CN114476700A - 电池盖传输自动上下料系统 - Google Patents
电池盖传输自动上下料系统 Download PDFInfo
- Publication number
- CN114476700A CN114476700A CN202210031376.3A CN202210031376A CN114476700A CN 114476700 A CN114476700 A CN 114476700A CN 202210031376 A CN202210031376 A CN 202210031376A CN 114476700 A CN114476700 A CN 114476700A
- Authority
- CN
- China
- Prior art keywords
- battery cover
- pushing
- stacking
- feeding
- material taking
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007599 discharging Methods 0.000 title claims abstract description 44
- 230000005540 biological transmission Effects 0.000 title claims abstract description 34
- 230000007246 mechanism Effects 0.000 claims abstract description 219
- 239000000463 material Substances 0.000 claims abstract description 149
- 230000009471 action Effects 0.000 claims abstract description 19
- 230000000712 assembly Effects 0.000 claims description 10
- 238000000429 assembly Methods 0.000 claims description 10
- 230000007723 transport mechanism Effects 0.000 claims description 6
- 210000001503 joint Anatomy 0.000 abstract description 2
- 238000000034 method Methods 0.000 description 17
- 230000008569 process Effects 0.000 description 15
- 238000004519 manufacturing process Methods 0.000 description 8
- 210000000078 claw Anatomy 0.000 description 2
- 239000002253 acid Substances 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000007888 film coating Substances 0.000 description 1
- 238000009501 film coating Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G61/00—Use of pick-up or transfer devices or of manipulators for stacking or de-stacking articles not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G57/00—Stacking of articles
- B65G57/02—Stacking of articles by adding to the top of the stack
- B65G57/16—Stacking of articles of particular shape
- B65G57/20—Stacking of articles of particular shape three-dimensional, e.g. cubiform, cylindrical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0214—Articles of special size, shape or weigh
Abstract
本发明提供了电池盖传输自动上下料系统,包括传输机构、与传输机构的出料端相对接的取放料机构、可升降设置于取放料机构下方的堆叠机构,以及设置于取放料机构相对于传输机构的另一侧下方的推送机构;本发明通过在传输机构的输出端对接设置可进行夹紧和松开动作的取放料机构,匹配在取放料机构下方设置可升降移动的堆叠机构,以及相对取放料机构低位设置的推送机构,取放料机构与堆叠机构配合传输机构的输出进度各自动作以将电池盖逐一堆叠下料,再由推送机构按堆将电池盖批量推送输出,实现下料作业自动化进行,提高下料效率,解决了现有技术中存在的无法实现电池盖的自动堆叠和成堆输出、电池盖下料自动化程度低等技术问题。
Description
技术领域
本发明涉及蓄电池生产辅助设备技术领域,尤其涉及电池盖传输自动上下料系统。
背景技术
在铅酸蓄电池生产过程中,需要对电池盖进行覆膜等各种加工。为了提高生产效率,通常需要匹配覆膜等主体设备设置电池盖自动上下料装置,用以连续有序转移电池盖。
中国专利CN201220317232.6公开了蓄电池盒盖自动供给装置,包括机架,设有:设置在所述机架上的带下料口的盒盖承载板;固定在所述盒盖承载板顶面,且绕所述下料口分布的挡料架;位于所述盒盖承载板顶面,且处在所述下料口部位的盒盖夹持爪;固定在所述机架上,且位于所述下料口下方的盒盖支撑轨;用于将盒盖夹持爪中的盒盖托送至盒盖支撑轨的升降杆。
然而在现有技术方案中,电池盖上下料的自动化程度低,上下料速度慢,尤其下料过程无法实现对电池盖的自动堆叠和成堆输出;上下料动作统一性和稳定性差,影响自动化生产效率和产品生产品质。
发明内容
本发明的目的是针对现有技术的不足之处,提供电池盖传输自动上下料系统,通过在传输机构的输出端对接设置取放料机构,匹配在取放料机构下方设置堆叠机构以及配合堆叠机构的升降堆叠高度设置的推送机构,取放料机构与堆叠机构配合传输机构的输出进度各自动作以将电池盖逐一堆叠下料,堆叠过程由下料推送机构进行辅助限位以实现有序整齐堆叠,而后由推送机构按堆将电池盖批量输出,并通过在传输机构的两端分设结构相同的上料推送机构与下料推送机构以对电池壳堆进行批量上下料,上下料动作统一性和稳定性好,提高自动化生产效率和产品品质,解决了现有技术中存在的无法实现电池盖的自动堆叠和成堆输出、电池盖上下料自动化程度低、统一性差等技术问题。
为实现上述目的,本发明提供如下技术方案:
电池盖传输自动上下料系统,包括:传输机构;以及配合设置于所述传输机构出料端的下料模块,所述下料模块包括:取放料机构,所述取放料机构与所述传输机构的出料端相对接;堆叠机构,所述堆叠机构可升降设置于所述取放料机构的下方;以及下料推送机构;所述下料推送机构配合所述堆叠机构的堆叠高度设置;
电池盖由所述传输机构逐一输出至取放料机构上,堆叠机构配合取放料机构的放料进度进行下降动作,以使电池盖堆叠于堆叠机构上,下料推送机构配合堆料进度进行平推动作,以将堆叠机构上堆叠至指定高度的电池盖堆批量输出。
作为优选,还包括:配合设置于所述传输机构入料端的上料模块,所述上料模块包括:上料机构,所述上料机构与所述传输机构的入料端相对接,所述上料机构向所述传输机构逐一供应电池盖;以及上料推送机构,所述上料推送机构配合上料进度向所述上料机构供应电池盖堆;所述上料推送机构与所述下料推送机构的结构设置相同。
作为优选,所述下料推送机构包括:推料组件,所述堆叠机构下降对电池盖进行堆叠的过程中,所述下料推送机构的推料组件配合对电池盖进行横纵方向的限位,以使电池盖有序堆叠。
作为优选,所述推料组件包括:推料部,所述推料部与所述电池盖堆的指定堆叠高度相适配,其对所述电池盖的横向侧面进行辅助支撑;以及推料杆,若干个所述推料部间隔阵列设置于所述推料部上,其对所述电池盖的纵向侧面进行辅助支撑。
作为优选,所述取放料机构的下方相对所述推料组件设置有第一竖板,以配合所述推料组件对电池盖进行横向限位。
作为优选,所述下料推送机构还包括:存料台,所述堆叠机构的升降路径穿过所述存料台,堆叠机构接料下降至存料台下方后,其上的电池盖堆转移架设至所述存料台上;所述推料组件可平移设置,以将存料台上的电池盖堆推送转移。
作为优选,所述下料推送机构的所述存料台包括:暂存部,所述暂存部由两根间隔设置的接料架组成,所述堆叠机构在两根所述接料架之间进行升降,两根所述接料架之间的间距为l,所述电池盖的纵向尺寸为L,其中L>l。
作为优选,所述下料推送机构的所述存料台还包括:存储部,所述存储部连接设置于所述暂存部的出料端,所述推料组件将暂存部上的电池盖堆推送至存储部上。
作为优选,所述推料组件还包括:推料驱动件,所述推料部由所述推料驱动件驱动进行横纵方向上的移动;若干个所述推料杆可对若干组所述电池盖堆进行同步推送转移。
作为优选,所述下料推送机构设置于所述取放料机构相对于所述传输机构的另一侧下方;该下料推送机构沿所述传输机构的输出方向步进推送电池盖堆。
作为优选,所述存料台相对于所述推料组件的一侧还排布设置有导轮,以对由推料组件推送过程中的电池盖堆进行限位支撑。
作为优选,所述堆叠机构包括:升降驱动部,所述升降驱动部设置为带轮结构,以及接料部,所述接料部位于所述取放料机构的下方并由所述升降驱动部驱动进行竖直升降动作。
作为优选,所述取放料机构包括:接料组件,所述接料组件相对设置有两组且其接料面与所述传输机构的输出面齐平,以承接由所述传输机构转移过来的电池盖;以及放料组件,所述放料组件驱动两组所述接料组件相对平移,以承接或松开所述电池盖。
作为优选,所述升降驱动部包括:电机,以及带轮组件,所述带轮组件竖直设置并由所述电机驱动进行转动;所述接料部竖直滑动安装于机架上且与所述带轮组件的同步带连接。
作为优选,所述接料组件包括:夹爪,两组所述夹爪之间形成容纳所述电池盖的空间,两个所述夹爪相对的侧面上设置有所述接料面。
作为优选,所述放料组件包括:伸缩驱动部,所述伸缩驱动部安装于机架上且与所述夹爪一一对应设置,所述伸缩驱动部的伸缩端与所述夹爪连接,以驱动两组所述夹爪相向或向背移动。
作为优选,所述上料推送机构设置于所述上料机构相对于所述传输机构的另一侧;所述上料推送机构沿所述传输机构的输送方向步进推送电池盖堆。
本发明的有益效果在于:
(1)本发明通过在传输机构的输出端对接设置可进行夹紧和松开动作的取放料机构,匹配在取放料机构下方设置可升降移动的堆叠机构,以及配合堆叠机构的升降堆叠高度设置的推送机构,取放料机构与堆叠机构配合传输机构的输出进度各自动作以将电池盖逐一堆叠下料,堆叠过程由下料推送机构对电池盖堆进行横纵方向的辅助限位以确保堆叠整齐有序,而后由推送机构按堆将电池盖批量推送输出,实现下料作业自动化进行,提高下料效率;
(2)本发明通过在传输机构的输入和输出两端分设结构相同的上料推送机构与下料推送机构以对电池壳堆进行批量上下料,实现上下料动作的统一性和稳定性好,提高自动化生产效率和产品品质;
(3)本发明通过竖直设置带轮结构的堆叠机构,升降行程长,动作稳定,能够匹配取放料机构实现电池盖的稳定有序堆叠作业;
(4)本发明通过设置由两个可相对平移的夹爪组成的取放料机构,夹爪以相对靠拢状态完全承接由传输机构输出的电池盖后再松开夹持,配合推送机构以及各竖板对电池盖下落过程进行限位,使得电池盖得以平稳下落和堆叠,实现电池盖的逐一稳定下料和整齐堆叠;
(5)本发明通过配合堆叠机构上接料部的最低下降位置设置推送机构,用以接收堆叠机构上的电池盖堆,其中接料部的升降路径贯穿推送机构的存料台,以在下降过程将电池盖堆转移架设至存料台上,推送机构的的推料组件将存料台上排布暂存的多组电池盖堆同步平推输出,实现连续自动下料,提高效率。
附图说明
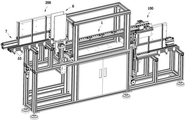
图1为本发明整体结构示意图;
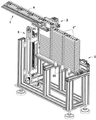
图2为本发明中下料模块的工作状态示意图;
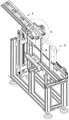
图3为本发明中上料模块的工作状态示意图;
图4为本发明中下料模块的整体结构示意图;
图5为本发明中推送机构的结构示意图一;
图6为本发明中推送机构的结构示意图二;
图7为本发明中取放料机构的结构示意图;
图8为本发明中存料台的俯视结构示意图;
图9为本发明中堆叠机构的结构示意图;
图10为图4中A处放大图;
图11为图4中B处放大图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、 “右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“ 顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、 “第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
实施例一
如图1-2所示,电池盖传输自动上下料系统,包括:传输机构1;以及配合设置于所述传输机构1出料端的下料模块100,所述下料模块100包括:取放料机构2,所述取放料机构2与所述传输机构1的出料端相对接;堆叠机构3,所述堆叠机构3可升降设置于所述取放料机构2的下方;以及下料推送机构5;所述下料推送机构5配合所述堆叠机构3的堆叠高度设置;
电池盖4由所述传输机构1逐一输出至取放料机构2上,堆叠机构3配合取放料机构2的放料进度进行下降动作,以使电池盖4堆叠于堆叠机构3上,堆叠过程由推送机构对电池盖堆进行横纵方向的辅助限位以确保堆叠整齐有序,下料推送机构5配合堆料进度进行平推动作,以将堆叠机构3上堆叠至指定高度的电池盖堆4’批量输出,实现下料作业自动化进行,提高下料效率。
需要说明的是,取放料机构2与下料推送机构5之间设置高度差,这一高度差即为堆叠机构3的堆叠高度,也即电池盖4的指定堆叠高度。
作为优选,所述传输机构1做间歇动作,以配合取放料机构2的下料进度。
作为优选,如图5所示,所述下料推送机构5包括:推料组件52,所述堆叠机构3下降对电池盖4进行堆叠的过程中,所述推料组件52配合对电池盖4进行横纵方向的限位,以使电池盖4有序堆叠。
作为优选,结合图6所示,所述推料组件52包括:推料部522,所述推料部522与所述电池盖堆4’的指定堆叠高度相适配,其对所述电池盖4的横向侧面进行辅助支撑;以及推料杆523,若干个所述推料部522间隔阵列设置于所述推料部522上,其对所述电池盖4的纵向侧面进行辅助支撑。
作为优选,如图1及图7所示,所述取放料机构2的下方相对所述推料组件52设置有第一竖板23,以配合所述推料组件52对电池盖4的下落堆叠进行横向限位。
在本实施例中,通过设置第一竖板23,避免电池盖堆4’受下落电池盖4冲击或随堆叠机构3下落过程受到下落冲击而不稳发生倒塌。
作为优选,如图5所示,所述下料推送机构5还包括:存料台51,所述堆叠机构3的升降路径穿过所述存料台51,堆叠机构3接料下降至存料台51下方后,其上的电池盖堆4’转移架设至所述存料台51上;所述推料组件52可平移设置,以将存料台51上的电池盖堆4’推送转移。
作为优选,如图8所示,所述下料推送机构5的所述存料台51包括:暂存部50,所述暂存部50由两根间隔设置的接料架511组成,所述堆叠机构3在两根所述接料架511之间进行升降,两根所述接料架511之间的间距为l,所述电池盖4的纵向尺寸为L,其中L>l,从而使得堆叠机构3(具体为其接料部32)下降至存料台51下方后,接料部32上的电池盖堆4’能够转移架设至所述存料台51上。
作为优选,所述下料推送机构5的所述存料台51还包括:存储部50’,所述存储部50’连接设置于所述暂存部50的出料端,所述推料组件52将暂存部50上的电池盖堆4’推送至存储部50’上。
在本实施例中,所述堆叠机构3(具体为其接料部32)在下降过程中会穿过存料台51的接料面,从而使得接料部32上堆叠至指定高度的电池盖堆4’转移架设至暂存部50上,进而在推料组件52的推送作用下,将暂存部50上的电池盖堆4’推送至存储部50’,给下一组电池盖堆4’腾出空间。
作为优选,如图6所示,所述推料组件52还包括:推料驱动件521,所述推料部522由所述推料驱动件521驱动进行横纵方向上的移动;若干个所述推料杆523可对若干组所述电池盖堆4’进行同步推送转移。
需要说明的是,所述推料杆523竖直竖直,且其长度与电池盖堆4’的指定堆叠高度相适配,在推料驱动件521的横向平移驱动作用下,推料杆523对应伸入各组电池盖堆4’之间的间隔内,而后在推料驱动件521的纵向平移驱动作用下,将若干组电池盖堆4’同步推送至存储部50’上。
作为优选,所述下料推送机构5设置于所述取放料机构2相对于所述传输机构1的另一侧下方;该下料推送机构5沿所述传输机构1的输出方向步进推送电池盖堆4’。
作为优选,如图1-2所示,所述存料台51相对于所述推料组件52的一侧还排布设置有导轮53,以对由推料组件52推送过程中的电池盖堆4’进行限位支撑。
作为优选,如图10所示,所述取放料机构2包括:接料组件21,所述接料组件21相对设置有两组且其接料面20与所述传输机构1的输出面齐平,以承接由所述传输机构1转移过来的电池盖4;以及放料组件22,所述放料组件22驱动两组所述接料组件21相对平移,以承接或松开所述电池盖4。
作为优选,如图7所示,所述接料组件21包括:夹爪211,两组所述夹爪211之间形成容纳所述电池盖4的空间,两个所述夹爪211相对的侧面上设置有所述接料面20。
作为优选,所述取放料机构2远离所述传输机构1的一端设置有第二竖板24,以对电池盖4下落进行纵向限位。
在本实施例中,设置由两个可相对平移的夹爪211组成的取放料机构2,夹爪211以相对靠拢状态等待承接电池盖4,传输机构1上的电池盖4转移至接料组件21的接料面20上而后夹爪211松开夹持,电池盖4下落并在下落过程中,由推料部522以及第一竖板23对其横向两个侧面进行支撑限位,由推料杆523以及第二竖板24对其纵向两个侧面进行支撑限位,使得电池盖得以平稳下落和堆叠于下方的堆叠机构3上,实现电池盖的逐一稳定下料和整齐堆叠。
作为优选,所述放料组件22包括:伸缩驱动部221,所述伸缩驱动部221安装于机架上且与所述夹爪211一一对应设置,所述伸缩驱动部221的伸缩端与所述夹爪211连接,以驱动两组所述夹爪211相向或向背移动。
实施例二
本实施例与上述实施例中相同或相应的部件采用与上述实施例相应的附图标记,为简便起见,下文仅描述与上述实施例的区别点。该实施例与上述实施例的不同之处在于:
作为优选,如图1及图3所示,还包括:配合设置于所述传输机构1入料端的上料模块200,所述上料模块200包括:上料机构6,所述上料机构6与所述传输机构1的入料端相对接,所述上料机构6向所述传输机构1逐一供应电池盖4;以及上料推送机构7,所述上料推送机构7配合上料进度向所述上料机构6供应电池盖堆4’;所述上料推送机构7与所述下料推送机构5的结构设置相同。
在本实施例中,通过在传输机构1的输入和输出两端分设结构相同的上料推送机构5与下料推送机构7以对电池壳堆进行批量上下料,实现上下料动作的统一性和稳定性好,提高自动化生产效率和产品品质。
作为优选,所述传输机构1做间歇动作,以配合上料机构6的上料进度。
作为优选,所述上料推送机构7设置于所述上料机构6相对于所述传输机构1的另一侧;所述上料推送机构7沿所述传输机构1的输送方向步进推送电池盖堆4’。
作为优选,如图3所示,所述上料推送机构7包括:存料台51,所述存料台51上沿其长度方向排布存放有若干组电池盖堆4’,所述存料台51与所述上料机构6的接料面高度相适配设置,以及推料组件52,所述推料组件52可横纵平移设置,以将存料台51上的电池盖堆4’推送转移至上料机构6上。
作为优选,所述推料组件52包括:推料驱动件521;推料部522,所述推料部522与所述电池盖堆4’的堆叠高度相适配,所述推料部522由推料驱动件521驱动进行横纵方向上的平移;以及推料杆523,若干个所述推料部522间隔阵列设置于所述推料部522上,以将至少一组所述电池盖堆4’向着上料机构6的方向步进推送。
作为优选,所述存料台51相对于所述推料组件52的一侧还排布设置有导轮53,以对由推料组件52推送过程中的电池盖堆4’进行限位支撑。
实施例三
本实施例与上述实施例中相同或相应的部件采用与上述实施例相应的附图标记,为简便起见,下文仅描述与上述实施例的区别点。该实施例与上述实施例的不同之处在于:
作为优选,如图9所示,所述堆叠机构3包括:升降驱动部31,所述升降驱动部31设置为带轮结构,以及接料部32,所述接料部32位于所述取放料机构2的下方并由所述升降驱动部31驱动进行竖直升降动作。
在本实施例中,升降驱动部31为竖直设置的带轮结构,其升降行程长,动作稳定,能够匹配取放料机构2实现电池盖4的稳定有序堆叠作业。
作为优选,所述升降驱动部31包括:电机311,以及带轮组件312,所述带轮组件312竖直设置并由所述电机311驱动进行转动;所述接料部32竖直滑动安装于机架上且与所述带轮组件312的同步带连接。
需要说明的是,其中图4中示出了接料部32分别处于与传输机构1齐平以及与存料台51齐平的两种状态。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
Claims (10)
1.电池盖传输自动上下料系统,其特征在于,包括:
传输机构(1);以及
配合设置于所述传输机构(1)出料端的下料模块(100),所述下料模块(100)包括:
取放料机构(2);
堆叠机构(3),所述堆叠机构(3)可升降设置于所述取放料机构(2)的下方;以及
下料推送机构(5);所述下料推送机构(5)配合所述堆叠机构(3)的堆叠高度设置;
电池盖(4)由所述传输机构(1)逐一输出至取放料机构(2)上,堆叠机构(3)配合取放料机构(2)的放料进度进行下降动作,以使电池盖(4)堆叠于堆叠机构(3)上,下料推送机构(5)配合堆料进度进行平推动作,以将堆叠机构(3)上堆叠至指定高度的电池盖堆(4’)批量输出。
2.根据权利要求1所述的电池盖传输自动上下料系统,其特征在于,还包括:
配合设置于所述传输机构(1)入料端的上料模块(200),所述上料模块(200)包括:
上料机构(6),所述上料机构(6)向所述传输机构(1)逐一供应电池盖(4);以及
上料推送机构(7),所述上料推送机构(7)配合上料进度向所述上料机构(6)供应电池盖堆(4’);所述上料推送机构(7)与所述下料推送机构(5)的结构设置相同。
3.根据权利要求1所述的电池盖传输自动上下料系统,其特征在于,所述下料推送机构(5)包括:
推料组件(52),所述堆叠机构(3)下降对电池盖(4)进行堆叠的过程中,所述下料推送机构(5)的推料组件(52)配合对电池盖(4)进行横纵方向的限位,以使电池盖(4)有序堆叠。
4.根据权利要求3所述的电池盖传输自动上下料系统,其特征在于,所述推料组件(52)包括:
推料部(522),所述推料部(522)与所述电池盖堆(4’)的指定堆叠高度相适配,其对所述电池盖(4)的横向侧面进行辅助支撑;以及
推料杆(523),若干个所述推料部(522)间隔阵列设置于所述推料部(522)上,其对所述电池盖(4)的纵向侧面进行辅助支撑。
5.根据权利要求3所述的电池盖传输自动上下料系统,其特征在于,所述取放料机构(2)的下方相对所述推料组件(52)设置有第一竖板(23),以配合所述推料组件(52)对电池盖(4)进行横向限位。
6.根据权利要求3所述的电池盖传输自动上下料系统,其特征在于,所述下料推送机构(5)还包括:
存料台(51),所述堆叠机构(3)的升降路径穿过所述存料台(51),堆叠机构(3)接料下降至存料台(51)下方后,其上的电池盖堆(4’)转移架设至所述存料台(51)上;
所述推料组件(52)可平移设置,以将存料台(51)上的电池盖堆(4’)推送转移。
7.根据权利要求6所述的电池盖传输自动上下料系统,其特征在于,所述下料推送机构(5)的所述存料台(51)包括:
暂存部(50),所述暂存部(50)由两根间隔设置的接料架(511)组成,所述堆叠机构(3)在两根所述接料架(511)之间进行升降,两根所述接料架(511)之间的间距为l,所述电池盖(4)的纵向尺寸为L,其中L>l。
8.根据权利要求4所述的电池盖传输自动上下料系统,其特征在于,所述推料组件(52)还包括:
推料驱动件(521),所述推料部(522)由所述推料驱动件(521)驱动进行横纵方向上的移动;
若干个所述推料杆(523)可对若干组所述电池盖堆(4’)进行同步推送转移。
9.根据权利要求1所述的电池盖传输自动上下料系统,其特征在于,所述堆叠机构(3)包括:
升降驱动部(31),所述升降驱动部(31)设置为带轮结构,以及
接料部(32),所述接料部(32)位于所述取放料机构(2)的下方并由所述升降驱动部(31)驱动进行竖直升降动作。
10.根据权利要求1所述的电池盖传输自动上下料系统,其特征在于,所述取放料机构(2)包括:
接料组件(21),所述接料组件(21)相对设置有两组且其接料面(20)与所述传输机构(1)的输出面齐平,以承接由所述传输机构(1)转移过来的电池盖(4);以及
放料组件(22),所述放料组件(22)驱动两组所述接料组件(21)相对平移,以承接或松开所述电池盖(4)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210031376.3A CN114476700B (zh) | 2022-01-12 | 2022-01-12 | 电池盖传输自动上下料系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210031376.3A CN114476700B (zh) | 2022-01-12 | 2022-01-12 | 电池盖传输自动上下料系统 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114476700A true CN114476700A (zh) | 2022-05-13 |
| CN114476700B CN114476700B (zh) | 2024-02-06 |
Family
ID=81511665
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210031376.3A Active CN114476700B (zh) | 2022-01-12 | 2022-01-12 | 电池盖传输自动上下料系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114476700B (zh) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2268147A (en) * | 1992-06-23 | 1994-01-05 | Tadao Uno | Sheet block stacking system |
| CN206782848U (zh) * | 2017-05-06 | 2017-12-22 | 东方机器制造(昆明)有限公司 | 一种自动堆垛装置 |
| CN209193087U (zh) * | 2018-11-23 | 2019-08-02 | 湖南隆玛科技有限公司 | 一种锂电池料盒堆叠收集装置 |
| CN215098565U (zh) * | 2021-03-05 | 2021-12-10 | 温州波特自动化科技有限公司 | 自动包装堆垛机 |
-
2022
- 2022-01-12 CN CN202210031376.3A patent/CN114476700B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2268147A (en) * | 1992-06-23 | 1994-01-05 | Tadao Uno | Sheet block stacking system |
| CN206782848U (zh) * | 2017-05-06 | 2017-12-22 | 东方机器制造(昆明)有限公司 | 一种自动堆垛装置 |
| CN209193087U (zh) * | 2018-11-23 | 2019-08-02 | 湖南隆玛科技有限公司 | 一种锂电池料盒堆叠收集装置 |
| CN215098565U (zh) * | 2021-03-05 | 2021-12-10 | 温州波特自动化科技有限公司 | 自动包装堆垛机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114476700B (zh) | 2024-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN211965887U (zh) | 一种铅酸电池全自动铸焊生产线 | |
| CN112692475A (zh) | 一种汇流条焊接设备及汇流条焊接方法 | |
| CN111266317B (zh) | 一种圆柱型电池的自动分档设备及自动分档装箱包装系统 | |
| CN112357502A (zh) | 双层回流式上料装置及其使用方法 | |
| CN216785033U (zh) | 一种电池盖自动下料装置 | |
| CN113400995A (zh) | 一种换电中转装置 | |
| CN216638192U (zh) | 一种电池盖覆膜用自动送料装置 | |
| CN114476700A (zh) | 电池盖传输自动上下料系统 | |
| CN211028662U (zh) | 电池片串焊排版设备 | |
| CN111703866A (zh) | 一种多功能一体机 | |
| CN217919742U (zh) | 铝壳供料装置 | |
| CN217894031U (zh) | 一种半导体芯片焊接上下料设备 | |
| CN215398265U (zh) | 一种换电中转装置 | |
| KR100223356B1 (ko) | 밧데리의 셀자동 성형장치 | |
| CN114212513A (zh) | 光伏接线盒传送装置和输送系统 | |
| CN210618602U (zh) | 一种正负极电芯分向装置 | |
| CN215973821U (zh) | 铅酸蓄电池铸焊用上下料装置 | |
| CN219044624U (zh) | 转载盘拆盘配送机构 | |
| CN216548183U (zh) | 一种智能锂电池生产用可调节的放置设备 | |
| CN217376367U (zh) | 一种连接片自动上料装置 | |
| CN216827274U (zh) | 一种线圈模组筛选设备 | |
| CN218808817U (zh) | 双极板及膜电极上下料机构 | |
| CN115027963B (zh) | 一种隔条储料机、隔条收放设备和隔条供收方法 | |
| CN220264420U (zh) | 一种托盘自动上料机构 | |
| CN216511347U (zh) | 一种用于绕线产品的夹取移载机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |