CN114406662A - 一种洒水车水枪铝合金部件自动化组装操作平台 - Google Patents
一种洒水车水枪铝合金部件自动化组装操作平台 Download PDFInfo
- Publication number
- CN114406662A CN114406662A CN202210315539.0A CN202210315539A CN114406662A CN 114406662 A CN114406662 A CN 114406662A CN 202210315539 A CN202210315539 A CN 202210315539A CN 114406662 A CN114406662 A CN 114406662A
- Authority
- CN
- China
- Prior art keywords
- aluminum alloy
- plate
- clamping
- water gun
- locking
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
- B23P19/06—Screw or nut setting or loosening machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B11/00—Work holders not covered by any preceding group in the subclass, e.g. magnetic work holders, vacuum work holders
- B25B11/02—Assembly jigs
Abstract
本发明涉及铝合金组装技术领域,具体涉及一种洒水车水枪铝合金部件自动化组装操作平台,通过设有的底板、固定装置和拼接装置协同完成洒水车水枪铝合金部件的组装;本发明可以解决人工组装时,先通过人工将铝合金水枪的两部分对接,再使用螺栓将二者连接成为整体,人工对接后安装固定的方式制作铝合金水枪过程繁琐,费时费力,从而使得人工组装铝合金水枪效率低以及现有设备对洒水车铝合金水枪进行组装时,一次只能对一个铝合金水枪进行拼接组装,铝合金水枪制作效率低,且现有设备一般只能对一种直径规格的铝合金水枪进行组装,导致铝合金水枪制作成本高等问题。
Description
技术领域
本发明涉及铝合金组装技术领域,具体的说是一种洒水车水枪铝合金部件自动化组装操作平台。
背景技术
洒水车是利用本车发动机动力驱动车载洒水泵,从进水口向本车加水或者将罐体中的水通过管道输送到各个喷头,从而对道路清洁,以及道路两侧绿化带、大型园林的药物喷洒。道路洒水主要用于路面降温,起保护路面避免路面开裂的作用,且道路洒水可除尘,减少空气的污染,还可以通过洒水车上设有的铝合金水枪将水柱调成直冲状、大雨、中雨、毛毛雨等形状,用以浇灌路边花木,或冲刷树木上的灰尘。铝合金水枪制作时,需将铝合金水枪T形部位与铝合金水枪Y形部位的法兰盘拼接组装成为一个整体,从而制作出可调节喷洒角度和方向的铝合金水枪。
目前对洒水车水枪铝合金部件进行组装时通常先通过人工的方式将铝合金水枪Y形部位与铝合金水枪T形部位进行对接,人工将二者对接后再使用扳手或电动扳手等设备将水枪Y形部位与水枪T形部位通过螺栓连接成整体,组装时,人工难以将二者准确对接,使得人工组装铝合金水枪效率低;且人工配合现有固定夹具组装时,通常先通过现有固定夹具对水枪Y形部位与水枪T形部位进行夹持对接,再通过人工对夹持对接后的水枪部件进行组装,现有夹具一次只能对一个同规格的铝合金水枪进行组装。
发明内容
为了解决上述技术问题,本发明提供一种洒水车水枪铝合金部件自动化组装操作平台,包括底板、固定装置和拼接装置,所述底板上端前侧安装有固定装置,固定装置上方设置有拼接装置,拼接装置安装在底板上端。
所述固定装置包括固定板、锁紧支链和锁紧螺杆,底板上端前侧安装有固定板,固定板上端从左往右均匀设置有五个锁紧支链,锁紧支链与固定板之间通过锁紧螺杆相连。
所述锁紧支链包括锁紧盘,锁紧盘沿其周向均匀开设有四个阶梯槽,阶梯槽内通过滑动的方式设置有调节螺杆,调节螺杆外侧通过螺纹配合的方式上下对称安装有两个调节螺母,且位于调节螺杆上侧的调节螺母卡接在阶梯槽内,调节螺杆上端通过铰链安装有卡紧杆,且调节螺杆上端通过滑动的方式安装有卡紧块,卡紧块下端通过卡紧弹簧与调节螺杆相连。
所述拼接装置包括电动推杆、安装架、升降气缸、U形板、安装板、卡紧支链、导向杆、导向板、夹紧支链和限位支链,底板上端左右对称安装有两个电动推杆,两个电动推杆的移动端共同固定安装有安装架,安装架内侧上端中部安装有升降气缸,升降气缸的伸出端安装有U形板,U形板下端安装有安装板,安装板下端从左往右均匀安装有五个卡紧支链,且卡紧支链位于锁紧支链正上方,U形板上端前后对称安装有两个导向杆,导向杆上端通过滑动的方式安装有导向板,导向板安装在升降气缸壳体下端,安装板上端安装有夹紧支链,且底板上端前侧安装有限位支链。
作为本发明的一种优选技术方案,所述卡紧杆的下端面与卡紧杆的一端侧壁均开设有卡紧孔。
作为本发明的一种优选技术方案,所述安装板中部从左往右均匀开设有圆孔。
作为本发明的一种优选技术方案,所述卡紧支链包括安装杆、转动板、连接弹簧和卡紧板,安装板下端前后对称安装有安装杆,安装杆下端通过转动的方式左右对称安装有两个转动板,转动板上端通过连接弹簧与安装杆相连,且转动板下端安装有卡紧板。
作为本发明的一种优选技术方案,所述限位支链包括限位柱、限位杆和锁紧螺母,底板上端前侧安装有限位柱,限位柱上侧通过螺纹配合的方式安装有限位杆,限位杆外侧通过螺纹配合的方式安装有锁紧螺母。
作为本发明的一种优选技术方案,所述夹紧支链包括导向柱、夹紧板、旋转电机和齿轮,安装板上端通过耳座左右对称安装有两个导向柱,导向柱之间通过滑动的方式安装有夹紧板,且夹紧板对称放置在安装板上端,安装板端部对称安装有两个旋转电机,旋转电机的输出端安装有齿轮,且齿轮设置在夹紧板之间。
作为本发明的一种优选技术方案,所述卡紧板倾斜安装在转动板下端,且卡紧板下端设置有圆角。
作为本发明的一种优选技术方案,所述限位杆上端设置有支撑盘,支撑盘上端设置有软质橡胶层。
作为本发明的一种优选技术方案,所述夹紧板内侧中部从左往右均匀开设有弧形槽,弧形槽位置与圆孔位置相对应,且弧形槽内设置有平行于夹紧板的防滑纹,且夹紧板端部设置有齿条,夹紧板通过齿条与齿轮相啮合。
与现有技术相比,本发明具有以下优点:1.本发明提供的一种洒水车水枪铝合金部件自动化组装操作平台,采用批量化的方式对洒水车水枪铝合金部件进行夹紧固定,避免人工及现有设备单次只能对一个铝合金水枪进行拼接组装的情况,提高铝合金水枪组装效率,且通过设有的固定装置与拼接装置对不同直径规格的水枪铝合金部件进行固定后限位,提高设备适用性,降低铝合金水枪组装成本。
2.本发明提供的一种洒水车水枪铝合金部件自动化组装操作平台,通过设有的调节螺母调整调节螺杆在锁紧盘上的位置,使得调节螺杆与卡紧杆对不同规格的水枪铝合金部件进行夹紧固定,从而提高设备适用性,降低组装成本,且通过设有的卡紧板与夹紧板快速固定或解锁不同规格的水枪部件,提高水枪的组装效率。
3.本发明提供的一种洒水车水枪铝合金部件自动化组装操作平台,人工调节限位杆上端支撑盘的高度,且通过锁紧螺母将限位杆固定在限位柱上,保证支撑盘始终对安装板进行限位,方便快速对水枪部件进行定位组装,且支撑盘上端设有的软质橡胶层避免限位杆与安装板之间直接碰撞。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明工作时的立体结构示意图。
图2是本发明工作时的俯视图。
图3是本发明图2的A-A向剖视图。
图4是本发明图2的B-B向剖视图。
图5是本发明固定装置、安装板、卡紧支链与夹紧支链之间的立体结构示意图。
图6是本发明固定装置、安装板、卡紧支链与夹紧支链之间的局部剖视图。
图7是本发明安装板、卡紧支链与夹紧支链之间的局部立体结构示意图。
图8是本发明图3的M向局部放大示意图。
图中:1、底板;2、固定装置;3、拼接装置;21、固定板;22、锁紧支链;23、锁紧螺杆;221、锁紧盘;222、调节螺杆;223、调节螺母;224、卡紧杆;225、卡紧块;226、卡紧弹簧;30、电动推杆;31、安装架;32、升降气缸;33、U形板;34、安装板;35、卡紧支链;36、导向杆;37、导向板;38、夹紧支链;39、限位支链;351、安装杆;352、转动板;353、连接弹簧;354、卡紧板;381、导向柱;382、夹紧板;383、旋转电机;384、齿轮;391、限位柱;392、限位杆;393、锁紧螺母。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合图1至图8,对本发明进行进一步阐述。
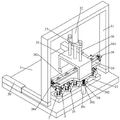
参阅图1,一种洒水车水枪铝合金部件自动化组装操作平台,包括底板1、固定装置2和拼接装置3,所述底板1上端前侧安装有固定装置2,固定装置2上方设置有拼接装置3,拼接装置3安装在底板1上端。
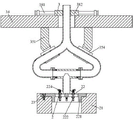
参阅图1、图3、图5、图6和图8,所述固定装置2包括固定板21、锁紧支链22和锁紧螺杆23,底板1上端前侧安装有固定板21,固定板21上端从左往右均匀设置有五个锁紧支链22,锁紧支链22与固定板21之间通过锁紧螺杆23相连;所述锁紧支链22包括锁紧盘221,锁紧盘221沿其周向均匀开设有四个阶梯槽,阶梯槽内通过滑动的方式设置有调节螺杆222,调节螺杆222外侧通过螺纹配合的方式上下对称安装有两个调节螺母223,且位于调节螺杆222上侧的调节螺母223卡接在阶梯槽内,调节螺杆222上端通过铰链安装有卡紧杆224,且调节螺杆222上端通过滑动的方式安装有卡紧块225,卡紧块225下端通过卡紧弹簧226与调节螺杆222相连;所述卡紧杆224的下端面与卡紧杆224的一端侧壁均开设有卡紧孔。
通过人工旋转锁紧螺杆23,使得锁紧螺杆23解除对锁紧支链22的锁紧固定,方便人工从固定板21上取下锁紧支链22,锁紧支链22取下后,通过人工旋转调节螺母223,使得调节螺母223解除对调节螺杆222的锁紧,从而使得人工调整调节螺杆222在阶梯槽内的位置,调节螺杆222位置调节完成后,再次旋拧调节螺母223实现调节螺杆222的位置锁定,随后通过锁紧螺杆23将其锁紧固定在固定板21上,同时通过人工将铝合金水枪T形部位下端的法兰盘穿套在调节螺杆222外侧,人工旋转卡紧杆224,使得卡紧杆224与调节螺杆222之间的中轴线成直角,从而使得卡紧杆224与调节螺杆222对铝合金水枪T形部位进行锁紧固定,且通过卡紧弹簧226挤压卡紧块225沿调节螺杆222外移,使得卡紧块225与卡紧杆224一端侧壁的卡紧孔配合对卡紧杆224进行卡紧限位,避免铝合金水枪T形部位脱离调节螺杆222,从而使得调节螺杆222与锁紧盘221配合完成对法兰盘直径规格不同和厚度不同的铝合金水枪T形部位进行锁紧固定,方便对铝合金水枪进行拼接组装,铝合金水枪进行拼装完成后,人工反向转动卡紧杆224,使卡紧杆224下端的卡紧孔与卡紧块225配合,确保卡紧杆224与调节螺杆222之间的中轴线重合,方便人工将制作完成后的铝合金水枪从锁紧盘221上取下。
参阅图1、图2、图3、图4和图5,所述拼接装置3包括电动推杆30、安装架31、升降气缸32、U形板33、安装板34、卡紧支链35、导向杆36、导向板37、夹紧支链38和限位支链39,底板1上端左右对称安装有两个电动推杆30,两个电动推杆30的移动端共同固定安装有安装架31,安装架31内侧上端中部安装有升降气缸32,升降气缸32的伸出端安装有U形板33,U形板33下端安装有安装板34,安装板34下端从左往右均匀安装有五个卡紧支链35,且卡紧支链35位于锁紧支链22正上方,U形板33上端前后对称安装有两个导向杆36,导向杆36上端通过滑动的方式安装有导向板37,导向板37安装在升降气缸32壳体下端,安装板34上端安装有夹紧支链38,且底板1上端前侧安装有限位支链39;所述安装板34中部从左往右均匀开设有圆孔。
通过人工或机械的方式将铝合金水枪Y形部位竖直段从下往上穿过安装板34中部设有的圆孔内,并使得卡紧支链35对铝合金水枪Y形部位两侧边进行卡紧,同时通过夹紧支链38对铝合金水枪Y形部位竖直段进行夹紧固定,铝合金水枪Y形部位夹紧固定后,通过电动推杆30带动安装架31与升降气缸32前移,使得铝合金水枪Y形部位处于铝合金水枪T形部位正上方,且通过升降气缸32带动U形板33与安装板34沿导向杆36下降,使得安装板34带动卡紧支链35与夹紧支链38下降,从而使得卡紧支链35与夹紧支链38带动铝合金水枪Y形部位下降靠近铝合金水枪T形部位,方便将铝合金水枪Y形部位与铝合金水枪T形部位进行拼接,铝合金水枪Y形部位与铝合金水枪T形部位拼接后,通过人工或机械的方式将二者连接处的法兰盘孔位摆正对齐,从而方便人工或机械使用螺栓将二者连接固定,铝合金水枪Y形部位与铝合金水枪T形部位固定后,通过人工将连接完成后的铝合金水枪取下收集,铝合金水枪Y形部位与铝合金水枪T形部位拼接过程中,通过限位支链39对安装板34进行限位,确保升降气缸32带动铝合金水枪Y形部位下降到与铝合金水枪T形部位相拼接的位置。
参阅图5和图7,所述卡紧支链35包括安装杆351、转动板352、连接弹簧353和卡紧板354,安装板34下端前后对称安装有安装杆351,安装杆351下端通过转动的方式左右对称安装有两个转动板352,转动板352上端通过连接弹簧353与安装杆351相连,且转动板352下端安装有卡紧板354;所述卡紧板354倾斜安装在转动板352下端,且卡紧板354下端设置有圆角。
人工将不同直径规格的铝合金水枪Y形部位竖直段穿入安装板34中部设有的圆孔内时,铝合金水枪Y形部位侧边挤压卡紧板354,使得卡紧板354与转动板352挤压连接弹簧353后绕安装杆351转动,从而使得铝合金水枪Y形部位侧边挤压卡入卡紧板354之间,铝合金水枪Y形部位侧边挤压卡入卡紧板354之间后,连接弹簧353挤压转动板352,使得转动板352绕安装杆351转动,从而转动板352带动卡紧板354同步运动完成对不同直径规格的铝合金水枪Y形部位侧边进行卡紧固定,且卡紧板354下端设有的圆角方便铝合金水枪Y形部位侧边进入卡紧板354之间。
参阅图5和图7,所述夹紧支链38包括导向柱381、夹紧板382、旋转电机383和齿轮384,安装板34上端通过耳座左右对称安装有两个导向柱381,导向柱381之间通过滑动的方式安装有夹紧板382,且夹紧板382对称放置在安装板34上端,安装板34端部对称安装有两个旋转电机383,旋转电机383的输出端安装有齿轮384,且齿轮384设置在夹紧板382之间;所述夹紧板382内侧中部从左往右均匀开设有弧形槽,弧形槽位置与圆孔位置相对应,且弧形槽内设置有平行于夹紧板382的防滑纹,且夹紧板382端部设置有齿条,夹紧板382通过齿条与齿轮384相啮合。
卡紧板354将不同直径的铝合金水枪Y形部位侧边卡紧固定后,通过旋转电机383带动齿轮384旋转,使得齿轮384带动夹紧板382沿导向柱381同时靠近,从而使得夹紧板382中部设有的弧形槽将不同直径的铝合金水枪Y形部位竖直段进行夹紧固定,且弧形槽内设有平行于夹紧板382的防滑纹避免夹紧板382与铝合金水枪Y形部位之间发生滑动的情况,铝合金水枪Y形部位夹紧固定后,升降气缸32带动铝合金水枪Y形部位靠近铝合金水枪T形部位,方便人工或机械将二者组装成为一个整体,铝合金水枪Y形部位与铝合金水枪T形部位组装完成后,通过旋转电机383带动齿轮384反向旋转,使得齿轮384带动夹紧板382沿导向柱381同时远离,从而使得夹紧板382解除对铝合金水枪Y形部位竖直段的固定,且升降气缸32通过安装板34带动卡紧支链35与夹紧支链38脱离组装完成后的铝合金水枪,从而方便人工将加工完成后的铝合金水枪取下收集。
参阅图1和图4,所述限位支链39包括限位柱391、限位杆392和锁紧螺母393,底板1上端前侧安装有限位柱391,限位柱391上侧通过螺纹配合的方式安装有限位杆392,限位杆392外侧通过螺纹配合的方式安装有锁紧螺母393;所述限位杆392上端设置有支撑盘,支撑盘上端设置有软质橡胶层。
铝合金水枪Y形部位与铝合金水枪T形部位靠近拼接前,通过人工旋转限位杆392,使得限位杆392沿限位柱391升降,从而调节限位杆392上端设有的支撑盘的高度,支撑盘的高度确定后,通过人工旋转锁紧螺母393,使得锁紧螺母393将限位杆392固定在限位柱391上,避免限位柱391与限位杆392之间发生相对滑动的情况,保证支撑盘始终对安装板34进行限位,方便快速定位铝合金水枪Y形部位与铝合金水枪T形部位的正确拼装位置,且通过支撑盘上端设有的软质橡胶层避免限位杆392与安装板34之间直接碰撞。
工作时:S1.调整处理:通过人工旋转锁紧螺杆23,使得锁紧螺杆23解除对锁紧支链22的锁紧固定,方便人工从固定板21上取下锁紧支链22,锁紧支链22取下后,通过人工旋转调节螺母223,使得调节螺母223解除对调节螺杆222的锁紧,从而使得人工调整调节螺杆222在阶梯槽内的位置,同时调整调节螺杆222的高度,调节螺杆222位置调节完成后,再次旋拧调节螺母223实现调节螺杆222的位置锁定,方便调节螺杆222与卡紧杆224对法兰盘直径不同与厚度不同的水枪铝合金部件进行夹紧固定。
S2.上料:锁紧螺杆23调节完成后,通过人工铝合金水枪T形部位下端的法兰盘穿套在调节螺杆222外侧,使得人工旋转卡紧杆224,使得卡紧杆224与调节螺杆222之间的中轴线成直角,从而使得卡紧杆224与调节螺杆222对铝合金水枪T形部位进行锁紧固定,且通过卡紧弹簧226挤压卡紧块225沿调节螺杆222外移,使得卡紧块225与卡紧杆224一端侧壁的卡紧孔配合对卡紧杆224进行卡紧限位,避免铝合金水枪T形部位脱离调节螺杆222,从而使得调节螺杆222与锁紧盘221对法兰盘直径规格不同和厚度不同的铝合金水枪T形部位进行锁紧固定,且连接弹簧353通过转动板352调整卡紧板354之间的距离,使得卡紧板354对不同直径规格的铝合金水枪Y形部位侧边进行卡紧固定,铝合金水枪Y形部位侧边固定后,通过旋转电机383带动齿轮384旋转,使得齿轮384带动夹紧板382沿导向柱381同时靠近,从而使得夹紧板382中部设有的弧形槽将不同直径规格的铝合金水枪Y形部位竖直段进行夹紧固定。
S3.拼接:水枪铝合金部件夹紧固定后,通过升降气缸32带动U形板33与安装板34沿导向杆36下降,使得安装板34带动卡紧支链35与夹紧支链38下降,从而使得卡紧支链35与夹紧支链38带动铝合金水枪Y形部位下降到与铝合金水枪T形部位相拼接的位置,方便对铝合金水枪Y形部位与铝合金水枪T形部位进行拼接。
S4.组装:水枪铝合金部件拼接完成后,通过人工或机械的方式使用螺栓将铝合金水枪Y形部位与铝合金水枪T形部位组装连接成为一个整体,从而制作出铝合金水枪。
S5.下料:铝合金水枪制作完成后,通过旋转电机383带动齿轮384反向旋转,使得齿轮384带动夹紧板382沿导向柱381同时远离,从而使得夹紧板382解除对铝合金水枪Y形部位竖直段的固定,且升降气缸32通过安装板34带动卡紧支链35与夹紧支链38脱离铝合金水枪,同时通过人工反向转动卡紧杆224,使得卡紧杆224与调节螺杆222之间的中轴线重合,方便人工将制作完成后的铝合金水枪从锁紧盘221上取下。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
Claims (9)
1.一种洒水车水枪铝合金部件自动化组装操作平台,包括底板(1)、固定装置(2)和拼接装置(3),其特征在于:所述底板(1)上端前侧安装有固定装置(2),固定装置(2)上方设置有拼接装置(3),拼接装置(3)安装在底板(1)上端;其中:
所述固定装置(2)包括固定板(21)、锁紧支链(22)和锁紧螺杆(23),底板(1)上端前侧安装有固定板(21),固定板(21)上端从左往右均匀设置有五个锁紧支链(22),锁紧支链(22)与固定板(21)之间通过锁紧螺杆(23)相连;
所述锁紧支链(22)包括锁紧盘(221),锁紧盘(221)沿其周向均匀开设有四个阶梯槽,阶梯槽内通过滑动的方式设置有调节螺杆(222),调节螺杆(222)外侧通过螺纹配合的方式上下对称安装有两个调节螺母(223),且位于调节螺杆(222)上侧的调节螺母(223)卡接在阶梯槽内,调节螺杆(222)上端通过铰链安装有卡紧杆(224),且调节螺杆(222)上端通过滑动的方式安装有卡紧块(225),卡紧块(225)下端通过卡紧弹簧(226)与调节螺杆(222)相连;
所述拼接装置(3)包括电动推杆(30)、安装架(31)、升降气缸(32)、U形板(33)、安装板(34)、卡紧支链(35)、导向杆(36)、导向板(37)、夹紧支链(38)和限位支链(39),底板(1)上端左右对称安装有两个电动推杆(30),两个电动推杆(30)的移动端共同固定安装有安装架(31),安装架(31)内侧上端中部安装有升降气缸(32),升降气缸(32)的伸出端安装有U形板(33),U形板(33)下端安装有安装板(34),安装板(34)下端从左往右均匀安装有五个卡紧支链(35),且卡紧支链(35)位于锁紧支链(22)正上方,U形板(33)上端前后对称安装有两个导向杆(36),导向杆(36)上端通过滑动的方式安装有导向板(37),导向板(37)安装在升降气缸(32)壳体下端,安装板(34)上端安装有夹紧支链(38),且底板(1)上端前侧安装有限位支链(39)。
2.根据权利要求1所述的一种洒水车水枪铝合金部件自动化组装操作平台,其特征在于:所述卡紧支链(35)包括安装杆(351)、转动板(352)、连接弹簧(353)和卡紧板(354),安装板(34)下端前后对称安装有安装杆(351),安装杆(351)下端通过转动的方式左右对称安装有两个转动板(352),转动板(352)上端通过连接弹簧(353)与安装杆(351)相连,且转动板(352)下端安装有卡紧板(354)。
3.根据权利要求1所述的一种洒水车水枪铝合金部件自动化组装操作平台,其特征在于:所述限位支链(39)包括限位柱(391)、限位杆(392)和锁紧螺母(393),底板(1)上端前侧安装有限位柱(391),限位柱(391)上侧通过螺纹配合的方式安装有限位杆(392),限位杆(392)外侧通过螺纹配合的方式安装有锁紧螺母(393)。
4.根据权利要求2所述的一种洒水车水枪铝合金部件自动化组装操作平台,其特征在于:所述夹紧支链(38)包括导向柱(381)、夹紧板(382)、旋转电机(383)和齿轮(384),安装板(34)上端通过耳座左右对称安装有两个导向柱(381),导向柱(381)之间通过滑动的方式安装有夹紧板(382),且夹紧板(382)对称放置在安装板(34)上端,安装板(34)端部对称安装有两个旋转电机(383),旋转电机(383)的输出端安装有齿轮(384),且齿轮(384)设置在夹紧板(382)之间。
5.根据权利要求2所述的一种洒水车水枪铝合金部件自动化组装操作平台,其特征在于:所述卡紧板(354)倾斜安装在转动板(352)下端,且卡紧板(354)下端设置有圆角。
6.根据权利要求3所述的一种洒水车水枪铝合金部件自动化组装操作平台,其特征在于:所述限位杆(392)上端设置有支撑盘,支撑盘上端设置有软质橡胶层。
7.根据权利要求4所述的一种洒水车水枪铝合金部件自动化组装操作平台,其特征在于:所述夹紧板(382)内侧中部从左往右均匀开设有弧形槽,弧形槽位置与圆孔位置相对应,且弧形槽内设置有平行于夹紧板(382)的防滑纹,且夹紧板(382)端部设置有齿条,夹紧板(382)通过齿条与齿轮(384)相啮合。
8.根据权利要求1所述的一种洒水车水枪铝合金部件自动化组装操作平台,其特征在于:所述卡紧杆(224)的下端面与卡紧杆(224)的一端侧壁均开设有卡紧孔。
9.根据权利要求1所述的一种洒水车水枪铝合金部件自动化组装操作平台,其特征在于:所述安装板(34)中部从左往右均匀开设有圆孔。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210315539.0A CN114406662B (zh) | 2022-03-29 | 2022-03-29 | 一种洒水车水枪铝合金部件自动化组装操作平台 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210315539.0A CN114406662B (zh) | 2022-03-29 | 2022-03-29 | 一种洒水车水枪铝合金部件自动化组装操作平台 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114406662A true CN114406662A (zh) | 2022-04-29 |
| CN114406662B CN114406662B (zh) | 2022-06-10 |
Family
ID=81262715
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210315539.0A Active CN114406662B (zh) | 2022-03-29 | 2022-03-29 | 一种洒水车水枪铝合金部件自动化组装操作平台 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114406662B (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114851012A (zh) * | 2022-06-13 | 2022-08-05 | 睢宁鑫非机械科技有限公司 | 一种洒水车水枪铝合金组件打磨精加工设备 |
| CN115338072A (zh) * | 2022-07-10 | 2022-11-15 | 东莞伟嘉塑胶电子制品有限公司 | 一种水枪穿管机 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106736424A (zh) * | 2016-12-14 | 2017-05-31 | 芜湖中集瑞江汽车有限公司 | 一种u形车拼装工装 |
| CN207930266U (zh) * | 2017-09-28 | 2018-10-02 | 苏州托克斯冲压设备有限公司 | 保持架钢球压装装置 |
| CN110961881A (zh) * | 2019-12-05 | 2020-04-07 | 柳州上汽汽车变速器有限公司 | 变速器后壳体拼装线托盘复位装置 |
| CN210413389U (zh) * | 2019-08-30 | 2020-04-28 | 宁国市金泰金属制品有限公司 | 一种棘爪架生产用拼接装置 |
| CN111250993A (zh) * | 2020-03-12 | 2020-06-09 | 任宏伟 | 一种用于窗沿防护钢架加工的拼焊磨料设备 |
| CN111299939A (zh) * | 2020-03-06 | 2020-06-19 | 王浩宇 | 一种钢结构桁架制作拼接工装 |
| CN112916689A (zh) * | 2021-01-25 | 2021-06-08 | 赵海勇 | 一种骨科手术接骨用材接骨板成型机 |
| CN214390787U (zh) * | 2021-01-29 | 2021-10-15 | 睢宁鑫非机械科技有限公司 | 一种带有挡泥板的洒水车高压水枪 |
-
2022
- 2022-03-29 CN CN202210315539.0A patent/CN114406662B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106736424A (zh) * | 2016-12-14 | 2017-05-31 | 芜湖中集瑞江汽车有限公司 | 一种u形车拼装工装 |
| CN207930266U (zh) * | 2017-09-28 | 2018-10-02 | 苏州托克斯冲压设备有限公司 | 保持架钢球压装装置 |
| CN210413389U (zh) * | 2019-08-30 | 2020-04-28 | 宁国市金泰金属制品有限公司 | 一种棘爪架生产用拼接装置 |
| CN110961881A (zh) * | 2019-12-05 | 2020-04-07 | 柳州上汽汽车变速器有限公司 | 变速器后壳体拼装线托盘复位装置 |
| CN111299939A (zh) * | 2020-03-06 | 2020-06-19 | 王浩宇 | 一种钢结构桁架制作拼接工装 |
| CN111250993A (zh) * | 2020-03-12 | 2020-06-09 | 任宏伟 | 一种用于窗沿防护钢架加工的拼焊磨料设备 |
| CN112916689A (zh) * | 2021-01-25 | 2021-06-08 | 赵海勇 | 一种骨科手术接骨用材接骨板成型机 |
| CN214390787U (zh) * | 2021-01-29 | 2021-10-15 | 睢宁鑫非机械科技有限公司 | 一种带有挡泥板的洒水车高压水枪 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114851012A (zh) * | 2022-06-13 | 2022-08-05 | 睢宁鑫非机械科技有限公司 | 一种洒水车水枪铝合金组件打磨精加工设备 |
| CN115338072A (zh) * | 2022-07-10 | 2022-11-15 | 东莞伟嘉塑胶电子制品有限公司 | 一种水枪穿管机 |
| CN115338072B (zh) * | 2022-07-10 | 2024-03-12 | 东莞伟嘉塑胶电子制品有限公司 | 一种水枪穿管机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114406662B (zh) | 2022-06-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114406662B (zh) | 一种洒水车水枪铝合金部件自动化组装操作平台 | |
| CN110355643B (zh) | 一种注塑塑料件外表面毛刺清理机械 | |
| CN109964676B (zh) | 一种用于绿篱机的角度调节装置 | |
| CN114530296A (zh) | 一种用于漆包线缺陷处的检测修补设备 | |
| CN216903701U (zh) | 一种特种电缆生产用对接装置 | |
| CN210306488U (zh) | 一种塔机下支座的旋转焊接工装 | |
| CN116871758A (zh) | 一种智能化的铝合金型材加工设备 | |
| CN115805486B (zh) | 一种汽车主动进气格栅的高光无痕修整装置 | |
| CN208384153U (zh) | 一种镜片涂墨装置 | |
| CN215774411U (zh) | 一种具有遥控功能的爬树修枝机器人 | |
| CN110216604B (zh) | 一种整流罩夹具 | |
| CN212526379U (zh) | 一种农机变速箱齿轮加工用夹具 | |
| CN113635235A (zh) | 一种汽车轮毂轴承套圈加工装夹装置 | |
| CN113964743A (zh) | 一种修补机器人 | |
| CN210634064U (zh) | 一种转动夹具及带有转动夹具的镜片水口切除装置 | |
| CN211413945U (zh) | 铝合金门窗加工用攻牙机 | |
| CN2535166Y (zh) | 圆形管管口成型机 | |
| CN216033552U (zh) | 一种能够快速夹持的汽车维修用扩胎装置 | |
| CN220864526U (zh) | 一种用于真空轮胎局部修补的硫化机 | |
| CN220465163U (zh) | 一体式拆胎设备 | |
| CN219665773U (zh) | 一种链轮加工夹具 | |
| CN219945149U (zh) | 一种轧辊修复堆焊设备 | |
| CN220762340U (zh) | 一种可调节的固定工装 | |
| CN210634065U (zh) | 一种新型镜片水口切除装置 | |
| CN114904683B (zh) | 一种具有仿形堵头的管件喷塑机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |