CN114850376A - 一种钢制生产用锻造模具 - Google Patents
一种钢制生产用锻造模具 Download PDFInfo
- Publication number
- CN114850376A CN114850376A CN202210799069.XA CN202210799069A CN114850376A CN 114850376 A CN114850376 A CN 114850376A CN 202210799069 A CN202210799069 A CN 202210799069A CN 114850376 A CN114850376 A CN 114850376A
- Authority
- CN
- China
- Prior art keywords
- forging
- safety protection
- die
- transmission
- metal contact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J13/00—Details of machines for forging, pressing, or hammering
- B21J13/02—Dies or mountings therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J13/00—Details of machines for forging, pressing, or hammering
- B21J13/08—Accessories for handling work or tools
- B21J13/14—Ejecting devices
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Abstract
本发明公开了一种钢制生产用锻造模具,属于锻造模具技术领域,包括锻造下模和锻造上模,锻造下模上设置有支撑导向柱,支撑导向柱的上端安装有支撑横板,支撑横板的顶部安装有液压缸,液压缸的活塞杆连接有联动滑座,联动滑座的底部安装有锻造上模,锻造上模位于锻造下模的上方。为了解决操作安全性低下,不能实现快速脱模,使用不便,降低锻造效率的问题,本发明的钢制生产用锻造模具,利用安全防护顶料机构可将锻件从模腔内顶出,能实现快速脱模,方便将锻件快速取出,操作安全,使用便利,且提高了锻造效率,利用安全防护推料机构可将锻件推送至集料引流台上,不需要操作人员手动将锻造好的锻件取走,可减少安全隐患,提高操作安全性。
Description
技术领域
本发明涉及锻造模具技术领域,特别涉及一种钢制生产用锻造模具。
背景技术
公开号为CN209094441U的中国专利公开了一种钢制活塞镶块锻造模具,包括上模具、下模具、下模芯和模芯固定板,上模具、下模具呈四方块形状,上模具的下端面和下模具的上端面设有相对应的型腔、桥部和仓部,下模芯位于下模具的型腔内,下模芯的底部设有模芯固定板,下模具的底部设有和模芯固定板相适配的凹槽,模芯固定板位于凹槽内,模芯固定板的上表面面积大于下模芯的底面面积,且所述模芯固定板通过紧固件和下模芯可拆卸连接,所述上模具和下模具通过直角锁扣卡接固定,顶杆从下往上依次穿过模芯固定板和下模芯,且顶杆的顶部和下模芯相平齐,上模具、下模具和下模芯构成闭式模具型腔。
公开号为CN216397885U的中国专利公开了一种便于调节锻造厚度的锻造模具,具体涉及锻造领域,所述支撑杆上端焊接有锻造杆,所述锻造杆下端固定安装有锻造电机,所述底板上端可拆卸安装有锻造装置,所述锻造装置由升降组件、第一锻造模具和第二锻造模具组成,所述第一锻造模具底端固定安装在升降组件上端,所述第二锻造模具左端可拆卸安装在升降组件上端。本实用新型所述的一种便于调节锻造厚度的锻造模具,第二锻造模具移出后再将第一横向插板放入到第一横向安装长槽对第一模具本体左右两端进行隔档,通过第二锻造模具和第一锻造模具简单的组装置和拆卸的方式提高了该装置的实用性,避免了频繁的更换模具从而减少了一部分加工成本。但是上述专利存在以下缺陷:
1、锻造模具锻造锻件后,为操作人员手动将锻造好的锻件取走,其操作人员手动取件的过程中,手部放置在锻造上模的下方,操作不当极易误碰操作人员手部,存在一定的安全隐患,操作安全性低下;
锻造模具锻造锻件后,不能实现快速脱模,不方便将锻件快速取出,操作不安全,使用不便,降低锻造效率。
发明内容
本发明的目的在于提供一种钢制生产用锻造模具,利用安全防护顶料机构可将锻件从模腔内顶出,能实现快速脱模,方便将锻件快速取出,操作安全,使用便利,且提高了锻造效率,利用安全防护推料机构可将锻件推送至集料引流台上,不需要操作人员手动将锻造好的锻件取走,可减少安全隐患,提高操作安全性,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种钢制生产用锻造模具,包括锻造下模和锻造上模,所述锻造下模的上表面设置有支撑导向柱,所述支撑导向柱平行排列且支撑导向柱的上端安装有支撑横板,所述支撑横板的顶部安装有液压缸,所述液压缸的活塞杆连接有联动滑座,所述联动滑座活动连接在支撑导向柱上且联动滑座的底部安装有锻造上模,所述锻造上模位于锻造下模的上方,所述锻造下模上设置有模腔;
所述锻造下模上设置有安全防护推料机构,所述安全防护推料机构用于将模腔内锻造好的锻件推送至集料引流台上,所述集料引流台倾斜安装在锻造下模上,所述安全防护推料机构包括安全防护推料支架、驱动电机、传动丝杆、传动滑块、支撑连杆和推料基板,所述安全防护推料支架安装在锻造下模的上表面上,所述安全防护推料支架的内侧设置有传动丝杆,所述传动丝杆通过轴承安装在安全防护推料支架上且传动丝杆通过驱动电机驱动旋转,所述驱动电机安装在安全防护推料支架上,所述传动丝杆螺纹连接有传动滑块,所述传动滑块上安装有支撑连杆,所述支撑连杆的一端贯穿安全防护推料支架且支撑连杆连接有推料基板,所述推料基板位于安全防护推料支架的外侧。
进一步地,所述锻造下模上设置有安全防护顶料机构,所述安全防护顶料机构用于将模腔内锻造好的锻件从模腔内顶出,所述安全防护顶料机构包括安全防护外框架、支撑基座、旋转电机和驱动蜗轮,所述安全防护外框架嵌在锻造下模内,所述安全防护外框架底部的内侧端面安装有支撑基座,所述支撑基座上安装有旋转电机,所述旋转电机的输出轴通过花键安装有驱动蜗轮。
进一步地,所述安全防护顶料机构包括左传动蜗杆、右传动蜗杆、左传动牵引轴、右传动牵引轴、左传动齿轮和右传动齿轮,所述左传动蜗杆和右传动蜗杆分布在驱动蜗轮的两侧,左传动蜗杆和右传动蜗杆均与驱动蜗轮啮合,所述左传动蜗杆和右传动蜗杆通过轴承安装在安全防护外框架的上端,所述左传动蜗杆通过联轴器连接有左传动牵引轴,所述左传动牵引轴通过花键安装有左传动齿轮,所述右传动蜗杆通过联轴器连接有右传动牵引轴,所述右传动牵引轴通过花键安装有右传动齿轮,所述左传动牵引轴和右传动牵引轴通过轴承安装在安全防护外框架的上端。
进一步地,所述安全防护顶料机构还包括顶料组件,所述顶料组件包括联动齿条座、顶料基板和导向基座,所述联动齿条座位于安全防护外框架的内侧,且左传动齿轮和右传动齿轮均与联动齿条座啮合,所述联动齿条座活动连接在导向基座上,导向基座安装在安全防护外框架的内侧端面上,所述联动齿条座的顶部安装有顶料基板,所述顶料基板贯穿安全防护外框架且顶料基板延伸至模腔。
进一步地,所述联动齿条座的下端活动连接在定位杆上,所述定位杆安装在安全防护外框架底部的内侧端面上且定位杆上安装有定位挡板,所述定位挡板位于联动齿条座的正下方且定位挡板贴在联动齿条座的底部。
进一步地,所述联动齿条座上设置有供定位杆插入的定位凹槽,所述定位杆与定位凹槽适配。
进一步地,所述联动齿条座的下端设置有动金属触片,所述动金属触片的正上方设置有静金属触片,所述静金属触片安装在导向基座的底部。
进一步地,所述导向基座的顶部设置有蓄电池,所述蓄电池的正极通过导线电连接驱动电机,所述驱动电机通过导线电连接动金属触片,所述蓄电池的负极通过导线电连接静金属触片。
进一步地,所述蓄电池、驱动电机、动金属触片和静金属触片组成的闭合回路通过动金属触片和静金属触片接触而导通。
与现有技术相比,本发明的有益效果是:
1、本发明的钢制生产用锻造模具,现有技术中,操作人员手动取件的过程中,手部放置在锻造上模的下方,操作不当极易误碰操作人员手部,存在一定的安全隐患,操作安全性低下,而本发明的锻造下模上设置有安全防护推料机构,安全防护推料机构包括安全防护推料支架、驱动电机、传动丝杆、传动滑块、支撑连杆和推料基板,利用安全防护推料机构可将从模腔内顶出的锻造好的锻件推送至集料引流台上,不需要操作人员手动将锻造好的锻件取走,可减少安全隐患,提高操作安全性;
2、本发明的钢制生产用锻造模具,现有技术中,不能实现快速脱模,不方便将锻件快速取出,操作不安全,使用不便,降低锻造效率,而本发明的锻造下模上设置有安全防护顶料机构,安全防护顶料机构包括安全防护外框架、支撑基座、旋转电机、驱动蜗轮、左传动蜗杆、右传动蜗杆、传动牵引轴、传动齿轮和顶料组件,其中顶料组件包括联动齿条座、顶料基板和导向基座,利用安全防护顶料机构可将模腔内锻造好的锻件从模腔内顶出,能实现快速脱模,方便将锻件快速取出,操作安全,使用便利,且提高了锻造效率。
附图说明
图1为本发明的钢制生产用锻造模具的正视图;
图2为本发明的钢制生产用锻造模具的局部剖面正视图;
图3为本发明的锻件被顶出且推至集料引流台上的锻造模具的剖面图;
图4为本发明的集料引流台的示意图;
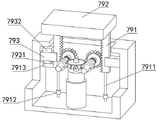
图5为本发明的安全防护顶料机构的示意图;
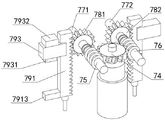
图6为本发明的安全防护顶料机构的局部剖面图;
图7为本发明的顶料组件顶升锻件的局部剖面图;
图8为本发明的安全防护顶料机构的局部示意图;
图9为本发明的联动齿条座活动连接在定位挡板上的仰视图;
图10为本发明的联动齿条座活动连接在定位挡板上的仰视分解图。
图中:1、锻造下模;11、支撑导向柱;12、模腔;2、锻造上模;3、支撑横板;31、液压缸;4、联动滑座;5、安全防护推料机构;51、安全防护推料支架;52、驱动电机;53、传动丝杆;54、传动滑块;55、支撑连杆;56、推料基板;6、集料引流台;7、安全防护顶料机构;71、安全防护外框架;72、支撑基座;73、旋转电机;74、驱动蜗轮;75、左传动蜗杆;76、右传动蜗杆;771、左传动牵引轴;772、右传动牵引轴;781、左传动齿轮;782、右传动齿轮;79、顶料组件;791、联动齿条座;7911、定位杆;7912、定位挡板;7913、动金属触片;792、顶料基板;793、导向基座;7931、静金属触片;7932、蓄电池。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
为了解决现有的锻造模具锻造锻件后,为操作人员手动将锻造好的锻件取走,其操作人员手动取件的过程中,手部放置在锻造上模的下方,操作不当极易误碰操作人员手部,存在一定的安全隐患,操作安全性低下的技术问题,请参阅图1-图4,本实施例提供以下技术方案:
一种钢制生产用锻造模具,包括锻造下模1和锻造上模2,锻造下模1的上表面设置有支撑导向柱11,支撑导向柱11平行排列且支撑导向柱11的上端安装有支撑横板3,支撑横板3的顶部安装有液压缸31,液压缸31的活塞杆连接有联动滑座4,联动滑座4活动连接在支撑导向柱11上且联动滑座4的底部安装有锻造上模2,锻造上模2位于锻造下模1的上方,锻造下模1上设置有模腔12。
具体的,将待锻造的锻件放置在模腔12内,液压缸31启动且推动联动滑座4在支撑导向柱11上竖向移动,联动滑座4竖向移动可带动锻造上模2随之竖向移动,利用锻造上模2和锻造下模1对锻件进行锻造。
锻造下模1上设置有安全防护推料机构5,安全防护推料机构5用于将模腔12内锻造好的锻件推送至集料引流台6上,集料引流台6倾斜安装在锻造下模1上,安全防护推料机构5包括安全防护推料支架51、驱动电机52、传动丝杆53、传动滑块54、支撑连杆55和推料基板56,安全防护推料支架51安装在锻造下模1的上表面上,安全防护推料支架51的内侧设置有传动丝杆53,传动丝杆53通过轴承安装在安全防护推料支架51上且传动丝杆53通过驱动电机52驱动旋转,驱动电机52安装在安全防护推料支架51上,传动丝杆53螺纹连接有传动滑块54,传动滑块54上安装有支撑连杆55,支撑连杆55的一端贯穿安全防护推料支架51且支撑连杆55连接有推料基板56,推料基板56位于安全防护推料支架51的外侧。
具体的,锻件顶出后,联动齿条座791竖向移动且带动联动齿条座791下端安装的动金属触片7913随之竖向移动,使动金属触片7913和静金属触片7931接触,此时由蓄电池7932、驱动电机52、动金属触片7913和静金属触片7931组成的闭合回路导通,驱动电机52启动且带动传动丝杆53旋转,传动丝杆53在旋转的过程中带动传动滑块54横向移动,传动滑块54横向移动可带动支撑连杆55和推料基板56随之横向移动,利用横向移动的推料基板56将从模腔12内顶出的锻造好的锻件推送至集料引流台6上,不需要操作人员手动将锻造好的锻件取走,可减少安全隐患,提高操作安全性。
为了解决现有的锻造模具锻造锻件后,不能实现快速脱模,不方便将锻件快速取出,操作不安全,使用不便,降低锻造效率的技术问题,请参阅图5-图8,本实施例提供以下技术方案:
锻造下模1上设置有安全防护顶料机构7,安全防护顶料机构7用于将模腔12内锻造好的锻件从模腔12内顶出,安全防护顶料机构7包括安全防护外框架71、支撑基座72、旋转电机73和驱动蜗轮74,安全防护外框架71嵌在锻造下模1内,安全防护外框架71底部的内侧端面安装有支撑基座72,支撑基座72上安装有旋转电机73,旋转电机73的输出轴通过花键安装有驱动蜗轮74。
安全防护顶料机构7包括左传动蜗杆75、右传动蜗杆76、左传动牵引轴771、右传动牵引轴772、左传动齿轮781和右传动齿轮782,左传动蜗杆75和右传动蜗杆76分布在驱动蜗轮74的两侧,左传动蜗杆75和右传动蜗杆76均与驱动蜗轮74啮合,左传动蜗杆75和右传动蜗杆76通过轴承安装在安全防护外框架71的上端,左传动蜗杆75通过联轴器连接有左传动牵引轴771,左传动牵引轴771通过花键安装有左传动齿轮781,右传动蜗杆76通过联轴器连接有右传动牵引轴772,右传动牵引轴772通过花键安装有右传动齿轮782,左传动牵引轴771和右传动牵引轴772通过轴承安装在安全防护外框架71的上端。
安全防护顶料机构7还包括顶料组件79,顶料组件79包括联动齿条座791、顶料基板792和导向基座793,联动齿条座791位于安全防护外框架71的内侧,且左传动齿轮781和右传动齿轮782均与联动齿条座791啮合,联动齿条座791活动连接在导向基座793上,导向基座793安装在安全防护外框架71的内侧端面上,联动齿条座791的顶部安装有顶料基板792,顶料基板792贯穿安全防护外框架71且顶料基板792延伸至模腔12。
具体的,锻件锻造后,旋转电机73启动且带动驱动蜗轮74旋转,由于左传动蜗杆75和右传动蜗杆76分布在驱动蜗轮74的两侧且左传动蜗杆75和右传动蜗杆76均与驱动蜗轮74啮合,因此驱动蜗轮74旋转可带动左传动蜗杆75顺时针转动且右传动蜗杆76逆时针转动,左传动蜗杆75顺时针转动可带动左传动牵引轴771和左传动齿轮781顺时针转动,且右传动蜗杆76逆时针转动可带动右传动牵引轴772和右传动齿轮782逆时针转动,由于左传动齿轮781和右传动齿轮782均与联动齿条座791啮合,且联动齿条座791活动连接在导向基座793上,因此左传动齿轮781在顺时针转动且右传动齿轮782在逆时针转动的过程中可带动联动齿条座791在导向基座793的导向作用下竖向向上移动,联动齿条座791竖向移动且和定位挡板7912分离,联动齿条座791竖向移动带动顶料基板792随之竖向移动,利用上移的顶料基板792将模腔12内锻造好的锻件从模腔12内顶出,能实现快速脱模,方便将锻件快速取出,操作安全,使用便利,且提高了锻造效率。
为了解决联动齿条座能够竖向移动且与传动齿轮啮合的技术问题,请参阅图9-图10,本实施例提供以下技术方案:
联动齿条座791的下端活动连接在定位杆7911上,定位杆7911安装在安全防护外框架71底部的内侧端面上且定位杆7911上安装有定位挡板7912,定位挡板7912位于联动齿条座791的正下方且定位挡板7912贴在联动齿条座791的底部。
联动齿条座791上设置有供定位杆7911插入的定位凹槽,定位杆7911与定位凹槽适配。
具体的,联动齿条座791在竖向移动的过程中,定位杆7911可对联动齿条座791进行定位,保证联动齿条座791始终竖向移动且与传动齿轮78啮合。
利用定位挡板7912可对联动齿条座791进行定位阻挡,避免联动齿条座791下移。
为了解决锻件被顶出后,能够快速将锻件推至集料引流台上的技术问题,请参阅图7-图8,本实施例提供以下技术方案:
联动齿条座791的下端设置有动金属触片7913,动金属触片7913的正上方设置有静金属触片7931,静金属触片7931安装在导向基座793的底部。
导向基座793的顶部设置有蓄电池7932,蓄电池7932的正极通过导线电连接驱动电机52,驱动电机52通过导线电连接动金属触片7913,蓄电池7932的负极通过导线电连接静金属触片7931。
蓄电池7932、驱动电机52、动金属触片7913和静金属触片7931组成的闭合回路通过动金属触片7913和静金属触片7931接触而导通。
具体的,由于左传动齿轮781和右传动齿轮782均与联动齿条座791啮合,且联动齿条座791活动连接在导向基座793上,因此左传动齿轮781在顺时针转动且右传动齿轮782在逆时针转动的过程中可带动联动齿条座791在导向基座793的导向作用下竖向向上移动,联动齿条座791竖向移动且和定位挡板7912分离,联动齿条座791竖向移动时带动联动齿条座791下端安装的动金属触片7913随之竖向移动,锻件完全顶出后,动金属触片7913和静金属触片7931接触,此时由蓄电池7932、驱动电机52、动金属触片7913和静金属触片7931组成的闭合回路导通,用于控制驱动电机52工作,使安全防护推料机构5能够快速响应。
综上所述,本发明的钢制生产用锻造模具,将待锻造的锻件放置在模腔12内,液压缸31启动且推动联动滑座4在支撑导向柱11上竖向移动,联动滑座4竖向移动可带动锻造上模2随之竖向移动,利用锻造上模2和锻造下模1对锻件进行锻造,锻件锻造后,旋转电机73启动且带动驱动蜗轮74旋转,由于左传动蜗杆75和右传动蜗杆76分布在驱动蜗轮74的两侧且左传动蜗杆75和右传动蜗杆76均与驱动蜗轮74啮合,因此驱动蜗轮74旋转可带动左传动蜗杆75顺时针转动且右传动蜗杆76逆时针转动,左传动蜗杆75顺时针转动可带动左传动牵引轴771和左传动齿轮781顺时针转动,且右传动蜗杆76逆时针转动可带动右传动牵引轴772和右传动齿轮782逆时针转动,由于左传动齿轮781和右传动齿轮782均与联动齿条座791啮合,且联动齿条座791活动连接在导向基座793上,因此左传动齿轮781在顺时针转动且右传动齿轮782在逆时针转动的过程中可带动联动齿条座791在导向基座793的导向作用下竖向向上移动,联动齿条座791竖向移动且和定位挡板7912分离,联动齿条座791竖向移动带动顶料基板792随之竖向移动,利用上移的顶料基板792将模腔12内锻造好的锻件从模腔12内顶出,能实现快速脱模,方便将锻件快速取出,操作安全,使用便利,且提高了锻造效率,锻件顶出后,联动齿条座791竖向移动且带动联动齿条座791下端安装的动金属触片7913随之竖向移动,使动金属触片7913和静金属触片7931接触,此时由蓄电池7932、驱动电机52、动金属触片7913和静金属触片7931组成的闭合回路导通,驱动电机52启动且带动传动丝杆53旋转,传动丝杆53在旋转的过程中带动传动滑块54横向移动,传动滑块54横向移动可带动支撑连杆55和推料基板56随之横向移动,利用横向移动的推料基板56将从模腔12内顶出的锻造好的锻件推送至集料引流台6上,不需要操作人员手动将锻造好的锻件取走,可减少安全隐患,提高操作安全性。
以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
Claims (9)
1.一种钢制生产用锻造模具,包括锻造下模(1)和锻造上模(2),其特征在于,所述锻造下模(1)的上表面设置有支撑导向柱(11),所述支撑导向柱(11)平行排列且支撑导向柱(11)的上端安装有支撑横板(3),所述支撑横板(3)的顶部安装有液压缸(31),所述液压缸(31)的活塞杆连接有联动滑座(4),所述联动滑座(4)活动连接在支撑导向柱(11)上且联动滑座(4)的底部安装有锻造上模(2),所述锻造上模(2)位于锻造下模(1)的上方,所述锻造下模(1)上设置有模腔(12);
所述锻造下模(1)上设置有安全防护推料机构(5),所述安全防护推料机构(5)用于将模腔(12)内锻造好的锻件推送至集料引流台(6)上,所述集料引流台(6)倾斜安装在锻造下模(1)上,所述安全防护推料机构(5)包括安全防护推料支架(51)、驱动电机(52)、传动丝杆(53)、传动滑块(54)、支撑连杆(55)和推料基板(56),所述安全防护推料支架(51)安装在锻造下模(1)的上表面上,所述安全防护推料支架(51)的内侧设置有传动丝杆(53),所述传动丝杆(53)通过轴承安装在安全防护推料支架(51)上,传动丝杆(53)通过驱动电机(52)驱动旋转,所述驱动电机(52)安装在安全防护推料支架(51)上,所述传动丝杆(53)螺纹连接有传动滑块(54),所述传动滑块(54)上安装有支撑连杆(55),所述支撑连杆(55)的一端贯穿安全防护推料支架(51)且支撑连杆(55)连接有推料基板(56),所述推料基板(56)位于安全防护推料支架(51)的外侧。
2.如权利要求1所述的一种钢制生产用锻造模具,其特征在于,所述锻造下模(1)上设置有安全防护顶料机构(7),所述安全防护顶料机构(7)用于将模腔(12)内锻造好的锻件从模腔(12)内顶出,所述安全防护顶料机构(7)包括安全防护外框架(71)、支撑基座(72)、旋转电机(73)和驱动蜗轮(74),所述安全防护外框架(71)嵌在锻造下模(1)内,所述安全防护外框架(71)底部的内侧端面安装有支撑基座(72),所述支撑基座(72)上安装有旋转电机(73),所述旋转电机(73)的输出轴通过花键安装有驱动蜗轮(74)。
3.如权利要求2所述的一种钢制生产用锻造模具,其特征在于,所述安全防护顶料机构(7)包括左传动蜗杆(75)、右传动蜗杆(76)、左传动牵引轴(771)、右传动牵引轴(772)、左传动齿轮(781)和右传动齿轮(782),所述左传动蜗杆(75)和右传动蜗杆(76)分布在驱动蜗轮(74)的两侧,左传动蜗杆(75)和右传动蜗杆(76)均与驱动蜗轮(74)啮合,所述左传动蜗杆(75)和右传动蜗杆(76)通过轴承安装在安全防护外框架(71)的上端,所述左传动蜗杆(75)通过联轴器连接有左传动牵引轴(771),所述左传动牵引轴(771)通过花键安装有左传动齿轮(781),所述右传动蜗杆(76)通过联轴器连接有右传动牵引轴(772),所述右传动牵引轴(772)通过花键安装有右传动齿轮(782),所述左传动牵引轴(771)和右传动牵引轴(772)通过轴承安装在安全防护外框架(71)的上端。
4.如权利要求3所述的一种钢制生产用锻造模具,其特征在于,所述安全防护顶料机构(7)还包括顶料组件(79),所述顶料组件(79)包括联动齿条座(791)、顶料基板(792)和导向基座(793),所述联动齿条座(791)位于安全防护外框架(71)的内侧,且左传动齿轮(781)和右传动齿轮(782)均与联动齿条座(791)啮合,所述联动齿条座(791)活动连接在导向基座(793)上,导向基座(793)安装在安全防护外框架(71)的内侧端面上,所述联动齿条座(791)的顶部安装有顶料基板(792),所述顶料基板(792)贯穿安全防护外框架(71)且顶料基板(792)延伸至模腔(12)。
5.如权利要求4所述的一种钢制生产用锻造模具,其特征在于,所述联动齿条座(791)的下端活动连接在定位杆(7911)上,所述定位杆(7911)安装在安全防护外框架(71)底部的内侧端面上,定位杆(7911)上安装有定位挡板(7912),所述定位挡板(7912)位于联动齿条座(791)的正下方且定位挡板(7912)贴在联动齿条座(791)的底部。
6.如权利要求5所述的一种钢制生产用锻造模具,其特征在于,所述联动齿条座(791)上设置有供定位杆(7911)插入的定位凹槽,所述定位杆(7911)与定位凹槽适配。
7.如权利要求4所述的一种钢制生产用锻造模具,其特征在于,所述联动齿条座(791)的下端设置有动金属触片(7913),所述动金属触片(7913)的正上方设置有静金属触片(7931),所述静金属触片(7931)安装在导向基座(793)的底部。
8.如权利要求7所述的一种钢制生产用锻造模具,其特征在于,所述导向基座(793)的顶部设置有蓄电池(7932),所述蓄电池(7932)的正极通过导线电连接驱动电机(52),所述驱动电机(52)通过导线电连接动金属触片(7913),所述蓄电池(7932)的负极通过导线电连接静金属触片(7931)。
9.如权利要求8所述的一种钢制生产用锻造模具,其特征在于,所述蓄电池(7932)、驱动电机(52)、动金属触片(7913)和静金属触片(7931)组成的闭合回路通过动金属触片(7913)和静金属触片(7931)接触而导通。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210799069.XA CN114850376A (zh) | 2022-07-08 | 2022-07-08 | 一种钢制生产用锻造模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210799069.XA CN114850376A (zh) | 2022-07-08 | 2022-07-08 | 一种钢制生产用锻造模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114850376A true CN114850376A (zh) | 2022-08-05 |
Family
ID=82626817
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210799069.XA Pending CN114850376A (zh) | 2022-07-08 | 2022-07-08 | 一种钢制生产用锻造模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114850376A (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117047018A (zh) * | 2023-08-25 | 2023-11-14 | 鹤山市捷仕克汽车配件有限公司 | 锻造方法及其在端面齿轮毂钟形壳进行锻造中的应用 |
| CN117259642A (zh) * | 2023-11-08 | 2023-12-22 | 江苏华力精密机械有限公司 | 一种自动化金属锻造装置 |
| CN117428138A (zh) * | 2023-12-20 | 2024-01-23 | 山西金石锻造股份有限公司 | 一种左右体锻件模具及设备及其锻造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN203900350U (zh) * | 2014-06-11 | 2014-10-29 | 宁波中安锻造有限公司 | 一种锻造装置 |
| CN204799870U (zh) * | 2015-06-18 | 2015-11-25 | 象山普精金属制品厂 | 具有锻件出料结构的锻造设备 |
| CN108637121A (zh) * | 2018-05-31 | 2018-10-12 | 湖州光和天颐贸易有限公司 | 一种五金用铁片快速锻造装置 |
| CN109158349A (zh) * | 2018-08-09 | 2019-01-08 | 黄培康 | 一种具有定量自动清洗功能的工业机械零件用清洗装置 |
| CN209679942U (zh) * | 2018-12-29 | 2019-11-26 | 健码制药(广东)有限公司 | 一种保健食品原料搅拌机 |
| CN210877372U (zh) * | 2019-11-20 | 2020-06-30 | 河北国智机械设备制造有限公司 | 一种冷镦机下料装置 |
| CN210907909U (zh) * | 2019-06-04 | 2020-07-03 | 安徽拓山重工股份有限公司 | 一种推土机齿块锻造结构 |
| CN215947018U (zh) * | 2020-12-15 | 2022-03-04 | 安徽晋煤中能化工股份有限公司 | 一种多级除臭的污水处理除臭装置 |
-
2022
- 2022-07-08 CN CN202210799069.XA patent/CN114850376A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN203900350U (zh) * | 2014-06-11 | 2014-10-29 | 宁波中安锻造有限公司 | 一种锻造装置 |
| CN204799870U (zh) * | 2015-06-18 | 2015-11-25 | 象山普精金属制品厂 | 具有锻件出料结构的锻造设备 |
| CN108637121A (zh) * | 2018-05-31 | 2018-10-12 | 湖州光和天颐贸易有限公司 | 一种五金用铁片快速锻造装置 |
| CN109158349A (zh) * | 2018-08-09 | 2019-01-08 | 黄培康 | 一种具有定量自动清洗功能的工业机械零件用清洗装置 |
| CN209679942U (zh) * | 2018-12-29 | 2019-11-26 | 健码制药(广东)有限公司 | 一种保健食品原料搅拌机 |
| CN210907909U (zh) * | 2019-06-04 | 2020-07-03 | 安徽拓山重工股份有限公司 | 一种推土机齿块锻造结构 |
| CN210877372U (zh) * | 2019-11-20 | 2020-06-30 | 河北国智机械设备制造有限公司 | 一种冷镦机下料装置 |
| CN215947018U (zh) * | 2020-12-15 | 2022-03-04 | 安徽晋煤中能化工股份有限公司 | 一种多级除臭的污水处理除臭装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117047018A (zh) * | 2023-08-25 | 2023-11-14 | 鹤山市捷仕克汽车配件有限公司 | 锻造方法及其在端面齿轮毂钟形壳进行锻造中的应用 |
| CN117047018B (zh) * | 2023-08-25 | 2024-02-02 | 鹤山市捷仕克汽车配件有限公司 | 锻造方法及其在端面齿轮毂钟形壳进行锻造中的应用 |
| CN117259642A (zh) * | 2023-11-08 | 2023-12-22 | 江苏华力精密机械有限公司 | 一种自动化金属锻造装置 |
| CN117259642B (zh) * | 2023-11-08 | 2024-02-09 | 江苏华力精密机械有限公司 | 一种自动化金属锻造装置 |
| CN117428138A (zh) * | 2023-12-20 | 2024-01-23 | 山西金石锻造股份有限公司 | 一种左右体锻件模具及设备及其锻造方法 |
| CN117428138B (zh) * | 2023-12-20 | 2024-02-23 | 山西金石锻造股份有限公司 | 一种左右体锻件模具及设备及其锻造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114850376A (zh) | 一种钢制生产用锻造模具 | |
| CN211965671U (zh) | 一种冲压装置的自动落料机 | |
| CN111496114B (zh) | 一种冲压模具 | |
| CN216127789U (zh) | 四柱快速成型油压机 | |
| CN214517119U (zh) | 一种定转子铁芯冲压模具 | |
| CN211565037U (zh) | 半自动压环工装 | |
| CN214134559U (zh) | 电机起动保护器的静触点自动焊接机 | |
| CN214217397U (zh) | 一种自动取料装置 | |
| CN212803968U (zh) | 一种吸尘器用精密轴承制造装置 | |
| CN110802790B (zh) | 一种加热片成型装置 | |
| CN109015511B (zh) | 一种模内插针装置 | |
| CN220612078U (zh) | 一种汽车轮罩冲压装置 | |
| CN219130746U (zh) | 零部件铸造脱模装置 | |
| CN111716660B (zh) | 一种汽车保险杠加工用取放装置 | |
| CN215392368U (zh) | 圆盘铸锭机 | |
| CN216465076U (zh) | 一种新型高精度智能化高速裁断机 | |
| CN220462112U (zh) | 便于脱模的镁合金轮毂生产装置 | |
| CN219043637U (zh) | 一种新型卧式半轴生产线挡料与顶起自动化机构 | |
| CN219938145U (zh) | 爪极整形机 | |
| CN218283426U (zh) | 一种翼子板后中安装支架加工模具 | |
| CN213350527U (zh) | 一种电机壳冲压加工的送料装置 | |
| CN219005348U (zh) | 一种用于模具加工的装夹台 | |
| CN218798724U (zh) | 滤清器外壳自动化冲压设备 | |
| CN220073195U (zh) | 一种一体化全自动铸件砂型造型设备 | |
| CN211557726U (zh) | 一种方便维护的连铸机控制器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20220805 |