CN112809309A - 一种圆管钢材焊接用定位夹紧装置 - Google Patents
一种圆管钢材焊接用定位夹紧装置 Download PDFInfo
- Publication number
- CN112809309A CN112809309A CN202110251749.3A CN202110251749A CN112809309A CN 112809309 A CN112809309 A CN 112809309A CN 202110251749 A CN202110251749 A CN 202110251749A CN 112809309 A CN112809309 A CN 112809309A
- Authority
- CN
- China
- Prior art keywords
- pair
- welding
- positioning
- rotating
- clamping device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003466 welding Methods 0.000 title claims abstract description 73
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 36
- 239000010959 steel Substances 0.000 title claims abstract description 36
- 230000007246 mechanism Effects 0.000 claims abstract description 49
- 239000000463 material Substances 0.000 claims abstract description 9
- 238000009434 installation Methods 0.000 claims description 14
- 238000003780 insertion Methods 0.000 claims description 12
- 230000037431 insertion Effects 0.000 claims description 12
- 230000000712 assembly Effects 0.000 claims description 9
- 238000000429 assembly Methods 0.000 claims description 9
- 210000001503 joint Anatomy 0.000 claims description 9
- 238000003032 molecular docking Methods 0.000 claims description 6
- 238000013461 design Methods 0.000 abstract description 5
- 238000000034 method Methods 0.000 description 5
- 239000000758 substrate Substances 0.000 description 2
- 238000004891 communication Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/04—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work
- B23K37/053—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups for holding or positioning work aligning cylindrical work; Clamping devices therefor
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
本发明公开了一种圆管钢材焊接用定位夹紧装置,包括基准台、可调节夹持机构、龙门桁架以及一对焊接调节机构,所述基准台为矩形结构平台,所述可调节夹持机构安装于基准台一侧,所述龙门桁架装配于基准台平面上,一对所述焊接调节机构安装于龙门桁架内相对壁面之间,所述基准台中线两侧且位于龙门桁架之间设有移动式对接机构;本发明的有益效果是,该圆管钢材焊接用定位夹紧装置,结构简单,操作方便,通过可以转动的可调节夹持机构固定圆管管材,通过可同步动作的焊接调节机构与移动式对接机构,将焊件与基材精确对接,而后进行焊接,不仅减轻了对接的压力,且结构设计简单,运动线路固定。
Description
技术领域
本发明涉及焊接设备技术领域,特别是一种圆管钢材焊接用定位夹紧装置。
背景技术
钢材是在建筑以及机械加工等领域经常使用的材料,钢材的种类分为很多种,其中使用较多的有钢板、钢管以及钢结构框架,而钢材在使用前需要进行焊接加工,拼接出不同结构的框架以备使用,而圆管钢材的外壁焊接对接一直都是比较难以实现机械自动对接的,因而圆管钢材焊接现阶段多采用人工焊接,而在焊接过程中,要想实现基材与焊件的多向对接,通常采用三轴机械臂这种较为昂贵的设备,因而导致设备成本的增加,尤其在中小型工厂列装时,会极大的限制其经费投入,人工对接虽然费用较低,但是对人员的技能以及焊件的类型等具有很高的要求。
发明内容
本发明的目的是为了解决上述问题,设计了一种圆管钢材焊接用定位夹紧装置,解决了现有的背景技术问题。
实现上述目的本发明的技术方案为:一种圆管钢材焊接用定位夹紧装置,包括基准台、可调节夹持机构、龙门桁架以及一对焊接调节机构,所述基准台为矩形结构平台,所述可调节夹持机构安装于基准台一侧,所述龙门桁架装配于基准台平面上,一对所述焊接调节机构安装于龙门桁架内相对壁面之间,所述基准台中线两侧且位于龙门桁架之间设有移动式对接机构;
所述移动式对接机构包括:一对横移滑轨、一对滑动块、一对动力组件、一对立柱、插杆、调节气缸、转动座、转动套、固定板、一对丝杆、一对转动电机、两对螺纹套以及一对夹持块;
所述基准台位于中轴线两侧设有一对平行的横移滑轨,一对所述横移滑轨上装配有一对滑动块,一对所述滑动块与一对所述横移滑轨之间设有一对动力组件匹配,一对所述滑动块上装配有一对立柱,一对所述立柱上开设有柱形空腔的插槽,所述插杆插装于插槽内,所述调节气缸嵌装于插槽内且与插杆端部连接,所述插杆的顶端设有转动座,所述转动座上套设有转动套,所述转动套上设有固定板,所述固定板上设有一对平行的安装槽,一对所述安装槽内设有一对丝杆,一对所述丝杆端部设有一对转动电机驱动,一对所述丝杆上套设有两对螺纹套,两对所述螺纹套镜像装配于一对所述安装槽内,两对所述螺纹套上设有一对相对的夹持块。
所述可调节夹持机构包括:固定台、滑槽、安装腔、顶升气缸、升降块、一对连接杆以及夹持盘;
所述基准台上一端设有固定台,所述固定台侧壁面上开设有竖直方向的滑槽,所述升降块装配于滑槽内,所述固定台内开设有安装腔,所述安装腔内嵌装有顶升气缸,所述顶升气缸的伸缩端与升降块连接,所述安装腔与滑槽之间开设有一对通槽连通,所述顶升气缸的伸缩端上设有一对连接杆贯穿一对所述通槽与升降块连接,所述升降块上设有夹持盘。
所述焊接调节机构包括:调节槽、活动块、焊接臂、伸缩块、伸缩推杆、安装块、一对定位块、转动杆以及焊枪;
所述龙门桁架内相对壁面上开设有调节槽,所述调节槽内嵌装有活动块,所述活动块上设有焊接臂,所述焊接臂上开设有伸缩槽,所述伸缩块装配于所述伸缩槽内,所述伸缩推杆嵌装于所述伸缩槽内,所述伸缩块的端部设有安装块,所述安装块上开设有长圆孔,一对所述定位块装配于安装块上,所述转动轴贯穿长圆孔连接于一对所述定位块之间,所述转动轴上设有转动杆,所述转动杆的端部设有转动板,所述转动板上设有焊枪,所述龙门桁架的两侧底端与一对所述动力组件连接。
所述转动座内嵌装有调节电机,所述调节电机的驱动端与转动套连接。
一对所述连接杆与一对所述通槽的宽度匹配。
一对所述定位块两端分别设有一对紧固螺栓连接。
所述转动板上设有夹持套,所述焊枪装配于夹持套上。
所述基准台上沿中心轴线开设有直线槽,所述直线槽上且与固定台相对一侧设有辅助支护台。
所述基准台底面四角设有两对支脚。
一对所述夹持块相对壁面上设有一对垫片。
利用本发明的技术方案制作的该圆管钢材焊接用定位夹紧装置,结构简单,操作方便,通过可以转动的可调节夹持机构固定圆管管材,通过可同步动作的焊接调节机构与移动式对接机构,将焊件与基材精确对接,而后进行焊接,不仅减轻了对接的压力,且结构设计简单,运动线路固定。
附图说明
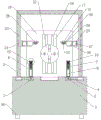
图1为本发明所述一种圆管钢材焊接用定位夹紧装置的主视结构示意图。
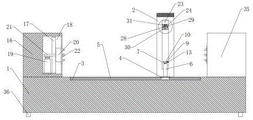
图2为本发明所述一种圆管钢材焊接用定位夹紧装置的侧视结构示意图。
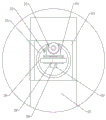
图3为本发明所述一种圆管钢材焊接用定位夹紧装置的俯视结构示意图。
图4为本发明图1所述一种圆管钢材焊接用定位夹紧装置的局部放大结构示意图。
图5为本发明图2所述一种圆管钢材焊接用定位夹紧装置的局部放大结构示意图。
图中:1、基准台;2、龙门桁架;3、横移滑轨;4、滑动块;5、动力组件;6、立柱;7、插杆;8、调节气缸;9、转动座;10、转动套;11、固定板;12、丝杆;13、转动电机;14、螺纹套;15、夹持块;16、固定台;17、滑槽;18、安装腔;19、顶升气缸;20、升降块;21、连接杆;22、夹持盘;23、调节槽;24、活动块;25、焊接臂;26、伸缩块;27、伸缩推杆;28、安装块;29、定位块;30、转动杆;31、焊枪;32、调节电机;33、紧固螺栓;34、夹持套;35、辅助支护台;36、支脚;37、垫片。
具体实施方式
下面结合附图对本发明进行具体描述,如图1-5所示,本实施方案的特点为,包括基准台1、可调节夹持机构、龙门桁架2以及一对焊接调节机构,基准台1为矩形结构平台,可调节夹持机构安装于基准台1一侧,龙门桁架2装配于基准台1平面上,一对焊接调节机构安装于龙门桁架2内相对壁面之间,基准台1中线两侧且位于龙门桁架2之间设有移动式对接机构;移动式对接机构包括:一对横移滑轨3、一对滑动块4、一对动力组件5、一对立柱6、插杆7、调节气缸8、转动座9、转动套10、固定板11、一对丝杆12、一对转动电机13、两对螺纹套14以及一对夹持块15;基准台1位于中轴线两侧设有一对平行的横移滑轨3,一对横移滑轨3上装配有一对滑动块4,一对滑动块4与一对横移滑轨3之间设有一对动力组件5匹配,一对滑动块4上装配有一对立柱6,一对立柱6上开设有柱形空腔的插槽,插杆7插装于插槽内,调节气缸8嵌装于插槽内且与插杆7端部连接,插杆7的顶端设有转动座9,转动座9上套设有转动套10,转动套10上设有固定板11,固定板11上设有一对平行的安装槽,一对安装槽内设有一对丝杆12,一对丝杆12端部设有一对转动电机13驱动,一对丝杆12上套设有两对螺纹套14,两对螺纹套14镜像装配于一对安装槽内,两对螺纹套14上设有一对相对的夹持块15;该圆管钢材焊接用定位夹紧装置,结构简单,操作方便,通过可以转动的可调节夹持机构固定圆管管材,通过可同步动作的焊接调节机构与移动式对接机构,将焊件与基材精确对接,而后进行焊接,不仅减轻了对接的压力,且结构设计简单,运动线路固定。
通过本领域人员,将本案中所有电气件与其适配的电源通过导线进行连接,并且应该根据实际情况,选择合适的控制器,以满足控制需求,具体连接以及控制顺序,应参考下述工作原理中,各电气件之间先后工作顺序完成电性连接,其详细连接手段,为本领域公知技术,下述主要介绍工作原理以及过程,不在对电气控制做说明。
实施例:根据说明书附图1-5可知,本案为一种圆管钢材焊接用定位夹紧装置,包括基准台1、可调节夹持机构、龙门桁架2以及一对焊接调节机构,基准台1为矩形结构平台,可调节夹持机构安装于基准台1一侧,龙门桁架2装配于基准台1平面上,一对焊接调节机构安装于龙门桁架2内相对壁面之间,基准台1中线两侧且位于龙门桁架2之间设有移动式对接机构,在具体实施过程中,基准台1底面四角设有两对支脚36,通过基准台1作为设备的整体底部支撑,通过可调节夹持机构固定圆管钢材,通过龙门桁架2与一对焊接调节机构的相互配和夹持焊枪31进行水平面内的调节,龙门桁架2与移动式对接机构同步滑动,移动式对接机构可以携带焊件进行水平面的位置调节,方便进行对接焊接;
根据说明书附图1-5可知,上述移动式对接机构包括:一对横移滑轨3、一对滑动块4、一对动力组件5、一对立柱6、插杆7、调节气缸8、转动座9、转动套10、固定板11、一对丝杆12、一对转动电机13、两对螺纹套14以及一对夹持块15,其连接关系以及位置关系如下;
基准台1位于中轴线两侧设有一对平行的横移滑轨3,一对横移滑轨3上装配有一对滑动块4,一对滑动块4与一对横移滑轨3之间设有一对动力组件5匹配,一对滑动块4上装配有一对立柱6,一对立柱6上开设有柱形空腔的插槽,插杆7插装于插槽内,调节气缸8嵌装于插槽内且与插杆7端部连接,插杆7的顶端设有转动座9,转动座9上套设有转动套10,转动套10上设有固定板11,固定板11上设有一对平行的安装槽,一对安装槽内设有一对丝杆12,一对丝杆12端部设有一对转动电机13驱动,一对丝杆12上套设有两对螺纹套14,两对螺纹套14镜像装配于一对安装槽内,两对螺纹套14上设有一对相对的夹持块15;
在具体实施过程中,通过一对滑动块4与一对横移滑轨3的配和,在一对动力组件5的驱动下同步移动,进而一对立柱6与一对滑动块4同步运动,一对连接杆21与一对通槽的宽度匹配,插杆7在调节气缸8的带动下可在立柱6上滑动,插杆7端部设有转动座9与转动套10配合,转动套10可在转动座9上转动,转动座9内嵌装有调节电机32,调节电机32的驱动端与转动套10连接,转动套10能够带动固定板11转动,固定板11上有一对平行的丝杆12,通过一对转动电机13驱动一对丝杆12转动可以带动两对螺纹套14与之啮合,两对螺纹套14在运动过程中,采用相对运动的形式进行移动,通过这种方式利用一对夹持块15夹持住焊件,一对夹持块15相对壁面上设有一对垫片37,通过可调节夹持机构带动圆管转动,从而使焊接位置对准焊件。
根据说明书附图1-5可知,上述可调节夹持机构包括:固定台16、滑槽17、安装腔18、顶升气缸19、升降块20、一对连接杆21以及夹持盘22,其连接关系以及位置关系如下;
基准台1上一端设有固定台16,固定台16侧壁面上开设有竖直方向的滑槽17,升降块20装配于滑槽17内,固定台16内开设有安装腔18,安装腔18内嵌装有顶升气缸19,顶升气缸19的伸缩端与升降块20连接,安装腔18与滑槽17之间开设有一对通槽连通,顶升气缸19的伸缩端上设有一对连接杆21贯穿一对通槽与升降块20连接,升降块20上设有夹持盘22;
在具体实施过程中,基准台1一侧设有固定台16作为支撑安装的主体,升降气缸嵌装在安装腔18内,升降气缸可以通过一对连接杆21带动升降块20进行滑动,升降块20安装在滑槽17内,利用滑槽17进行限位,通过升降气缸调节升降块20位置的同时,利用夹持盘22夹持住圆管的端部,实现不同直径圆管工件的固定,基准台1上沿中心轴线开设有直线槽,直线槽上且与固定台16相对一侧设有辅助支护台35,辅助支护台35可在直线槽内进行滑动,从而方便吊装设备放入圆管。
根据说明书附图1-5可知,上述焊接调节机构包括:调节槽23、活动块24、焊接臂25、伸缩块26、伸缩推杆27、安装块28、一对定位块29、转动杆30以及焊枪31,其连接关系以及位置关系如下;
龙门桁架2内相对壁面上开设有调节槽23,调节槽23内嵌装有活动块24,活动块24上设有焊接臂25,焊接臂25上开设有伸缩槽,伸缩块26装配于伸缩槽内,伸缩推杆27嵌装于伸缩槽内,伸缩块26的端部设有安装块28,安装块28上开设有长圆孔,一对定位块29装配于安装块28上,转动轴贯穿长圆孔连接于一对定位块29之间,转动轴上设有转动杆30,转动杆30的端部设有转动板,转动板上设有焊枪31,龙门桁架2的两侧底端与一对动力组件5连接。
在具体实施过程中,活动块24可以通过调节槽23调节垂直水平的高度,同时活动块24上设有焊接臂25,用于固定伸缩块26,伸缩块26可通过伸缩推杆27调节伸出的长度,进而带动焊枪31接触到焊接部位,一对定位块29两端分别设有一对紧固螺栓33连接,用于固定焊枪31在长圆孔中的位置,转动板上设有夹持套34,焊枪31装配于夹持套34上,通过转动杆30可以带动转动板旋转,进而调节焊枪31的角度和朝向,提高焊枪31的工作效率。
综上所述总体可知,该圆管钢材焊接用定位夹紧装置,结构简单,操作方便,通过可以转动的可调节夹持机构固定圆管管材,通过可同步动作的焊接调节机构与移动式对接机构,将焊件与基材精确对接,而后进行焊接,不仅减轻了对接的压力,且结构设计简单,运动线路固定。
上述技术方案仅体现了本发明技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本发明的原理,属于本发明的保护范围之内。
Claims (10)
1.一种圆管钢材焊接用定位夹紧装置,包括基准台(1)、可调节夹持机构、龙门桁架(2)以及一对焊接调节机构,所述基准台(1)为矩形结构平台,所述可调节夹持机构安装于基准台(1)一侧,所述龙门桁架(2)装配于基准台(1)平面上,一对所述焊接调节机构安装于龙门桁架(2)内相对壁面之间,其特征在于,所述基准台(1)中线两侧且位于龙门桁架(2)之间设有移动式对接机构;
所述移动式对接机构包括:一对横移滑轨(3)、一对滑动块(4)、一对动力组件(5)、一对立柱(6)、插杆(7)、调节气缸(8)、转动座(9)、转动套(10)、固定板(11)、一对丝杆(12)、一对转动电机(13)、两对螺纹套(14)以及一对夹持块(15);
所述基准台(1)位于中轴线两侧设有一对平行的横移滑轨(3),一对所述横移滑轨(3)上装配有一对滑动块(4),一对所述滑动块(4)与一对所述横移滑轨(3)之间设有一对动力组件(5)匹配,一对所述滑动块(4)上装配有一对立柱(6),一对所述立柱(6)上开设有柱形空腔的插槽,所述插杆(7)插装于插槽内,所述调节气缸(8)嵌装于插槽内且与插杆(7)端部连接,所述插杆(7)的顶端设有转动座(9),所述转动座(9)上套设有转动套(10),所述转动套(10)上设有固定板(11),所述固定板(11)上设有一对平行的安装槽,一对所述安装槽内设有一对丝杆(12),一对所述丝杆(12)端部设有一对转动电机(13)驱动,一对所述丝杆(12)上套设有两对螺纹套(14),两对所述螺纹套(14)镜像装配于一对所述安装槽内,两对所述螺纹套(14)上设有一对相对的夹持块(15)。
2.根据权利要求1所述的一种圆管钢材焊接用定位夹紧装置,其特征在于,所述可调节夹持机构包括:固定台(16)、滑槽(17)、安装腔(18)、顶升气缸(19)、升降块(20)、一对连接杆(21)以及夹持盘(22);
所述基准台(1)上一端设有固定台(16),所述固定台(16)侧壁面上开设有竖直方向的滑槽(17),所述升降块(20)装配于滑槽(17)内,所述固定台(16)内开设有安装腔(18),所述安装腔(18)内嵌装有顶升气缸(19),所述顶升气缸(19)的伸缩端与升降块(20)连接,所述安装腔(18)与滑槽(17)之间开设有一对通槽连通,所述顶升气缸(19)的伸缩端上设有一对连接杆(21)贯穿一对所述通槽与升降块(20)连接,所述升降块(20)上设有夹持盘(22)。
3.根据权利要求1所述的一种圆管钢材焊接用定位夹紧装置,其特征在于,所述焊接调节机构包括:调节槽(23)、活动块(24)、焊接臂(25)、伸缩块(26)、伸缩推杆(27)、安装块(28)、一对定位块(29)、转动杆(30)以及焊枪(31);
所述龙门桁架(2)内相对壁面上开设有调节槽(23),所述调节槽(23)内嵌装有活动块(24),所述活动块(24)上设有焊接臂(25),所述焊接臂(25)上开设有伸缩槽,所述伸缩块(26)装配于所述伸缩槽内,所述伸缩推杆(27)嵌装于所述伸缩槽内,所述伸缩块(26)的端部设有安装块(28),所述安装块(28)上开设有长圆孔,一对所述定位块(29)装配于安装块(28)上,所述转动轴贯穿长圆孔连接于一对所述定位块(29)之间,所述转动轴上设有转动杆(30),所述转动杆(30)的端部设有转动板,所述转动板上设有焊枪(31),所述龙门桁架(2)的两侧底端与一对所述动力组件(5)连接。
4.根据权利要求1所述的一种圆管钢材焊接用定位夹紧装置,其特征在于,所述转动座(9)内嵌装有调节电机(32),所述调节电机(32)的驱动端与转动套(10)连接。
5.根据权利要求2所述的一种圆管钢材焊接用定位夹紧装置,其特征在于,一对所述连接杆(21)与一对所述通槽的宽度匹配。
6.根据权利要求3所述的一种圆管钢材焊接用定位夹紧装置,其特征在于,一对所述定位块(29)两端分别设有一对紧固螺栓(33)连接。
7.根据权利要求3所述的一种圆管钢材焊接用定位夹紧装置,其特征在于,所述转动板上设有夹持套(34),所述焊枪(31)装配于夹持套(34)上。
8.根据权利要求2所述的一种圆管钢材焊接用定位夹紧装置,其特征在于,所述基准台(1)上沿中心轴线开设有直线槽,所述直线槽上且与固定台(16)相对一侧设有辅助支护台(35)。
9.根据权利要求1所述的一种圆管钢材焊接用定位夹紧装置,其特征在于,所述基准台(1)底面四角设有两对支脚(36)。
10.根据权利要求1所述的一种圆管钢材焊接用定位夹紧装置,其特征在于,一对所述夹持块(15)相对壁面上设有一对垫片(37)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110251749.3A CN112809309A (zh) | 2021-03-08 | 2021-03-08 | 一种圆管钢材焊接用定位夹紧装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110251749.3A CN112809309A (zh) | 2021-03-08 | 2021-03-08 | 一种圆管钢材焊接用定位夹紧装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112809309A true CN112809309A (zh) | 2021-05-18 |
Family
ID=75863014
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110251749.3A Pending CN112809309A (zh) | 2021-03-08 | 2021-03-08 | 一种圆管钢材焊接用定位夹紧装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112809309A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113506682A (zh) * | 2021-08-16 | 2021-10-15 | 曹利男 | 一种变压器制造用调节式转子绕组卷绕机 |
| CN117680855A (zh) * | 2023-11-28 | 2024-03-12 | 苏州思萃熔接技术研究所有限公司 | 一种激光焊接装置及激光焊接方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017006978A (ja) * | 2015-06-26 | 2017-01-12 | 株式会社東芝 | 溶接装置および方法 |
| CN206811401U (zh) * | 2017-05-26 | 2017-12-29 | 深圳市腾达丰实业有限公司 | 一种用于圆管的相贯割孔设备 |
| CN110405325A (zh) * | 2019-08-10 | 2019-11-05 | 深圳市首谷科技有限公司 | 一种具有散热功能的氩弧焊机及其工作方法 |
| CN111375979A (zh) * | 2020-05-08 | 2020-07-07 | 宁波鄞州区景行远望科技服务有限公司 | 一种用于铜工艺品生产的焊接器 |
| CN211162689U (zh) * | 2019-04-30 | 2020-08-04 | 江苏金猫机器人科技有限公司 | 一种大型锥度管焊接变位机 |
| CN211680764U (zh) * | 2020-02-29 | 2020-10-16 | 杨诚 | 一种暖通管焊接用夹具 |
-
2021
- 2021-03-08 CN CN202110251749.3A patent/CN112809309A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017006978A (ja) * | 2015-06-26 | 2017-01-12 | 株式会社東芝 | 溶接装置および方法 |
| CN206811401U (zh) * | 2017-05-26 | 2017-12-29 | 深圳市腾达丰实业有限公司 | 一种用于圆管的相贯割孔设备 |
| CN211162689U (zh) * | 2019-04-30 | 2020-08-04 | 江苏金猫机器人科技有限公司 | 一种大型锥度管焊接变位机 |
| CN110405325A (zh) * | 2019-08-10 | 2019-11-05 | 深圳市首谷科技有限公司 | 一种具有散热功能的氩弧焊机及其工作方法 |
| CN211680764U (zh) * | 2020-02-29 | 2020-10-16 | 杨诚 | 一种暖通管焊接用夹具 |
| CN111375979A (zh) * | 2020-05-08 | 2020-07-07 | 宁波鄞州区景行远望科技服务有限公司 | 一种用于铜工艺品生产的焊接器 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113506682A (zh) * | 2021-08-16 | 2021-10-15 | 曹利男 | 一种变压器制造用调节式转子绕组卷绕机 |
| CN117680855A (zh) * | 2023-11-28 | 2024-03-12 | 苏州思萃熔接技术研究所有限公司 | 一种激光焊接装置及激光焊接方法 |
| CN117680855B (zh) * | 2023-11-28 | 2024-06-04 | 苏州思萃熔接技术研究所有限公司 | 一种激光焊接装置及激光焊接方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112809309A (zh) | 一种圆管钢材焊接用定位夹紧装置 | |
| CN114535855B (zh) | 一种供热管道对接焊接工具 | |
| CN215919498U (zh) | 一种灌缝机生产用原料焊接装置 | |
| CN116718466B (zh) | 用于建筑施工的钢筋强度检测设备 | |
| CN211438828U (zh) | 一种焊接对管装置 | |
| CN211539878U (zh) | 一种汽车后桥壳双侧直焊缝自动焊接装置 | |
| CN116852019A (zh) | 一种输电铁塔塔脚焊接设备 | |
| CN116329868A (zh) | 一种燕尾槽管件夹持工装、灯杆组焊装置及灯杆 | |
| CN115488561A (zh) | 一种管道补强套筒组对焊接装置 | |
| CN216264017U (zh) | 一种用于圆筒形零件轴向接缝的搅拌摩擦焊接装置 | |
| CN219818564U (zh) | 一种膨胀节对焊夹具 | |
| CN110773915A (zh) | 一种施工电梯导轨架片双工位自动焊接装置及方法 | |
| CN219986658U (zh) | 汽车零件焊接快速对位工装 | |
| CN219293076U (zh) | 一种建筑工程钢结构焊接装置 | |
| CN118002999B (zh) | 一种止水钢板安装用焊接装置及方法 | |
| CN220178485U (zh) | 一种多角度焊接设备 | |
| CN219805622U (zh) | 一种通用型焊接用旋转式焊接台 | |
| CN212858259U (zh) | 一种新型高效率焊接设备 | |
| CN221185089U (zh) | 一种激光焊接装置 | |
| CN218341422U (zh) | 一种管道自动焊用自动对中装置 | |
| CN216370825U (zh) | 一种钢结构焊接用支架 | |
| CN218284338U (zh) | 一种汽车仪表横梁端板用焊接工装 | |
| CN218964446U (zh) | 一种自动焊接机的工件定位工装 | |
| CN216882419U (zh) | 一种焊接系统 | |
| CN220372537U (zh) | 一种焊接效率高的卫浴管件焊接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20210518 |