CN115260818A - 一种粉末防火涂料及其制备方法 - Google Patents
一种粉末防火涂料及其制备方法 Download PDFInfo
- Publication number
- CN115260818A CN115260818A CN202210972198.4A CN202210972198A CN115260818A CN 115260818 A CN115260818 A CN 115260818A CN 202210972198 A CN202210972198 A CN 202210972198A CN 115260818 A CN115260818 A CN 115260818A
- Authority
- CN
- China
- Prior art keywords
- crushing
- powder
- extrusion
- fireproof
- preparation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/18—Fireproof paints including high temperature resistant paints
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D167/00—Coating compositions based on polyesters obtained by reactions forming a carboxylic ester link in the main chain; Coating compositions based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/03—Powdery paints
- C09D5/033—Powdery paints characterised by the additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/48—Stabilisers against degradation by oxygen, light or heat
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/38—Boron-containing compounds
- C08K2003/387—Borates
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2201/00—Properties
- C08L2201/02—Flame or fire retardant/resistant
Abstract
一种粉末防火涂料及其制备方法,包括:质量分数为45%‑56%的端羟基饱和聚酯树脂;质量分数为2.6%‑3.5%的羟烷基酰胺或质量分数为3.5%‑4.5%的异氰尿酸三缩水甘油酯中的其中一种;质量分数为0.5%‑1.1%的流平剂;质量分数为0.3%‑1.5%的表面助剂;质量分数为0.3%‑25%的颜料;质量分数为3%‑20%的填料;质量分数为0.2%‑1.5%的功能助剂;质量分数为12%‑22%的阻燃剂以及制备该防火材料的方法,通过该方法能够制备出具有优异性能的防火材料。
Description
技术领域
本发明涉及防火材料制备技术领域,尤其涉及一种粉末防火涂料及其制备方法。
背景技术
防火涂料是用于可燃性基材表面,能降低被涂材料表面的可燃性、阻滞火灾的迅速蔓延,用以提高被涂材料耐火极限的一种特种涂料。施用于可燃性基材表面,用以改变材料表面燃烧特性,阻滞火灾迅速蔓延;或施用于建筑构件上,用以提高构件的耐火极限的特种涂料,称防火涂料。
目前的防火涂料存在着涂覆面由于外界环境的变化而发生脱落或者开裂的现象;并且其与墙体或者保护物之间的连接性较差的特点;同时现有的涂膜常发生黄变的现象,从而对涂膜的美观程度造成一定的影响;同时现有的防火涂膜耐热效果较差;并且防火性能较差的特点。
发明内容
本发明提供了一种粉末防火涂料及其制备方法,以解决上述现有技术的不足,提供了一种通过膨胀特性阻断燃烧的防火材料,该材料形成的涂膜稳定性较强,并且长期使用时,不易开裂,具有较强的实用性。
为了实现本发明的目的,拟采用以下技术:
一种粉末防火涂料,包括:
质量分数为45%-56%的端羟基饱和聚酯树脂;
质量分数为2.6%-3.5%的羟烷基酰胺或质量分数为3.5%-4.5%的异氰尿酸三缩水甘油酯中的其中一种;
质量分数为0.5%-1.1%的流平剂;
质量分数为0.3%-1.5%的表面助剂;
质量分数为0.3%-25%的颜料;
质量分数为3%-20%的填料;
质量分数为0.2%-1.5%的功能助剂;
质量分数为12%-22%的阻燃剂。
进一步地,流平剂为聚丙烯酸。
进一步地,表面助剂为丙烯酸酯共聚物、二苯乙醇酮及纯聚四氟乙烯中的任意一种或者组合物。
进一步地,颜料为炭黑、铁红、铁黄及钛白粉中的任意一种或者组合物。
进一步地,填料为氢氧化铝、二氧化锆及碳化硅中的任意一种或者组合物。
进一步地,功能助剂为蜡、增电剂、抗氧剂、固化促进剂及紫外线吸收剂中的任意一种或者组合物。
进一步地,阻燃剂为二乙基次膦酸铝、三聚氰胺聚磷酸盐、三聚氰胺氰尿酸盐及无水硼酸锌中的任意一种或者组合物。
一种粉末防火涂料制备方法,用于所述的粉末防火涂料的制备,包括步骤:
步骤01:按照质量分数分别称取45%-56%的端羟基饱和聚酯树脂与12%-22%的阻燃剂;
步骤02:通过混料机将步骤01中称取的端羟基饱和聚酯树脂与阻燃剂的在转速100-120r/min下混合;
步骤03:通过双螺杆挤出机将步骤02中的混合物高温熔融挤出,并通过破碎筛分装置将所得的物料破碎为第一片状制剂,挤出时,采用的挤出温度为120℃,挤出转速为70-120r/min;
步骤04:在步骤03中所得的第一片状制剂内按照质量分数加入2.6%-3.5%的羟烷基酰胺或3.5%-4.5%的异氰尿酸三缩水甘油酯、0.5%-1.1%的流平剂、0.3%-1.5%的表面助剂、0.3%-25%的颜料、3%-20%的填料及0.2%-1.5%的功能助剂,在混料机中通过100-120r/min的转速对物料进行混合;
步骤05:对步骤04所得的混合物料通过双螺杆挤出机高温熔融挤出,并通过破碎筛分装置将所得的物料破碎为第二片状制剂,挤出时,采用的挤出温度为120℃,挤出转速为70-120r/min;
步骤06:对步骤05所得的第二片状制剂进行冷却研磨细粉碎,且粉碎后的粉末颗粒,通过风力送入旋风分离或旋转筒内,进行筛分,并收集粉末。
上述技术方案的优点在于:
本发明与现有技术相比而言,采用了二乙基次膦酸铝、三聚氰胺聚磷酸盐及无水硼酸锌配合而成的阻燃剂,该阻燃剂具有优异的阻燃的效果,从而提高了该防火材料的阻燃特性,并且在阻燃时是通过捕获燃烧区的自由基而达到阻燃的效果。其中,采用的端羟基饱和聚酯树脂具有优异的柔韧性,并且也能提高涂膜的强度,并且与其他有机分子之间具有优异的交联效果,通过一些诸如增电剂之类的功能助剂能够提高防火材料与保护物之间的附着强度,同时采用抗氧剂、固化促进剂及紫外线吸收剂提高涂膜的抗氧化性能,以及增强涂膜吸收紫外线的能力。同时该防火材料还能够根据需求制备不同颜色的防火涂料,同时还采用无机阻燃材料进一步地提高整个防火材料的防火性能,并且通过无机材料作为该防火材料的抗磨骨架,从而提高防火材料的耐磨性以及涂覆后的强度,而其中采用的表面助剂还能够抑制墙体内沉积锌盐和磷酸钙垢的析出,从而提高该防火材料形成涂膜长期的有效性。二苯乙醇酮能够较好的去除涂膜中的针孔,从而提高防火涂料的涂覆效果及防火性能。纯聚四氟乙烯的加入提高了该防火材料的耐老化能力。
附图说明
为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明做进一步的详细描述。
图1示出了粉末防火涂料制备的制备流程图。
图2示出了破碎筛分装置的立体结构图。
图3示出了破碎机构的立体结构图一。
图4示出了破碎机构的立体结构图二。
图5示出了破碎机构的立体结构图三。
图6示出了破碎机构的立体结构图四。
图7示出了破碎机构的立体结构图五。
图8示出了A处放大图。
图9示出了B处放大图。
图10示出了筛分机构的立体结构图一。
图11示出了筛分机构的立体结构图二。
图12示出了C处放大图。
具体实施方式
实施例1
一种粉末防火涂料,包括:
质量分数为45%-56%的端羟基饱和聚酯树脂,端羟基饱和聚酯树脂能够提高防火涂料涂覆后形成涂膜的柔韧性,以及相应的提高了防火材料的附着力和耐侯性。
质量分数为2.6%-3.5%的羟烷基酰胺或质量分数为3.5%-4.5%的异氰尿酸三缩水甘油酯中的其中一种,羟烷基酰胺能够提高防火涂料的耐黄变性能,从而提高防火涂料的外观美观效果。
质量分数为0.5%-1.1%的流平剂,流平剂为聚丙烯酸。
质量分数为0.3%-1.5%的表面助剂,表面助剂为丙烯酸酯共聚物、二苯乙醇酮及纯聚四氟乙烯中的任意一种或者组合物,丙烯酸酯共聚物能够抑制墙体内沉积锌盐和磷酸钙垢的析出,从而提高该防火材料形成涂膜长期的有效性,二苯乙醇酮及纯聚四氟乙烯提高了防火涂料涂覆后的抗老化性能。
质量分数为0.3%-25%的颜料,颜料为炭黑、铁红、铁黄及钛白粉中的任意一种或者组合物,通过上述的各种带有鲜明颜色的物质进行不同颜色防火涂料的制备。
质量分数为3%-20%的填料,填料为氢氧化铝、二氧化锆及碳化硅中的任意一种或者组合物,通过上述的无机物质在提高防火涂料的阻燃性能的同时,还提高了涂膜的稳定性及抗老化性能,并且还能提高防火涂料的耐磨等性能。
质量分数为0.2%-1.5%的功能助剂,功能助剂为蜡、增电剂、抗氧剂、固化促进剂及紫外线吸收剂中的任意一种或者组合物,增电剂能够提高该防火材料涂覆后的稳定性,抗氧剂能够提高涂膜的抗老化性能。
质量分数为12%-22%的阻燃剂,阻燃剂为二乙基次膦酸铝、三聚氰胺聚磷酸盐、三聚氰胺氰尿酸盐及无水硼酸锌中的任意一种或者组合物,上述的采用的阻燃剂在燃烧时能够捕获燃烧区中的自由基,从而阻断燃烧,从而提高防火性能。
实施例2
一种粉末防火涂料制备方法,用于所述的粉末状防火涂料的制备,包括步骤:
步骤01:按照质量分数分别称取52%的端羟基饱和聚酯树脂与12%的阻燃剂(二乙基次膦酸铝:三聚氰胺聚磷酸盐:无水硼酸锌为31:64:5);
步骤02:通过混料机将步骤01中称取的端羟基饱和聚酯树脂与阻燃剂的在转速100-120r/min下混合;
步骤03:通过双螺杆挤出机将步骤02中的混合物高温熔融挤出,并通过破碎筛分装置将所得的物料破碎为第一片状制剂,挤出时,采用的挤出温度为120℃,挤出转速为70-120r/min;
步骤04:在步骤03中所得的第一片状制剂内按照质量分数加入4%的异氰尿酸三缩水甘油酯、1.0%的聚丙烯酸流平剂、1.4%的表面助剂(丙烯酸酯共聚物与二苯乙醇酮的比为71:29)、11.8%的颜料(炭黑与钛白粉的比为2:98)、14%的填料(二氧化锆)及0.9%的功能助剂(蜡与增电剂之比为44:56),在混料机中通过100-120r/min的转速对物料进行混合;
步骤05:对步骤04所得的混合物料通过双螺杆挤出机高温熔融挤出,并通过破碎筛分装置将所得的物料破碎为第二片状制剂,挤出时,采用的挤出温度为120℃,挤出转速为70-120r/min;
步骤06:对步骤05所得的第二片状制剂进行冷却研磨细粉碎,且粉碎后的粉末颗粒,通过风力送入旋风分离或旋转筒内,进行筛分,并收集粉末。
通过本实施例可制得呈灰白色的粉末防火粉末涂料,并且具有显著的防火性能同时还能提高粉末涂料的涂覆效果。
实施例3
一种粉末防火涂料制备方法,用于所述的粉末状防火涂料的制备,包括步骤:
步骤01:按照质量分数分别称取45.5%的端羟基饱和聚酯树脂与18%的阻燃剂(二乙基次膦酸铝:三聚氰胺聚磷酸盐:无水硼酸锌为31:64:5);
步骤02:通过混料机将步骤01中称取的端羟基饱和聚酯树脂与阻燃剂的在转速100-120r/min下混合;
步骤03:通过双螺杆挤出机将步骤02中的混合物高温熔融挤出,并通过破碎筛分装置将所得的物料破碎为第一片状制剂,挤出时,采用的挤出温度为120℃,挤出转速为70-120r/min;
步骤04:在步骤03中所得的第一片状制剂内按照质量分数加入3.5%的异氰尿酸三缩水甘油酯、1.0%的流平剂(聚丙烯酸流平剂)、1.4%的表面助剂(丙烯酸酯共聚物与二苯乙醇酮的质量比为71:29)、0.3%的颜料(炭黑)、20%的填料(氢氧化铝与碳化硅的质量比为2:1)及0.2%-1.5%的功能助剂(蜡与增电剂的质量比为44:56),在混料机中通过100-120r/min的转速对物料进行混合;
步骤05:对步骤04所得的混合物料通过双螺杆挤出机高温熔融挤出,并通过破碎筛分装置将所得的物料破碎为第二片状制剂,挤出时,采用的挤出温度为120℃,挤出转速为70-120r/min;
步骤06:对步骤05所得的第二片状制剂进行冷却研磨细粉碎,且粉碎后的粉末颗粒,通过风力送入旋风分离或旋转筒内,进行筛分,并收集粉末。
通过本实施例制备而成的是一种上粉效果好,且为黑色的粉末防火粉末涂料。
实施例4
一种粉末防火涂料制备方法,用于所述的粉末状防火涂料的制备,包括步骤:
步骤01:按照质量分数分别称取47.4%的端羟基饱和聚酯树脂与18%的阻燃剂(二乙基次膦酸铝:三聚氰胺聚磷酸盐:无水硼酸锌为31:64:5);
步骤02:通过混料机将步骤01中称取的端羟基饱和聚酯树脂与阻燃剂的在转速100-120r/min下混合;
步骤03:通过双螺杆挤出机将步骤02中的混合物高温熔融挤出,并通过破碎筛分装置将所得的物料破碎为第一片状制剂,挤出时,采用的挤出温度为120℃,挤出转速为70-120r/min;
步骤04:在步骤03中所得的第一片状制剂内按照质量分数加入2.6%的羟烷基酰胺、0.5%的流平剂(聚丙烯酸)、0.15%的表面助剂(聚四氟乙烯与有机铵复合物的比为1:2)、17.65%的颜料(钛白粉与铁红的比为99:1)、12.5%的填料(二氧化锆)及1.2%的功能助剂(固化促进剂(二甲基氨基甲基):蜡:增电剂:抗氧剂:紫外线吸收剂为8:42:34:8:8),在混料机中通过100-120r/min的转速对物料进行混合;
步骤05:对步骤04所得的混合物料通过双螺杆挤出机高温熔融挤出,并通过破碎筛分装置将所得的物料破碎为第二片状制剂,挤出时,采用的挤出温度为120℃,挤出转速为70-120r/min;
步骤06:对步骤05所得的第二片状制剂进行冷却研磨细粉碎,且粉碎后的粉末颗粒,通过风力送入旋风分离或旋转筒内,进行筛分,并收集粉末。
通过本实施例制备而成了一种耐候性较强,且防火性能优异,同时便于涂覆的白砂纹状防火涂料。
实施例5
一种粉末防火涂料制备方法,用于所述的粉末状防火涂料的制备,包括步骤:
步骤01:按照质量分数分别称取49.3%的端羟基饱和聚酯树脂与16%的阻燃剂(二乙基次膦酸铝:三聚氰胺氰尿酸盐:无水硼酸锌为31:64:5);
步骤02:通过混料机将步骤01中称取的端羟基饱和聚酯树脂与阻燃剂的在转速100-120r/min下混合;
步骤03:通过双螺杆挤出机将步骤02中的混合物高温熔融挤出,并通过破碎筛分装置将所得的物料破碎为第一片状制剂,挤出时,采用的挤出温度为120℃,挤出转速为70-120r/min;
步骤04:在步骤03中所得的第一片状制剂内按照质量分数加入3.5%的羟烷基酰胺、0.5%的流平剂(聚丙烯酸)、0.15%的表面助剂(聚四氟乙烯:有机铵复合物为1:2)、17.6%的颜料(钛白粉:铁黄为2:1)、12.5%的填料(二氧化锆)及1.2%的功能助剂(二甲基氨基甲基:蜡:增电剂为8:25:67),在混料机中通过100-120r/min的转速对物料进行混合;
步骤05:对步骤04所得的混合物料通过双螺杆挤出机高温熔融挤出,并通过破碎筛分装置将所得的物料破碎为第二片状制剂,挤出时,采用的挤出温度为120℃,挤出转速为70-120r/min;
步骤06:对步骤05所得的第二片状制剂进行冷却研磨细粉碎,且粉碎后的粉末颗粒,通过风力送入旋风分离或旋转筒内,进行筛分,并收集粉末。
通过本实施例制备而成了一种具有黄砂纹颜色特征的防火涂料,并且防火效果优异。
实施例6
一种粉末防火涂料制备方法,用于所述的粉末状防火涂料的制备,包括步骤:
步骤01:按照质量分数分别称取56%的端羟基饱和聚酯树脂与22%的阻燃剂(二乙基次膦酸铝:三聚氰胺氰尿酸盐:无水硼酸锌为31:64:5);
步骤02:通过混料机将步骤01中称取的端羟基饱和聚酯树脂与阻燃剂的在转速100-120r/min下混合;
步骤03:通过双螺杆挤出机将步骤02中的混合物高温熔融挤出,并通过破碎筛分装置将所得的物料破碎为第一片状制剂,挤出时,采用的挤出温度为120℃,挤出转速为70-120r/min;
步骤04:在步骤03中所得的第一片状制剂内按照质量分数加入4.5%的异氰尿酸三缩水甘油酯、1.1%的流平剂(聚丙烯酸)、1.5%的表面助剂(丙烯酸酯共聚物:二苯乙醇酮为71:29)、11.8%的颜料(炭黑:铁黄:铁红:钛白粉为2:27:22:49)、3.0%的填料(二氧化锆)及0.2%的功能助剂(蜡:增电剂为44:56),在混料机中通过100-120r/min的转速对物料进行混合;
步骤05:对步骤04所得的混合物料通过双螺杆挤出机高温熔融挤出,并通过破碎筛分装置将所得的物料破碎为第二片状制剂,挤出时,采用的挤出温度为120℃,挤出转速为70-120r/min;
步骤06:对步骤05所得的第二片状制剂进行冷却研磨细粉碎,且粉碎后的粉末颗粒,通过风力送入旋风分离或旋转筒内,进行筛分,并收集粉末。
通过本实施例制备而成了一种咖啡色特征的防火材料。
实施例7
如图1所示,一种破碎筛分装置,用于上述实施例2-6中第一片状制剂和第二片状制剂的破碎,其包括破碎机构1及筛分机构2,筛分机构2设于破碎机构1的正下方。
如图3-图9所示,破碎机构1包括四根支撑腿108,位于同侧的支撑腿108之间通过连接杆110连接固定,支撑腿108的上端均安装有内连安装板107,位于同端的内连安装板107均安装有固定端环104,固定端环104之间通过多根拉杆109固定有外罩筒100,外罩筒100的设置能够避免在进行破碎时造成物料的飞溅,同时筒形的设置也方便破碎物的排出。外罩筒100的下端开设有出料口101,出料口101处成形有出料罩102,出料罩102的下端设有防溅罩103,防溅罩103采用尼龙布制成,通过防溅罩103可避免粉碎后的物料飞溅,其中一个固定端环104上安装有端盘105,端盘105上连通地设有进料管106,进料管106能够将挤压成型的物料导入至外罩筒100内。外罩筒100内部两端均安装有凸形限位环111,凸形限位环111的内周相切地设有多个呈凹形结构的转轮112,每个转轮112的两端均设有连接座113,位于同端的连接座113内侧端设有内环114,内环114内设有破碎外筒115,转轮112的设置对破碎外筒115的两端起着支撑的作用,并且当在破碎外筒115进行转动时,能够确保破碎外筒115转动的灵活性和稳定性,从而能够有效地提高物料破碎的效果和效率。
破碎外筒115的两端设有边环,边环之间呈圆周阵列地设有多根螺旋连板,相邻两个螺旋连板之间设有初筛板116,初筛板116上开设有多个孔,每个螺旋连板的内壁均沿其螺旋走向地安装有破碎外刀117,初筛板116的设置能对破碎到一定粒度大小的物料进行筛分,从而提高物料的破碎效果,并且也避免在破碎外筒115内形成积料,而将破碎外刀117设置为螺旋形的结构在破碎时,提高破碎外刀117和物料之间的接触时间同时还兼具着物料破碎时导向的作用,避免物料在进料端过分堆积,而对后续物料的破碎造成影响,并且还能使破碎后的物料分散在其他位置处,从而便于进行分散排料操作。
破碎外筒115内设有破碎内筒118,破碎内筒118的两端设有端封盘120,破碎内筒118的外壁安装有多个破碎内刀119,破碎内刀119呈螺旋状结构,其中一个端封盘120通过一个连接轴转动设于端盘105上。破碎内刀119与破碎外刀117之间的螺旋方向相反。破碎外筒115和破碎内筒118两者的转动方向相反,通过相反转动的方式,能够通过相互摩擦及切削的方式进行物料的充分破碎,并且为了便于进行导料以及进一步地避免物料在破碎时在破碎外筒115的一端聚集,因此将破碎内刀119与破碎外刀117之间的螺旋方向设置为相反,并且通过这种设计方式还能提高破碎效果和效率。
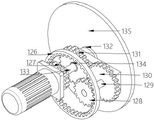
位于一端的内连安装板107上均安装有安装外板137,安装外板137的内侧端安装有转动内座136,安装外板137上均设有外伸连板138,外伸连板138的外侧端之间安装有安装环121,安装环121的内壁设有多个安装台122,安装台122安装有一对驱动端板123,驱动端板123之间设有多个限位滚轮124,限位滚轮124呈凹形结构,限位滚轮124内与其周侧相切地设有内齿环126,内齿环126位于驱动端板123之间,位于外侧的驱动端板123上安装有破碎电机125,破碎电机125的输出轴连接有驱动轴133,驱动轴133上设有第一齿轮127,第一齿轮127与内齿环126啮合,内齿环126内还啮合有第二齿轮128,第二齿轮128连接有第二转轴129,第二转轴129与驱动轴133上均设有转动轴承座,转动轴承座均安装于位于内侧的驱动端板123,第二转轴129的内侧端设有第三齿轮130,第三齿轮130啮合有第四齿轮131,第二转轴129的内侧端设于转动内座136,第四齿轮131上设有转动轴套134,转动轴套134设于转动内座136上,转动轴套134的内侧端设有安装转盘132,安装转盘132的内侧安装有端转盘135,端转盘135安装于破碎外筒115的一端,驱动轴133穿于端转盘135,驱动轴133的内侧端设于另外一个端封盘120上。
当在进行破碎时,挤出的物料经过冷却和切段通过进料管106进入破碎外筒115和破碎内筒118之间,而此时破碎外筒115和破碎内筒118在破碎电机125的带动下进行着相反方向的转动,而当破碎外筒115和破碎内筒118进行转动时,一方面通过破碎内刀119与破碎外刀117将物料破碎呈片状结构,另一方面通过破碎内刀119与破碎外刀117将物料均布在整个破碎外筒115内,而被破碎且达到一定粒度的物料将通过初筛板116筛分掉,并最终通过出料罩102进入至筛分机构2中而被进一步地筛分。
其中,破碎外筒115和破碎内筒118进行相反转动时,破碎电机125带动驱动轴133进行转动,而驱动轴133的转动将带动破碎内筒118的转动,而驱动轴133在转动时还带动了第一齿轮127进行转动,第一齿轮127的转动将带动内齿环126进行同向的转动,而内齿环126的转动将带动第二齿轮128进行同向的转动,第二齿轮128的转动将通过第二转轴129带动第三齿轮130进行转动,第三齿轮130的转动将带动第四齿轮131进行反向的转动,而第四齿轮131的转动将带动转动轴套134进行与驱动轴133相反的转动,而转动轴套134的转动将带动破碎外筒115进行转动,并最终实现了破碎外筒115和破碎内筒117之间的相反转动。
如图10-图12所示,筛分机构2包括四根立柱200,位于同侧的每对立柱200之间均设有一对导杆201,每根导杆201上均套设有滑动座202,位于上端的滑动座202上安装有上筛分斗203,上筛分斗203位于防溅罩103的下方,位于下端的滑动座202上安装有下筛分斗214,下筛分斗214位于上筛分斗203的正下方,下筛分斗214的下端设有一个横杆205,横杆205的两端呈对称地开设有活动孔206,活动孔206向上延伸地开设有上延孔207,活动孔206内均设有活动座208,每个活动座208两侧分别转动设有四个导向滚轮209,导向滚轮209的外周与活动孔206的上下两侧相切,活动座208的两端均设有拉簧,拉簧的另一端分别设于活动孔206的两端,其中一个活动座208的一侧安装有筛分电机,筛分电机的输出轴连接有转动板212,转动板212的另一端转动设有连杆213,连杆213的另一端转动设于另外一个活动座208,活动座208均向上延伸地设有上延连板210,上延连板210穿于上延孔207,其中一个上延连板210上端安装于下筛分斗214,另外一个上延连板210的上端通过一对L形连接臂211安装于上筛分斗203,下筛分斗214的下方设有一对出料斜板204。
当在进行物料筛分时,筛分电机带动转动板212进行转动,转动板212的转动将使得连杆213进行摆动,而转动板212的不断地转动将使得两个活动座208进行往复的运动,而活动座208在进行运动时,将使得其上的下筛分斗214和上筛分斗203进行往复运动,并通过往复运动,使得其内的物料被进一步地筛分掉。而通过上下筛分的方式能够提高物料筛分的效果,导向滚轮209的设置能够使活动座208进行灵活的往复运动,同时拉簧的设置为活动座208的往复运动提供了可能。
以上所述仅为本发明的优选实施例,并不用于限制本发明,显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
Claims (8)
1.一种粉末防火涂料,其特征在于,包括:
质量分数为45%-56%的端羟基饱和聚酯树脂;
质量分数为2.6%-3.5%的羟烷基酰胺或质量分数为3.5%-4.5%的异氰尿酸三缩水甘油酯中的其中一种;
质量分数为0.5%-1.1%的流平剂;
质量分数为0.15%-1.5%的表面助剂;
质量分数为0.3%-25%的颜料;
质量分数为3%-20%的填料;
质量分数为0.2%-1.5%的功能助剂;
质量分数为12%-22%的阻燃剂。
2.根据权利要求1所述的粉末防火涂料,其特征在于,流平剂为聚丙烯酸。
3.根据权利要求1所述的粉末防火涂料,其特征在于,表面助剂为丙烯酸酯共聚物、二苯乙醇酮及纯聚四氟乙烯中的任意一种或者组合物。
4.根据权利要求1所述的粉末防火涂料,其特征在于,颜料为炭黑、铁红、铁黄及钛白粉中的任意一种或者组合物。
5.根据权利要求1所述的粉末防火涂料,其特征在于,填料为氢氧化铝、二氧化锆及碳化硅中的任意一种或者组合物。
6.根据权利要求1所述的粉末防火涂料,其特征在于,功能助剂为蜡、增电剂、抗氧剂、固化促进剂及紫外线吸收剂中的任意一种或者组合物。
7.根据权利要求1所述的粉末防火涂料,其特征在于,阻燃剂为二乙基次膦酸铝、三聚氰胺聚磷酸盐、三聚氰胺氰尿酸盐及无水硼酸锌中的任意一种或者组合物。
8.一种粉末防火涂料制备方法,其特征在于,用于如权利要求1-7中任意一项所述的粉末状防火涂料的制备,包括步骤:
步骤01:按照质量分数分别称取45%-56%的端羟基饱和聚酯树脂与12%-22%的阻燃剂;
步骤02:通过混料机将步骤01中称取的端羟基饱和聚酯树脂与阻燃剂的在转速100-120r/min下混合;
步骤03:通过双螺杆挤出机将步骤02中的混合物高温熔融挤出,并通过破碎筛分装置将所得的物料破碎为第一片状制剂,挤出时,采用的挤出温度为120℃,挤出转速为70-120r/min;
步骤04:在步骤03中所得的第一片状制剂内按照质量分数加入2.6%-3.5%的羟烷基酰胺或3.5%-4.5%的异氰尿酸三缩水甘油酯、0.5%-1.1%的流平剂、0.3%-1.3%的表面助剂、0.15%-1.5%的表面助剂、0.3%-25%的颜料、3%-20%的填料及0.2%-1.5%的功能助剂,在混料机中通过100-120r/min的转速对物料进行混合;
步骤05:对步骤04所得的混合物料通过双螺杆挤出机高温熔融挤出,并通过破碎筛分装置将所得的物料破碎为第二片状制剂,挤出时,采用的挤出温度为120℃,挤出转速为70-120r/min;
步骤06:对步骤05所得的第二片状制剂进行冷却研磨细粉碎,且粉碎后的粉末颗粒,通过风力送入旋风分离或旋转筒内,进行筛分,并收集粉末。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210972198.4A CN115260818A (zh) | 2022-08-15 | 2022-08-15 | 一种粉末防火涂料及其制备方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210972198.4A CN115260818A (zh) | 2022-08-15 | 2022-08-15 | 一种粉末防火涂料及其制备方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115260818A true CN115260818A (zh) | 2022-11-01 |
Family
ID=83750935
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210972198.4A Pending CN115260818A (zh) | 2022-08-15 | 2022-08-15 | 一种粉末防火涂料及其制备方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115260818A (zh) |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101020801A (zh) * | 2007-03-06 | 2007-08-22 | 徐州正菱涂装有限公司 | 超薄膨胀型钢结构防火防腐粉末涂料及其制备方法 |
| CN101460591A (zh) * | 2006-04-04 | 2009-06-17 | 帝斯曼知识产权资产管理有限公司 | 无卤阻燃性聚酯组合物 |
| CN101985538A (zh) * | 2010-10-27 | 2011-03-16 | 中国电器科学研究院 | 一种环保型低温固化纯聚酯粉末涂料及其制备方法 |
| CN104056703A (zh) * | 2014-07-07 | 2014-09-24 | 古廷伟 | 一种挤压粉碎机 |
| CN205673025U (zh) * | 2016-05-23 | 2016-11-09 | 宁波亚伯涂料有限公司 | 一种用于涂料粉碎的设备 |
| CN107141980A (zh) * | 2017-06-22 | 2017-09-08 | 六安捷通达新材料有限公司 | 一种羟烷基酰胺固化户外型阻燃粉末涂料 |
| JP2018002812A (ja) * | 2016-06-29 | 2018-01-11 | 日本ペイント・インダストリアルコ−ティングス株式会社 | 粉体耐火塗料組成物の製造方法および粉体耐火塗料組成物 |
| CN109988489A (zh) * | 2019-04-15 | 2019-07-09 | 深圳市威富通讯技术有限公司 | 粉末涂料及其制备方法和应用 |
| CN110330869A (zh) * | 2019-05-25 | 2019-10-15 | 深圳市锦耀达环保材料有限公司 | 防火喷涂粉末、制备方法、制备系统及使用方法 |
| CN111615939A (zh) * | 2020-05-12 | 2020-09-04 | 李�真 | 一种农作物秸秆环保处理装置 |
| CN111744762A (zh) * | 2020-07-03 | 2020-10-09 | 吴丽梅 | 一种基于地质检测用土壤筛分装置 |
| CN112724618A (zh) * | 2020-12-29 | 2021-04-30 | 金旸(厦门)新材料科技有限公司 | 一种低成本无卤阻燃增强pbt材料及其制备方法 |
| CN113754902A (zh) * | 2021-09-30 | 2021-12-07 | 浙江新化化工股份有限公司 | 一种环保型聚酰胺阻燃母粒及其制备方法 |
| CN114031905A (zh) * | 2021-12-08 | 2022-02-11 | 天津柯文实业股份有限公司 | 一种抗冲击无卤阻燃pbt材料的制备方法 |
-
2022
- 2022-08-15 CN CN202210972198.4A patent/CN115260818A/zh active Pending
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101460591A (zh) * | 2006-04-04 | 2009-06-17 | 帝斯曼知识产权资产管理有限公司 | 无卤阻燃性聚酯组合物 |
| CN101020801A (zh) * | 2007-03-06 | 2007-08-22 | 徐州正菱涂装有限公司 | 超薄膨胀型钢结构防火防腐粉末涂料及其制备方法 |
| CN101985538A (zh) * | 2010-10-27 | 2011-03-16 | 中国电器科学研究院 | 一种环保型低温固化纯聚酯粉末涂料及其制备方法 |
| CN104056703A (zh) * | 2014-07-07 | 2014-09-24 | 古廷伟 | 一种挤压粉碎机 |
| CN205673025U (zh) * | 2016-05-23 | 2016-11-09 | 宁波亚伯涂料有限公司 | 一种用于涂料粉碎的设备 |
| JP2018002812A (ja) * | 2016-06-29 | 2018-01-11 | 日本ペイント・インダストリアルコ−ティングス株式会社 | 粉体耐火塗料組成物の製造方法および粉体耐火塗料組成物 |
| CN107141980A (zh) * | 2017-06-22 | 2017-09-08 | 六安捷通达新材料有限公司 | 一种羟烷基酰胺固化户外型阻燃粉末涂料 |
| CN109988489A (zh) * | 2019-04-15 | 2019-07-09 | 深圳市威富通讯技术有限公司 | 粉末涂料及其制备方法和应用 |
| CN110330869A (zh) * | 2019-05-25 | 2019-10-15 | 深圳市锦耀达环保材料有限公司 | 防火喷涂粉末、制备方法、制备系统及使用方法 |
| CN111615939A (zh) * | 2020-05-12 | 2020-09-04 | 李�真 | 一种农作物秸秆环保处理装置 |
| CN111744762A (zh) * | 2020-07-03 | 2020-10-09 | 吴丽梅 | 一种基于地质检测用土壤筛分装置 |
| CN112724618A (zh) * | 2020-12-29 | 2021-04-30 | 金旸(厦门)新材料科技有限公司 | 一种低成本无卤阻燃增强pbt材料及其制备方法 |
| CN113754902A (zh) * | 2021-09-30 | 2021-12-07 | 浙江新化化工股份有限公司 | 一种环保型聚酰胺阻燃母粒及其制备方法 |
| CN114031905A (zh) * | 2021-12-08 | 2022-02-11 | 天津柯文实业股份有限公司 | 一种抗冲击无卤阻燃pbt材料的制备方法 |
Non-Patent Citations (1)
| Title |
|---|
| 袁惠新主编: "《分离工程》", 中国石化出版社, pages: 217 * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101445692B (zh) | 一种超耐候纳米复合改性聚酯粉末涂料及其制备方法 | |
| CN108112257B (zh) | 粉末涂料和用于制备粉末涂料的方法 | |
| CN109593449A (zh) | 一种热固性纳米改性粉末涂料及其制备方法 | |
| CN101311234B (zh) | 一种金属闪光粉末涂料及制备方法 | |
| JP2011504157A (ja) | 断熱添加剤 | |
| CN100334169C (zh) | 含氟树脂粉体涂料组合物以及具有涂膜的物品 | |
| CN104231306B (zh) | 隔热可塑剂组合物、透明隔热中间膜及透明隔热夹层板 | |
| CN107177300A (zh) | 一种耐沾污热固性粉末涂料及其制备方法 | |
| CN111154199A (zh) | 一种pvc灯箱膜及其制备工艺 | |
| CN115260818A (zh) | 一种粉末防火涂料及其制备方法 | |
| EP0664872A1 (de) | Heizverfahren und heizvorrichtung | |
| CN111138779A (zh) | 一种灯箱布用pvc膜及其制备方法 | |
| CN113930130A (zh) | 一种热固性粉末涂料 | |
| CN110330869A (zh) | 防火喷涂粉末、制备方法、制备系统及使用方法 | |
| CN110684442A (zh) | 一种粉末涂料的制备方法及其制备设备 | |
| CN113930112B (zh) | 一种粉末涂料的制作工艺方法 | |
| JP2003176440A (ja) | 含フッ素樹脂粉体塗料組成物および塗膜を有する物品 | |
| CN114800933B (zh) | 一种减震式色母粒干燥装置 | |
| CN213996126U (zh) | 一种阻燃添加剂加工用粉碎设备 | |
| CN115044283A (zh) | 一种超耐久聚酯粉末涂料组合物 | |
| CN111391263B (zh) | 一种非颜料法多孔全反射隔热降温聚合物薄膜及制备方法 | |
| CN1226367C (zh) | 纳米改性环氧树脂粉末涂料的生产方法 | |
| CN107722799B (zh) | 一种提升粉末涂料生产成品率的生产工艺 | |
| CN109486298B (zh) | 一种氟碳粉末涂料及其制备方法 | |
| CN111267264A (zh) | 一种环保型阻燃绝缘pvc电缆料的制备工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |