CN114160661A - 一种可自动收集落料的压铸模具 - Google Patents
一种可自动收集落料的压铸模具 Download PDFInfo
- Publication number
- CN114160661A CN114160661A CN202111337984.9A CN202111337984A CN114160661A CN 114160661 A CN114160661 A CN 114160661A CN 202111337984 A CN202111337984 A CN 202111337984A CN 114160661 A CN114160661 A CN 114160661A
- Authority
- CN
- China
- Prior art keywords
- die
- casting
- plate
- stamping
- slide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004512 die casting Methods 0.000 title claims abstract description 80
- 239000000463 material Substances 0.000 title claims description 27
- 238000005520 cutting process Methods 0.000 claims abstract description 28
- 238000003825 pressing Methods 0.000 claims description 22
- 238000004080 punching Methods 0.000 claims description 11
- 239000007787 solid Substances 0.000 claims 1
- 238000005058 metal casting Methods 0.000 abstract description 8
- 230000010354 integration Effects 0.000 abstract description 2
- 238000003754 machining Methods 0.000 abstract 1
- 239000002184 metal Substances 0.000 description 9
- 239000002994 raw material Substances 0.000 description 7
- 239000002699 waste material Substances 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/34—Perforating tools; Die holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/28—Associations of cutting devices therewith
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Punching Or Piercing (AREA)
Abstract
本发明公开了一种可自动收集落料的压铸模具,包括底座和下垫板,所述底座和下垫板之间设置有间隙,在该间隙内设置有第一集料滑梯和第二集料滑梯,所述第一集料滑梯和第二集料滑梯之间设置有挡板,所述挡板的上下两端分别与下垫板和底座连接,所述下垫板的上端面设置有上垫板,所述上垫板的上方设置有顶板,且上垫板的四角固定安装有导柱,所述导柱与顶板上的导套活动连接,所述上垫板上还固定安装有模组固定板,所述模组固定板上从右至左依次安装有冲压模组、压铸模组和裁切模组。本发明具备结构简单,设计巧妙,将冲压、压铸和裁切集于一体设计,占地面积小,大大提高了金属铸件加工的效率,同时可以自动收集落料,降低了人工的劳动强度。
Description
技术领域
本发明涉及压铸模具技术领域,具体为一种可自动收集落料的压铸模具。
背景技术
带金属翻边和孔位的金属铸件在成型过程中,往往需要经过冷压铸成翻边的形状,在经过冲压机冲孔得到成品,加工工艺复杂,人工劳动强度高,且多台设备占地面积大,大大降低了加工的效率。因此,很有必要对现有的压铸模具进行改进改良。
发明内容
本发明的目的在于提供一种可自动收集落料的压铸模具,具备结构简单,设计巧妙,将冲压、压铸和裁切集于一体设计,占地面积小,大大提高了金属铸件加工的效率,同时可以自动收集落料,降低了人工的劳动强度的优点,解决了上述技术背景所提出的问题。
为实现上述目的,本发明提供如下技术方案:一种可自动收集落料的压铸模具,该压铸模具包括底座和下垫板,所述底座和下垫板之间设置有间隙,在该间隙内设置有第一集料滑梯和第二集料滑梯,所述第一集料滑梯和第二集料滑梯之间设置有挡板,所述挡板的上下两端分别与下垫板和底座连接,所述下垫板的上端面设置有上垫板,所述上垫板的上方设置有顶板,且上垫板的四角固定安装有导柱,所述导柱与顶板上的导套活动连接,所述上垫板上还固定安装有模组固定板,所述模组固定板上从右至左依次安装有冲压模组、压铸模组和裁切模组,所述裁切模组的一侧设置有第三集料滑梯。
优选的,所述压铸模具还包括支撑板,所述支撑板位于第一集料滑梯和第二集料滑梯一侧,且支撑板的上下两端分别与下垫板和底座连接。
优选的,所述下垫板、上垫板和模组固定板上均开设有供产品落入的通孔,所述通孔的位置与第一集料滑梯和第二集料滑梯的位置相对应。
优选的,所述第一集料滑梯、第二集料滑梯和第三集料滑梯与水平面呈30°夹角设置。
优选的,所述顶板上设置有用于连接压力机的固定环,所述固定环位于顶板的正中间处。
优选的,所述模组固定板上靠近冲压模组一端设置有物料给进装置,所述物料给进装置由两个给进单元构成,每个所述给进单元包括固定安装在模组固定板上的固定块以及固定安装在固定块上的固定轴,所述固定轴的外侧套设有滑动滚轮,所述滑动滚轮可沿固定轴的径向方向上滑动,所述固定轴远离固定块一端设置有限位帽,所述限位帽与所述固定轴一体成型。
优选的,所述冲压模组包括冲压上压板、冲压下压板和冲针固定板,所述冲针固定板设置有四个,每个所述冲针固定板上固定安装有冲针,所述冲针远离冲针固定板一端贯穿冲压上压板后与冲压下压板上的冲压模接触连接。
优选的,所述压铸模组包括压铸上压板、压铸下压板和压模固定板,所述压模固定板上固定安装有压铸模具,所述压铸模具远离压模固定板一端面贯穿压铸上压板后与压铸下压板上的模槽接触连接。
优选的,所述压铸上压板上开设有供压铸模具贯穿的模孔,所述模孔的尺寸略大于模槽的尺寸。
优选的,所述裁切模组包括与顶板固定连接的切刀固定板、固定安装在切刀固定板上的切刀以及设置在切刀下方的裁切垫板,所述裁切垫板与切刀间隔设置,且裁切垫板固定安装在模组固定板上。
与现有技术相比,本发明的有益效果如下:
1、本发明提供了一种可自动收集落料的压铸模具,该压铸模具整体结构简单,设计巧妙合理,通过在模组固定板上从右至左依次设置冲压模组、压铸模组和裁切模组,可以一次性冲孔、压铸、裁切成型金属铸件,大大提高了加工的效率,节约了占地面积,其中冲孔后的碎屑以及裁切后的碎屑可以通过第二集料滑梯和第三集料滑梯进行收集,压铸成型的金属铸件可以通过第一集料滑梯进行收集,实现自动收集落料,降低了人工的劳动强度。
2、本发明通过在模组固定板上靠近冲压模组一端设置物料给进装置,该物料给进装置由两个给进单元构成,通过两个给进单元配合实现自动上料,节约了人工的成本,从而实现自动化生产,提高了生产加工的效率。
附图说明
图1为本发明的爆炸图;
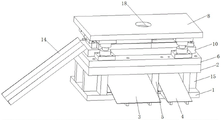
图2为本发明的整体结构图;
图3为本发明冲压模组的爆炸图;
图4为本发明压铸模组的爆炸图;
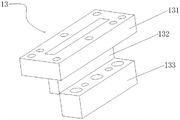
图5为本发明裁切模组的结构图;
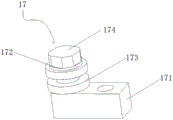
图6为本发明给进单元的结构图。
图中的附图标记及名称如下:
1、底座;2、下垫板;3、第一集料滑梯;4、第二集料滑梯;5、挡板;6、上垫板;7、导柱;8、顶板;9、导套;10、模组固定板;11、冲压模组;111、冲压上压板;112、冲压下压板;113、冲针固定板;114、冲针;115、冲压模;12、压铸模组;121、压铸上压板;122、压铸下压板;123、压模固定板;124、压铸模具;125、模槽;126、模孔;13、裁切模组;131、切刀固定板;132、切刀;133、裁切垫板;14、第三集料滑梯;15、支撑板;16、通孔;17、给进单元;171、固定块;172、固定轴;173、滑动滚轮;174、限位帽;18、固定环。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明实施例的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本发明实施例中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明实施例中的具体含义。
请参阅图1至图2,本发明提供的一种实施例:一种可自动收集落料的压铸模具,该压铸模具包括底座1和下垫板2,所述底座1和下垫板2之间设置有间隙,在该间隙内设置有第一集料滑梯3和第二集料滑梯4,所述第一集料滑梯3和第二集料滑梯4分别用于收集金属铸件成品和冲孔碎屑,在第一集料滑梯3和第二集料滑梯4之间设置有挡板5,所述挡板5的上下两端分别与下垫板2和底座1连接,所述下垫板2的上端面设置有上垫板6,所述上垫板6的上方设置有顶板8,且上垫板6的四角固定安装有导柱7,所述导柱7与顶板8上的导套9活动连接,所述上垫板6上还固定安装有模组固定板10,所述模组固定板10上从右至左依次安装有冲压模组11、压铸模组12和裁切模组13,产品原料板材依次经过冲压模组11进行冲孔,经压铸模组12压铸翻边,经裁切模组13裁切废料进行收集,集冲压、压铸和裁切于一体设计,占地面积小,大大提高了金属铸件加工的效率,所述裁切模组13的一侧设置有第三集料滑梯14,所述第三集料滑梯14用于收集裁切后的废料,所述压铸模具还包括支撑板15,所述支撑板15位于第一集料滑梯3和第二集料滑梯4一侧,且支撑板15的上下两端分别与下垫板2和底座1连接。
具体的,所述下垫板2、上垫板6和模组固定板10上均开设有供产品落入的通孔16,所述通孔16的位置与第一集料滑梯3和第二集料滑梯4的位置相对应。
具体的,所述第一集料滑梯3、第二集料滑梯4和第三集料滑梯14与水平面呈30°夹角设置,便于收集落料。
具体的,所述顶板8上设置有用于连接压力机的固定环18,所述固定环18位于顶板8的正中间处。
请参阅图3,图中的冲压模组11包括冲压上压板111、冲压下压板112和冲针固定板113,所述冲针固定板113设置有四个,每个所述冲针固定板113上固定安装有冲针114,所述冲针114远离冲针固定板113一端贯穿冲压上压板111后与冲压下压板112上的冲压模115接触连接,所述冲针114与冲压模115配合对待压铸的金属原材料进行冲孔。
请参阅图4,图中的压铸模组12包括压铸上压板121、压铸下压板122和压模固定板123,所述压模固定板123上固定安装有压铸模具124,所述压铸模具124远离压模固定板123一端面贯穿压铸上压板121后与压铸下压板122上的模槽125接触连接。
具体的,所述压铸上压板121上开设有供压铸模具124贯穿的模孔126,所述模孔126的尺寸略大于模槽125的尺寸,当压铸上压板121和压铸下压板122之间的待压铸的金属原材料进入压铸模具124处时,压铸模具124下压成型压铸金属件,成型的金属件在模孔126和模槽125之间成型翻边,成型后的产品由第一集料滑梯3收集。
请参阅图5,图中的裁切模组13包括与顶板8固定连接的切刀固定板131、固定安装在切刀固定板131上的切刀132以及设置在切刀132下方的裁切垫板133,所述裁切垫板133与切刀132间隔设置,且裁切垫板133固定安装在模组固定板10上,压铸成型后的废料由切刀132进行裁切,裁切后的废料由第三集料滑梯14进行收集。
请参阅图1和6,所述模组固定板10上靠近冲压模组11一端设置有物料给进装置,所述物料给进装置由两个给进单元17构成,每个所述给进单元17包括固定安装在模组固定板10上的固定块171以及固定安装在固定块171上的固定轴172,所述固定轴172的外侧套设有滑动滚轮173,所述滑动滚轮173可沿固定轴172的径向方向上滑动,所述固定轴172远离固定块171一端设置有限位帽174,所述限位帽174与所述固定轴172一体成型,通过两个给进单元17配合实现自动上料,节约了人工的成本,从而实现自动化生产,提高了生产加工的效率。
本发明中的压铸模具在工作中,将压铸模具固定安装在压力机上,片状的金属原料由物料给进装置上的两个给进单元17配合实现自动上料,并依次经过冲压模组11、压铸模组12和裁切模组13,冲压模组11上的冲针114与冲压模115配合对待压铸的金属原材料进行冲孔,压铸模组12对冲孔后的金属原材料压铸出翻边,成型后的产品经第一集料滑梯3收集,金属原材料的废料经过裁切模组13时,由裁切模组13上的切刀132进行裁切,裁切后的废料由第三集料滑梯14进行收集。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
Claims (10)
1.一种可自动收集落料的压铸模具,包括底座(1)和下垫板(2),其特征在于:所述底座(1)和下垫板(2)之间设置有间隙,在该间隙内设置有第一集料滑梯(3)和第二集料滑梯(4),所述第一集料滑梯(3)和第二集料滑梯(4)之间设置有挡板(5),所述挡板(5)的上下两端分别与下垫板(2)和底座(1)连接,所述下垫板(2)的上端面设置有上垫板(6),所述上垫板(6)的上方设置有顶板(8),且上垫板(6)的四角固定安装有导柱(7),所述导柱(7)与顶板(8)上的导套(9)活动连接,所述上垫板(6)上还固定安装有模组固定板(10),所述模组固定板(10)上从右至左依次安装有冲压模组(11)、压铸模组(12)和裁切模组(13),所述裁切模组(13)的一侧设置有第三集料滑梯(14)。
2.根据权利要求1所述的一种可自动收集落料的压铸模具,其特征在于:还包括支撑板(15),所述支撑板(15)位于第一集料滑梯(3)和第二集料滑梯(4)一侧,且支撑板(15)的上下两端分别与下垫板(2)和底座(1)连接。
3.根据权利要求1所述的一种可自动收集落料的压铸模具,其特征在于:所述下垫板(2)、上垫板(6)和模组固定板(10)上均开设有供产品落入的通孔(16),所述通孔(16)的位置与第一集料滑梯(3)和第二集料滑梯(4)的位置相对应。
4.根据权利要求1所述的一种可自动收集落料的压铸模具,其特征在于:所述第一集料滑梯(3)、第二集料滑梯(4)和第三集料滑梯(14)与水平面呈30°夹角设置。
5.根据权利要求1所述的一种可自动收集落料的压铸模具,其特征在于:所述顶板(8)上设置有用于连接压力机的固定环(18),所述固定环(18)位于顶板(8)的正中间处。
6.根据权利要求1所述的一种可自动收集落料的压铸模具,其特征在于:所述模组固定板(10)上靠近冲压模组(11)一端设置有物料给进装置,所述物料给进装置由两个给进单元(17)构成,每个所述给进单元(17)包括固定安装在模组固定板(10)上的固定块(171)以及固定安装在固定块(171)上的固定轴(172),所述固定轴(172)的外侧套设有滑动滚轮(173),所述滑动滚轮(173)可沿固定轴(172)的径向方向上滑动,所述固定轴(172)远离固定块(171)一端设置有限位帽(174),所述限位帽(174)与所述固定轴(172)一体成型。
7.根据权利要求1所述的一种可自动收集落料的压铸模具,其特征在于:所述冲压模组(11)包括冲压上压板(111)、冲压下压板(112)和冲针固定板(113),所述冲针固定板(113)设置有四个,每个所述冲针固定板(113)上固定安装有冲针(114),所述冲针(114)远离冲针固定板(113)一端贯穿冲压上压板(111)后与冲压下压板(112)上的冲压模(115)接触连接。
8.根据权利要求1所述的一种可自动收集落料的压铸模具,其特征在于:所述压铸模组(12)包括压铸上压板(121)、压铸下压板(122)和压模固定板(123),所述压模固定板(123)上固定安装有压铸模具(124),所述压铸模具(124)远离压模固定板(123)一端面贯穿压铸上压板(121)后与压铸下压板(122)上的模槽(125)接触连接。
9.根据权利要求8所述的一种可自动收集落料的压铸模具,其特征在于:所述压铸上压板(121)上开设有供压铸模具(124)贯穿的模孔(126),所述模孔(126)的尺寸略大于模槽(125)的尺寸。
10.根据权利要求1所述的一种可自动收集落料的压铸模具,其特征在于:所述裁切模组(13)包括与顶板(8)固定连接的切刀固定板(131)、固定安装在切刀固定板(131)上的切刀(132)以及设置在切刀(132)下方的裁切垫板(133),所述裁切垫板(133)与切刀(132)间隔设置,且裁切垫板(133)固定安装在模组固定板(10)上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111337984.9A CN114160661A (zh) | 2021-11-12 | 2021-11-12 | 一种可自动收集落料的压铸模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111337984.9A CN114160661A (zh) | 2021-11-12 | 2021-11-12 | 一种可自动收集落料的压铸模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114160661A true CN114160661A (zh) | 2022-03-11 |
Family
ID=80479182
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111337984.9A Pending CN114160661A (zh) | 2021-11-12 | 2021-11-12 | 一种可自动收集落料的压铸模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114160661A (zh) |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52107569A (en) * | 1976-03-06 | 1977-09-09 | Sony Corp | Device for bending and cutting electronic parts |
| CN102601241A (zh) * | 2012-03-31 | 2012-07-25 | 重庆至信实业有限公司 | 汽车前地板后横梁落料模 |
| CN103567290A (zh) * | 2012-07-30 | 2014-02-12 | 苏州飞宇精密科技股份有限公司 | 落料翻边一体式复合精密模具 |
| CN104475584A (zh) * | 2014-12-23 | 2015-04-01 | 无锡微研有限公司 | 一种保证落料翻边冲孔同心度的模具 |
| CN205798149U (zh) * | 2016-05-17 | 2016-12-14 | 昆山岳众模具有限公司 | 一种具有出料装置的汽车级进模具 |
| CN206009568U (zh) * | 2016-08-03 | 2017-03-15 | 宁波贤丰汽车零部件有限公司 | 一种用于制造金属环的冲压连续模结构 |
| CN208527839U (zh) * | 2018-07-13 | 2019-02-22 | 中山市伟琪电器有限公司 | 一种制作压缩机副消音器的连续模 |
| CN209061968U (zh) * | 2018-11-06 | 2019-07-05 | 合肥景岭自动化科技有限公司 | 一种具有冲头的冲压模具 |
| CN210080523U (zh) * | 2019-07-01 | 2020-02-18 | 东莞市宝弘五金模具有限公司 | 一种五金配件冲压模具 |
| CN211276229U (zh) * | 2019-12-19 | 2020-08-18 | 浙江龙游力辉电子科技有限公司 | 一种用于led灯支架生产的成型模具 |
| CN211437840U (zh) * | 2020-01-15 | 2020-09-08 | 杭州瑶天滑轨有限公司 | 一种滑轨原材料送料机 |
| CN113523062A (zh) * | 2021-06-15 | 2021-10-22 | 宁波如意股份有限公司 | 一种可连续冲压并裁剪型材的模具 |
-
2021
- 2021-11-12 CN CN202111337984.9A patent/CN114160661A/zh active Pending
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52107569A (en) * | 1976-03-06 | 1977-09-09 | Sony Corp | Device for bending and cutting electronic parts |
| CN102601241A (zh) * | 2012-03-31 | 2012-07-25 | 重庆至信实业有限公司 | 汽车前地板后横梁落料模 |
| CN103567290A (zh) * | 2012-07-30 | 2014-02-12 | 苏州飞宇精密科技股份有限公司 | 落料翻边一体式复合精密模具 |
| CN104475584A (zh) * | 2014-12-23 | 2015-04-01 | 无锡微研有限公司 | 一种保证落料翻边冲孔同心度的模具 |
| CN205798149U (zh) * | 2016-05-17 | 2016-12-14 | 昆山岳众模具有限公司 | 一种具有出料装置的汽车级进模具 |
| CN206009568U (zh) * | 2016-08-03 | 2017-03-15 | 宁波贤丰汽车零部件有限公司 | 一种用于制造金属环的冲压连续模结构 |
| CN208527839U (zh) * | 2018-07-13 | 2019-02-22 | 中山市伟琪电器有限公司 | 一种制作压缩机副消音器的连续模 |
| CN209061968U (zh) * | 2018-11-06 | 2019-07-05 | 合肥景岭自动化科技有限公司 | 一种具有冲头的冲压模具 |
| CN210080523U (zh) * | 2019-07-01 | 2020-02-18 | 东莞市宝弘五金模具有限公司 | 一种五金配件冲压模具 |
| CN211276229U (zh) * | 2019-12-19 | 2020-08-18 | 浙江龙游力辉电子科技有限公司 | 一种用于led灯支架生产的成型模具 |
| CN211437840U (zh) * | 2020-01-15 | 2020-09-08 | 杭州瑶天滑轨有限公司 | 一种滑轨原材料送料机 |
| CN113523062A (zh) * | 2021-06-15 | 2021-10-22 | 宁波如意股份有限公司 | 一种可连续冲压并裁剪型材的模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105013953A (zh) | 一种高精度冲孔裁切装置 | |
| CN103586334A (zh) | 金属琉璃瓦的加工装置 | |
| CN210450626U (zh) | 太阳能组件联结箱盖冲压模具 | |
| CN210098710U (zh) | 一种铝压铸件冲孔切废料整形装置 | |
| CN114160661A (zh) | 一种可自动收集落料的压铸模具 | |
| CN211990548U (zh) | 一种新型冲压模具 | |
| CN204867102U (zh) | 一种高精度冲孔裁切装置 | |
| CN214639817U (zh) | 一种左右摆臂前安装支架冲压装置 | |
| CN219112678U (zh) | 一种压缩机壳体的冲压模具 | |
| CN216065196U (zh) | 一种座椅背板钣金件冲压模具 | |
| CN215431091U (zh) | 一种后座椅下安装支架冲压装置 | |
| CN215391997U (zh) | 一种端盖冲孔切边模具 | |
| CN212792683U (zh) | 一种汽车零配件多工位冲压模具 | |
| CN203508749U (zh) | 金属琉璃瓦的加工装置 | |
| CN216606755U (zh) | 一种小型钣金件弯折成型装置 | |
| CN220297968U (zh) | 一种适用于纸袋加工设备的多功能模切刀工位 | |
| CN221291628U (zh) | 一种适用于模切机大尺寸产品加工的装置 | |
| CN223557037U (zh) | 一种电池连接片的连续冲压模具 | |
| CN213944543U (zh) | 一种汽车配件冲压用组合式模具 | |
| CN221021755U (zh) | 一种点阵式网孔冲压装置 | |
| CN217831497U (zh) | 一种网孔连续冲压模具 | |
| CN112296198A (zh) | 一种金属板加工用定位冲孔装置 | |
| CN220591263U (zh) | 一种用于厚料冲切细缝的特殊模具 | |
| CN220028391U (zh) | 一种汽车钣金件垂直冲孔模具 | |
| CN219837898U (zh) | 麦拉片通用单冲模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20220311 |