CN114851012A - 一种洒水车水枪铝合金组件打磨精加工设备 - Google Patents
一种洒水车水枪铝合金组件打磨精加工设备 Download PDFInfo
- Publication number
- CN114851012A CN114851012A CN202210662102.4A CN202210662102A CN114851012A CN 114851012 A CN114851012 A CN 114851012A CN 202210662102 A CN202210662102 A CN 202210662102A CN 114851012 A CN114851012 A CN 114851012A
- Authority
- CN
- China
- Prior art keywords
- plate
- polishing
- aluminum alloy
- rod
- sliding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/04—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of metal, e.g. skate blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
本发明涉及工件打磨技术领域,特别涉及一种洒水车水枪铝合金组件打磨精加工设备,包括工作台、定位板、夹持件、打磨件和驱动件,所述工作台上端安装有定位板,定位板上开设有多个从上至下均匀分布的花键形通孔。本发明可以解决现有的设备在针对水枪铝合金中部组件进行打磨时,水枪铝合金中部组件打磨后还需要人工对水枪铝合金中部组件的拐角处进行手动打磨,降低了打磨的效率等问题。本发明提供的一种洒水车水枪铝合金组件打磨精加工设备所采用的夹持件与打磨件配合时可以对水枪铝合金中部组件进行打磨处理,并且可以从全方位对水枪铝合金中部组件进行打磨处理,从而提高了打磨的效果。
Description
技术领域
本发明涉及工件打磨技术领域,特别涉及一种洒水车水枪铝合金组件打磨精加工设备。
背景技术
洒水车水枪铝合金组件通常安装在洒水车后操作平台上,可任意调节自由旋转改变其方向,水枪铝合金组件是洒水炮的主要部件,可以调节喷水的流量,水枪铝合金组件通常分为三段式,并通过螺纹和螺栓进行连接锁紧。
水枪铝合金组件在生产过程中需要对其表面分别进行打磨处理,去除水枪铝合金组件上的毛刺和凸起,在针对水枪铝合金中部组件进行打磨时,现有的设备通常是采用夹持装置夹持水枪铝合金中部组件,再通过砂轮对水枪铝合金中部组件进行打磨处理,此种方法可以对水枪铝合金中部组件进行快速打磨,但在一次打磨过程中只能对水枪铝合金中部组件一面进行打磨,并且在水枪铝合金中部组件打磨后还需要人工对水枪铝合金中部组件的拐角处进行手动打磨,从而增加了打磨的步骤,不能从全方位对水枪铝合金中部组件进行打磨,降低了打磨的效率。
水枪铝合金中部组件进行打磨时,采用夹持装置夹持水枪铝合金中部组件,此种方法可以实现对水枪铝合金中部组件进行夹紧的功能,操作简单便捷,但存在水枪铝合金中部组件出现夹持处不能打磨的现象,从而降低了打磨的效果,需要人工对夹持处进行二次打磨。
发明内容
要解决的技术问题:本发明提供的一种洒水车水枪铝合金组件打磨精加工设备,可以解决上述提到的水枪铝合金中部组件进打磨时存在的问题。
技术方案:为了实现上述目的,本发明采用以下技术方案,一种洒水车水枪铝合金组件打磨精加工设备,包括工作台、定位板、夹持件、打磨件和驱动件,所述工作台上端安装有定位板,定位板上开设有多个从上至下均匀分布的花键形通孔,花键形通孔内部滑动连接有夹持件,花键形通孔右侧设置有打磨件,打磨件与定位板固定连接,工作台上端安装有驱动件,驱动件用于驱动夹持件。
所述夹持件包括花键板、转动杆、传动齿轮、隔挡圆板、弧形夹杆、防滑块、连接弹簧和限位板,所述花键形通孔内部滑动连接有花键板,花键板中部通过轴承转动连接有转动杆,转动杆左端安装有传动齿轮,上下相邻的所述传动齿轮之间啮合,转动杆外表面靠近右侧处转动连接有隔挡圆板,转动杆内部设置有圆柱空腔,圆柱空腔腔壁上滑动贯穿有多个周向均匀分布的弧形夹杆,弧形夹杆右端安装有防滑块,弧形夹杆外表面靠近左端处安装有方板,方板靠近转动杆的一端与转动杆侧壁之间固定连接有连接弹簧,弧形夹杆左侧设置有圆柱杆,圆柱杆与转动杆固定连接,圆柱杆远离转动杆的一端转动连接有限位板,隔挡圆板外周壁对称开设有限位孔。
所述打磨件包括连接杆、打磨筒、限位杆、闭合盖、滑轨、限位框、调节单元和防堵单元,所述花键形通孔右端设置有多个周向均匀分布的连接杆,连接杆与定位板右端固定连接,多个所述连接杆右端共同安装有打磨筒,打磨筒开口朝向定位板,打磨筒侧壁前后对称设置有限位杆,限位杆与打磨筒侧壁滑动贯穿配合,限位杆靠近打磨筒中部的一端与限位孔插接配合,打磨筒侧壁上下对称开设有填料通孔,填料通孔内部插接有闭合盖,填料通孔前后对称设置有滑槽,滑槽位于打磨筒上,滑槽内部安装有滑轨,两个相邻的所述滑轨上共同滑动连接有限位框,打磨筒右端连接有调节单元,调节单元左端安装有防堵单元。
作为本发明的一种优选技术方案,所述驱动件包括驱动电机和驱动齿轮,所述工作台上端安装有驱动电机,驱动电机的输出轴上安装有驱动齿轮,驱动齿轮与位于定位板上最下侧的传动齿轮啮合。
作为本发明的一种优选技术方案,所述调节单元包括调节螺杆、进给圆板、导向杆、调距螺杆、滑动柱、调节板和复位弹簧,所述打磨筒右端中部螺纹连接有调节螺杆,调节螺杆左端转动连接有进给圆板,进给圆板右端上下对称安装有导向杆,导向杆与打磨筒右端滑动贯穿配合,进给圆板上螺纹连接有调距螺杆,调距螺杆与进给圆板贯穿配合,调距螺杆与打磨筒右端滑动贯穿配合,进给圆板左端中部滑动连接有滑动柱,滑动柱左端安装有调节板,调节板与进给圆板之间固定连接有复位弹簧。
作为本发明的一种优选技术方案,所述防堵单元包括矩形筒、电动推杆、T型杆、旋转板和橡胶板,所述调节板左端安装有矩形筒,矩形筒内部设置有电动推杆,电动推杆与调节板固定连接,电动推杆左端安装有T型杆,矩形筒上侧壁开设有防堵通孔,防堵通孔右孔壁铰接有旋转板,旋转板左端开设有安装槽,安装槽内部固定连接有橡胶板,橡胶板左端与防堵通孔左孔壁固定连接,旋转板下端与T型杆水平段之间固定连接有拉绳。
作为本发明的一种优选技术方案,所述防滑块远离弧形夹杆的一端安装有多个防滑齿,防滑齿呈三角形结构。
作为本发明的一种优选技术方案,所述限位板与圆柱杆连接处设置有防滑圈。
作为本发明的一种优选技术方案,所述T型杆竖直段上端转动连接有滑动辊,滑动辊与旋转板滚动配合。
作为本发明的一种优选技术方案,所述安装槽开口处上壁转动连接有辅助滑辊,辅助滑辊与橡胶板滑动配合。
有益效果:1.本发明提供的一种洒水车水枪铝合金组件打磨精加工设备所采用的夹持件与打磨件配合时可以对水枪铝合金中部组件进行打磨处理,并且可以从全方位对水枪铝合金中部组件进行打磨处理,避免水枪铝合金中部组件在打磨后出现拐角处未打磨的现象,从而提高了打磨的效果。
2.本发明提供的一种洒水车水枪铝合金组件打磨精加工设备所采用的夹持件可以从内部对水枪铝合金中部组件进行夹持,避免了水枪铝合金中部组件出现夹持处不能打磨的现象,从而实现了对水枪铝合金中部组件进行完全打磨的功能,避免了二次打磨。
3.本发明提供的一种洒水车水枪铝合金组件打磨精加工设备采用多工位的工作方式,从而提高了多个水枪铝合金中部组件的打磨速率,减少了打磨所需的时间。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明的立体结构示意图。
图2是本发明的左视图。
图3是本发明图2中B-B的剖视图。
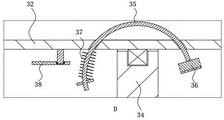
图4是本发明图3中D处的放大图。
图5是本发明图3中H处的放大图。
图6是本发明的主视图。
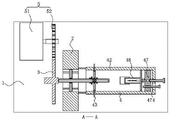
图7是本发明图6中A-A的剖视图。
图8是本发明图1中E处的放大图。
图9是本发明夹持件的结构示意图。
图10是本发明水枪铝合金中部组件的结构示意图
图中:1、工作台;2、定位板;3、夹持件;31、花键板;32、转动杆;33、传动齿轮;34、隔挡圆板;35、弧形夹杆;36、防滑块;37、连接弹簧;38、限位板;4、打磨件;41、连接杆;42、打磨筒;43、限位杆;44、闭合盖;45、滑轨;46、限位框;47、调节单元;471、调节螺杆;472、进给圆板;473、导向杆;474、调距螺杆;475、滑动柱;476、调节板;477、复位弹簧;48、防堵单元;481、矩形筒;482、电动推杆;483、T型杆;484、旋转板;485、橡胶板;5、驱动件;51、驱动电机;52、驱动齿轮。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
参阅图1、图2和图6,一种洒水车水枪铝合金组件打磨精加工设备,包括工作台1、定位板2、夹持件3、打磨件4和驱动件5,所述工作台1上端安装有定位板2,定位板2上开设有多个从上至下均匀分布的花键形通孔,花键形通孔内部滑动连接有夹持件3,花键形通孔右侧设置有打磨件4,打磨件4与定位板2固定连接,工作台1上端安装有驱动件5,驱动件5用于驱动夹持件3。
参阅图3、图4、图9和图10,所述夹持件3包括花键板31、转动杆32、传动齿轮33、隔挡圆板34、弧形夹杆35、防滑块36、连接弹簧37和限位板38,所述花键形通孔内部滑动连接有花键板31,花键板31中部通过轴承转动连接有转动杆32,转动杆32左端安装有传动齿轮33,上下相邻的所述传动齿轮33之间啮合,转动杆32外表面靠近右侧处转动连接有隔挡圆板34,转动杆32内部设置有圆柱空腔,圆柱空腔腔壁上滑动贯穿有多个周向均匀分布的弧形夹杆35,弧形夹杆35右端安装有防滑块36,防滑块36远离弧形夹杆35的一端安装有多个防滑齿,防滑齿呈三角形结构,弧形夹杆35外表面靠近左端处安装有方板,方板与转动杆32侧壁之间固定连接有连接弹簧37,弧形夹杆35左侧设置有圆柱杆,圆柱杆与转动杆32固定连接,圆柱杆远离转动杆32的一端转动连接有限位板38,限位板38与圆柱杆连接处设置有防滑圈,隔挡圆板34外周壁对称开设有限位孔,具体工作时,人工将多个水枪铝合金中部组件分别套设在多个转动杆32上,之后手动按压弧形夹杆35,弧形夹杆35带动防滑块36与水枪铝合金中部组件内壁紧贴,再转动限位板38,限位板38对弧形夹杆35进行隔挡限位,防滑圈对限位板38的转动起到防滑限位的作用,防滑块36上的防滑齿起到增大防滑块36与水枪铝合金中部组件内壁之间摩擦力的作用,避免水枪铝合金中部组件在转动时出现打滑的现象,人工将多个套设有水枪铝合金中部组件的转动杆32穿过定位板2上的花键形通孔并插入打磨件4内,花键板31与花键形通孔配合,从而对水枪铝合金中部组件进行定位。
参阅图3、图7、图8和图10,所述打磨件4包括连接杆41、打磨筒42、限位杆43、闭合盖44、滑轨45、限位框46、调节单元47和防堵单元48,所述花键形通孔右端设置有多个周向均匀分布的连接杆41,连接杆41与定位板2右端固定连接,多个所述连接杆41右端共同安装有打磨筒42,打磨筒42开口朝向定位板2,打磨筒42侧壁前后对称设置有限位杆43,限位杆43与打磨筒42侧壁滑动贯穿配合,限位杆43靠近打磨筒42中部的一端与限位孔插接配合,打磨筒42侧壁上下对称开设有填料通孔,填料通孔内部插接有闭合盖44,填料通孔前后对称设置有滑槽,滑槽位于打磨筒42上,滑槽内部安装有滑轨45,两个相邻的所述滑轨45上共同滑动连接有限位框46,打磨筒42右端连接有调节单元47,调节单元47左端安装有防堵单元48,具体工作时,在水枪铝合金中部组件插入打磨筒42内后,隔挡圆板34与打磨筒42空腔形成密闭空间,采用现有的填料机构将打磨所需的金刚砂通过打磨筒42上侧的填料通孔填入打磨筒42内,在金刚砂注入结束后,人工将闭合盖44盖至打磨筒42上侧的填料通孔,并滑动打磨筒42上侧的限位框46,限位框46对闭合盖44进行限位,然后手动转动调节单元47,调节单元47带动防堵单元48对金刚砂进行推挤,使得金刚砂之间的间隙减小,便于对水枪铝合金中部组件进行打磨。
参阅图3和图7,所述调节单元47包括调节螺杆471、进给圆板472、导向杆473、调距螺杆474、滑动柱475、调节板476和复位弹簧477,所述打磨筒42右端中部螺纹连接有调节螺杆471,调节螺杆471左端转动连接有进给圆板472,进给圆板472右端上下对称安装有导向杆473,导向杆473与打磨筒42右端滑动贯穿配合,进给圆板472上螺纹连接有调距螺杆474,调距螺杆474与进给圆板472贯穿配合,调距螺杆474与打磨筒42右端滑动贯穿配合,进给圆板472左端中部滑动连接有滑动柱475,滑动柱475左端安装有调节板476,调节板476与进给圆板472之间固定连接有复位弹簧477,具体工作时,手动转动调节螺杆471,调节螺杆471带动进给圆板472移动,进给圆板472带动调节板476对金刚砂进行推挤,之后手动转动调距螺杆474,调距螺杆474对调节板476的位置进行调节,调距螺杆474进给时带动调节板476对金刚砂进行挤压,从而增加了金刚砂的紧密性,调距螺杆474回退时复位弹簧477带动调节板476远离金刚砂,金刚砂密度变小,实现改变金刚砂打磨效果的功能。
参阅图1、图9和图10,所述驱动件5包括驱动电机51和驱动齿轮52,所述工作台1上端安装有驱动电机51,驱动电机51的输出轴上安装有驱动齿轮52,驱动齿轮52与位于定位板2上最下侧的传动齿轮33啮合,具体工作时,驱动电机51通过驱动齿轮52带动位于定位板2上最下侧的传动齿轮33转动,传动齿轮33之间啮合联动,传动齿轮33通过转动杆32带动多个弧形夹杆35转动,多个弧形夹杆35带动水枪铝合金中部组件在金刚砂内转动,金刚砂对水枪铝合金中部组件进行全方位打磨。
参阅图5和图10,所述防堵单元48包括矩形筒481、电动推杆482、T型杆483、旋转板484和橡胶板485,所述调节板476左端安装有矩形筒481,矩形筒481内部设置有电动推杆482,电动推杆482与调节板476固定连接,电动推杆482左端安装有T型杆483,矩形筒481上侧壁开设有防堵通孔,防堵通孔右孔壁铰接有旋转板484,旋转板484左端开设有安装槽,安装槽内部固定连接有橡胶板485,橡胶板485左端与防堵通孔左孔壁固定连接,旋转板484下端与T型杆483水平段之间固定连接有拉绳,T型杆483竖直段上端转动连接有滑动辊,滑动辊与旋转板484滚动配合,安装槽开口处上壁转动连接有辅助滑辊,辅助滑辊与橡胶板485滑动配合,具体工作时,在打磨过程中,电动推杆482间歇带动T型杆483进行往复移动,T型杆483远离旋转板484时,旋转板484受力向下转动,橡胶板485受力进行延伸,从而增加了金刚砂的活动空间,避免水枪铝合金中部组件在打磨时出现卡壳的现象,确保了水枪铝合金中部组件打磨的成功率,在T型杆483复位时,T型杆483竖直段上端的滑动辊对旋转板484进行推挤,并将旋转板484复位,辅助滑辊便于橡胶板485的延展。
工作时:S1:人工将多个水枪铝合金中部组件分别套设在多个转动杆32上,之后手动下压弧形夹杆35,弧形夹杆35带动防滑块36与水枪铝合金中部组件内壁紧贴,再转动限位板38,限位板38对弧形夹杆35进行隔挡限位,之后手动将套设有水枪铝合金中部组件的转动杆32穿过定位板2上的花键形通孔并插入打磨筒42内。
S2:通过现有的填料机构将打磨所需的金刚砂通过打磨筒42上侧的填料通孔填入打磨筒42内,在金刚砂注入结束后,人工将闭合盖44盖至打磨筒42上侧的填料通孔,并通过限位框46对闭合盖44限位。
S3:手动转动调节螺杆471,调节螺杆471带动进给圆板472移动,进给圆板472带动调节板476对金刚砂进行推挤,之后手动转动调距螺杆474,调距螺杆474对调节板476的位置进行调节。
S4:驱动电机51通过驱动齿轮52带动位于定位板2上最下侧的传动齿轮33转动,传动齿轮33之间啮合联动,传动齿轮33通过转动杆32带动多个弧形夹杆35转动,多个弧形夹杆35带动水枪铝合金中部组件在金刚砂内转动,金刚砂对水枪铝合金中部组件进行全方位打磨,在打磨过程中,电动推杆482间歇带动T型杆483进行往复移动,T型杆483远离旋转板484时,旋转板484受力向下转动,橡胶板485受力进行延伸,从而增加了金刚砂的活动空间,避免水枪铝合金中部组件在打磨时出现卡壳的现象,打磨完成后人工将水枪铝合金中部组件取出,打磨结束。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (8)
1.一种洒水车水枪铝合金组件打磨精加工设备,包括工作台(1)、定位板(2)、夹持件(3)、打磨件(4)和驱动件(5),其特征在于:所述工作台(1)上端安装有定位板(2),定位板(2)上开设有多个从上至下均匀分布的花键形通孔,花键形通孔内部滑动连接有夹持件(3),花键形通孔右侧设置有打磨件(4),打磨件(4)与定位板(2)固定连接,工作台(1)上端安装有驱动件(5),驱动件(5)用于驱动夹持件(3),其中:
所述夹持件(3)包括花键板(31)、转动杆(32)、传动齿轮(33)、隔挡圆板(34)、弧形夹杆(35)、防滑块(36)、连接弹簧(37)和限位板(38),所述花键形通孔内部滑动连接有花键板(31),花键板(31)中部通过轴承转动连接有转动杆(32),转动杆(32)左端安装有传动齿轮(33),上下相邻的所述传动齿轮(33)之间啮合,转动杆(32)外表面靠近右侧处转动连接有隔挡圆板(34),转动杆(32)内部设置有圆柱空腔,圆柱空腔腔壁上滑动贯穿有多个周向均匀分布的弧形夹杆(35),弧形夹杆(35)右端安装有防滑块(36),弧形夹杆(35)外表面靠近左端处安装有方板,方板靠近转动杆(32)的一端与转动杆(32)侧壁之间固定连接有连接弹簧(37),弧形夹杆(35)左侧设置有圆柱杆,圆柱杆与转动杆(32)固定连接,圆柱杆远离转动杆(32)的一端转动连接有限位板(38),隔挡圆板(34)外周壁对称开设有限位孔;
所述打磨件(4)包括连接杆(41)、打磨筒(42)、限位杆(43)、闭合盖(44)、滑轨(45)、限位框(46)、调节单元(47)和防堵单元(48),所述花键形通孔右端设置有多个周向均匀分布的连接杆(41),连接杆(41)与定位板(2)右端固定连接,多个所述连接杆(41)右端共同安装有打磨筒(42),打磨筒(42)开口朝向定位板(2),打磨筒(42)侧壁前后对称设置有限位杆(43),限位杆(43)与打磨筒(42)侧壁滑动贯穿配合,限位杆(43)靠近打磨筒(42)中部的一端与限位孔插接配合,打磨筒(42)侧壁上下对称开设有填料通孔,填料通孔内部插接有闭合盖(44),填料通孔前后对称设置有滑槽,滑槽位于打磨筒(42)上,滑槽内部安装有滑轨(45),两个相邻的所述滑轨(45)上共同滑动连接有限位框(46),打磨筒(42)右端连接有调节单元(47),调节单元(47)左端安装有防堵单元(48)。
2.根据权利要求1所述的一种洒水车水枪铝合金组件打磨精加工设备,其特征在于:所述驱动件(5)包括驱动电机(51)和驱动齿轮(52),所述工作台(1)上端安装有驱动电机(51),驱动电机(51)的输出轴上安装有驱动齿轮(52),驱动齿轮(52)与位于定位板(2)上最下侧的传动齿轮(33)啮合。
3.根据权利要求1所述的一种洒水车水枪铝合金组件打磨精加工设备,其特征在于:所述调节单元(47)包括调节螺杆(471)、进给圆板(472)、导向杆(473)、调距螺杆(474)、滑动柱(475)、调节板(476)和复位弹簧(477),所述打磨筒(42)右端中部螺纹连接有调节螺杆(471),调节螺杆(471)左端转动连接有进给圆板(472),进给圆板(472)右端上下对称安装有导向杆(473),导向杆(473)与打磨筒(42)右端滑动贯穿配合,进给圆板(472)上螺纹连接有调距螺杆(474),调距螺杆(474)与进给圆板(472)贯穿配合,调距螺杆(474)与打磨筒(42)右端滑动贯穿配合,进给圆板(472)左端中部滑动连接有滑动柱(475),滑动柱(475)左端安装有调节板(476),调节板(476)与进给圆板(472)之间固定连接有复位弹簧(477)。
4.根据权利要求1所述的一种洒水车水枪铝合金组件打磨精加工设备,其特征在于:所述防堵单元(48)包括矩形筒(481)、电动推杆(482)、T型杆(483)、旋转板(484)和橡胶板(485),所述调节板(476)左端安装有矩形筒(481),矩形筒(481)内部设置有电动推杆(482),电动推杆(482)与调节板(476)固定连接,电动推杆(482)左端安装有T型杆(483),矩形筒(481)上侧壁开设有防堵通孔,防堵通孔右孔壁铰接有旋转板(484),旋转板(484)左端开设有安装槽,安装槽内部固定连接有橡胶板(485),橡胶板(485)左端与防堵通孔左孔壁固定连接,旋转板(484)下端与T型杆(483)水平段之间固定连接有拉绳。
5.根据权利要求1所述的一种洒水车水枪铝合金组件打磨精加工设备,其特征在于:所述防滑块(36)远离弧形夹杆(35)的一端安装有多个防滑齿,防滑齿呈三角形结构。
6.根据权利要求1所述的一种洒水车水枪铝合金组件打磨精加工设备,其特征在于:所述限位板(38)与圆柱杆连接处设置有防滑圈。
7.根据权利要求4所述的一种洒水车水枪铝合金组件打磨精加工设备,其特征在于:所述T型杆(483)竖直段上端转动连接有滑动辊,滑动辊与旋转板(484)滚动配合。
8.根据权利要求4所述的一种洒水车水枪铝合金组件打磨精加工设备,其特征在于:所述安装槽开口处上壁转动连接有辅助滑辊,辅助滑辊与橡胶板(485)滑动配合。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210662102.4A CN114851012B (zh) | 2022-06-13 | 2022-06-13 | 一种洒水车水枪铝合金组件打磨精加工设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210662102.4A CN114851012B (zh) | 2022-06-13 | 2022-06-13 | 一种洒水车水枪铝合金组件打磨精加工设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114851012A true CN114851012A (zh) | 2022-08-05 |
| CN114851012B CN114851012B (zh) | 2023-04-18 |
Family
ID=82624035
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210662102.4A Active CN114851012B (zh) | 2022-06-13 | 2022-06-13 | 一种洒水车水枪铝合金组件打磨精加工设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114851012B (zh) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3525178A (en) * | 1968-01-29 | 1970-08-25 | Micromatic Hone Corp | Gear honing machine |
| CN210024719U (zh) * | 2019-01-29 | 2020-02-07 | 青岛三聚隆精密工业有限公司 | 一种用于机械加工的转轴打磨装置 |
| CN211029323U (zh) * | 2019-12-16 | 2020-07-17 | 浙江民安消防设备有限公司 | 一种消防接扣加工用去毛刺装置 |
| CN114406662A (zh) * | 2022-03-29 | 2022-04-29 | 睢宁鑫非机械科技有限公司 | 一种洒水车水枪铝合金部件自动化组装操作平台 |
| CN216463632U (zh) * | 2021-11-11 | 2022-05-10 | 杭州临安华通塑胶有限公司 | 一种高效pe管管口打磨装置 |
-
2022
- 2022-06-13 CN CN202210662102.4A patent/CN114851012B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3525178A (en) * | 1968-01-29 | 1970-08-25 | Micromatic Hone Corp | Gear honing machine |
| CN210024719U (zh) * | 2019-01-29 | 2020-02-07 | 青岛三聚隆精密工业有限公司 | 一种用于机械加工的转轴打磨装置 |
| CN211029323U (zh) * | 2019-12-16 | 2020-07-17 | 浙江民安消防设备有限公司 | 一种消防接扣加工用去毛刺装置 |
| CN216463632U (zh) * | 2021-11-11 | 2022-05-10 | 杭州临安华通塑胶有限公司 | 一种高效pe管管口打磨装置 |
| CN114406662A (zh) * | 2022-03-29 | 2022-04-29 | 睢宁鑫非机械科技有限公司 | 一种洒水车水枪铝合金部件自动化组装操作平台 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114851012B (zh) | 2023-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111055173A (zh) | 一种用于圆筒形铸造件加工的打磨工作台 | |
| CN115415895A (zh) | 一种冲压模具加工用打磨装置 | |
| CN111571404A (zh) | 一种自动化钢筋往复除锈装置 | |
| CN114851012B (zh) | 一种洒水车水枪铝合金组件打磨精加工设备 | |
| CN213646959U (zh) | 一种汽车钣金件打磨设备 | |
| CN116652784B (zh) | 一种洒水车铝合金水枪表面抛光设备 | |
| CN111872759A (zh) | 一种平双机筒的内孔磨光方法 | |
| CN211414697U (zh) | 工件外周多轴自动打磨机 | |
| CN209565906U (zh) | 一种五金加工用齿轮端面批量打磨装置 | |
| CN216138673U (zh) | 一种电杆桩模脱模用的打磨机 | |
| CN113211251A (zh) | 一种避免金属污染的模具打磨清洗设备 | |
| CN215239979U (zh) | 锥形管管外毛刺清理结构 | |
| CN214445223U (zh) | 一种橡胶制品生产用去毛边装置 | |
| CN113414683A (zh) | 一种新型铁盒打磨机 | |
| CN113059449A (zh) | 一种家具连接榫头木结构成型精加工处理设备 | |
| CN215033528U (zh) | 一种镁合金材料压铸产品自动去毛刺装备 | |
| CN117359425B (zh) | 一种建筑钢结构表面处理设备 | |
| CN220825781U (zh) | 一种自行车车架加工用打磨设备 | |
| CN110877117A (zh) | 一种用于铣削圆柱体的加工铣床 | |
| CN2190559Y (zh) | 刮刀研磨调整装置 | |
| CN218225947U (zh) | 一种卧式五金金属制品加工打磨装置 | |
| CN216939865U (zh) | 一种螺帽加工用去毛刺设备 | |
| CN113649872B (zh) | 一种五金加工用平面磨床定位设备 | |
| CN214977998U (zh) | 一种行星轮架内部上下端面加工中心 | |
| CN209918141U (zh) | 一种摩托车制动器总成加工用喷漆装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |