滚轮18转动连接在第二机架板17.2外侧,电动伸缩杆14的一端固连在棘轮驱动盘10上,另一端伸出环向旋转盘11与环向缠绕集束装置连接,导纱辊15和纤维纱卷16设置在环向旋转盘11靠近棘轮驱动盘10一侧的端面,导纱辊15和纤维纱卷16垂直于环向旋转盘11,多个导纱辊15和多个纤维纱卷16均圆周阵列设置在环向旋转盘11,棘轮驱动盘10和环向旋转盘11上均设置有多个封闭型缺口;电动伸缩杆14带动环向缠绕集束装置伸出至工作位,棘轮驱动盘10旋转带动电动伸缩杆14推动环向旋转盘11转动,进而带动环向缠绕集束装置完成环向缠绕动作。
如图9所示,环向缠绕集束装置包括集束托架13.1、浸胶槽13.2、导纱梳13.3、浸胶辊13.4和导纱支架13.5,集束托架13.1固连在电动伸缩杆14的一端,两个导纱梳13.3分别设置在集束托架13.1的前后两端,集束托架13.1前端下部设置有导纱孔,浸胶辊13.4转动设置在集束托架13.1上,浸胶辊13.4下方的集束托架13.1上设置有浸胶槽13.2,导纱支架13.5固连在集束托架13.1靠近电动伸缩杆14的一端,导纱支架13.5上设置有导纱孔,纤维丝束经导纱辊15传输至导纱支架13.5上的导纱孔,并经导纱梳13.3分束、浸胶辊13.4浸胶后,为环向缠绕供给纤维丝束。
第二传动齿圈3、环形导向盘1.1、齿轮驱动盘4、棘轮驱动盘10、第一传动齿圈2和环向旋转盘11同轴设置,且均具有使高压储氢容器穿过的圆形通道。
如图10所示,具体工作流程:
1.储氢容器21在储氢容器进给机构22的带动下轴向进给,周向转动;其中一个蜗杆驱动组件带动第一传动齿圈2转动,安装在第一传动齿圈2内圈的正转棘爪7.1处的电磁压簧8带动正转棘爪7.1与齿轮驱动盘4啮合,齿轮驱动盘4转动;齿轮驱动盘4上的鸢尾花曲线滑轨4.1带动滑杆5.2沿环形导向盘1.1的导向槽1.11径向滑动,滑杆5.2带动导纱轴管5.1和出丝头5.5径向伸出,直至出丝头5.5径向移动至储氢容器21封头段设定距离;同时,另一蜗杆驱动组件带动第二传动齿圈3转动,与第二传动齿圈3固连的齿轮筒9随之转动,齿轮筒9带动与其啮合的锥齿轮5.4转动,锥齿轮5.4带动与其键配合的导纱轴管5.1和出丝头5.5做自旋转运动;
2. 储氢容器进给机构22带动储氢容器21轴向进给,出丝头5.5径向缩回并伴随旋转运动,使纤维丝束与储氢容器21的瓶身按一定缠绕角度贴合,当缠绕至筒身段,出丝头5.5停止缩回,直至筒身段缠绕完毕,出丝头5.5继续开始伸出,伴随旋转运动完成对后封头段的缠绕。配合被缠绕储氢容器21的轴向移动和自转,往复三到四次,可完成对被缠绕的储氢容器21的螺旋缠绕过程。
3. 对缠绕的储氢容器21螺旋缠绕完成后,无需切断螺旋缠绕纤维丝束,储氢容器21轴向移动至环向缠绕单元处,此时,安装在第一传动齿圈2内圈中的反转棘爪7.2处的电磁压簧8带动反转棘爪7.2与棘轮驱动盘10啮合,同时正转棘爪7.1处的电磁压簧8断电,正转棘爪7.1与齿轮驱动盘4脱离啮合,棘轮驱动盘10转动;棘轮驱动盘10通过与其固连的电动伸缩杆14带动环向旋转盘11转动,环向旋转盘11带动环向缠绕集束装置旋转;被缠绕的储氢容器21处于静止状态,环向旋转盘11的旋转配合电动伸缩杆14的轴向移动,完成环向缠绕集束装置对储氢容器21筒身段的环向缠绕。
期间,环向旋转盘11上的纤维纱卷16转动,避免纱束交叉扭合,输出的纤维丝束通过导纱辊15传输至导纱支架13.5上的导纱孔,并沿电动伸缩杆14轴向传输至环向缠绕集束装置,再由导纱梳13.3分束防止纤维纱束搅和在一起,并由浸胶辊13.4浸胶后,汇聚为集束纤维纱束,为环向缠绕供给纤维纱束。完成环向缠绕后,电动伸缩杆14驱动环向缠绕集束装置伸回,系统停止工作。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应该涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
Claims (7)
1.一种多束纤维螺旋环向一体缠绕制作高压储氢容器的设备,其特征在于:包括螺旋缠绕单元、环向缠绕单元、用于承托螺旋缠绕单元和环向缠绕单元的导向机座(1)和支撑机座;导向机座(1)包括同轴固连的环形导向盘(1.1)和环形筒(1.2),支撑机座固定在地面上且包括相对设置的第一机架板(17.1)和第二机架板(17.2),两机架板上具有同轴设置的圆形通道,环形导向盘(1.1)的一侧端面固连在第一机架板(17.1)内侧;
螺旋缠绕单元包括第一传动齿圈(2)、第二传动齿圈(3)、齿轮驱动盘(4)和多个沿环形导向盘(1.1)圆周阵列布置的纤维进给机构,纤维进给机构包括导纱轴管(5.1)、滑杆(5.2)、限位轴承(5.3)、锥齿轮(5.4)、出丝头(5.5)和限位管(5.6),环形导向盘(1.1)上设置有若干可供导纱轴管(5.1)沿环形导向盘(1.1)的径向滑动的导向槽(1.11),导纱轴管(5.1)轴向设置有与锥齿轮(5.4)滑动配合的键槽,锥齿轮(5.4)键连接在导纱轴管(5.1)上且位于环形导向盘(1.1)的内侧,限位轴承(5.3)的外圈固定在导向槽(1.11)的内侧端,锥齿轮(5.4)的一端与限位轴承(5.3)的内圈固连,导纱轴管(5.1)置于导向槽(1.11)中且与限位轴承(5.3)的内圈活动连接,限位管(5.6)设置在导纱轴管(5.1)的中部,滑杆(5.2)固连在限位管(5.6)上,导纱轴管(5.1)相对于限位管(5.6)轴向固定,周向转动,出丝头(5.5)连接在导纱轴管(5.1)的前端,第一传动齿圈(2)和第二传动齿圈(3)各在一个驱动机构的带动下转动;
环形导向盘(1.1)远离第一机架板(17.1)的一侧端面通过回转支撑座(6)与第一传动齿圈(2)转动连接,齿轮驱动盘(4)转动设置在环形筒(1.2)上且位于第一传动齿圈(2)的内侧,第一传动齿圈(2)的内圈与齿轮驱动盘(4)配合的一侧沿其周向间隔设置有多个正转棘爪(7.1)和电磁压簧(8),齿轮驱动盘(4)的外齿圈通过正转棘爪(7.1)与第一传动齿圈(2)配合传动,正转棘爪(7.1)可在电磁压簧(8)的作用下实现与齿轮驱动盘(4)的啮合或分离,齿轮驱动盘(4)的端面具有连续的鸢尾花曲线滑轨(4.1),滑杆(5.2)伸入滑轨且可随齿轮驱动盘(4)的转动带动导纱轴管(5.1)做径向滑动;第二传动齿圈(3)位于第一机架板(17.1)的外侧,第二传动齿圈(3)的端面固连有一齿轮筒(9),齿轮筒(9)通过支撑轴承(20)与环形导向盘(1.1)转动连接,支撑轴承(20)位于环形导向盘(1.1)远离第一传动齿圈(2)的一侧端面,齿轮筒(9)远离第二传动齿圈(3)的一端具有与锥齿轮(5.4)啮合的齿圈,锥齿轮(5.4)可随第二传动齿圈(3)的转动带动导纱轴管(5.1)做自旋转运动;
环向缠绕单元包括棘轮驱动盘(10)、环向旋转盘(11)、T型套筒(12)、环向缠绕集束装置、电动伸缩杆(14)、导纱辊(15)和纤维纱卷(16),棘轮驱动盘(10)转动设置在环形筒(1.2)上且与齿轮驱动盘(4)之间通过T型套筒(12)隔开,环向缠绕单元与螺旋缠绕单元共用一个第一传动齿圈(2),第一传动齿圈(2)的内圈与棘轮驱动盘(10)配合的一侧沿其周向间隔设置有多个反转棘爪(7.2)和电磁压簧(8),棘轮驱动盘(10)的端面齿圈通过反转棘爪(7.2)与第一传动齿圈(2)配合传动,反转棘爪(7.2)可在电磁压簧(8)的作用下实现与棘轮驱动盘(10)的啮合或分离;第二机架板(17.2)的圆形通道外周圆周阵列有若干滚轮(18),环向旋转盘(11)通过滚轮(18)转动连接在第二机架板(17.2)外侧,电动伸缩杆(14)的一端固连在棘轮驱动盘(10)上,另一端伸出环向旋转盘(11)与环向缠绕集束装置连接,导纱辊(15)和纤维纱卷(16)设置在环向旋转盘(11)靠近棘轮驱动盘(10)一侧的端面,电动伸缩杆(14)带动环向缠绕集束装置伸出至工作位,棘轮驱动盘(10)旋转带动电动伸缩杆(14)推动环向旋转盘(11)转动,进而带动环向缠绕集束装置完成环向缠绕动作;
环向缠绕集束装置包括集束托架(13.1)、浸胶槽(13.2)、导纱梳(13.3)、浸胶辊(13.4)和导纱支架(13.5),集束托架(13.1)固连在电动伸缩杆(14)的一端,两个导纱梳(13.3)分别设置在集束托架(13.1)的前后两端,集束托架(13.1)前端下部设置有导纱孔,浸胶辊(13.4)转动设置在集束托架(13.1)上,浸胶辊(13.4)下方的集束托架(13.1)上设置有浸胶槽(13.2),导纱支架(13.5)固连在集束托架(13.1)靠近电动伸缩杆(14)的一端,导纱支架(13.5)上设置有导纱孔,纤维丝束经导纱辊(15)传输至导纱支架(13.5)上的导纱孔,并经导纱梳(13.3)分束、浸胶辊(13.4)浸胶后,为环向缠绕供给纤维丝束。
2.根据权利要求1所述的多束纤维螺旋环向一体缠绕制作高压储氢容器的设备,其特征在于:所述限位管(5.6)的一端向内延伸形成限位卡环(5.61),导纱轴管(5.1)上对应限位卡环(5.61)的位置设置有环形槽(5.11)。
3.根据权利要求1所述的多束纤维螺旋环向一体缠绕制作高压储氢容器的设备,其特征在于:所述锥齿轮(5.4)与限位轴承(5.3)的内圈之间通过连接套管(5.7)固定,导纱轴管(5.1)和出丝头(5.5)中均设置有导纱通道且互相连通。
4.根据权利要求1所述的多束纤维螺旋环向一体缠绕制作高压储氢容器的设备,其特征在于:所述导纱辊(15)和纤维纱卷(16)垂直于环向旋转盘(11),多个导纱辊(15)和多个纤维纱卷(16)均圆周阵列设置在环向旋转盘(11),棘轮驱动盘(10)和环向旋转盘(11)上均设置有多个封闭型缺口。
5.根据权利要求1所述的多束纤维螺旋环向一体缠绕制作高压储氢容器的设备,其特征在于:所述第二传动齿圈(3)、环形导向盘(1.1)、齿轮驱动盘(4)、棘轮驱动盘(10)、第一传动齿圈(2)和环向旋转盘(11)同轴设置,且均具有使高压储氢容器穿过的圆形通道。
6.根据权利要求1所述的多束纤维螺旋环向一体缠绕制作高压储氢容器的设备,其特征在于:所述第一传动齿圈(2)与第二传动齿圈(3)的驱动机构均为蜗杆驱动组件,蜗杆驱动组件包括蜗杆、伺服电机和承托座,其中与第一传动齿圈(2)啮合的蜗杆处的承托座固定在地面,与第二传动齿圈(3)啮合的蜗杆处的承托座固连在第一机架板(17.1)的外壁。
7.根据权利要求1所述的多束纤维螺旋环向一体缠绕制作高压储氢容器的设备,其特征在于:所述回转支撑座(6)的外圈与第一传动齿圈(2)固连,回转支撑座(6)的内圈通过驱动轴承(19)与环形导向盘(1.1)转动连接。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211618858.5A CN115609968B (zh) | 2022-12-16 | 2022-12-16 | 多束纤维螺旋环向一体缠绕制作高压储氢容器的设备 |
| US18/325,231 US11795029B1 (en) | 2022-12-16 | 2023-05-30 | Integrated spiral and hooping winding equipment for multi-bundle fibers |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211618858.5A CN115609968B (zh) | 2022-12-16 | 2022-12-16 | 多束纤维螺旋环向一体缠绕制作高压储氢容器的设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115609968A CN115609968A (zh) | 2023-01-17 |
| CN115609968B true CN115609968B (zh) | 2023-03-10 |
Family
ID=84879774
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211618858.5A Active CN115609968B (zh) | 2022-12-16 | 2022-12-16 | 多束纤维螺旋环向一体缠绕制作高压储氢容器的设备 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US11795029B1 (zh) |
| CN (1) | CN115609968B (zh) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117297173B (zh) * | 2023-11-29 | 2024-03-08 | 新乡市中汇过滤技术有限公司 | 复合滤芯卷绕装置及复合滤芯制备方法 |
| CN117584438B (zh) * | 2024-01-18 | 2024-03-26 | 迅硕电子科技(常州)有限公司 | 一种保护膜贴合机用贴料输送装置以及方法 |
| CN117650459B (zh) * | 2024-01-30 | 2024-04-02 | 国网山东省电力公司阳谷县供电公司 | 一种便于调节的供电电缆安装设备 |
| CN117734200B (zh) * | 2024-02-20 | 2024-04-16 | 太原理工大学 | 纤维铺放机械手与自行走装置、纤维铺放方法 |
| CN117754846B (zh) * | 2024-02-22 | 2024-04-26 | 太原理工大学 | 开裂式纤维缠绕机械手与自行走装置、纤维缠绕方法 |
| CN117774398B (zh) * | 2024-02-27 | 2024-05-03 | 沈阳增材机械制造有限公司 | 一种玻璃钢缠绕成型装置及其成型工艺 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2609997A (en) * | 1946-03-07 | 1952-09-09 | Celanese Corp | Yarn winding machine |
| FR1025639A (fr) * | 1949-09-27 | 1953-04-17 | Tmm Research Ltd | Appareil torsadeur de mèche pour cardes et machines textiles analogues |
| US3566654A (en) * | 1968-02-20 | 1971-03-02 | Republic Steel Corp | Coiling apparatus |
| US4136835A (en) * | 1978-03-16 | 1979-01-30 | Platt Saco Lowell Limited | Builder mechanism for textile machine |
| CN2740385Y (zh) * | 2004-11-14 | 2005-11-16 | 张国志 | 纵向、环向浸胶湿法玻璃钢管材连续缠管机 |
| CN113371528A (zh) * | 2021-06-07 | 2021-09-10 | 太原理工大学 | 一种多束纤维环向缠绕装置及其控制系统 |
| CN115122680A (zh) * | 2022-09-01 | 2022-09-30 | 江苏高倍智能装备有限公司 | 一种复合材料的缠绕拉挤生产线 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT669872A (zh) * | 1961-06-14 | |||
| DE1244028B (de) * | 1963-07-26 | 1967-07-06 | Barmag Barmer Maschf | Steuer- und Schaltvorrichtung an mechanisch oder hydraulisch angetriebenen Changiereinrichtungen bei Spinn-, Spul- und insbesondere Ringzwirnmaschinen |
| PH12625A (en) * | 1974-09-05 | 1979-07-05 | Yoshida Kogyo Kk | Method and apparatus for manufacturing helically coiled coupling elements |
| WO2010125651A1 (ja) * | 2009-04-28 | 2010-11-04 | トヨタ自動車株式会社 | フィラメントワインディング装置およびフィラメントワインディング方法 |
| JP2015107574A (ja) * | 2013-12-04 | 2015-06-11 | トヨタ自動車株式会社 | タンクの製造方法及びタンクの製造装置 |
| JP6018119B2 (ja) * | 2014-05-14 | 2016-11-02 | トヨタ自動車株式会社 | タンクの製造方法、ヘリカル巻き装置、及び、フィラメントワインディング装置 |
| JP6191654B2 (ja) * | 2015-05-18 | 2017-09-06 | トヨタ自動車株式会社 | タンクの製造方法、および、タンクの製造装置 |
| JP2017115938A (ja) * | 2015-12-22 | 2017-06-29 | ニッタ株式会社 | 高圧容器および高圧容器の製造方法 |
| KR102172601B1 (ko) * | 2017-03-21 | 2020-11-02 | 무라다기카이가부시끼가이샤 | 필라멘트 와인딩 장치 |
| JP6870600B2 (ja) * | 2017-12-06 | 2021-05-12 | トヨタ自動車株式会社 | フィラメントワインディング装置 |
| CN108582814B (zh) * | 2018-05-25 | 2023-11-03 | 中国科学院自动化研究所 | 单驱动的复合材料铺丝头一体化装置及其重送轮轴系统 |
| JP2020034125A (ja) * | 2018-08-31 | 2020-03-05 | トヨタ自動車株式会社 | タンクの製造方法 |
| JP7088086B2 (ja) * | 2019-03-07 | 2022-06-21 | トヨタ自動車株式会社 | タンクの製造方法 |
| JP7226204B2 (ja) * | 2019-09-13 | 2023-02-21 | トヨタ自動車株式会社 | タンクの製造方法 |
| JP7226346B2 (ja) * | 2020-01-09 | 2023-02-21 | トヨタ自動車株式会社 | 高圧タンクの製造方法およびその製造装置 |
| EP4115115A4 (en) * | 2020-03-04 | 2023-11-29 | Quantum Fuel Systems LLC | SPACE-ADAPTABLE PRESSURE GAS STORAGE SYSTEM |
| JP7432403B2 (ja) * | 2020-03-13 | 2024-02-16 | 本田技研工業株式会社 | フィラメントワインディング装置及びフィラメントワインディング方法 |
| JP2021187094A (ja) * | 2020-06-02 | 2021-12-13 | トヨタ自動車株式会社 | 高圧タンクの製造方法 |
| JP7254107B2 (ja) * | 2021-02-10 | 2023-04-07 | 本田技研工業株式会社 | 高圧容器の検査方法および検査装置 |
| JP2022144646A (ja) * | 2021-03-19 | 2022-10-03 | 本田技研工業株式会社 | 高圧タンク及びその製造方法 |
| JP2022190226A (ja) * | 2021-06-14 | 2022-12-26 | トヨタ自動車株式会社 | 圧力容器のひずみ解析装置および圧力容器の製造方法 |
| JP2023060475A (ja) * | 2021-10-18 | 2023-04-28 | トヨタ自動車株式会社 | 高圧タンク及びその製造方法 |
-
2022
- 2022-12-16 CN CN202211618858.5A patent/CN115609968B/zh active Active
-
2023
- 2023-05-30 US US18/325,231 patent/US11795029B1/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2609997A (en) * | 1946-03-07 | 1952-09-09 | Celanese Corp | Yarn winding machine |
| FR1025639A (fr) * | 1949-09-27 | 1953-04-17 | Tmm Research Ltd | Appareil torsadeur de mèche pour cardes et machines textiles analogues |
| US3566654A (en) * | 1968-02-20 | 1971-03-02 | Republic Steel Corp | Coiling apparatus |
| US4136835A (en) * | 1978-03-16 | 1979-01-30 | Platt Saco Lowell Limited | Builder mechanism for textile machine |
| CN2740385Y (zh) * | 2004-11-14 | 2005-11-16 | 张国志 | 纵向、环向浸胶湿法玻璃钢管材连续缠管机 |
| CN113371528A (zh) * | 2021-06-07 | 2021-09-10 | 太原理工大学 | 一种多束纤维环向缠绕装置及其控制系统 |
| CN115122680A (zh) * | 2022-09-01 | 2022-09-30 | 江苏高倍智能装备有限公司 | 一种复合材料的缠绕拉挤生产线 |
Non-Patent Citations (2)
| Title |
|---|
| 大型肘形管专用缠绕机的结构设计及缠绕工艺实现;刘阳等;《纤维复合材料》(第01期);第23-26页 * |
| 自紧压力对全缠绕复合气瓶疲劳性能的影响;秦小强等;《复合材料科学与工程》(第06期);第57-61页 * |
Also Published As
| Publication number | Publication date |
|---|---|
| US11795029B1 (en) | 2023-10-24 |
| CN115609968A (zh) | 2023-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN115609968B (zh) | 多束纤维螺旋环向一体缠绕制作高压储氢容器的设备 | |
| CN113334748B (zh) | 一种纤维缠绕装置 | |
| CN209777898U (zh) | 一种具有卷线机构的电力电缆设备 | |
| CN101898222B (zh) | 小型多股簧数控加工机床 | |
| CN113386329A (zh) | 一种纤维缠绕机及缠绕方法 | |
| CN201455151U (zh) | 金属筛网多头焊接成型设备 | |
| CN107398508A (zh) | 一种内管体的拼接装置及轴向组合玻璃钢复合缠绕管的制备设备 | |
| CN115230201B (zh) | 一种多束纤维螺旋缠绕制作储料容器的方法 | |
| CN114803686A (zh) | 一种生物基化学纤维制备用绕丝机 | |
| CN113334747A (zh) | 一种高质高效纤维缠绕方法 | |
| CN104091653B (zh) | 辊压束线框绞机 | |
| CN218513237U (zh) | 一种电缆包覆加工设备 | |
| CN115214167B (zh) | 多束纤维双层螺旋环向一体化缠绕制作储料容器的设备 | |
| CN206032881U (zh) | 一种工业废气VOCs处理的玻纤材料自动卷绕装置 | |
| CN212404430U (zh) | 一种编织机的高性能连续编织包覆芯线平台 | |
| CN114148835A (zh) | 一种快速缠绕机 | |
| CN211848613U (zh) | 一种钢绞线成绳装置 | |
| CN209467944U (zh) | 加强芯收线装置 | |
| CN104928810B (zh) | 包覆机中抗起球多彩导电聚氨酯纤维纱线线卷驱动装置 | |
| DE112018005407B4 (de) | Filamentwickelvorrichtung | |
| CN217673431U (zh) | 一种绳缆捆绑装置 | |
| CN203277955U (zh) | 一种光纤盘制装置 | |
| CN102170203B (zh) | T形骨架小电机转子自动绕线装置及“α”缠头绕制方法 | |
| CN213441257U (zh) | 丝材增强复合管材生产线及缠绕机 | |
| CN218730138U (zh) | 填充绳加捻装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |