CN1154563C - 带凹凸表面的包装层压板、该包装层压板的压印方法及由该包装层压板制成的包装容器 - Google Patents
带凹凸表面的包装层压板、该包装层压板的压印方法及由该包装层压板制成的包装容器 Download PDFInfo
- Publication number
- CN1154563C CN1154563C CNB018125786A CN01812578A CN1154563C CN 1154563 C CN1154563 C CN 1154563C CN B018125786 A CNB018125786 A CN B018125786A CN 01812578 A CN01812578 A CN 01812578A CN 1154563 C CN1154563 C CN 1154563C
- Authority
- CN
- China
- Prior art keywords
- layers
- layer
- along
- basic unit
- packaging laminate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/06—Embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0076—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised in that the layers are not bonded on the totality of their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/10—Applying flat materials, e.g. leaflets, pieces of fabrics
- B44C1/14—Metallic leaves or foils, e.g. gold leaf
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C3/00—Processes, not specifically provided for elsewhere, for producing ornamental structures
- B44C3/02—Superimposing layers
- B44C3/025—Superimposing layers to produce ornamental relief structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C3/00—Processes, not specifically provided for elsewhere, for producing ornamental structures
- B44C3/08—Stamping or bending
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/24—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2317/00—Animal or vegetable based
- B32B2317/12—Paper, e.g. cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1303—Paper containing [e.g., paperboard, cardboard, fiberboard, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1303—Paper containing [e.g., paperboard, cardboard, fiberboard, etc.]
- Y10T428/1307—Bag or tubular film [e.g., pouch, flexible food casing, envelope, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23—Sheet including cover or casing
- Y10T428/231—Filled with gas other than air; or under vacuum
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23—Sheet including cover or casing
- Y10T428/234—Sheet including cover or casing including elements cooperating to form cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24025—Superposed movable attached layers or components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24149—Honeycomb-like
Landscapes
- Wrappers (AREA)
- Laminated Bodies (AREA)
- Making Paper Articles (AREA)
Abstract
本发明涉及一种旨在用于带凹凸表面的包装层压板的多层结构,其包括彼此成平面关系设置的一个相对刚性的基层和一个挠性的、可变形的层,即这两个层沿每个与预定图案相一致的相应层的总接触表面的部分表面彼此粘结,其中该挠性层可以沿邻靠在但不是粘结在基层上的一个或多个部分表面永久变形,从而它大体上从邻靠在基层上的位置离开。本发明还涉及一种按本发明的多层结构和包装层压板的制造方法,以及由该层压板制成的包装容器。
Description
技术领域
本发明涉及一种旨在用于带凹凸表面的包装层压板的多层结构,以及这样的包装层压板,一种层压多层结构的制造方法,和这样的包装层压板的压印方法,以及由该包装层压板制成的包装容器。
背景技术
一次性使用的用之即弃类型的包装一直被用于液态食品的包装和运输。这样的所谓的一次性包装经常由带有数个层的挠性包装层压板制成,其中这数个层每个都向该包装层压板提供具体的特性。例如,这样的包装层压板通常包括具有超热密封特性的外层,以便通过折叠成形而再成形这包装容器,并使外层彼此密封。这样的热密封层通常由热塑性塑料构成,其还具有防液体和湿气的功能,一方面,防止了湿气从周围环境通过渗透包装壁而进入被包装的食品中,另一方面,防止了液态食品透过包装壁而泄漏到环境中。这样的包装层压板经常也包括一个刚性的芯层,以便向最终的包装容器,通常为纸或纸板提供强度和结构稳定性。较厚的芯层、均质的或泡沫塑料层也是常见的。
对于包装食品的较长存储时间而言,这样的包装层压板经常包括作用为防气体和蒸汽,例如氧气的屏蔽层,特别是长期存储包装食品时,因为氧气对食品会产生副作用,这些食品含有营养物质、维生素、调味料等。防气层的一种非常通用的类型是金属或金属氧化物箔或层,例如铝箔(Alifoil),但具有超防气特性的聚合体层也是通用的,例如聚酰胺、乙基乙烯醇共聚体、聚乙烯醇等等。
包装容器经常这样制成,即这样的包装层压板的幅材通过幅材的纵向边缘彼此连接而再成形为一个管,然后该管填充所需的内容并沿窄的、横向的和空间间隔的密封区密封。然后该管容纳有上述内容的密封段通过切割这些密封区而从该管上分离开,并可通过折成最终的几何形状而成形,该最终的几何形状取决于密封连接或接合连接取向的情况。通常是通过由层状包装坏料成形来加工包装容器,容器在一端(底部或顶部)和沿纵向连接部密封,该容器填充液态食品,然后再在其另一端(顶部或底部)密封。
这样的包装层压板的组成旨在向被包装的产品提供最好的产品保护特性,同时使包装盒易于生产且便于处理。另外,食品包装中的一个非常重要的特性是,它要具有美学愉悦性,并可提高和增加被包装食品的价值,即它可以吸引消费者购买。这样增加的价值可根据所包装的产品和代表目标群体的消费群体或年龄群体而通过各种方法实现。例如,果汁经常被包装入带有印刷鲜明的装饰性艺术效果的包装容器中,该艺术效果以明亮鲜艳的颜色示出了内装的水果。光泽的金属颜色和艺术效果也通常看起来是鲜艳的和吸引人的。这样的颜色和艺术效果要采用公知的印刷技术涂敷。使包装盒具有装饰效果的另一方法是压印,即按所需的图案在特定区域内通过挤压和/或剪切包装材料而材料使变形以将图形和图案添加到包装材料上。按公知技术进行的压印适于在包括于层压板中的纸或纸板芯层或者金属层上起效果,如果该层足够厚的话。通过这样的方式,将在包装材料的表面上得到阴影效果,而且其本身清楚地表现出所需的图案。
这样的图案压印或剪切的一个缺点在于,它需要特别制造的机械工具,例如压印辊及目前常用的折痕工具,以使包装材料具有折痕线。这样的压印工具加工昂贵,特别是在给定的图案和装饰性效果是多变形式且经常需要更换和更新时。另一个缺点在于,这样的机械方法总是在包装材料的两侧上同时伴有三维图案或变形的出现,即不只是朝向包装容器的外侧,而且也是在容器的内侧,这将涉及这样的问题,即从包装容器的内侧可以看到沿凹下或升起表面粘到内侧上的环绕层。另外,传统的压印位置在将被压印的材料上需要高的变形性和挠性。目前使用的为提高包装盒的超防氧气特性(或者是光泽的金属外观)的薄的热塑性塑料层和薄金属层和金属箔不适于按公知技术进行的压印。使用适于传统压印的较厚的、挠性金属层不是成本有效的,而且从环保和再循环的观点出发也不是所寻求的,为此唯一的选择是压印包括在包装层压板中的其它层之一,例如纸或纸板的芯层。
发明内容
因此,本发明的目的是实现一种新型的、层压的多层结构,该结构使包装层压板生产出压印外观,而不涉及现有类型技术中的所述类型的问题。
本发明的另一个目的是实现一种用于包装层压板的多层结构,它可以被简单地给予压印外观,而不需要使用特别制造的机械压印工具。
本发明的再一个目的是实现一种用于包装层压板的多层结构,其中只有一侧表现出带压印外观的图案。
这些或其它目的已通过具有如后附的权利要求1的特征部分所述特征的多层结构实现。
按本发明的多层结构的优选实施例还具有如后附的权利要求2-6所述的特征。
另外,本发明的一个目的是实现一种带权利要求7所限定的凹凸外观的包装层压板,其包括一个按本发明的多层结构,其中挠性的、可变形的层在那些两个层不彼此粘结到一起的子区域从基层分离开,并通过这样的方式沿这些按预定图案的区域表现出浮雕表面。
按本发明的一个优选实施例,另一个目的是实现一种多层结构和一个包装层压板,其一侧具有光泽的金属并表现出凹凸的外观。
按本发明这一目的通过如后附的权利要求2或3的特征部分所述的特征实现。
本发明的这一优选实施例的另一目的是实现一种具有光泽金属装饰效果和凹凸外观以及具有超防氧气特性的成本有效的包装层压板。
本文采用术语“多层结构”表示一种由两个或多个部分层组成的结构。
本文采用术语“挠性的、可变形层”表示一个可由一个或多个部分层组成的层并且其具有这样的特性,即在被变形之后,仍大体保持其变形后的状态,而不挠性回复到其原始状态。优选的是,上述挠性层由铝箔构成,在本例中被涂以一层薄的热塑性塑料,例如LDPE(低密度聚乙烯)。
本文采用术语“基层”表示一个相对较刚性的层,优选为纸或纸板。该基层也可由一个或多个部分层组成。
该相对刚性的基层是如此的刚性不易弯曲,从而它不会屈服于施加在挠性层上用于使该层变形并使之从基层离开、以至于这两个层大体不再在无粘结剂的部分表面中彼此相邻靠的力。这样的一个基层的一个优选示例是一个纸或纸板层,其具有大约40-400g/m2的克数。该基层的另一个示例可以是相对刚性的均质的或泡沫聚合体层。根据所选择的塑料,这样的一个层应该具有给定的最小厚度,以便在施加上述变形力时不会过度地易弯。
该挠性的、可变形层优选为一金属箔,最好是一层铝箔。通过材料的正确选择,该挠性层可由一层聚合体层或一层类似类型的金属化膜构成。某些聚合体是比较适于以这种方式变形的,但多数通常需要进行一定程度的加热,以便呈现与其原始状态不同的另一种形式。通常而言,这样的聚合体层在变形中需要被加热到其软化温度之上。此处采用术语“挠性的”和“可变形的”表示该层能够相对其原始的平面形状而轻微变形,从而它与基层间隔一定距离,并不再与基层相邻靠,而且它在变形力去除后仍大体保持其变形后的状态。本领域的技术人员可用不同材料的知识通过研究机械特性和挠性数据而为此目的选择聚合体或其它的非金属化材料。
上述两个层可以通过一种居间的粘结加强胶合剂或所谓的粘结剂而被部分层压并彼此粘结到一起。这样的粘结剂可以是一种粘结聚合体或一种胶合剂,其中粘结聚合体在施加热量和压力时被激活而粘结到表面上,胶合剂也作为一种胶,但不需要热量的供给。在包装层压区域中,粘结聚合体是普遍公知的。其它的热塑性聚合体可被用作为粘结加强剂,例如LDPE,其中该热塑性聚合体在施加热量和压力时用作为这两个层之间的胶合剂,并可通过传统的压力施加技术以弥散剂或溶剂的形式涂敷。优选的是,这样的粘结剂被涂敷到相对刚性的基层上,该基层在罗拉夹持点处基本上与挠性层成一体,优选被加热到40-90℃,这取决于聚合体或粘结加强剂的选择。
按本发明的一个优选实施例,无粘结剂的表面可通过被涂敷到这些表面上的粘结抑制剂生成,挠性层沿该无粘结剂表面被变形。该基层被预涂以一热塑性塑料层或一粘结塑料层,在以与上述相同的方式受热或受压时被激活,从而可以粘结到挠性层上。该粘结抑制剂适于是这样一种组分,它可以以印刷方法例如平版印刷或苯胺印刷进行涂敷。目前用于液态食品包装盒的装饰效果的传统类型的印刷油墨通常优选用作为粘结抑制剂,以防止铝箔挠性层或热塑性涂敷的铝箔的粘结。
按本发明的另一方面,将进一步实现旨在用于带按本发明的凹凸外观的包装层压板的多层结构的制造方法,和带按本发明的凹凸外观的包装层压板的制造方法。上述按本发明的方法分别具有按后附的权利要求8和11的特征。
按本发明的方法的有利的和优选的实施例还分别具有按后附的独立权利要求9-10和12-13的特征。
通过相邻相对较刚性的基层放置相对挠性层而使两个层只沿每个与预定图案相一致的相应层的总接触表面的部分表面彼此粘结,挠性层可借助于抽吸力从例如一个胶粘表面间隔开或通过真空成成形为一个浮雕表面。该挠性层被如此变形,从而保持其间隔开的状态,即它基本上不挠性回复为其紧密邻近基层的原始状态。
按本发明的一个方法的实施例,部分表面之间的粘结通过沿这些部分表面涂敷粘结加强剂实现,然后将这两个层彼此靠放在一起,并导致它们经过一个罗拉夹持点,优选为一热罗拉夹持点,其中这两个层旨在沿这些部分表面粘结到一起。
按本发明该方法的另一个优选实施例,至少上述层之一被涂以一热塑性塑料层,上述层之一在最外面沿两个所述层旨在按预定图案彼此不粘结在一起的那些部分表面被涂以粘结抑制剂,从而导致这两个层沿这两个层被彼此靠放在一起的剩余部分表面彼此粘结到一起并在经过一个热罗拉夹持点时彼此压靠到一起。
按本发明的一个优选实施例,包装层压板被压印,即挠性层通过来自一个真空装置的抽吸力在那些两个层彼此不粘到一起的部分区域中从基层上间隔开。
按本发明的另一个优选实施例,挠性层通过来自一个胶粘辊或一个胶粘膜或条带的抽吸力从基层间隔开。
按本发明的另一方面,一种装饰性包装容器通过传统的折叠成形和片状或幅材状的包装层压板的密封实现,其中该包装层压板包括按本发明的多层结构。
附图说明
下面特别结合附图更详细地说明本发明,附图所示为:
图1a和1b简要示出了按本发明的一个多层结构的两个优选实施例的横截面;
图2a和2b简要示出了按本发明的带凹凸外观的两个相应优选包装层压板的示例的横截面;
图3简要示出了按本发明的带浮雕状表面的包装层压板的“凹凸”侧;
图4简要示出了按本发明的层压多层结构的一种优选的制造方法;
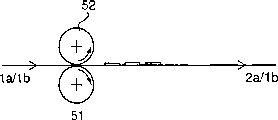
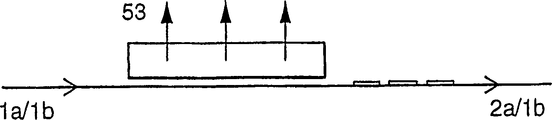
图5a和5b简要示出了按本发明的包装层压板的两种优选的压印方法;和
图6示出了许多可想象类型的由按本发明的多层结构制成的包装容器中的一种。
应该指出的是,除了上述那些特别结构附图说明的实施例之外,还可以设想其它的变形和实施例,而不脱离如后附权利要求书所限定的本发明概念范围。
具体实施方式
因此图1简要示出了一个多层结构的横截面,其带有一个纸的或纸板的相对刚性的基层10和一个薄铝箔的挠性的、可变形的层11。该挠性层通过一种粘结加强的粘结剂12平整地相邻放置并粘结在基层上,其中粘结剂12沿彼此贴靠的层的总接触表面的至少一个部分表面或数个部分表面12a、b、c、d、e涂敷在基层上。基层和挠性层沿那些没有涂敷粘结剂的部分表面12f、h、g、i是彼此不相互连接的,但是彼此以几乎平面的关系相贴靠。粘结剂12适于由可通过印刷技术涂敷的胶构成。优选的是,这样的胶具有如此的特性,即它在供给热量时被激活,例如经过一个热罗拉夹持点时被激活。在该图中,粘结剂以不成比例的大的厚度示出,以便更好地示出上述两个层是如何彼此粘结到一起的,而实际上,粘结剂的厚度大约和铝箔层11一样薄或比它还薄。因此,在实际中,铝箔层看起来是以完整的平面关系邻靠在基层上的。优选的是,铝箔层大约5-10μm厚,最好是6-7μm厚,并优选至少在背离基层的另一侧上涂以一层热密封性热塑性塑料,例如LDPE或LLDPE,但是,如果合适的话,也可涂在转向面对基层的一侧上。优选的是,纸板质地的基层旨在用于包装传统类型的液态食品,其克数为大约100-400g/m2。
图1b示出了通过一个类似多层结构的横截面,该结构具有一个由与图1a相同类型的纸或纸板构成的相对刚性的基层10,该基层被涂以一薄的热塑性塑料层13,例如LDPE或LLDPE,或者也可以选择一种粘结性塑料,例如(甲基)丙烯酸酯单体或(甲基)丙烯酸单体的聚烯烃共聚物,或者改性(甲基)丙烯酸酯单体或(甲基)丙烯酸单体的聚烯烃共聚物。薄铝箔的挠性的、可变形的层11相邻放置在基层上,并沿这两个彼此相对靠的层的总接触表面的一个或多个部分表面a、b、c、d、e通过将薄的热塑性塑料层向铝箔加热层压而永久连接到基层上。基层和涂敷的热塑性塑料层13首先被涂以粘结抑制剂14,以便防止铝箔在热层压时沿剩余部分表面f、g、h、i粘结到基层上。然后优选在经过一个热罗拉夹持点时通过同时施加热量和压力而实现该热层压。粘结抑制剂14由一种类似于传统类型的艺术用油墨构成。这样的油墨可以是苯胺印刷类型的或平版印刷类型的,也可以是水基的、溶剂基的或者凝固粘结剂类型(例如紫外线凝固或超声波凝固)。一种这样的共同水基油墨是基于一种带苯乙烯和丙烯酸酯的颜料组分的。紫外线凝固油墨通常在凝固时形成聚亚安酯丙烯酸酯共聚物、聚酯丙烯酸酯共聚物或者环氧丙烯酸酯共聚物并不含有溶剂。优选的是,铝箔层大约5-10μm厚,最好是6-7μm厚,并优选至少在背离基层的另一侧上涂以一层热密封性热塑性塑料,例如LDPE或LLDPE。上述热塑性层大约为8-20μm厚,优选是大约10-15μm厚,最好是大约12μm。
图2a简要示出了由图1a的多层结构制成的带凹凸外观的包装层压板的横截面。挠性的和可变形的铝箔层11在那些沿其缺少粘结加强粘结剂12的部分表面中大体平面地从与基层10的邻靠中离开。铝箔通过来自铝箔外侧的拖曳力已与基层间隔开了一定距离。包装层压板也适于包括一个带防液体和蒸汽特性的外部的塑性塑料层,其作为热密封层15放置在基层的另一侧上。
图2b简要示出了由图1b的多层结构制成的带凹凸外观的包装层压板的横截面。挠性的和可变形的铝箔层11在那些沿其涂敷有粘结抑制粘结剂14的部分表面中大体平面地从与基层10的邻靠中离开。铝箔通过来自铝箔外侧的拖曳力已与基层间隔开了一定距离。包装层压板也适于包括一个带防液体和蒸汽特性的外塑性塑料层,其作为热密封层15放置在基层的另一侧上。
图3简要示出了从上部看到的按本发明的带凹凸外观30的包装层压板的艺术装饰侧。点划线31表示图2a和图2b中所取横截面视图的位置。挠性层通过受到来自图中艺术侧的拖曳力向上变形而从基层上沿部分表面32抬起,从而它构成关于其它部分表面33的凸起表面,挠性层在该部分表面33粘结在基层上。
图4简要示出了按本发明的层压多层结构的一种优选的制造方法。参见图1a,旨在用于液态食品包装的传统纸板质地类型的基层的幅材41前进到一个涂敷单元42,以涂敷一层粘结剂,或者也可以选择一种油墨状特性的粘结剂,该单元例如由压辊42a和一个在过程中位于其后的烘干/凝固设备42b构成。
优选为一个传统的艺术品印刷设备的涂敷单元42因此涂敷一些用于如图1a和2a中所述实施例的粘结加强剂,即一种胶或者一种粘结组分,例如一种粘结剂聚合体的弥散剂或溶剂。该粘结加强剂因此被沿纸板幅材表面上的旨在粘结到挠性的、可变形层上的那些表面涂敷,该挠性的、可变形层将给最终的包装材料以凹凸外观。
优选用作为挠性层的铝箔43被从一个进料卷筒上退绕下来并层压到沿上述部分表面涂有粘结剂的纸板幅材44上,即幅材43和44在经过一个热罗拉夹持点45时产生的热作用下被彼此压靠在一起。该粘结层由此被所提供的热量激活,并且热罗拉夹持点的温度在很大程度上取决于所使用的粘结剂类型。夹持点处的温度通常为大约40-60℃。
铝箔幅材也适于被涂敷在背离带薄的热塑性塑料层,优选为LDPE或LLDPE的纸板的另一侧上,以便在外侧相应地设置一挠性的、防液体的和可热密封的层。上述热塑性层大约为8-20μm厚,优选是大约10-15μm厚,最好是大约12μm。
为了同样的目的,纸板幅材4 1也适于在其背离铝箔的另一侧上涂以一上述类型的热塑性塑料外层。另一种选择方案是,纸板幅材41也可在一个最终挤压涂敷阶段中涂以热塑性塑料。通过这样的方式,可以得到一种简单的、成本低廉的包装层压板,它可以通过例如参见图5a或5b所述的方法被简单地给定凹凸外观。
根据最优选的实施例,将按图1b的本发明付诸实践,以简单的方式加工多层结构,但取而代之的区别是在涂敷单元42中涂敷粘结抑制剂。纸板41′然后被涂以热塑性的或热激活的粘结聚合体。所谓的抗粘或防粘剂用作为粘结抑制剂,其由传统类型的油墨制成,这类型油墨用作为当今液态食品包装容器的装饰性艺术油墨,例如一种水基或酒精基组分中的紫外线凝固组分。通过这样的方式,涂在纸板幅材41′上的热塑性塑料层的粘结特性将不起作用,以得到沿那些旨在在粘结到铝箔挠性层43′上的部分表面涂以粘结剂的幅材44′。该铝箔可以在一侧或两侧上涂以热塑性塑料,使在外侧用于防液体和热密封,使在面对纸板幅材的内侧沿无防粘剂的表面更好地粘结到幅材44′上。
上述两个层43′和44′沿无防粘剂的部分表面被彼此层压到一起,即纸板幅材44′上的热塑性塑料涂层被密封贴靠在铝箔上,或者如果合适的话,通过热罗拉夹持点处的热和压力热塑性涂敷铝箔。该热塑性塑料层/多层在夹持点处被加热到上述软化温度Tg以上,并通过熔接/熔化而熔粘到一起。
也可以使用方法形式的优选实施例来得到一种简单的、成本低廉的包装层压板,它可以通过例如参见图5a或5b所述的方法被简单地给定凹凸外观。
图5示出了在图2a/b中得到的包装层压板上或图1a/b中的多层结构上制造浮雕表面的两种优选方法,从而包装层压板的装饰艺术侧可以在从包装层压再形成为包装容器的过程中以一个适当的机会被给定以凹凸外观。
通过向挠性层施加拖曳力,挠性层沿无粘结剂的部分表面与基层间隔一定距离。这实现了如图5a所示的按本发明的一个优选实施例。致使层压板通过一个带有辊52的“压印站”51,辊52以合适的程度粘靠挠性层的表面,从而挠性层以辊的运动被拉动并从基层上升起,以得到一种浮雕表面。通过一种条带或粘结膜的粘靠表面以可以达到相同的效果。也可设想将这样的粘靠和拉动压印方式的变体应用于最终的包装容器上,例如在用于广告目的的情况下,或者是为了吸引消费者,例如是儿童用的包装上。
根据按本发明方法的另一个优选实施例,通过应用抽吸力或真空53可以在挠性层上得到来自基层的相同的拉曳力。这样的真空装置是传统公知的,可用于各种目的,所谓的真空箱就可以用于这一目的。在图5b中示出了一种这样的方法。
图6示出了一种传统的包装容器,其在外侧装饰艺术面上具有凹凸的外观。例如本发明可以应用于Tetra Brik类型的传统包装容器,便也可设想用于其它类型的包装容器。
因此从上述说明中显而易见的是,本发明以简单的方式、简单的装置和降低的成本达到了上述目标,即实现了一种装饰性的、功能良好的包装层压板和由此板制成的带凹凸外观的装饰性包装容器。
Claims (12)
1.一种旨在用于带凹凸外观的包装层压板的多层结构,该多层结构包括以平面关系彼此相邻设置的一个相对刚性的基层(10)和一个挠性的、可变形的层(11),即这两个层沿每个与预定图案相一致的相应层的总接触表面的部分表面彼此粘结;该挠性层可以沿邻靠在但不是粘结在基层上的一个或多个部分表面永久变形,从而它大体上从邻靠在基层上的位置离开,其特征在于,所述层之一的接触表面已沿两个所述层旨在按预定图案彼此粘结在一起的那些部分表面(a、b、c、d、e)被涂以粘结增强粘结剂(12),或者所述层之一的接触表面已只沿两个所述层旨在按预定图案彼此不粘结在一起的那些部分表面(f、g、h、i)被涂以粘结抑制剂(14)。
2.按权利要求1所述的多层结构,其特征在于,挠性的、可变形的层(11)包括一金属箔或一金属化膜。
3.按权利要求1或2所述的多层结构,其特征在于,该挠性的、可变形的层包括一铝箔。
4.按上述权利要求中任一项所述的多层结构,其特征在于,基层(10)包括一个纸或纸板的芯层。
5.一种带凹凸外观的包装层压板,其包括按权利要求1-4中任一项所述的多层结构,其特征在于,挠性层(11)沿那些两个层都不彼此粘结在一起的部分区域(f、g、h、i)与基层(10)间隔一定距离,通过这样的方式沿这些按预定图案的区域表现为浮雕表面。
6.一种旨在用于带凹凸外观的包装层压板的多层结构(1a;1b)的制造方法,挠性层(43)相邻放置在一个相对较刚性的基层(41)上,其特征在于,所述层之一的接触表面已沿两个所述层旨在按预定图案彼此粘结在一起的那些部分表面(a、b、c、d、e)被涂以粘结增强粘结剂(12),或者所述层之一的接触表面已只沿两个所述层旨在按预定图案彼此不粘结在一起的那些部分表面(f、g、h、i)被涂以粘结抑制剂(14),此后这两个层沿每个与预定图案相一致的相应层的总接触表面的部分表面彼此粘结,但不是分别粘结。
7.按权利要求6所述的方法,其特征在于,所述层之一沿两个所述层旨在按预定图案彼此粘结在一起的那些部分表面被涂以粘结增强粘结剂(44),然后该被涂敷的层在经过一个罗拉夹持点(45),优选为一个热罗拉夹持点时沿这些部分表面粘结到挠性层上。
8.按权利要求6所述的方法,其特征在于,所述层(41、43)的至少之一是一热塑性塑料涂层;相同的或其它的所述层沿两个所述层旨在按预定图案彼此不粘结在一起的那些部分表面被涂以粘结抑制剂(44),然后导致这两个层在经过一个热罗拉夹持点(45)时沿这些剩余部分表面相互粘结。
9.由按权利要求1-4中任一项所述的多层结构板制造带凹凸外观的包装层压板的方法,其特征在于,挠性层(11)沿两个层都不彼此粘结在一起的一个或多个部分区域与相邻的基层(10)间隔一定距离,从而沿这些按预定图案的区域得到浮雕表面(2a;2b;32)。
10.按权利要求9所述的方法,其特征在于,该挠性层通过真空(53)沿两个层都不彼此粘结在一起的那些部分区域与基层间隔一定距离。
11.按权利要求9所述的方法,其特征在于,该挠性层通过粘靠辊或条带(52)沿两个层都不彼此粘结在一起的那些部分区域与基层间隔一定距离。
12.由包装层压板制成的包装容器(60),包括按权利要求1-4中任一项所述的多层结构。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE00018028 | 2000-05-16 | ||
| SE0001802A SE516697C2 (sv) | 2000-05-16 | 2000-05-16 | Förpackningslaminat med präglat utseende, sätt att prägla förpackningslaminatet samt förpackningsbehållare framställda av förpackningslaminatet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1441720A CN1441720A (zh) | 2003-09-10 |
| CN1154563C true CN1154563C (zh) | 2004-06-23 |
Family
ID=20279687
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB018125786A Expired - Fee Related CN1154563C (zh) | 2000-05-16 | 2001-05-15 | 带凹凸表面的包装层压板、该包装层压板的压印方法及由该包装层压板制成的包装容器 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6783823B2 (zh) |
| EP (1) | EP1286828A1 (zh) |
| JP (1) | JP2003533373A (zh) |
| CN (1) | CN1154563C (zh) |
| AU (1) | AU2001258986A1 (zh) |
| BR (1) | BR0110878A (zh) |
| MX (1) | MXPA02011314A (zh) |
| SE (1) | SE516697C2 (zh) |
| WO (1) | WO2001087587A1 (zh) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6524667B1 (en) * | 2000-05-17 | 2003-02-25 | Prescott Paper Products (Usa), Inc. | Wet waste compostable bag and method and apparatus for manufacturing same |
| US7829177B2 (en) * | 2005-06-08 | 2010-11-09 | The Procter & Gamble Company | Web materials having offset emboss patterns disposed thereon |
| JPWO2007126079A1 (ja) * | 2006-04-28 | 2009-09-10 | 株式会社イシダ | 立体デザインを有する袋 |
| BRPI0710481A2 (pt) * | 2006-04-28 | 2011-08-16 | Ishida Seisakusho | aparelho para produzir sacos com desenhos tridimensionais |
| EP2184158B1 (de) * | 2008-11-05 | 2011-01-12 | Uhlmann Pac-Systeme GmbH & Co. KG | Vorrichtung zum Walzensiegeln von Folien |
| USD640473S1 (en) | 2009-03-10 | 2011-06-28 | The Procter & Gamble Company | Paper product |
| USD632896S1 (en) | 2009-03-10 | 2011-02-22 | The Procter & Gamble Company | Paper product |
| ITTO20121079A1 (it) | 2012-12-14 | 2014-06-15 | Soremartec Sa | Procedimento per realizzare un foglio di confezionamento di prodotti dolciari |
| US20140227400A1 (en) * | 2013-01-23 | 2014-08-14 | H.J. Heinz Company | Breathable container seal |
| EP3102492B1 (en) * | 2014-02-06 | 2020-04-15 | BillerudKorsnäs AB | A method for producing stand-up pouches of stretchable paper |
| CN104401049A (zh) * | 2014-11-29 | 2015-03-11 | 安徽顺彤包装材料有限公司 | 一种包装材料 |
| CN106585149A (zh) * | 2015-12-26 | 2017-04-26 | 日本Sk化研株式会社 | 覆膜形成方法 |
| DE102018005880A1 (de) * | 2018-07-26 | 2020-01-30 | Interprint Gmbh | Verwendung eines mehrlagigen Schichtaufbaus |
| NL2022925B1 (en) | 2019-04-11 | 2020-10-20 | Northann Building Solutions LLC | Decorative panel, panel covering, and method of producing such a decorative panel |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3904465A (en) * | 1970-02-20 | 1975-09-09 | Mobil Oil Corp | Process and apparatus for the manufacture of embossed film laminations |
| US3868288A (en) * | 1972-07-03 | 1975-02-25 | Andrew Ercolano | Producing an applique thermoplastic article |
| US4395254A (en) * | 1978-10-27 | 1983-07-26 | Schuster Samuel J | Apparatus for making disposable, breathable receptacles |
| ZA861163B (zh) | 1986-02-17 | 1986-08-18 | ||
| DE3826318A1 (de) * | 1988-08-03 | 1990-02-15 | Hoechst Ag | Hochfester plattenfoermiger koerper mit oberflaechenstruktur |
| WO1995003173A1 (en) | 1993-07-19 | 1995-02-02 | Toyvision, Inc. | Multi-layer formable material |
| US5902667A (en) | 1996-02-02 | 1999-05-11 | Stahls', Inc. | Impressed emblem and method |
| US5853856A (en) | 1996-12-13 | 1998-12-29 | Tirod Industrial Packaging Ltd. | Process for forming bubble-pack |
-
2000
- 2000-05-16 SE SE0001802A patent/SE516697C2/sv unknown
-
2001
- 2001-05-15 BR BR0110878-6A patent/BR0110878A/pt not_active Application Discontinuation
- 2001-05-15 US US10/276,259 patent/US6783823B2/en not_active Expired - Fee Related
- 2001-05-15 EP EP01932463A patent/EP1286828A1/en not_active Withdrawn
- 2001-05-15 WO PCT/SE2001/001063 patent/WO2001087587A1/en active Application Filing
- 2001-05-15 CN CNB018125786A patent/CN1154563C/zh not_active Expired - Fee Related
- 2001-05-15 MX MXPA02011314A patent/MXPA02011314A/es active IP Right Grant
- 2001-05-15 AU AU2001258986A patent/AU2001258986A1/en not_active Abandoned
- 2001-05-15 JP JP2001584022A patent/JP2003533373A/ja not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| MXPA02011314A (es) | 2003-06-06 |
| WO2001087587A1 (en) | 2001-11-22 |
| JP2003533373A (ja) | 2003-11-11 |
| SE516697C2 (sv) | 2002-02-12 |
| US6783823B2 (en) | 2004-08-31 |
| EP1286828A1 (en) | 2003-03-05 |
| AU2001258986A1 (en) | 2001-11-26 |
| BR0110878A (pt) | 2003-05-27 |
| US20030113487A1 (en) | 2003-06-19 |
| CN1441720A (zh) | 2003-09-10 |
| SE0001802L (zh) | 2001-11-17 |
| SE0001802D0 (sv) | 2000-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1154563C (zh) | 带凹凸表面的包装层压板、该包装层压板的压印方法及由该包装层压板制成的包装容器 | |
| JP5442613B2 (ja) | 軟質包装複合材料 | |
| US6083580A (en) | Cardboard and corrugated board container having laminated walls | |
| US6544369B1 (en) | Process for producing thin film-like material having decorative surface | |
| AU2018278953B2 (en) | Corrugated paperboard | |
| CN1370721A (zh) | 包装用可印刷复合纸板 | |
| JP6094621B2 (ja) | 化粧シート及び当該化粧シートを備えた化粧板 | |
| CN207594461U (zh) | 一种无墨型全息镭射瓦楞包装材料 | |
| JP2010052761A (ja) | 紙容器 | |
| JP4715250B2 (ja) | エンボス加飾紙の製造方法並びにそれを用いた紙製容器 | |
| JP3672636B2 (ja) | 化粧板の製造方法 | |
| EP1272337A1 (en) | Cardboard and corrugated board container having laminated walls | |
| JP2005153978A (ja) | ホログラム入り包装材料及びその製造方法 | |
| JP2004196409A (ja) | 防湿カートン | |
| US9573723B2 (en) | Laminated sheet construction with thermal adhesive surface and method for making same | |
| JP5691340B2 (ja) | 耐水性装飾カートンの製造方法 | |
| CN211897600U (zh) | 一种化妆品包装纸 | |
| WO2022168923A1 (ja) | ラベル付きパルプモールドおよび当該ラベル付きパルプモールドの製造方法 | |
| JP2017087730A (ja) | 化粧シート及び当該化粧シートを備えた化粧板 | |
| JP3717609B2 (ja) | 積層体 | |
| JP2000334835A (ja) | フィルム貼着印刷物及びその製造方法 | |
| CN2218645Y (zh) | 复合包装材料 | |
| JP2022185639A (ja) | パルプモールド容器およびパルプモールド容器の製造方法 | |
| JP4868766B2 (ja) | 窓開き表面加工印刷物の製造方法、及び窓開き表面加工印刷物 | |
| JPS60104595A (ja) | 強光沢カルトン用紙及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20040623 |