CN113547154A - 一种带冷却功能加工阶梯孔的组合刀具 - Google Patents
一种带冷却功能加工阶梯孔的组合刀具 Download PDFInfo
- Publication number
- CN113547154A CN113547154A CN202110952400.2A CN202110952400A CN113547154A CN 113547154 A CN113547154 A CN 113547154A CN 202110952400 A CN202110952400 A CN 202110952400A CN 113547154 A CN113547154 A CN 113547154A
- Authority
- CN
- China
- Prior art keywords
- milling cutter
- hole
- cutter
- cooling
- twist drill
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
- B23B51/009—Stepped drills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
- B23B51/06—Drills with lubricating or cooling equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
- B23B51/08—Drills combined with tool parts or tools for performing additional working
Abstract
本发明属于金属切削刀具,特别涉及一种阶梯孔加工组合刀具。包括带内冷却孔的铣刀(1)、调整轴套(2)、带内冷却孔的麻花钻(3)。带内冷却孔的铣刀(1)与带内冷却孔的麻花钻(3)螺纹配合,加工不同类型和尺寸的阶梯孔,减少阶梯孔加工的设备、刀具投资,减少加工工序和辅助工时,均有内冷却孔,切削液在刀具内部流动,提高刀具的冷却效果。
Description
技术领域
本发明属于金属切削刀具,特别涉及一种阶梯孔加工组合刀具。
背景技术
阶梯孔是机械零件中常见的工艺结构,主要有两种,一种是过渡处端面是平面的,另一种是过渡处带有内倒角。这两种阶梯孔,对应尺寸较大的,可采用车刀加工,较小尺寸的,先用麻花钻加工小孔,再用铣刀或铰刀加工大孔,也有专用的刀具,可一次加工阶梯孔,但只能加工固定直径的阶梯孔,冷却方式一般采用外冷却。
以上两种加工方式存在生产效率低、设备和刀具投入相对大、工时长、成本高、冷却效果差等问题。
发明内容
本发明目的在于克服上述技术不足,设计一种一个工序就可以加工不同直径阶梯孔的组合刀具,且带内冷却功能。
本发明通过采用如下技术方案克服上述技术问题,具体为:
一种带冷却功能加工阶梯孔的组合刀具包括带冷却孔的铣刀、调整轴套、带冷却孔的麻花钻,铣刀与麻花钻之间通过螺纹连接装配成组合刀具,铣刀与麻花钻之间装有调整轴套,微调整麻花钻刀柄端面与铣刀切削刃端面的距离,让麻花钻的刃沟和铣刀的刃沟对上,保证切屑和切削液的顺利排出,铣刀和麻花钻均有内冷却孔,切削液在刀具内部流动,提高刀具的冷却效果。
优选的,所述铣刀由一个冷却孔、铣刀刀柄、铣刀刀颈、铣刀刀体、退刀槽、内螺纹、铣刀切削刃组成。
优选的,所述铣刀中间有圆形冷却孔,切削液通过铣刀的冷却孔流到退刀槽处,再分流至麻花钻的两个冷却孔中,经麻花钻刀尖的冷却孔口流出,随切屑排出,提高刀具的冷却效果。
优选的,所述麻花钻由两个内冷却孔、麻花钻螺纹直柄部、麻花钻刀颈、麻花钻刀体、麻花钻刀尖组成。
优选的,所述麻花钻刀颈的直径小于螺纹直柄部及刀体直径,保证麻花钻顺利钻进并保证铣刀的端面切削刃顺利参加切削,从而一次加工出阶梯孔,麻花钻与图2的铣刀螺纹连接装配。
与现有技术相比,本发明的有益效果是:
不同直径的铣刀和麻花钻装配在一起,可一次加工不同直径和深度的阶梯孔,铣刀和麻花钻均有内冷却孔,刀具的冷却效果更好。
附图说明
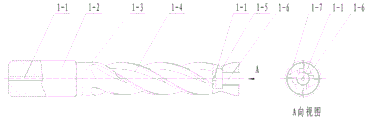
图1是带冷却功能加工阶梯孔的组合刀具图。
图2是平底铣刀主视图、右视图。
图3麻花钻主视图、右视图。
图4平底阶梯孔。
图中,1-带冷却孔铣刀;1-1内冷却孔;1-2铣刀刀柄;1-3铣刀刀颈;1-4铣刀刀体;1-5退刀槽;1-6内螺纹;1-7铣刀切削刃;2-调整轴套;3-麻花钻;3-1内冷却孔;3-2麻花钻螺纹直柄部;3-3麻花钻刀颈;3-4麻花钻刀体;3-5麻花钻刀尖。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参照附图1~3,根据铣刀(1)的切削刃数、刃沟、选择不同高度、直径的调整轴套(2),将麻花钻(3)螺纹直柄部(3-2)上的螺纹旋入至铣刀(1)的螺纹(1-6)中,直至紧固,工作时,冷却液经铣刀(1)的冷却孔(1-1)流至退刀槽(1-5),经麻花钻(3)上的两个冷却孔(3-1)流出冷却孔口,随切屑经麻花钻(3)刃沟、铣刀(1)刃沟排出,提高冷却效果。
加工孔时,麻花钻(3)先钻孔,加工到一定深度或钻透后,铣刀(1)端面切削刃(1-7)参加切削,直至加工出要求的深度、直径阶梯孔。
麻花钻(3)和铣刀(1)均可以根据阶梯孔的尺寸需要选择不同直径、长度的铣刀、麻花钻组装在一起,装配成不同型号阶梯孔加工的组合刀具。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同,本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
Claims (3)
1.一种带冷却功能加工阶梯孔的组合刀具,其特征在于,包括:带冷却孔的铣刀(1)、调整轴套(2)、带冷却孔的麻花钻(3),铣刀(1)与麻花钻(3)通过螺纹连接装配成组合刀具,不同长度的调整轴套可以调整麻花钻刀柄端面与铣刀切削刃端面的距离,让麻花钻的刃沟和铣刀的刃沟对上,保证切屑和切削液的顺利排出,铣刀(1)与麻花钻(3)均有内冷却孔,切削液在刀具内部流动,提高刀具的冷却效果。
2.根据权利要求1所述的一种带冷却功能加工阶梯孔的组合刀具,其特征在于所述铣刀(1)由一个内冷却孔(1-1)、铣刀刀柄(1-2)、铣刀刀颈(1-3)、铣刀刀体(1-4)、退刀槽(1-5)、内螺纹(1-6)、铣刀切削刃(1-7)组成;所述铣刀(1)中间有圆形内冷却孔(1-1)。
3.根据权利要求1所述的一种带冷却功能加工阶梯孔的组合刀具,其特征在于所述麻花钻(3)由两个内冷却孔(3-1)、麻花钻螺纹直柄部(3-2)、麻花钻刀颈(3-3)、麻花钻刀体(3-4)、麻花钻刀尖(3-5)组成;所述麻花钻(3)刀颈(3-3)的直径小于螺纹直柄部(3-2)及刀体(3-4)直径。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110952400.2A CN113547154A (zh) | 2021-08-19 | 2021-08-19 | 一种带冷却功能加工阶梯孔的组合刀具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110952400.2A CN113547154A (zh) | 2021-08-19 | 2021-08-19 | 一种带冷却功能加工阶梯孔的组合刀具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113547154A true CN113547154A (zh) | 2021-10-26 |
Family
ID=78134050
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110952400.2A Pending CN113547154A (zh) | 2021-08-19 | 2021-08-19 | 一种带冷却功能加工阶梯孔的组合刀具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113547154A (zh) |
Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5558907A (en) * | 1978-10-20 | 1980-05-02 | G N Tool Kk | Stepped cutting tool |
| CN1081404A (zh) * | 1992-05-23 | 1994-02-02 | 海恩里士·霍勒 | 带附加切削工具的去毛刺工具 |
| JP2001287113A (ja) * | 2000-04-10 | 2001-10-16 | Honda Motor Co Ltd | 組合せエンドミル |
| CN2640670Y (zh) * | 2003-08-28 | 2004-09-15 | 周建国 | 钻牙丝锥 |
| CN200981131Y (zh) * | 2006-10-26 | 2007-11-28 | 成都飞机工业(集团)有限责任公司 | 一种钻锪复合铣刀 |
| US20120051863A1 (en) * | 2010-08-25 | 2012-03-01 | Kennametal Inc. | Combination end milling/drilling/reaming cutting tool |
| CN203918039U (zh) * | 2014-06-30 | 2014-11-05 | 江苏恒锋工具有限公司 | 组合阶梯钻头 |
| CN204603389U (zh) * | 2014-12-29 | 2015-09-02 | 苏州用朴合金工具有限公司 | 一种可调节的组合阶梯钻头 |
| CN108274050A (zh) * | 2018-01-30 | 2018-07-13 | 航天材料及工艺研究所 | 一种用于斜锥面孔加工的钻铣复合刀具 |
| CN208289159U (zh) * | 2018-06-05 | 2018-12-28 | 深圳市恒迅泰科技发展有限公司 | 多功能丝锥 |
| CN208303976U (zh) * | 2017-12-29 | 2019-01-01 | 温岭市永鑫工具有限公司 | 扩孔麻花钻 |
| CN209223242U (zh) * | 2018-12-25 | 2019-08-09 | 常熟得美零部件有限公司 | 可替换复合倒刀装置 |
| CN210996743U (zh) * | 2019-10-12 | 2020-07-14 | 常州市阿凡达工具制造有限公司 | 一种双刃阶梯铰铣刀 |
| CN211162086U (zh) * | 2019-08-29 | 2020-08-04 | 武汉耐斯刀具有限公司 | 一种整体硬质合金多刃钻孔刀具 |
| US20200261989A1 (en) * | 2019-02-19 | 2020-08-20 | Kennametal Inc. | Drill and method for processing a workpiece |
| CN211588646U (zh) * | 2020-02-05 | 2020-09-29 | 东营固德威尔铝业科技有限公司 | 一种复合钻头 |
-
2021
- 2021-08-19 CN CN202110952400.2A patent/CN113547154A/zh active Pending
Patent Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5558907A (en) * | 1978-10-20 | 1980-05-02 | G N Tool Kk | Stepped cutting tool |
| CN1081404A (zh) * | 1992-05-23 | 1994-02-02 | 海恩里士·霍勒 | 带附加切削工具的去毛刺工具 |
| JP2001287113A (ja) * | 2000-04-10 | 2001-10-16 | Honda Motor Co Ltd | 組合せエンドミル |
| CN2640670Y (zh) * | 2003-08-28 | 2004-09-15 | 周建国 | 钻牙丝锥 |
| CN200981131Y (zh) * | 2006-10-26 | 2007-11-28 | 成都飞机工业(集团)有限责任公司 | 一种钻锪复合铣刀 |
| US20120051863A1 (en) * | 2010-08-25 | 2012-03-01 | Kennametal Inc. | Combination end milling/drilling/reaming cutting tool |
| CN203918039U (zh) * | 2014-06-30 | 2014-11-05 | 江苏恒锋工具有限公司 | 组合阶梯钻头 |
| CN204603389U (zh) * | 2014-12-29 | 2015-09-02 | 苏州用朴合金工具有限公司 | 一种可调节的组合阶梯钻头 |
| CN208303976U (zh) * | 2017-12-29 | 2019-01-01 | 温岭市永鑫工具有限公司 | 扩孔麻花钻 |
| CN108274050A (zh) * | 2018-01-30 | 2018-07-13 | 航天材料及工艺研究所 | 一种用于斜锥面孔加工的钻铣复合刀具 |
| CN208289159U (zh) * | 2018-06-05 | 2018-12-28 | 深圳市恒迅泰科技发展有限公司 | 多功能丝锥 |
| CN209223242U (zh) * | 2018-12-25 | 2019-08-09 | 常熟得美零部件有限公司 | 可替换复合倒刀装置 |
| US20200261989A1 (en) * | 2019-02-19 | 2020-08-20 | Kennametal Inc. | Drill and method for processing a workpiece |
| CN211162086U (zh) * | 2019-08-29 | 2020-08-04 | 武汉耐斯刀具有限公司 | 一种整体硬质合金多刃钻孔刀具 |
| CN210996743U (zh) * | 2019-10-12 | 2020-07-14 | 常州市阿凡达工具制造有限公司 | 一种双刃阶梯铰铣刀 |
| CN211588646U (zh) * | 2020-02-05 | 2020-09-29 | 东营固德威尔铝业科技有限公司 | 一种复合钻头 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN204639254U (zh) | 一种硬质合金钻铰锪复合刀具 | |
| CN203918039U (zh) | 组合阶梯钻头 | |
| CN201201077Y (zh) | 一种铰锥孔倒角复合刀具 | |
| CN207239240U (zh) | 一种快速钻及扩孔倒角刀 | |
| CN202861476U (zh) | 一种高效高精度深孔钻 | |
| CN204053031U (zh) | 一种硬质合金钻铰刀 | |
| CN211387046U (zh) | 一种阶梯三刃成型扩孔刀 | |
| CN104827102A (zh) | 一种机夹沉孔组合钻 | |
| CN215698258U (zh) | 一种钻头倒角器 | |
| CN208391098U (zh) | 一种换挡箱专用复合钻铰铣刀 | |
| CN113547154A (zh) | 一种带冷却功能加工阶梯孔的组合刀具 | |
| CN107309477A (zh) | 一种空心钻头 | |
| CN215509341U (zh) | 一种扩孔攻牙丝锥 | |
| CN213410628U (zh) | 一种深腔细长孔切削加工器具 | |
| CN203738154U (zh) | 油缸内孔专用铰刀 | |
| CN208728739U (zh) | 一种钻铰组合成型刀 | |
| CN112496414A (zh) | 一种带有导向定位作用的硬质合金锪钻 | |
| CN112496410A (zh) | 一种使用寿命长的用于加工汽车发动机油孔的钻头 | |
| CN112372024A (zh) | 一种内冷钻头加工超过30倍径长度深孔的加工方法 | |
| CN213002850U (zh) | 一种集钻、攻、正反倒角于一体的钻头 | |
| CN214023919U (zh) | 一种用于螺纹孔加工的非标铣刀 | |
| CN219648777U (zh) | 一种高效复合拉毛钻头 | |
| CN211218962U (zh) | 一种可控粗糙度的pcd铰刀 | |
| CN202845869U (zh) | 硬质合金台阶钻头 | |
| CN218855699U (zh) | 一种通槽加工钻铣刀 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20211026 |