CN115091349A - 一种钢管千叶轮抛光装置 - Google Patents
一种钢管千叶轮抛光装置 Download PDFInfo
- Publication number
- CN115091349A CN115091349A CN202210922971.6A CN202210922971A CN115091349A CN 115091349 A CN115091349 A CN 115091349A CN 202210922971 A CN202210922971 A CN 202210922971A CN 115091349 A CN115091349 A CN 115091349A
- Authority
- CN
- China
- Prior art keywords
- steel pipe
- polishing
- straightening
- thousand
- supporting rollers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 90
- 239000010959 steel Substances 0.000 title claims abstract description 90
- LFYJSSARVMHQJB-QIXNEVBVSA-N bakuchiol Chemical compound CC(C)=CCC[C@@](C)(C=C)\C=C\C1=CC=C(O)C=C1 LFYJSSARVMHQJB-QIXNEVBVSA-N 0.000 title claims description 7
- 238000005498 polishing Methods 0.000 claims abstract description 53
- 230000005540 biological transmission Effects 0.000 claims description 2
- 230000008878 coupling Effects 0.000 claims 1
- 238000010168 coupling process Methods 0.000 claims 1
- 238000005859 coupling reaction Methods 0.000 claims 1
- 230000000694 effects Effects 0.000 description 6
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 239000004576 sand Substances 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 1
- 239000003082 abrasive agent Substances 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B29/00—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents
- B24B29/02—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents designed for particular workpieces
- B24B29/06—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents designed for particular workpieces for elongated workpieces having uniform cross-section in one main direction
- B24B29/08—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents designed for particular workpieces for elongated workpieces having uniform cross-section in one main direction the cross-section being circular, e.g. tubes, wires, needles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D3/00—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts
- B21D3/14—Recontouring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/02—Frames; Beds; Carriages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/20—Drives or gearings; Equipment therefor relating to feed movement
Abstract
本发明公开了抛光装置技术领域的一种钢管千叶轮抛光装置,包括基座;两个支撑辊,水平转动连接在所述基座的立板上,且所述支撑辊轴向与基座长度方向一致,两个所述支撑辊分别由两个步进电机驱动其同步转动;移动架,由两个立柱及一个横杆组成;抛光单元;驱动单元;校直单元。通过校直单元的设置,能够对钢管进行校直,使得钢管的圆度(或圆柱度)得到一定程度上的改善,避免钢管旋转时,钢管局部位置未与千叶轮接触而产生抛光打磨的盲区,提升了抛光精度及效率,另外设置驱动单元由第一齿轮、第二齿轮、丝杆、丝母套、移动块等构成,这样通过支撑辊的旋转,使得千叶轮能够同步进行移动,实现自动进给,以提升自动化水平。
Description
技术领域
本发明涉及抛光装置技术领域,具体为一种钢管千叶轮抛光装置。
背景技术
钢管加工完成后,由于表面粗糙度较大,因此需要对加工完毕后的钢管管壁进行抛光处理,目前主要是通过抛光装置来对钢管进行抛光,抛光设备上安装有千叶轮,千叶轮又名千页轮、卡盘式页轮,属于涂附磨具的一种,每个产品以成百上千的纱布片粘合而成,故得名。它是以氧化铝为磨料,基材为布基经流水线制作成纱布,再由纱布层叠和全树脂粘贴而成。卡盘上下开凹槽将砂叶片固定在上下卡盘之间,砂叶片的内侧边的两端分别设置L形卡扣槽和紧固圈,紧固圈与卡扣槽固定连接,所述紧固圈经胶液与卡扣槽固化粘结在一起,而成千页轮,千叶轮分为直槽和U型槽口两种,通过电机驱动千叶轮旋转,进而使得千叶轮对钢管的管壁进行抛光。
在进行抛光时,钢管的圆度(或圆柱度)将影响抛光的效果,当钢管的圆度(或圆柱度)不良时,钢管表面可能有局部位置无法接触到千叶轮表面,这样就造成了钢管局部没有进行抛光,进而影响了钢管的抛光打磨效果。
发明内容
本发明要解决的技术问题是克服现有技术的缺陷,提供一种钢管千叶轮抛光装置,为了解决上述提到的现有技术中在进行抛光时,钢管的圆度(或圆柱度)将影响抛光的效果,当钢管的圆度(或圆柱度)不良时,钢管表面可能有局部位置无法接触到千叶轮表面,这样就造成了钢管局部没有进行抛光,进而影响了钢管的抛光打磨效果的技术问题,本发明提供了如下的技术方案:
本发明提供了:一种钢管千叶轮抛光装置,包括:
基座;
两个支撑辊,水平转动连接在所述基座的立板上,且所述支撑辊轴向与基座长度方向一致,两个所述支撑辊分别由两个步进电机驱动其同步转动;
移动架,由两个立柱及一个横杆组成;
抛光单元,安装在所述横杆上,且位于两个所述支撑辊之间的正上方;
驱动单元,用于驱动所述移动架沿基座长度方向移动;
校直单元,用于对放置在两个所述支撑辊上的钢管进行校直,另外能够配合两个所述支撑辊以对钢管进行径向限位。
如上所述的一种钢管千叶轮抛光装置中,所述抛光单元包括:
抛光电机,安装在所述横杆上;
千叶轮,与所述抛光电机的电机轴同轴连接,所述千叶轮轴向与支撑辊轴向平行。
如上所述的一种钢管千叶轮抛光装置中,所述驱动单元包括:
两个第一齿轮,分别同轴连接在两个所述支撑辊上;
两个丝杆,分别水平转动连接在所述立板的相对两侧;
两个第二齿轮,分别同轴连接在两个所述丝杆上,所述第一齿轮、第二齿轮对应啮合传动;
两个丝母套,分别螺纹套装在两个所述丝杆上;
两个移动块,分别套装在两个所述丝母套上,两个所述立柱分别竖直固接在两个移动块上。
如上所述的一种钢管千叶轮抛光装置中,两个所述立板上各水平转动连接有限位盘,两个所述限位盘用于对钢管进行轴向限位。
如上所述的一种钢管千叶轮抛光装置中,所述校直单元包括:
两个校直杆,分别连接在两个所述立柱上;
两个弧形的校直瓦,分别连接在两个所述校直杆的相对端上,且两个所述校直瓦的内弧面与钢管管壁滑动接触。
与现有技术相比,本发明的有益效果是:通过校直单元的设置,能够对钢管进行校直,使得钢管的圆度(或圆柱度)得到一定程度上的改善,避免钢管旋转时,钢管局部位置未与千叶轮接触而产生抛光打磨的盲区,提升了抛光精度及效率,另外设置驱动单元由第一齿轮、第二齿轮、丝杆、丝母套、移动块等构成,这样通过支撑辊的旋转,使得千叶轮能够同步进行移动,实现自动进给,以提升自动化水平,无需额外设置动力元件及控制装置,简化操作,降低成本,通过设置校直瓦,既能够夹持钢管,以对钢管产生径向限位,另外由于校直瓦内凹面与钢管表面摩擦系数较小,进而不会影响钢管的旋转,减少钢管磨损。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
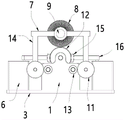
图1为本发明中一种钢管千叶轮抛光装置的组装结构示意图;
图2为图1中A处局部结构的放大示意图;
图3为本发明中一种钢管千叶轮抛光装置的组装结构侧视示意图;
图4为本发明中一种钢管千叶轮抛光装置的组装结构另外一个角度的示意图;
图5为图4中结构的爆炸分解示意图。
图中:1-立板,2-步进电机,3-基座,4-斜槽,5-直槽,6-固定座,7-横杆,8-千叶轮,9-抛光电机,10-钢管,11-第二齿轮,12-限位盘,13-第一齿轮,14-立柱,15-校直瓦,16-校直杆,17-球轴承,18-丝杆,19-移动块,20-支撑辊,21-丝母套。
具体实施方式
以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
实施例
如图1-5所示,本实施例提供一种技术方案:一种钢管千叶轮抛光装置,包括基座3,基座3的长度方向两端各竖直固接有一个立板1,两个立板1上通过安装第一枢轴水平转动连接有两个支撑辊20,另外第一枢轴适用安装轴承转动连接在立板1上,这样使得支撑辊20能够在立板1上转动,且两个支撑辊20对称设置,另外支撑辊20轴向与基座3长度方向一致,其中一个立板1上安装有两个步进电机2,两个支撑辊20分别由两个步进电机2驱动其同步转动,两个步进电机2由变频器或其他控制器控制其转速、转向,进而保证两个步进电机2同步转动,进而驱动两个支撑辊20同步同向转动,两个立板1的横向相对两侧共同水平转动连接有丝杆18,两个丝杆18分别对应基座3的宽度方向两侧,另外丝杆18轴向与基座3的长度方向平行,且两个丝杆18位于两个支撑辊20的外侧,或者说两个支撑辊20位于两个丝杆18之间,两个丝杆18上各螺纹套装有丝母套21,丝母套21上套接有移动块19,如图2所示,移动块19上开设有供丝母套21插装的插槽,进而使得丝母套21与移动块19进行连接,两个移动块19上各竖直固接有一立柱14,两个立柱14上端位于支撑辊20的上方且共同水平连接一个横杆7,横杆7上一体成型地设有电机安装板,电机安装板上水平安装有抛光电机9,抛光电机9由外部电源模块进行供电,另外抛光电机9的电机轴穿出电机安装板,并且电机轴穿出电机安装板的一端同轴连接有千叶轮8,千叶轮8可以通过焊接、螺钉连接等方式安装在抛光电机9的电机轴端部,抛光电机9通电旋转并能够带动千叶轮8高速旋转,在此,千叶轮8旋转速度不小于600rpm,此外,千叶轮8的轴心与基座3长度方向平行,两个支撑辊20的一端穿出立板1并且各自套装有第一齿轮13,而两个丝杆18的一端各套装由第二齿轮11,第一齿轮13与第二齿轮11处于啮合状态,这样当支撑辊20旋转时,将同步带动第一齿轮13与第二齿轮11啮合传动,进而可以带动两个丝杆18进行旋转,丝杆18旋转时,将带动立柱14、横杆7水平移动,进而使得千叶轮能够水平移动,工作时,将钢管10平躺放置在两个支撑辊20之间,通过两个支撑辊20的外援能够对钢管10进行支撑,且使得钢管10能够自动定心,或者说钢管10管壁外缘最高点与千叶轮外缘最低点接触,且保持一定的抵紧力,另外两个立柱14上各水平穿设有校直杆16,校直杆16在立柱14上能水平自由滑动,另外两个校直杆16的相对端或者说对应基座3宽度方向内侧的一端上各自连接有校直瓦15,校直瓦15外轮廓成弧形,且弧形的圆心与钢管10的轴心同轴,这样当校直瓦15接触钢管10的管壁后,校直瓦15的内凹面能够完全接触钢管10的管壁,此外校直瓦15的材质为黄铜或不锈钢材质,这样使得校直瓦15与钢管10管壁的摩擦阻力较小,使得校直瓦15在对钢管的管壁进行夹持时,不会影响钢管的旋转,另外校直杆16远离校直瓦15的一端竖直连接有第二枢轴,第二枢轴的下端安装有球轴承17,基座3宽度方向两侧各设有一固定座6,固定座6长度方向与基座3长度方向平行,另外固定座6顶部设有异形槽,异形槽包括两个斜槽4及一个直槽5,两个斜槽4分别对应基座3长度方向的两端,直槽5长度方向与基座3长度方向平行,另外直槽5长度不小于待抛光的钢管的长度,斜槽4一端与直槽5连通,斜槽4的另一端朝基座3宽度方向外侧倾斜延伸,球轴承17是卡装在异形槽内的,另外球轴承外径与异形槽宽度适配,使得球轴承17能够在直槽5及斜槽4上滚动,在对钢管进行定位后,由两个步进电机2带动两个支撑辊20旋转,通过支撑辊与钢管的摩擦阻力,使得钢管也进行旋转,由于两个支撑辊的转向一致,使得钢管沿着一个方向转动,另外两个支撑辊在旋转时,将由第一齿轮13带动第二齿轮11旋转,并能够驱动两个丝杆18进行转动,由此能够使丝母套21带动移动块19水平移动,同时,抛光电机通电转动并使千叶轮进行旋转,进而能够使千叶轮旋转并对钢管的管壁进行抛光打磨,由于钢管同步进行旋转,这样能够使千叶轮对钢管管壁的各个部位进行抛光打磨,此外两个移动块带动立柱、横杆7水平移动,使得千叶轮沿着钢管轴向移动,以对钢管通长方向的管壁进行抛光打磨,此外立柱水平移动时,将带动校直杆水平移动,另外球轴承17在异形槽内转动,这样使得球轴承17能够由斜槽4进入直槽内,与此对应的是,能够驱动校直杆朝基座3宽度方向内侧方向移动,进而使得两个校直瓦15的内弧面抱住钢管,且不会影响钢管的旋转,而随着立柱的移动,使得校直瓦对管壁凸起部位产生抵紧力,这样使得管壁能够被校直瓦进行校正,使得钢管的圆度(或圆柱度)能够进行校正,使得钢管的圆度(或圆柱度)尽量得到提升,这样千叶轮在对钢管进行抛光打磨时,钢管表面不会产生局部未抛光打磨的现象,提升了抛光打磨效率及精度,当抛光完毕后,即,移动块移动至钢管轴向外侧后,球轴承17将由直槽5转动至斜槽4内,这样使得校直瓦15能够远离钢管,进而便于钢管的卸料作业,同时在抛光时,球轴承从斜槽进入直槽内,进而可以使校直瓦逐步靠近钢管并对钢管进行夹持,另外本实施例中的两个立板上通过安装第三枢轴转动连接有两个限位盘12,第三枢轴同样适用安装轴承转动连接在立板上,两个限位盘12的横向间距与钢管轴向长度尺寸适配,这样当钢管放入两个支撑辊上后,通过两个限位盘12能够对钢管进行轴向限位,且避免抛光打磨时,钢管产生窜动而影响抛光打磨的效果,本实施例中,为了提高钢管表面的抛光效果,可以将第一齿轮的公称直径设置最大为第二齿轮公称直径的一半,这样使得第一齿轮与第二齿轮的转动比能够进行优化,进而减缓了千叶轮的平移速度,使得千叶轮对钢管表面各部位的接触时间得到增加,进而改进了抛光打磨的效果。
最后应说明的是:以上仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (5)
1.一种钢管千叶轮抛光装置,其特征在于,包括:
基座(3);
两个支撑辊(20),水平转动连接在所述基座(3)的立板(1)上,且所述支撑辊(20)轴向与基座(3)长度方向一致,两个所述支撑辊(20)分别由两个步进电机(2)驱动其同步转动;
移动架,由两个立柱(14)及一个横杆(7)组成;
抛光单元,安装在所述横杆(7)上,且位于两个所述支撑辊(20)之间的正上方;
驱动单元,用于驱动所述移动架沿基座(3)长度方向移动;
校直单元,用于对放置在两个所述支撑辊(20)上的钢管(10)进行校直,另外能够配合两个所述支撑辊(20)以对钢管(10)进行径向限位。
2.如权利要求1所述的一种钢管千叶轮抛光装置,其特征在于,所述抛光单元包括:
抛光电机(9),安装在所述横杆(7)上;
千叶轮(8),与所述抛光电机(9)的电机轴同轴连接,所述千叶轮(8)轴向与支撑辊(20)轴向平行。
3.如权利要求1所述的一种钢管千叶轮抛光装置,其特征在于,所述驱动单元包括:
两个第一齿轮(13),分别同轴连接在两个所述支撑辊(20)上;
两个丝杆(18),分别水平转动连接在所述立板(1)的相对两侧;
两个第二齿轮(11),分别同轴连接在两个所述丝杆(18)上,所述第一齿轮(13)、第二齿轮(11)对应啮合传动;
两个丝母套(21),分别螺纹套装在两个所述丝杆(18)上;
两个移动块(19),分别套装在两个所述丝母套(21)上,两个所述立柱(14)分别竖直固接在两个移动块(19)上。
4.如权利要求1所述的一种钢管千叶轮抛光装置,其特征在于,两个所述立板(1)上各水平转动连接有限位盘(12),两个所述限位盘(12)用于对钢管(10)进行轴向限位。
5.如权利要求1所述的一种钢管千叶轮抛光装置,其特征在于,所述校直单元包括:
两个校直杆(16),分别连接在两个所述立柱(14)上;
两个弧形的校直瓦(15),分别连接在两个所述校直杆(16)的相对端上,且两个所述校直瓦(15)的内弧面与钢管(10)管壁滑动接触。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210922971.6A CN115091349B (zh) | 2022-08-02 | 2022-08-02 | 一种钢管千叶轮抛光装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210922971.6A CN115091349B (zh) | 2022-08-02 | 2022-08-02 | 一种钢管千叶轮抛光装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115091349A true CN115091349A (zh) | 2022-09-23 |
| CN115091349B CN115091349B (zh) | 2024-03-26 |
Family
ID=83301472
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210922971.6A Active CN115091349B (zh) | 2022-08-02 | 2022-08-02 | 一种钢管千叶轮抛光装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115091349B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115365972A (zh) * | 2022-10-25 | 2022-11-22 | 常熟市长江不锈钢材料有限公司 | 一种钢带的表面清理装置及其使用方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20040002753A (ko) * | 2002-06-26 | 2004-01-07 | 심상배 | 볼링공 표면처리 장치 |
| CN202640110U (zh) * | 2012-05-25 | 2013-01-02 | 江门市奥斯龙机械有限公司 | 一种自动打磨抛光机 |
| KR101489231B1 (ko) * | 2014-06-24 | 2015-02-04 | 주식회사 성원공조 | 건식 에어 덕트의 교정장치 |
| CN105415128A (zh) * | 2015-12-03 | 2016-03-23 | 无锡市晨源建筑器材有限公司 | 一种焊接钢管打磨机 |
| CN107984370A (zh) * | 2017-12-15 | 2018-05-04 | 济源市华中冶金机械有限公司 | 一种冷轧辊抛光机 |
| CN209304310U (zh) * | 2019-01-08 | 2019-08-27 | 无锡市精密钢管有限公司 | 一种管体端口内外同步去毛刺加工装置 |
| CN211439430U (zh) * | 2019-12-28 | 2020-09-08 | 常州市武进良发机械传动件有限公司 | 一种用于链轮加工的自动抛光磨机 |
| CN112454025A (zh) * | 2020-11-09 | 2021-03-09 | 淄博职业学院 | 一种机电设备维修用轴杆调直设备及其使用方法 |
| CN214771264U (zh) * | 2021-05-28 | 2021-11-19 | 铜陵市大成轧辊有限责任公司 | 一种用于轧辊生产的抛光设备 |
| CN216501647U (zh) * | 2021-05-24 | 2022-05-13 | 青岛澳英电力设备有限公司 | 一种钢管杆用校直机构 |
-
2022
- 2022-08-02 CN CN202210922971.6A patent/CN115091349B/zh active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20040002753A (ko) * | 2002-06-26 | 2004-01-07 | 심상배 | 볼링공 표면처리 장치 |
| CN202640110U (zh) * | 2012-05-25 | 2013-01-02 | 江门市奥斯龙机械有限公司 | 一种自动打磨抛光机 |
| KR101489231B1 (ko) * | 2014-06-24 | 2015-02-04 | 주식회사 성원공조 | 건식 에어 덕트의 교정장치 |
| CN105415128A (zh) * | 2015-12-03 | 2016-03-23 | 无锡市晨源建筑器材有限公司 | 一种焊接钢管打磨机 |
| CN107984370A (zh) * | 2017-12-15 | 2018-05-04 | 济源市华中冶金机械有限公司 | 一种冷轧辊抛光机 |
| CN209304310U (zh) * | 2019-01-08 | 2019-08-27 | 无锡市精密钢管有限公司 | 一种管体端口内外同步去毛刺加工装置 |
| CN211439430U (zh) * | 2019-12-28 | 2020-09-08 | 常州市武进良发机械传动件有限公司 | 一种用于链轮加工的自动抛光磨机 |
| CN112454025A (zh) * | 2020-11-09 | 2021-03-09 | 淄博职业学院 | 一种机电设备维修用轴杆调直设备及其使用方法 |
| CN216501647U (zh) * | 2021-05-24 | 2022-05-13 | 青岛澳英电力设备有限公司 | 一种钢管杆用校直机构 |
| CN214771264U (zh) * | 2021-05-28 | 2021-11-19 | 铜陵市大成轧辊有限责任公司 | 一种用于轧辊生产的抛光设备 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115365972A (zh) * | 2022-10-25 | 2022-11-22 | 常熟市长江不锈钢材料有限公司 | 一种钢带的表面清理装置及其使用方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115091349B (zh) | 2024-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109604698B (zh) | 一种多工位数控双侧铣床 | |
| CN115091349A (zh) | 一种钢管千叶轮抛光装置 | |
| CN110666695B (zh) | 一种平面抛光机用打磨辊均匀涂料装置 | |
| CN100493840C (zh) | 圆锯片侧面无心磨床及其对圆锯片侧面无心磨削的方法 | |
| CN107243786A (zh) | 一种圆柱状工件外表面的磨削装置 | |
| CN111055176A (zh) | 一种对齿轮端面打磨的装置 | |
| CN201136118Y (zh) | 钢管砂带抛光机 | |
| CN2750888Y (zh) | 大直径高精度玻璃抛光机 | |
| CN101642888B (zh) | 一种柱状工件球面的研磨方法及研磨机 | |
| CN108857836A (zh) | 一种用于金属制品的抛光设备 | |
| CN215036097U (zh) | 去毛刺装置 | |
| CN113319727B (zh) | 一种高精密传动螺杆加工用打磨装置及其打磨方法 | |
| CN115592481A (zh) | 一种阀门及其组件的抛光打磨设备 | |
| CN112757146A (zh) | 一种同步散热式离心研磨机 | |
| CN113977423A (zh) | 数控立式双磨头多功能磨床 | |
| CN113103074A (zh) | 一种高强度铝合金汽车轮毂制造工艺 | |
| CN213054295U (zh) | 一种中心孔精密研磨机 | |
| CN218947368U (zh) | 一种用于平面磨床的异形夹持工装 | |
| CN220680273U (zh) | 一种阀门抛光机 | |
| CN219542546U (zh) | 一种不锈钢管用智能型内外打磨机 | |
| CN220029695U (zh) | 一种汽车零部件加工用打磨工装 | |
| CN114536011B (zh) | 一种电脑数控多功能磨削一体化加工机器 | |
| CN117066983B (zh) | 一种潜卤泵芯轴磨削机 | |
| CN220260426U (zh) | 一种打磨装置 | |
| CN220427951U (zh) | 一种不锈钢钢管抛光机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |