CN113182723B - 中频炉感应线圈焊接工装及施工方法 - Google Patents
中频炉感应线圈焊接工装及施工方法 Download PDFInfo
- Publication number
- CN113182723B CN113182723B CN202110539999.7A CN202110539999A CN113182723B CN 113182723 B CN113182723 B CN 113182723B CN 202110539999 A CN202110539999 A CN 202110539999A CN 113182723 B CN113182723 B CN 113182723B
- Authority
- CN
- China
- Prior art keywords
- plate
- displacement
- arc
- induction coil
- positioning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
- B23K31/02—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups relating to soldering or welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/0426—Fixtures for other work
- B23K37/0435—Clamps
- B23K37/0443—Jigs
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- General Induction Heating (AREA)
Abstract
本发明公开了一种中频炉感应线圈焊接工装及施工方法,其中:中频炉感应线圈焊接工装包括底板和第一弧形支撑板,在底板的左端设置有位移套筒,在位移套筒的内侧设置有压紧机构;第一弧形支撑板的左端通过位移架与位移套筒滑动连接在一起;在底板的右端滑动连接有位移板,在位移板上设置有第一支撑机构;在第一弧形支撑板下方的底板上设置有第二位移凹槽,在所述第二位移凹槽内滑动连接有第二支撑机构,所述压紧机构位于第二支撑机构的上方。本发明解决了感应线圈在焊接外部螺栓及铜排时,出现摇晃不定、不易固定的情况,减少人力的投入,缩短了施工周期,提高了工作质量及工作效率,易于推广。
Description
技术领域:
本发明涉及一种熔炉感应线圈的检修及施工方法,特别涉及一种中频炉感应线圈焊接工装的施工方法。
背景技术:
在进行中频炉感应线圈的焊接与维修操作时,一般是将感应线圈挂设在一根圆柱钢管上,使感应线圈处于腾空的状态,然后至少一名工作人员A手扶感应线圈,工作人员B开始在感应线圈上焊接螺丝和其他配件,在焊接过程中,会存在以下问题:①、感应线圈会摇摆不定,不易固定,螺丝焊接不齐,会严重影响后期铜排的安装;②、需要至少2-3名工作人员,提高了人力的投入,增加了施工成本:③、施工周期长。
发明内容:
本发明所要解决的问题是:克服现有技术的不足,提供一种中频炉感应线圈焊接工装的施工方法,解决了感应线圈在焊接施工中,不易固定的情况,降低了施工成本,缩短了施工周期。
本发明为解决技术问题所采取的技术方案是:
一种中频炉感应线圈焊接工装,包括底板和第一弧形支撑板,所述底板的左端设置有位移套筒,且位移套筒为两个,在两个位移套筒之间设置有第一气缸,在所述位移套筒的内侧设置有压紧机构;所述第一弧形支撑板的左端通过位移架与位移套筒滑动连接在一起;所述第一气缸的推杆与位移架的底部固定连接在一起;在所述底板的右端滑动连接有位移板,在所述位移板上设置有第一支撑机构;在所述第一弧形支撑板下方的底板上设置有第二位移凹槽,在所述第二位移凹槽内滑动连接有第二支撑机构,所述压紧机构位于第二支撑机构的上方。
所述第一气缸的底部与底板的底部固定连接在一起,所述位移架呈开口向下的U型状分布,且位移架的两端与两个位移套筒滑动连接在一起;在所述位移架上设置有第三支撑柱,且第三支撑柱与第一弧形支撑板固定连接在一起;所述第一弧形支撑板的长度与底板的长度一致。
所述第一弧形支撑板顶面的左端设置有限位板,在所述限位板右侧的第一弧形支撑板上设置有三组定位孔组件,每组定位孔分别由至少五个带有内螺纹的第三定位孔组成,三组定位孔组件分别位于第一弧形支撑板顶面的中间位置处、第一弧形支撑板两侧面的位置处,且每组定位孔组件中分别通过螺纹连接有一个第四定位螺杆。
所述位移板的两端分别伸出底板的两侧边,在所述位移板的底部设置有两个侧挡板,且两个侧挡板位于底板两侧面的外部,所述底板的两侧设置有第一位移凹槽,所述侧挡板通过滑块与第一位移凹槽滑动连接在一起。
所述第一支撑机构由轴套、第二气缸、L状支撑板、支撑块和第二支撑柱组成,在所述位移板的左侧设置有轴套,在所述轴套内转动连接有转轴,在所述转轴的顶部固定连接有第一连接板,在所述第一连接板上设置有第二气缸,且在第二气缸推杆的顶端固定连接有第二连接板,所述L状支撑板的一端与第二连接板连接在一起,在所述L状支撑板另一端的底面设置有第一支撑柱,且第一支撑柱对应位移板的位置处设置有第二支撑柱,所述第二支撑柱内挖设有带有内螺纹的定位孔,在所述第二支撑柱内通过螺纹连接有螺杆,在所述螺杆的顶端设置有顶板,且在顶板的一侧设置有手柄;在所述L状支撑板的中间位置处设置有支撑块,在所述支撑块的顶端挖设有第一凹槽,在所述第一凹槽内设置有滚轮;在所述第一弧形支撑板的底面上挖设有第二凹槽,且第二凹槽的位置与滚轮的位置相对应;所述第一支撑柱底部对应顶板的位置处挖设有定位凹槽。
所述位移板的中间位置处设置有第一导向管,在所述第一导向管内通过螺纹连接有第一定位螺杆,且第一定位螺杆贯穿位移板的底部,所述第一定位螺杆对应底板的位置处设置有第一定位孔。
所述第二支撑机构为两组,且每组第二支撑机构分别由两个位移杆、两个第二弧形支撑板和两个圆盘组成,且两个第二弧形支撑板呈对称状分布;所述位移杆与第二位移凹槽滑动连接在一起;在所述位移杆的顶部挖设有第三凹槽,所述第二弧形支撑板通过圆盘与位移杆的顶部转动连接在一起;在所述第二位移凹槽的两侧分别设置有至少四个第四定位孔,在所述位移杆下部的两侧设置有第三连接板,且第三连接板位于第二位移凹槽的上方;在所述第三连接板上设置有第三导向管,在所述第三导向管内通过螺纹连接有第三定位螺杆,且第三定位螺杆的贯穿第三连接板,并插设在下方对应的第四定位孔内。
所述压紧机构由第三弧形支撑板、移动架和直角定位板组成,在所述位移套筒的内侧设置有滑槽,所述移动架与滑槽滑动连接在一起,在所述移动架上固定连接有第三弧形支撑板,且第三弧形支撑板的长度为第一弧形支撑板长度的二分之一;在移动架的两侧分别设置有直角定位板,且直角定位板的侧面位于滑槽的外部,在所述直角定位板的侧面上设置有第五导向管,在所述第五导向管内通过螺纹连接有第五定位螺杆,且第五定位螺杆的端部贯穿直角定位板的侧面;所述第五定位螺杆对应滑槽侧面的位置处设置有至少五个第五定位孔。
所述压紧机构由第三弧形支撑板、移动架和直角定位板组成,在位移套筒的内侧设置有滑槽,所述移动架与滑槽滑动连接在一起,在所述移动架上固定连接有第三弧形支撑板,且第三弧形支撑板的长度为第一弧形支撑板长度的二分之一;在移动架的两侧分别设置有直角定位板,且直角定位板的侧面位于滑槽的外部,在所述直角定位板的侧面上设置有第五导向管,在所述第五导向管内通过螺纹连接有第五定位螺杆,且第五定位螺杆的端部贯穿直角定位板的侧面;所述第五定位螺杆对应滑槽侧面的位置处设置有至少五个第五定位孔。
所述第二弧形支撑板的背面固定连接有圆盘,且圆盘位于位移杆顶部的第三凹槽内,所述圆盘通过轴与位移杆的顶部转动连接在一起,在所述圆盘的侧面挖设有第二定位孔,所述第二定位孔至少为五个,均匀的环绕在轴的四周,在所述位移杆顶部侧面对应第二定位孔的位置处设置有第二导向管,在所述第二导向管内通过螺纹连接有第二定位螺杆,且第二定位螺杆的端部贯穿位移杆的顶部,并插设在对应的第二定位孔内。
所述的中频炉感应线圈焊接工装的施工方法,包括以下步骤:
1)、清理中频炉感应线圈焊接工装上的杂物;
2)、将第三弧形支撑板沿着滑槽向上移动,使第三弧形支撑板的底部远离第二支撑机构;
3)、向外转动L状支撑板,将感应线圈套设在第一弧形支撑板的上方,同时使第三弧形支撑板位于感应线圈内,感应线圈的底部紧贴第二弧形支撑板;
4)、启动第一气缸,使第一弧形支撑板的顶部与感应线圈顶部的内壁之间间距在3-5cm之间,将感应线圈的左端顶紧限位板的内侧面,根据感应线圈右端的位置,在第三定位孔内插入相匹配的第四定位螺杆,使感应线圈的两端被固定;
5)、向下移动第三弧形支撑板,使第三弧形支撑板压紧在感应线圈上,并通过第五定位螺杆将第三弧形支撑板进行固定,此时感应线圈的底部被固定;
6)、继续启动第一气缸,使第一弧形支撑板顶部与感应线圈顶部内壁顶紧;
7)、转动L状支撑板,使第一支撑柱的底端对准定位凹槽,移动位移板,使第一支撑机构位于第一弧形支撑板的下方,并通过第一定位螺杆将位移板与底板固定;
8)、启动第二气缸,使支撑块的顶部顶紧第一弧形支撑板的底部;然后通过转动手柄,使第一支撑柱底部顶至定位凹槽内,此时L状支撑板被固定;感应线圈被固定后,便开始进行螺栓焊接的操作。
本发明的积极有益效果是:
1、本发明通过压紧机构和第二支撑机构配合使用,使感应线圈的底部被固定;通过设置第一支撑机构,使第一弧形支撑板的右端得到支撑;在实际工作中,只需要1名焊工即可,减少人力的投入,缩短施工周期,提高了施工质量。
2、本发明第二弧形支撑板通过圆盘与位移杆顶部转动连接在一起,能够更好的托住感应线圈,有利于后期的施工。
3、本发明在位移板上设置轴套,将转轴和轴套转动连接在一起,便于将L状支撑板打开,有利于将感应线圈挂设在第一弧形支撑板上;同时通过在顶板上设置定位凹槽,便于将L状支撑板进行固定,适用灵活,操作方便。
附图说明:
图1本发明的结构示意图;
图2为本发明第一弧形支撑板的局部连接构造图;
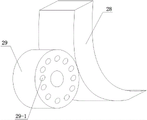
图3为本发明第二弧形支撑板与圆盘的结构示意;
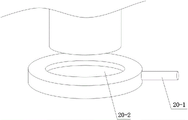
图4为本发明处的放大图。
具体实施方式:
下面结合附图对本发明作进一步的解释和说明:
实施例:参见图1-图4,一种中频炉感应线圈焊接工装,包括底板1和第一弧形支撑板5,底板1的左端设置有位移套筒2,且位移套筒2为两个,在两个位移套筒2之间设置有第一气缸3,在位移套筒2的内侧设置有压紧机构;第一弧形支撑板5的左端通过位移架4与位移套筒2滑动连接在一起;第一气缸3的推杆与位移架4的底部固定连接在一起;在底板1的右端滑动连接有位移板7,在位移板7上设置有第一支撑机构;在第一弧形支撑板5下方的底板1上设置有第二位移凹槽(图中没有标号),在第二位移凹槽内滑动连接有第二支撑机构,压紧机构位于第二支撑机构的上方(第二位移凹槽为两个,每个第二位移凹槽内分别滑动连接有一个第二支撑机构)。
第一气缸3的底部与底板1的底部固定连接在一起,位移架4呈开口向下的U型状分布,且位移架4的两端与两个位移套筒2滑动连接在一起;在位移架4上设置有第三支撑柱4-1,且第三支撑柱4-1与第一弧形支撑板5固定连接在一起;第一弧形支撑板5的长度与底板1的长度一致(也就是说第一弧形支撑板5的右端与底板1的一端上、下相对应)。
第一弧形支撑板5顶面的左端设置有限位板6,在限位板6右侧的第一弧形支撑板5上设置有三组定位孔组件,每组定位孔分别由至少五个带有内螺纹的第三定位孔5-2组成,三组定位孔组件分别位于第一弧形支撑板5顶面的中间位置处、第一弧形支撑板5两侧面的位置处,且每组定位孔组件中分别通过螺纹连接有一个第四定位螺杆5-3。
位移板7的两端分别伸出底板1的两侧边,在位移板7的底部设置有两个侧挡板8,且两个侧挡板8位于底板1两侧面的外部,底板1的两侧设置有第一位移凹槽24,侧挡板8通过滑块与第一位移凹槽24滑动连接在一起。
第一支撑机构由轴套10、第二气缸12、L状支撑板14、支撑块15和第二支撑柱18组成,在位移板7的左侧设置有轴套10,在轴套10内转动连接有转轴10-1,在转轴10-1的顶部固定连接有第一连接板11,在第一连接板11上设置有第二气缸12,且在第二气缸12推杆的顶端固定连接有第二连接板13,L状支撑板14的一端与第二连接板13连接在一起,在L状支撑板14另一端的底面设置有第一支撑柱17,且第一支撑柱17对应位移板7的位置处设置有第二支撑柱18,第二支撑柱18内挖设有带有内螺纹的定位孔,在第二支撑柱18内通过螺纹连接有螺杆19,在螺杆19的顶端设置有顶板20,且在顶板20的一侧设置有手柄20-1;在L状支撑板14的中间位置处设置有支撑块15,在支撑块15的顶端挖设有第一凹槽15-1,在第一凹槽15-1内设置有滚轮16;在第一弧形支撑板5的底面上挖设有第二凹槽15-1,且第二凹槽15-1的位置与滚轮16的位置相对应;第一支撑柱17底部对应顶板20的位置处挖设有定位凹槽20-2。
上述描述中,当第一气缸3和第二气缸12处于复位状态,第一弧形支撑板5的底部正好与支撑块15的顶部接触在一起,而第一支撑柱17的底部与顶板20的顶面之间不接触。
位移板7的中间位置处设置有第一导向管21,在第一导向管21内通过螺纹连接有第一定位螺杆22,且第一定位螺杆22贯穿位移板7的底部,第一定位螺杆22对应底板1的位置处设置有第一定位孔23。
第二支撑机构为两组,且每组第二支撑机构分别由两个位移杆25、两个第二弧形支撑板28和两个圆盘29组成,且两个第二弧形支撑板28呈对称状分布;位移杆25与第二位移凹槽滑动连接在一起;在位移杆25的顶部挖设有第三凹槽25-1,第二弧形支撑板28通过圆盘29与位移杆25的顶部转动连接在一起;在第二位移凹槽的两侧分别设置有至少四个第四定位孔33,在位移杆25下部的两侧设置有第三连接板30,且第三连接板30位于第二位移凹槽的上方;在第三连接板30上设置有第三导向管31,在第三导向管31内通过螺纹连接有第三定位螺杆32,且第三定位螺杆32的贯穿第三连接板30,并插设在下方对应的第四定位孔33内。
上述描述中,每组的第二支撑机构中的两个第二弧形支撑板28呈对称状分布,实际操作中,根据感应线圈的外径,调节每组第二支撑机构中两个位移杆之间的距离,以及第二弧形支撑板28的角度。
压紧机构由第三弧形支撑板34、移动架36和直角定位板37组成,在位移套筒2的内侧设置有滑槽35,移动架36与滑槽35滑动连接在一起,在移动架36上固定连接有第三弧形支撑板34,且第三弧形支撑板34的长度为第一弧形支撑板5长度的二分之一;在移动架36的两侧分别设置有直角定位板37,且直角定位板37的侧面位于滑槽35的外部,在直角定位板37的侧面上设置有第五导向管39,在第五导向管39内通过螺纹连接有第五定位螺杆38,且第五定位螺杆38的端部贯穿直角定位板37的侧面;第五定位螺杆38对应滑槽35侧面的位置处设置有至少五个第五定位孔35-1。
上述描述中,第三弧形支撑板34呈凹弧状分布,而第一弧形支撑板5呈凸弧状分布;滑槽35为两个,移动架36的两端分别与滑槽35滑动连接在一起,第三弧形支撑板34位于移动架36的中间位置处。
第二弧形支撑板28的背面固定连接有圆盘29,且圆盘29位于位移杆25顶部的第三凹槽25-1内,圆盘29通过轴与位移杆25的顶部转动连接在一起,在圆盘29的侧面挖设有第二定位孔29-1,第二定位孔29-1至少为五个,均匀的环绕在轴的四周,在位移杆25顶部侧面对应第二定位孔29-1的位置处设置有第二导向管26,在第二导向管26内通过螺纹连接有第二定位螺杆27,且第二定位螺杆27的端部贯穿位移杆25的顶部,并插设在对应的第二定位孔29-1内。
上述的中频炉感应线圈焊接工装的施工方法,包括以下步骤:
1)、清理中频炉感应线圈焊接工装上的杂物;
2)、根据感应线圈的内径,调节第一弧形支撑板5距离第二支撑机构之间的距离,即启动第一气缸3,使第一气缸3的推杆顶升;
3)、向外转动L状支撑板14,将感应线圈放置在第一弧形支撑板5上,使感应线圈的左端顶紧限位板6的内侧面,根据感应线圈右端的位置,在第三定位孔5-2内插入相匹配的第四定位螺杆5-3;
4)、将L状支撑板14复位,即第一支撑柱17的底端对准定位凹槽20-2,同时,转动手柄20-1,使第一支撑柱17的底部卡入定位凹槽20-2内;
5)、移动位移板7,使第一支撑机构位于第一弧形支撑板5的下方,并通过第一定位螺杆22将位移板7与底板1固定;
6)、调整第二支撑机构的位置,根据感应线圈的外径将位移杆25在第二位移凹槽内移动,同时,调整第二弧形支撑板28的角度,使第二弧形支撑板28的内侧面与感应线圈的外壁紧贴在一起,并通过第二定位螺杆27对第二弧形支撑板28进行固定;
7)、启动第一气缸,使推杆下降,直至感应线圈底部与第二弧形支撑板28紧贴,此时,注意第一弧形支撑板5的顶面保持与感应线圈顶部的内壁紧贴在一起;
8)、启动第二气缸12,使支撑块15的顶部顶紧第一弧形支撑板5的底部;然后通过转动手柄20-1,使第一支撑柱17底部顶至定位凹槽20-2内,此时L状支撑板被固定;感应线圈被固定后,便开始进行螺栓焊接的操作。
上述描述中,通过调整第二弧形支撑板28的角度和两个位移杆之间的距离,使感应线圈底部被托起。
本发明通过设置压紧机构和第二支撑机构,使感应线圈的底部被固定,通过设置第一支撑机构,使第一弧形支撑板的右端得到支撑;解决了感应线圈在焊接外部螺栓及铜排时,出现摇晃不定、不易固定的情况,减少人力的投入,缩短周期,提高了工作质量及工作效率,易于推广。
Claims (10)
1.一种中频炉感应线圈焊接工装,包括底板(1)和第一弧形支撑板(5),其特征在于:所述底板(1)的左端设置有位移套筒(2),且位移套筒(2)为两个,在两个位移套筒(2)之间设置有第一气缸(3),在所述位移套筒(2)的内侧设置有压紧机构;所述第一弧形支撑板(5)的左端通过位移架(4)与位移套筒(2)滑动连接在一起;所述第一气缸(3)的推杆与位移架(4)的底部固定连接在一起;在所述底板(1)的右端滑动连接有位移板(7),在所述位移板(7)上设置有第一支撑机构;在所述第一弧形支撑板(5)下方的底板(1)上设置有第二位移凹槽,在所述第二位移凹槽内滑动连接有第二支撑机构,所述压紧机构位于第二支撑机构的上方。
2.根据权利要求1所述的中频炉感应线圈焊接工装,其特征在于:所述第一气缸(3)的底部与底板(1)的底部固定连接在一起,所述位移架(4)呈开口向下的U型状分布,且位移架(4)的两端与两个位移套筒(2)滑动连接在一起;在所述位移架(4)上设置有第三支撑柱(4-1),且第三支撑柱(4-1)与第一弧形支撑板(5)固定连接在一起;所述第一弧形支撑板(5)的长度与底板(1)的长度一致。
3.根据权利要求2所述的中频炉感应线圈焊接工装,其特征在于:所述第一弧形支撑板(5)顶面的左端设置有限位板(6),在所述限位板(6)右侧的第一弧形支撑板(5)上设置有三组定位孔组件,每组定位孔分别由至少五个带有内螺纹的第三定位孔(5-2)组成,三组定位孔组件分别位于第一弧形支撑板(5)顶面的中间位置处、第一弧形支撑板(5)两侧面的位置处,且每组定位孔组件中分别通过螺纹连接有一个第四定位螺杆(5-3)。
4.根据权利要求3所述的中频炉感应线圈焊接工装,其特征在于:所述位移板(7)的两端分别伸出底板(1)的两侧边,在所述位移板(7)的底部设置有两个侧挡板(8),且两个侧挡板(8)位于底板(1)两侧面的外部,所述底板(1)的两侧设置有第一位移凹槽(24),所述侧挡板(8)通过滑块与第一位移凹槽(24)滑动连接在一起。
5.根据权利要求4所述的中频炉感应线圈焊接工装,其特征在于:所述第一支撑机构由轴套(10)、第二气缸(12)、L状支撑板(14)、支撑块(15)和第二支撑柱(18)组成,在所述位移板(7)的左侧设置有轴套(10),在所述轴套(10)内转动连接有转轴(10-1),在所述转轴(10-1)的顶部固定连接有第一连接板(11),在所述第一连接板(11)上设置有第二气缸(12),且在第二气缸(12)推杆的顶端固定连接有第二连接板(13),所述L状支撑板(14)的一端与第二连接板(13)连接在一起,在所述L状支撑板(14)另一端的底面设置有第一支撑柱(17),且第一支撑柱(17)对应位移板(7)的位置处设置有第二支撑柱(18),所述第二支撑柱(18)内挖设有带有内螺纹的定位孔,在所述第二支撑柱(18)内通过螺纹连接有螺杆(19),在所述螺杆(19)的顶端设置有顶板(20),且在顶板(20)的一侧设置有手柄(20-1);在所述L状支撑板(14)的中间位置处设置有支撑块(15),在所述支撑块(15)的顶端挖设有第一凹槽(15-1),在所述第一凹槽(15-1)内设置有滚轮(16);在所述第一弧形支撑板(5)的底面上挖设有第二凹槽(15-1),且第二凹槽(15-1)的位置与滚轮(16)的位置相对应;所述第一支撑柱(17)底部对应顶板(20)的位置处挖设有定位凹槽(20-2)。
6.根据权利要求5所述的中频炉感应线圈焊接工装,其特征在于:所述位移板(7)的中间位置处设置有第一导向管(21),在所述第一导向管(21)内通过螺纹连接有第一定位螺杆(22),且第一定位螺杆(22)贯穿位移板(7)的底部,所述第一定位螺杆(22)对应底板(1)的位置处设置有第一定位孔(23)。
7.根据权利要求6所述的中频炉感应线圈焊接工装,其特征在于:所述第二支撑机构为两组,且每组第二支撑机构分别由两个位移杆(25)、两个第二弧形支撑板(28)和两个圆盘(29)组成,且两个第二弧形支撑板(28)呈对称状分布;所述位移杆(25)与第二位移凹槽滑动连接在一起,在所述位移杆(25)的顶部挖设有第三凹槽(25-1),所述第二弧形支撑板(28)通过圆盘(29)与位移杆(25)的顶部转动连接在一起;在所述第二位移凹槽的两侧分别设置有至少四个第四定位孔(33),在所述位移杆(25)下部的两侧设置有第三连接板(30),且第三连接板(30)位于第二位移凹槽的上方;在所述第三连接板(30)上设置有第三导向管(31),在所述第三导向管(31)内通过螺纹连接有第三定位螺杆(32),且第三定位螺杆(32)的贯穿第三连接板(30),并插设在下方对应的第四定位孔(33)内。
8.根据权利要求7所述的中频炉感应线圈焊接工装,其特征在于:所述压紧机构由第三弧形支撑板(34)、移动架(36)和直角定位板(37)组成,在所述位移套筒(2)的内侧设置有滑槽(35),所述移动架(36)与滑槽(35)滑动连接在一起,在所述移动架(36)上固定连接有第三弧形支撑板(34),且第三弧形支撑板(34)的长度为第一弧形支撑板(5)长度的二分之一;在移动架(36)的两侧分别设置有直角定位板(37),且直角定位板(37)的侧面位于滑槽(35)的外部,在所述直角定位板(37)的侧面上设置有第五导向管(39),在所述第五导向管(39)内通过螺纹连接有第五定位螺杆(38),且第五定位螺杆(38)的端部贯穿直角定位板(37)的侧面;所述第五定位螺杆(38)对应滑槽(35)侧面的位置处设置有至少五个第五定位孔(35-1)。
9.根据权利要求8所述的中频炉感应线圈焊接工装,其特征在于:所述第二弧形支撑板(28)的背面固定连接有圆盘(29),且圆盘(29)位于位移杆(25)顶部的第三凹槽(25-1)内,所述圆盘(29)通过轴与位移杆(25)的顶部转动连接在一起,在所述圆盘(29)的侧面挖设有第二定位孔(29-1),所述第二定位孔(29-1)至少为五个,均匀的环绕在轴的四周,在所述位移杆(25)顶部侧面对应第二定位孔(29-1)的位置处设置有第二导向管(26),在所述第二导向管(26)内通过螺纹连接有第二定位螺杆(27),且第二定位螺杆(27)的端部贯穿位移杆(25)的顶部,并插设在对应的第二定位孔(29-1)内。
10.权利要求9所述的中频炉感应线圈焊接工装的施工方法,包括以下步骤:
1)、清理中频炉感应线圈焊接工装上的杂物;
2)、将第三弧形支撑板(34)沿着滑槽(35)向上移动,使第三弧形支撑板(34)的底部远离第二支撑机构;
3)、向外转动L状支撑板(14),将感应线圈套设在第一弧形支撑板(5)的外部,同时使第三弧形支撑板(34)位于感应线圈内,感应线圈的底部紧贴第二弧形支撑板(28),通过调整第二弧形支撑板(28)的角度,使感应线圈底部被托起;
4)、启动第一气缸,使第一弧形支撑板(5)的顶部与感应线圈顶部的内壁之间间距在3-5cm之间,将感应线圈的左端顶紧限位板(6)的内侧面,根据感应线圈右端的位置,在第三定位孔(5-2)内插入相匹配的第四定位螺杆(5-3),使感应线圈的两端被固定;
5)、移动第三弧形支撑板(34),使第三弧形支撑板(34)压紧在感应线圈上,并通过第五定位螺杆(38)将第三弧形支撑板(34)进行固定,此时感应线圈的底部被固定;
6)、继续启动第一气缸,使第一弧形支撑板(5)顶部与感应线圈顶部内壁顶紧;
7)、转动L状支撑板(14),使第一支撑柱(17)的底端对准定位凹槽(20-2),移动位移板(7),使第一支撑机构位于第一弧形支撑板(5)的下方,并通过第一定位螺杆(22)将位移板(7)与底板(1)固定;
8)、启动第二气缸(12),使支撑块(15)的顶部顶紧第一弧形支撑板(5)的底部;然后通过转动手柄(20-1),使第一支撑柱(17)底部顶至定位凹槽(20-2)内,此时L状支撑板(14)被固定;感应线圈被固定后,便开始进行螺栓焊接的操作。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110539999.7A CN113182723B (zh) | 2021-05-18 | 2021-05-18 | 中频炉感应线圈焊接工装及施工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110539999.7A CN113182723B (zh) | 2021-05-18 | 2021-05-18 | 中频炉感应线圈焊接工装及施工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113182723A CN113182723A (zh) | 2021-07-30 |
| CN113182723B true CN113182723B (zh) | 2022-07-19 |
Family
ID=76982273
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110539999.7A Active CN113182723B (zh) | 2021-05-18 | 2021-05-18 | 中频炉感应线圈焊接工装及施工方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113182723B (zh) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB761760A (en) * | 1953-04-08 | 1956-11-21 | Radio Heaters Ltd | Improvements relating to high frequency induction heating |
| CN205048972U (zh) * | 2015-10-17 | 2016-02-24 | 浙江鸿业阀门制造有限公司 | 一种中频炉 |
| CN209439423U (zh) * | 2018-01-04 | 2019-09-27 | 王虎 | 一种真空电磁搅拌自动浇筑合金熔炼机 |
| CN110640255A (zh) * | 2019-10-30 | 2020-01-03 | 天津市百利纽泰克电气科技有限公司 | 一种焊接电压互感器一次端子的上屏胎具 |
| CN210242441U (zh) * | 2019-07-01 | 2020-04-03 | 洛阳松导感应加热科技有限公司 | 一种中频炉感应线圈固定结构 |
| CN111633291A (zh) * | 2020-06-04 | 2020-09-08 | 四川宏发电声有限公司 | 一种射频连接器外壳高频焊接工装 |
| CN212585500U (zh) * | 2020-06-22 | 2021-02-23 | 重庆秋虎机械制造有限公司 | 一种圆钢处理用中频炉 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102480461B1 (ko) * | 2017-11-30 | 2022-12-21 | 쌩-고벵 글래스 프랑스 | 차량용 창유리의 터미널 솔더링 장치 및 방법 |
| CN212043075U (zh) * | 2020-03-27 | 2020-12-01 | 河南中孚技术中心有限公司 | 一种降低铝电解槽焊接部位磁场强度的装置 |
| CN212682952U (zh) * | 2020-07-08 | 2021-03-12 | 河南通和重工有限公司 | 曲臂车转台定位焊接工装 |
-
2021
- 2021-05-18 CN CN202110539999.7A patent/CN113182723B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB761760A (en) * | 1953-04-08 | 1956-11-21 | Radio Heaters Ltd | Improvements relating to high frequency induction heating |
| CN205048972U (zh) * | 2015-10-17 | 2016-02-24 | 浙江鸿业阀门制造有限公司 | 一种中频炉 |
| CN209439423U (zh) * | 2018-01-04 | 2019-09-27 | 王虎 | 一种真空电磁搅拌自动浇筑合金熔炼机 |
| CN210242441U (zh) * | 2019-07-01 | 2020-04-03 | 洛阳松导感应加热科技有限公司 | 一种中频炉感应线圈固定结构 |
| CN110640255A (zh) * | 2019-10-30 | 2020-01-03 | 天津市百利纽泰克电气科技有限公司 | 一种焊接电压互感器一次端子的上屏胎具 |
| CN111633291A (zh) * | 2020-06-04 | 2020-09-08 | 四川宏发电声有限公司 | 一种射频连接器外壳高频焊接工装 |
| CN212585500U (zh) * | 2020-06-22 | 2021-02-23 | 重庆秋虎机械制造有限公司 | 一种圆钢处理用中频炉 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113182723A (zh) | 2021-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113601074A (zh) | 一种弯管连接法兰焊接成型机械 | |
| CN210198688U (zh) | 一种钢筋混凝土电杆生产用稳定性检测装置 | |
| CN109159054A (zh) | 一种芯棒加工用夹具 | |
| CN113182723B (zh) | 中频炉感应线圈焊接工装及施工方法 | |
| CN219966957U (zh) | 一种用于金属波纹管的焊接装置 | |
| CN112275854A (zh) | 一种钢材加工用钢材折弯设备 | |
| CN111185862A (zh) | 用于立式高频感应线圈加热装置的管棒类零件夹紧机构 | |
| CN208961376U (zh) | 一种管材焊接用治具 | |
| CN217095783U (zh) | 一种燃气灶炉头加工用打孔装置 | |
| CN217570282U (zh) | 一种高效的钢管矫直装置 | |
| CN214721880U (zh) | 一种钢管焊接工作台 | |
| CN211036565U (zh) | 一种底座模板加固结构 | |
| CN106514213A (zh) | 四柱式油缸拆装一体机及拆装方法 | |
| CN207139688U (zh) | 一种往复式压缩机气阀快速拆装装置 | |
| CN201350616Y (zh) | 摩擦对焊机卡具拆装工具 | |
| CN216634049U (zh) | 一种金属制品加工专用铜管测试工装 | |
| CN219444008U (zh) | 一种臂架零件专用夹具 | |
| CN219403077U (zh) | 一种管夹电焊辅助工装 | |
| CN220868929U (zh) | 便于拆卸的钢结构支撑架 | |
| CN219581414U (zh) | 一种无缝钢管校直机的管件定位工装 | |
| CN214292119U (zh) | 一种涡轮壳工装压紧定位机构 | |
| CN212330076U (zh) | 一种用于炉架的焊接机 | |
| CN110328481B (zh) | 一种用于数码管压焊的定位工装 | |
| CN215880536U (zh) | 一种油压千斤顶机架焊接的固定工装 | |
| CN214601218U (zh) | 一种机械弯管器装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |