CN113601013A - 切焊一体设备 - Google Patents
切焊一体设备 Download PDFInfo
- Publication number
- CN113601013A CN113601013A CN202110738118.4A CN202110738118A CN113601013A CN 113601013 A CN113601013 A CN 113601013A CN 202110738118 A CN202110738118 A CN 202110738118A CN 113601013 A CN113601013 A CN 113601013A
- Authority
- CN
- China
- Prior art keywords
- positioning
- cutting
- splicing
- pressing
- welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003466 welding Methods 0.000 title claims abstract description 113
- 238000005520 cutting process Methods 0.000 title claims abstract description 103
- 230000007246 mechanism Effects 0.000 claims abstract description 196
- 238000003825 pressing Methods 0.000 claims description 81
- 239000000463 material Substances 0.000 claims description 59
- 238000000034 method Methods 0.000 claims description 4
- 230000000903 blocking effect Effects 0.000 claims description 3
- 230000008569 process Effects 0.000 claims description 3
- 238000004519 manufacturing process Methods 0.000 abstract description 4
- 238000003698 laser cutting Methods 0.000 description 10
- 238000010586 diagram Methods 0.000 description 4
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 239000013072 incoming material Substances 0.000 description 3
- 238000009434 installation Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
Abstract
本发明公开了一种切焊一体设备,包括用于承载板料的第一拼接机构,用于将板料送入第一拼接机构的第一送料机构,与所述第一拼接机构相对设置且可以相向运动,用于承载另一板料的第二拼接机构,用于将另一板料送入第二拼接机构的第二送料机构,以及用于对准板料进行切割和焊接的切焊机构。本发明通过第一拼接机构、第一送料机构、第二拼接机构、第二送料机构和切焊机构之间的相互配合,可以在切焊一体设备上进行板料定位、切割、定位、拼接和焊接的连续作业,从而提高板料的加工效率,降低生产成本。
Description
技术领域
本发明涉及激光加工技术领域,特别涉及一种切焊一体设备。
背景技术
通常激光切割设备及激光拼焊设备是特种加工专机,分别用于进行激光切割和激光焊接。在对镀锌板、冷轧板、高强钢、铝板等薄板(厚度为0.6mm-3mm)板料进行激光拼焊时,需要保证拼接精度要求和焊接变形要求,因此对来料和成品都需要采取相关措施进行质量控制。
薄板来料一般采用冲剪或激光切割,以保证来料的精度要求。例如,先将板料在激光切割专机上进行切割修边后,得到可拼焊的小幅面板料。再将板料转运到激光拼焊专机上进行侧定位和前定位,并压紧焊缝边缘以进行拼焊。
现有技术中一般无法在同一台设备或同一夹具上进行产品的激光切割和激光焊接,因此难以进行板料定位、切割、定位、拼接、压紧和焊接的连续作业,导致板料的加工效率低,并且生产成本高。
发明内容
鉴于上述现有技术的不足之处,本发明提供一种切焊一体设备,可以在切焊一体设备上进行板料定位、切割、定位、拼接、压紧和焊接的连续作业,提高板料的加工效率,降低生产成本。
本实施例采取了以下技术方案:
一种切焊一体设备,包括:
第一拼接机构,用于承载板料;
第一送料机构,位于第一拼接机构的外侧,用于将板料送入第一拼接机构;
第二拼接机构,与所述第一拼接机构相对设置,用于承载另一板料,所述第一拼接机构和所述第二拼接机构可相向运动;
第二送料机构,位于第二拼接机构的外侧,用于将另一板料送入第二拼接机构;以及
切焊机构,用于对板料进行切割和焊接。
进一步的,在所述切焊一体设备中,所述第一拼接机构和/或所述第二拼接机构包括切焊台和定位组件,所述切焊台用于放置板料,所述定位组件设置在所述切焊台上,用于对板料的端部进行定位,并在定位完成后解除对板料端部的定位。
进一步的,在所述切焊一体设备中,所述定位组件包括定位销、定位臂和旋转驱动组件,所述定位销设置在所述定位臂上,用于在预设定位位置阻挡板料,所述定位臂设置在所述旋转驱动组件的驱动端,所述旋转驱动组件设置在所述切焊台上,用于驱动所述定位臂及所述定位销旋转,使所述定位销处于预设位置或偏离预设定位位置。
进一步的,在所述切焊一体设备中,所述定位销的数量设置为多个,且所述第一拼接机构与所述第二拼接机构的不同定位销之间交错设置。
进一步的,在所述切焊一体设备中,还包括底座和拼接驱动组件,所述第二拼接机构与所述底座固定连接,所述第一拼接机构与所述底座滑动连接,所述拼接驱动组件设置在所述底座上,用于推动所述第一拼接机构接近或远离所述第二拼接机构。
进一步的,在所述切焊一体设备中,还包括第一压紧机构和第二压紧组件,所述第一压紧机构设置在所述第一拼接机构上,用于压紧板料,所述第二压紧机构设置在所述第二拼接机构上,用于压紧另一板料。
进一步的,在所述切焊一体设备中,所述第一压紧机构和/或所述第二压紧组件包括:
压紧架,设置在对应的所述第一拼接机构或所述第二拼接机构上;
压紧驱动元件,设置在所述压紧架上;
压紧臂,设置在所述压紧驱动元件的驱动端;以及
压紧块,设置在压紧臂上,用于在压紧驱动元件的驱动下压紧板料。
进一步的,在所述切焊一体设备中,所述第一送料机构和/或第二送料机构包括:
送料台,用于放置板料;
夹爪,与所述送料台滑动连接,用于夹持板料;以及
送料驱动组件,设置在所述送料台上,用于驱动所述夹爪向对应的所述第一拼接机构或所述第二拼接机构移动。
进一步的,在所述切焊一体设备中,所述第一送料机构和/或第二送料机构还包括侧定位组件和侧推组件,所述侧定位组件位于所述送料台的一侧,用于对板料的侧方进行定位,所述侧推组件位于所述送料台的另一侧,用于将板料推向所述侧定位组件。
进一步的,在所述切焊一体设备中,所述切焊机构包括安装架、驱动平台、切割头和焊接头,所述切割头和所述焊接头均设置在所述驱动平台的驱动端,所述驱动平台设置在所述安装架上,用于驱动所述切割头或所述焊接头对板料进行加工。
相较于现有技术,本发明提供的一种切焊一体设备,通过第一拼接机构、第一送料机构、第二拼接机构、第二送料机构和切焊机构之间的相互配合,可以在切焊一体设备上进行板料定位、切割、定位、拼接和焊接的连续作业,从而提高板料的加工效率,降低生产成本。
附图说明
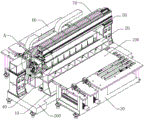
图1为本发明提供的切焊一体设备中具体实施例的整体结构示意图。
图2为图1所示切焊一体设备中第一送料机构或第二送料机构的结构示意图。
图3为图1所示切焊一体设备的侧视图。
图4为图1所示切焊一体设备中第一拼接机构和第二拼接机构的内部结构示意图。
图5为图1所示切焊一体设备中定位组件的结构示意图。
图6为图1所示切焊一体设备的俯视图。
图7为图6中B处的放大示意图。
图8为图1中A处的放大示意图。
其中,10、第一拼接机构;11、切焊台;12、定位组件;121、定位销;122、定位臂;123、旋转驱动组件;20、第一压紧机构;21、压紧架;22、压紧驱动元件;23、压紧臂;24、压紧块;25、输送通道;26、压紧板;30、第一送料机构;31、送料台;32、夹爪;33、送料驱动组件;34、可调地脚;35、万向滚轮;36、X轴狭缝;37、侧定位组件;38、侧推组件;381、侧推驱动元件;382、侧推臂;383、侧推滚轮;39、Y轴滑槽;40、第二拼接机构;50、第二压紧机构;60、第二送料机构;70、切焊机构;71、安装架;72、驱动平台;721、Y轴运动模组;722、X轴切割运动模组;723、Z轴切割运动模组;724、X轴焊接运动模组;725、Z轴焊接运动模组;73、切割头;74、焊接头;80、拼接驱动组件;90、限位组件;100、板料;200、底座。
具体实施方式
为使本发明的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明,在没有进一步叙述的情况下,一个实施方式中的元件、结构和特征也可以有益地结合到其他实施方式中。
在本发明的描述中,需要说明的是,术语“上”、“下”、“底”、“内”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
请参阅图1,为本发明提供的一种切焊一体设备中具体实施例的整体结构示意图,本实施例中的切焊一体设备包括:第一拼接机构10、第一压紧机构20、第一送料机构30、第二拼接机构40、第二压紧机构50、第二送料机构60和切焊机构70。
其中,第一拼接机构10和第二拼接机构40相对设置,分别用于承载两块不同的板料100;第一压紧机构20设置在第一拼接机构10上,用于压紧板料100;第一送料机构30,位于第一拼接机构10的外侧,用于将板料100送入第一拼接机构10;第二压紧机构50设置在第二拼接机构40上,用于压紧另一板料100;第二送料机构60位于第二拼接机构40的外侧,用于将另一板料100送入第二拼接机构40;切焊机构70设置在第一拼接机构10和第二拼接机构40的侧方,用于对板料100进行切割和焊接。
加工时,两张板料100通过人工或自动化辅助工具分别放置在第一送料机构30和第二送料机构60上,并且分别被第一送料机构30和第二送料机构60上送到第一拼接机构10和第二拼接机构40上,然后分别通过第一压紧机构20和第二压紧机构50进行压紧。此时,切焊机构70出光切割,把两张板料100的前端边缘切割整齐;切割完成后,第一拼接机构10和第二拼接机构40相向运动,使两块板料100进行拼接;拼接完成后,切焊机构70出光焊接,将两张板料100焊接在一起,再通过第一送料机构30和/或第二送料机构60将焊接完成后的板料100拉出。
并且,也可以不用第一压紧组件20和第二压紧组件50对板料100进行压紧,通过板料100的自重完成板料100在第一拼接机构10和第二拼接机构40上的固定,或者通过其它侧压装夹的方式,完成板料100的固定,本发明对此不做限定。
请参阅图2,在具体的实施例中,以第一送料机构30为例,其包括送料台31、夹爪32和送料驱动组件33,送料台31用于放置板料100;夹爪32与送料台31滑动连接,用于夹持板料100;送料驱动组件33设置在送料台31上,用于驱动夹爪32向对应第一拼接机构10或所述第二拼接机构40移动。
其中,送料台31由可调地脚34支撑,使送料台31高度可调整。送料台31上均布有万向滚轮35,当板料100放到台面后,可轻松沿各个方向自由滑动,且不会刮伤板料100的表面。夹爪32可以通过气压驱动、液压驱动或者电动等方式夹住/松开板料100。送料台31上开设X轴狭缝36,夹爪32可在X轴狭缝36内滑动,且送料驱动组件33设置在X轴狭缝36的底部,送料驱动组件33的滑块与夹爪32固定连接,使其可驱动夹爪32沿X轴方向移动,将板料100送入第一拼接机构10。
为了稳定地夹持及移动板料100,夹爪32的数量可以设置为一对,当然也可以设置为多个。送料驱动组件33优选为直线运动模组,或者也可以通过气动、液压驱动或其它电动方式实现驱动功能,本发明对此不做限定。
进一步的,第一送料机构30和第二送料机构60还用于在送料时完成板料100的侧定位。以第一送料机构30为例,还包括侧定位组件37和侧推组件38,侧定位组件37位于送料台31的一侧,用于对板料100的侧方进行定位,侧推组件38位于送料台31的另一侧,用于将板料100推向所述侧定位组件37。
其中,侧定位组件37设置在送料台31一侧台面上,包括一排沿X轴方向排列的侧定位滚轮,其不仅可以起到定位的作用,而且在推动板料100时,板料100与侧定位滚轮接触的边缘不会刮伤。
侧推组件38包括侧推驱动元件381、侧推臂382和多个侧推滚轮383,多个侧推滚轮383设置在侧推臂382上,侧推臂382设置在侧推驱动元件381的驱动端。送料台31在另一侧台面上开设与多个侧推滚轮383对应的多个Y轴滑槽39,使侧推驱动元件381驱动侧推臂382移动时,每个侧推滚轮383可在对应的Y轴滑槽39内滑动,从而抵触板料100的边缘,将板料100推向侧定位滚轮。侧推驱动组件优选为直线运动模组,或者也可以通过气动、液压驱动或其它电动方式实现驱动功能,本发明对此不做限定。
第一送料机构30工作时,首先将板料100放置在送料台31上,侧推驱动元件381通过侧推臂382和侧推滚轮383推动板料100沿Y轴方向移动,使板料100靠紧侧定位滚轮,完成板料100的侧定位;然后夹爪32夹紧板料100的后端边缘,推动板料100沿X轴方向向移动,将板料100推入第一拼接机构10中。同理,第二送料机构60可以采用与第一送料机构30相同的结构和送料方式,当然也可以采用其它结构实现送料和定位功能,本发明对此不做限定。
请参阅图3和图4,为了实现第一拼接机构10和第二拼接机构40的相向运动,切焊一体设备还包括底座200和拼接驱动组件80。第二拼接机构40与底座200固定连接,第一拼接机构10与底座200滑动连接,拼接驱动组件80设置在所述底座200上,用于推动第一拼接机构10接近或远离第二拼接机构40。
其中,底座200也可用可调地脚34进行支撑,使底座200高度可调整。并且,所述底座200上可设置限位组件90,当拼接驱动组件80从一侧推动第一拼接机构10滑动时,限位组件90可从另一侧对第一拼接机构10的滑动进行限位,防止第一拼接机构10滑动超程损坏板料100或设备。拼接驱动组件80优选为气缸组件,当然也可采用如液压驱动或者电动等其它驱动方式,本发明对此不做限定。
请参阅图4,在具体的实施例中,以第一拼接机构10为例,其包括切焊台11和定位组件12,所述切焊台11用于放置板料100,所述定位组件12设置在所述切焊台11上,用于对板料100的端部进行定位,并在定位完成后解除对板料端部的定位。当完成板料100的定位后,第一压紧机构20即压紧板料100,然后由切焊机构70对板料100进行准确的切割及焊接。
定位组件12用于在板料100加工前,对板料100的位置进行定位。并且定位组件12的定位状态可解除,使定位组件12在板料100加工时偏离板料100,防止加工时激光接触定位组件12,对定位组件12造成破坏。进一步的,请结合图4和图5,定位组件12包括定位销121、定位臂122和旋转驱动组件123,定位销121设置在定位臂122上,用于在预设定位位置阻挡板料100;定位臂122设置在旋转驱动组件123的驱动端;旋转驱动组件123设置在切焊台11上,用于驱动定位臂122及定位销121旋转,使定位销121处于预设定位位置或偏离预设定位位置。
其中,旋转驱动组件123可包括定位气缸、连杆与旋转轴。定位气缸固定在切焊台11台面的下方,其输出杆与连杆的一端转动连接;旋转轴也通过固定座设置在切焊台11台面的下方,且与固定座转动连接;定位臂122的一端固定在旋转轴上,且连杆的另一端也固定在旋转轴上。当定位气缸输出杆直线运动时,其可通过连杆驱动定位臂122及旋转轴进行旋转,从而通过旋转轴带动定位臂122及定位销121进行转动。
当第二拼接机构40的定位销121沿顺时针方向转动到露出切焊台11台面,且定位销121与切焊台11台面垂直时,此处即为定位销121阻挡板料100的预设定位位置。板料100触碰到定位销121后,第二送料机构60即停止驱动板料100,由第二压紧机构50将板料100进行压紧。并且,在切焊机构70对板料100进行切割或者焊接前,旋转驱动组件123驱动定位销121沿逆时针方向转动到切焊台11的下方,使其避开激光直射区域,避免切割或焊接时被击穿或烧毁。
同理,第一拼接机构10可以采用与第二拼接机构40相同的结构,当然也可以采用其它结构实现板料100的定位和拼接,本发明对此不做限定。并且,请结合图5、图6和图7,第一拼接机构10与第二拼接机构40的定位销121的数量均设置为多个,且第一拼接机构10与第二拼接机构40的不同定位销121之间交错设置,避免不同定位销121在旋转过程中发生碰撞干涉。
请继续参阅图3和图4,在具体的实施例中,以第一压紧机构20为例,其包括压紧架21、压紧驱动元件22、压紧臂23和压紧块24。压紧架21设置在第一拼接机构10上;压紧驱动元件22设置在压紧架21上;压紧臂23设置在压紧驱动元件22的驱动端;压紧块24设置在压紧臂23上,用于在压紧驱动元件22的驱动下压紧板料100。
其中,压紧架21设置在切焊台11上,并且压紧架21与切焊台11之间形成输送通道25,第一送料机构30通过输送通道25将板料100送入第一拼接机构10中。压紧驱动元件22可选用气缸、液压缸、电缸或者其它驱动方式,压紧驱动元件22的输出杆与压紧臂23固定连接,压紧臂23则延伸到压紧架21外,与压紧块24固定连接。并且,可以在压紧臂23与压紧块24之间设置沿Y轴方向的压紧板26,并请结合图5和图6,压紧块24的数量设置为多个,均匀排布在压紧板26的下方,使得压紧块24能够更加均匀地压紧板料100,可避免板料100切割时边缘翘曲变形、切割时切割边偏移、焊接时板料100变形等情况发生。
同理,第二压紧机构50可以采用与第一压紧机构20相同的结构,当然也可以采用其它结构实现板料100的压紧,本发明对此不做限定。
请参阅图1和图8,所述切焊机构70包括安装架71、驱动平台72、切割头73以及焊接头74。所述安装架71设置在底座200上,包括位于第一拼接机构10和第二拼接机构40两侧的立柱,以及搭载在两侧立柱中间的横梁;切割头73和焊接头74均设置在驱动平台72的驱动端;驱动平台72设置在安装架71上,且位于第一拼接机构10和第二拼接机构40的上方,用于驱动切割头73及焊接头74移动。
其中,切割头73和所述焊接头74优选为激光切割头和激光焊接头。激光切割具有精度高、速度快以及热影响小的优点,能够提高板料100切割质量和切割效率。激光焊接具有速度快、深度大和变形小的优点,能够提高板料100焊接质量和焊接效率。当然,激光切割头73及激光焊接头74也可以采用单个激光加工头,通过改变激光参数实现激光切割和激光焊接。
驱动平台72包括Y轴运动模组721、X轴切割运动模组722、Z轴切割运动模组723、X轴焊接运动模组724和Z轴焊接运动模组725;X轴切割运动模组722和X轴焊接运动模组724设置在Y轴运动模组721的驱动端,即Y轴运动模组721驱动滑座的两侧;Z轴切割运动模组723设置在X轴切割运动模组722的驱动端,切割头73则设置在Z轴切割运动模组723的驱动端;Z轴焊接运动模组725设置在X轴焊接运动模组724的驱动端,焊接头74则设置在Z轴焊接运动模组725的驱动端。
Y轴运动模组721、X轴切割运动模组722、Z轴切割运动模组723、X轴焊接运动模组724和Z轴焊接运动模组725均可以采用直线模组实现驱动,或者也可采用其它方式进行驱动,从而使切割头73和焊接头74均可沿X轴、Y轴和Z轴三个方向进行移动,然后对准待切割或者待焊接的板料100,进行切割作业或焊接作业。
因此,通过第一拼接机构10、第一压紧机构20、第一送料机构30、第二拼接机构40、第二压紧机构50、第二送料机构60和切焊机构70之间的相互配合,能在切焊一体设备上实现两块待拼焊板料100的自动定位、自动压紧、自动切割、自动拼接和自动焊接,并可沿连续完成板料100的激光切割与激光拼焊,避免使用单台切割专机、单台焊接专机或多种夹具分别进行,提高夹具及设备的集成度,减少成本及占地面积,提高加工效率。
可以理解的是,对本领域普通技术人员来说,可以根据本发明的技术方案及其发明构思加以等同替换或改变,而所有这些改变或替换都应属于本发明所附的权利要求的保护范围。
Claims (10)
1.一种切焊一体设备,其特征在于,包括:
第一拼接机构,用于承载板料;
第一送料机构,位于第一拼接机构的外侧,用于将板料送入第一拼接机构;
第二拼接机构,与所述第一拼接机构相对设置,用于承载另一板料,所述第一拼接机构和所述第二拼接机构可相向运动;
第二送料机构,位于第二拼接机构的外侧,用于将另一板料送入第二拼接机构;以及
切焊机构,用于对板料进行切割和焊接。
2.根据权利要求1所述的切焊一体设备,其特征在于,所述第一拼接机构和/或所述第二拼接机构包括切焊台和定位组件,所述切焊台用于放置板料,所述定位组件设置在所述切焊台上,用于对板料的端部进行定位,并在定位完成后解除对板料端部的定位。
3.根据权利要求2所述的切焊一体设备,其特征在于,所述定位组件包括定位销、定位臂和旋转驱动组件,所述定位销设置在所述定位臂上,用于在预设定位位置阻挡板料,所述定位臂设置在所述旋转驱动组件的驱动端,所述旋转驱动组件设置在所述切焊台上,用于驱动所述定位臂及所述定位销旋转,使所述定位销处于预设定位位置或偏离预设定位位置。
4.根据权利要求3所述的切焊一体设备,其特征在于,所述定位销的数量设置为多个,且所述第一拼接机构与所述第二拼接机构的不同定位销之间交错设置。
5.根据权利要求1所述的切焊一体设备,其特征在于,还包括底座和拼接驱动组件,所述第二拼接机构与所述底座固定连接,所述第一拼接机构与所述底座滑动连接,所述拼接驱动组件设置在所述底座上,用于推动所述第一拼接机构接近或远离所述第二拼接机构。
6.根据权利要求1-5任意一项所述的切焊一体设备,其特征在于,还包括第一压紧机构和第二压紧组件,所述第一压紧机构设置在所述第一拼接机构上,用于压紧板料,所述第二压紧机构设置在所述第二拼接机构上,用于压紧另一板料。
7.根据权利要求6所述的切焊一体设备,其特征在于,所述第一压紧机构和/或所述第二压紧组件包括:
压紧架,设置在对应的所述第一拼接机构或所述第二拼接机构上;
压紧驱动元件,设置在所述压紧架上;
压紧臂,设置在所述压紧驱动元件的驱动端;以及
压紧块,设置在压紧臂上,用于在压紧驱动元件的驱动下压紧板料。
8.根据权利要求1所述的切焊一体设备,其特征在于,所述第一送料机构和/或第二送料机构包括:
送料台,用于放置板料;
夹爪,与所述送料台滑动连接,用于夹持板料;以及
送料驱动组件,设置在所述送料台上,用于驱动所述夹爪向对应的所述第一拼接机构或所述第二拼接机构移动。
9.根据权利要求8所述的切焊一体设备,其特征在于,所述第一送料机构和/或第二送料机构还包括侧定位组件和侧推组件,所述侧定位组件位于所述送料台的一侧,用于对板料的侧方进行定位,所述侧推组件位于所述送料台的另一侧,用于将板料推向所述侧定位组件。
10.根据权利要求1所述的切焊一体设备,其特征在于,所述切焊机构包括安装架、驱动平台、切割头和焊接头,所述切割头和所述焊接头均设置在所述驱动平台的驱动端,所述驱动平台设置在所述安装架上,用于驱动所述切割头或所述焊接头对板料进行加工。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110738118.4A CN113601013A (zh) | 2021-06-30 | 2021-06-30 | 切焊一体设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110738118.4A CN113601013A (zh) | 2021-06-30 | 2021-06-30 | 切焊一体设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113601013A true CN113601013A (zh) | 2021-11-05 |
Family
ID=78337038
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110738118.4A Pending CN113601013A (zh) | 2021-06-30 | 2021-06-30 | 切焊一体设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113601013A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113927184A (zh) * | 2021-12-01 | 2022-01-14 | 广东宏石激光技术股份有限公司 | 一种激光切割装置及控制方法 |
| CN117066738A (zh) * | 2023-10-17 | 2023-11-17 | 江苏迈冠体育产业有限公司 | 一种看台座椅扶手的激光切割焊接智能生产线 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108568609A (zh) * | 2018-06-01 | 2018-09-25 | 梅塞尔切割焊接(中国)有限公司 | 镜面不锈钢薄板全自动上下料激光高效切割系统 |
| CN110281025A (zh) * | 2019-07-22 | 2019-09-27 | 深圳市思博威激光科技有限公司 | 一种全自动激光焊接机 |
| CN110340671A (zh) * | 2019-07-30 | 2019-10-18 | 华工法利莱切焊系统工程有限公司 | 一体化板材自动切焊设备 |
| US20190358742A1 (en) * | 2017-01-23 | 2019-11-28 | Kun Shan Theta Micro Co., Ltd | Automatic step steel plate cutting and welding device, and method thereof |
| CN112077442A (zh) * | 2020-09-03 | 2020-12-15 | 武汉中车电牵科技有限公司 | 一种轨道车辆墙体激光组焊工艺及其生产布局结构 |
| CN112658516A (zh) * | 2020-12-28 | 2021-04-16 | 厦门华谱科技有限公司 | 多工位多料位支架连接件生产线 |
-
2021
- 2021-06-30 CN CN202110738118.4A patent/CN113601013A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20190358742A1 (en) * | 2017-01-23 | 2019-11-28 | Kun Shan Theta Micro Co., Ltd | Automatic step steel plate cutting and welding device, and method thereof |
| CN108568609A (zh) * | 2018-06-01 | 2018-09-25 | 梅塞尔切割焊接(中国)有限公司 | 镜面不锈钢薄板全自动上下料激光高效切割系统 |
| CN110281025A (zh) * | 2019-07-22 | 2019-09-27 | 深圳市思博威激光科技有限公司 | 一种全自动激光焊接机 |
| CN110340671A (zh) * | 2019-07-30 | 2019-10-18 | 华工法利莱切焊系统工程有限公司 | 一体化板材自动切焊设备 |
| CN112077442A (zh) * | 2020-09-03 | 2020-12-15 | 武汉中车电牵科技有限公司 | 一种轨道车辆墙体激光组焊工艺及其生产布局结构 |
| CN112658516A (zh) * | 2020-12-28 | 2021-04-16 | 厦门华谱科技有限公司 | 多工位多料位支架连接件生产线 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113927184A (zh) * | 2021-12-01 | 2022-01-14 | 广东宏石激光技术股份有限公司 | 一种激光切割装置及控制方法 |
| CN117066738A (zh) * | 2023-10-17 | 2023-11-17 | 江苏迈冠体育产业有限公司 | 一种看台座椅扶手的激光切割焊接智能生产线 |
| CN117066738B (zh) * | 2023-10-17 | 2023-12-19 | 江苏迈冠体育产业有限公司 | 一种看台座椅扶手的激光切割焊接智能生产线 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3188090U (ja) | チューブ面取り加工装置 | |
| KR101621064B1 (ko) | 프로파일의 펀칭 및 노칭 자동가공장치 | |
| CN113601013A (zh) | 切焊一体设备 | |
| KR101537757B1 (ko) | 피어싱 시스템 | |
| KR100715422B1 (ko) | 다공정 프레스 시스템 | |
| WO2024066761A1 (zh) | 一种冲床冲切导向定位装置 | |
| CN211614466U (zh) | 一种有效提高加工精度的剪板机 | |
| CN113681157A (zh) | 自动切焊设备及切焊方法 | |
| CN109647940B (zh) | 折弯机及母排的加工中心 | |
| CN110977480A (zh) | 可接料的切割铣削组合锯床 | |
| CN115070540B (zh) | 一种卡尺斜面磨削用加工机床 | |
| CN215032568U (zh) | 一种板材高效折弯机 | |
| CN212823853U (zh) | 可接料的切割铣削组合锯床 | |
| CN211102388U (zh) | 定位装置及焊接设备 | |
| CN110788169B (zh) | 一种电梯地坎的折弯工艺及其折弯设备 | |
| CN212858030U (zh) | 一种板材裁切装置 | |
| CN210878096U (zh) | 正焊侧焊镭焊机 | |
| CN219098024U (zh) | 一种上料磁片夹取机构 | |
| CN216541165U (zh) | 一种型材快速切割装置 | |
| JP3447373B2 (ja) | 板材加工機のワーク搬出装置 | |
| JP4841045B2 (ja) | 切断機におけるワーク搬出方法およびその装置 | |
| JP4412961B2 (ja) | 溶接システム及び溶接方法 | |
| CN216576575U (zh) | 组合件生产线 | |
| CN219425952U (zh) | 钢板分割装置 | |
| CN218363264U (zh) | 一种自动实现两种料片贴片焊接的设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20211105 |