CN112774833A - 立式辊压机、制砂系统及制砂方法 - Google Patents
立式辊压机、制砂系统及制砂方法 Download PDFInfo
- Publication number
- CN112774833A CN112774833A CN202011446022.2A CN202011446022A CN112774833A CN 112774833 A CN112774833 A CN 112774833A CN 202011446022 A CN202011446022 A CN 202011446022A CN 112774833 A CN112774833 A CN 112774833A
- Authority
- CN
- China
- Prior art keywords
- roller press
- vertical roller
- grinding disc
- conveying mechanism
- sand
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000004576 sand Substances 0.000 title claims abstract description 69
- 238000000034 method Methods 0.000 title claims abstract description 25
- 238000000227 grinding Methods 0.000 claims abstract description 50
- 239000000843 powder Substances 0.000 claims abstract description 25
- 239000000463 material Substances 0.000 claims abstract description 24
- 239000002994 raw material Substances 0.000 claims abstract description 12
- 238000007599 discharging Methods 0.000 claims abstract description 10
- 230000005540 biological transmission Effects 0.000 claims abstract description 5
- 238000004519 manufacturing process Methods 0.000 claims abstract description 5
- 239000004575 stone Substances 0.000 claims description 39
- 239000002245 particle Substances 0.000 claims description 19
- 239000003638 chemical reducing agent Substances 0.000 claims description 7
- 230000003014 reinforcing effect Effects 0.000 claims description 5
- 229910001018 Cast iron Inorganic materials 0.000 claims description 3
- 229910052804 chromium Inorganic materials 0.000 claims description 3
- 239000011651 chromium Substances 0.000 claims description 3
- 238000007873 sieving Methods 0.000 claims description 3
- 239000011435 rock Substances 0.000 abstract description 9
- 238000002360 preparation method Methods 0.000 abstract description 4
- 238000012216 screening Methods 0.000 description 5
- 238000005299 abrasion Methods 0.000 description 4
- 238000005265 energy consumption Methods 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 235000019738 Limestone Nutrition 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000011900 installation process Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000006028 limestone Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C21/00—Disintegrating plant with or without drying of the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C15/00—Disintegrating by milling members in the form of rollers or balls co-operating with rings or discs
- B02C15/02—Centrifugal pendulum-type mills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C23/00—Auxiliary methods or auxiliary devices or accessories specially adapted for crushing or disintegrating not provided for in preceding groups or not specially adapted to apparatus covered by a single preceding group
- B02C23/02—Feeding devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C23/00—Auxiliary methods or auxiliary devices or accessories specially adapted for crushing or disintegrating not provided for in preceding groups or not specially adapted to apparatus covered by a single preceding group
- B02C23/08—Separating or sorting of material, associated with crushing or disintegrating
- B02C23/10—Separating or sorting of material, associated with crushing or disintegrating with separator arranged in discharge path of crushing or disintegrating zone
- B02C23/12—Separating or sorting of material, associated with crushing or disintegrating with separator arranged in discharge path of crushing or disintegrating zone with return of oversize material to crushing or disintegrating zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C23/00—Auxiliary methods or auxiliary devices or accessories specially adapted for crushing or disintegrating not provided for in preceding groups or not specially adapted to apparatus covered by a single preceding group
- B02C23/18—Adding fluid, other than for crushing or disintegrating by fluid energy
- B02C23/20—Adding fluid, other than for crushing or disintegrating by fluid energy after crushing or disintegrating
Abstract
本发明公开了一种立式辊压机及制砂流水线和制砂方法,该立式辊压机包括:进料机构,磨辊组,磨盘组,传动臂,下壳体和电机;所述进料机构包括:入料斗和下料管;入料斗包括多个向内凹陷的环形台阶,下料管内衬耐磨材料。该流水线包括上述立式辊压机,以及振动给料机,水平筛,组合式选粉机,拌湿机,第一输送机构,第二输送机构和第三输送机构;本发明能够实现将干法制砂的工艺应用于硬岩制砂领域,提升了混凝土的原料可选范围,降低了产品的制备成本。
Description
技术领域
本发明属于建筑骨料生产技术领域,具体来说涉及一种立式辊压机,一种包括该立式辊压机的制砂系统,以及通过该系统实现的一种制砂方法。
背景技术
随着我国国内对混凝土需求量的逐年增加,构成混凝土的原料砂的市场需求也随之增加,原料砂具体包括天然砂与机制砂:其中,天然砂随着近年来的开采资源已相对枯竭。而机制砂是指通过制砂机和其它附属设备加工而成的砂子,其成品更加规则,也更能满足日常需求。目前,机制砂一般分为干法制砂和湿法制砂两种工艺。其中,干法制砂由冲击式或锤式制砂机、振动筛、选粉机、拌湿机、输送提升设备构成。这种技术方案存在的问题是:冲击式或锤式制砂机在工作过程中生成的石粉含量过高,增加了后继选粉除尘的负担;同时,需要额外设置一台辊式破碎机用以配合实现调整级配;此外,现有的干法制砂其功耗和磨耗较大,一般只能适用于石灰石制砂,而很难应用于硬岩制砂,因此限制了砂石的原料选择,提高了产品制备成本。因此,如何开发出一种新型的制砂工艺和设备,能够克服上述问题,实现干法制砂在硬岩制砂上的应用,是本领域技术人员需要研究的方向。
发明内容
本发明的目的是提供一种立式辊压机,能够实现将干法制砂的工艺应用于硬岩制砂领域,提升了混凝土的原料可选范围,降低了产品的制备成本。
其采用的技术方案如上:
一种立式辊压机,其包括:进料机构,磨辊组,磨盘组,传动臂,下壳体,电机和减速机;所述电机通过减速机连接磨盘组、用于驱动磨盘组旋转;所述传动臂连接磨辊组、带动磨辊组移动;所述进料机构设于磨盘组正上方、用于对磨盘组送料;所述下壳体设于磨盘组外侧;所述进料机构包括:入料斗和下料管;所述入料斗位于下料管上方、所述入料斗包括至少两个依序连接且向内凹陷的环形台阶;所述下料管的上端面管口与入料斗底部导通。
通过采用这种技术方案:石料由前端传送设备掉进所述入料斗中。一部分石料进入下料管、导通至磨盘组进行研磨。而其余石料被暂存于入料斗的各级环形台阶上。相对于传统立式辊压机的圆锥形入料斗结构,上述结构可避免掉进入料斗的所有石料同一时间全部涌入下料管中,降低了石料之间互相碰撞摩擦对下料管的内壁的磨损。使得原本适用于水泥磨粉领域的立式辊压机,能够专用于对硬岩质砂粒的出料操作。同时在上述方案中,立式辊压机采用层压原理对石料进行破碎,其制得的砂粒较为圆润,且具有磨耗低、能耗低,破碎力可调的优势,从而解决了现有技术中所采用的冲击破碎机和锤式破碎机其制砂能耗物耗高,需要额外设置辊式破碎机优化级配,和使用硬岩制砂磨耗高、效率低的缺点。
优选的是,上述立式辊压机中:所述环形台阶上设有三角形加强筋。
通过采用这种技术方案:设置三角形加强筋提升环形台阶的整体强度,避免进料机构长期使用后形状产生变形的问题。
更优选的是,上述立式辊压机中:所述下料管的内壁上设有两段式的耐磨衬层,且所述耐磨衬层上铸有吊装孔。
通过采用这种技术方案:设置耐磨衬层进一步提升下料管在输送硬岩石料过程中的抗磨损性能;之所以采用两段式的耐磨衬层,便于耐磨衬层的上下掉头使用,延长了其使用寿命;之所以设置吊装孔,便于在耐磨衬层的运输和安装过程中,实现便捷起吊。
进一步优选的是,上述立式辊压机中:所述磨盘组包括磨盘本体,固定件和弧形挡板;所述弧形挡板通过固定件安装于磨盘本体的盘体边缘、其板面朝向磨盘本体的中心设置。
通过采用这种技术方案:磨盘本体为现有结构,其在电机带动下与磨辊组相对转动,实现对磨盘本体表面的石料进行破碎。在这个过程中,磨盘本体表面经破碎形成的小颗粒石料不断在离心力作用下甩飞至下壳体进行收集和出料。而通过设置弧形挡板,可以将一部分原本甩飞至下壳体的小颗粒石料挡回磨盘本体进行再次破碎,由此增加了石料的整体破碎次数,大幅提升了成品的细度。
更进一步优选的是,上述立式辊压机中:所述下壳体底部均匀分布有多个出料口,且所述下壳体内壁表面覆盖有耐磨衬板。
通过采用这种技术方案:设置多个出料口保障了磨制完成的石料出料顺畅,减少了石料堵塞出料口的概率。同时通过在下壳体内壁表面覆盖耐磨衬板,
更进一步优选的是,上述立式辊压机中:所述耐磨衬层和耐磨衬板均采用高铬铸铁制成。
基于上述立式辊压机,本发明进一步公开了一种制砂流水线,其技术方案如下:
一种制砂流水线,其包括:立式辊压机,振动给料机,水平筛,组合式选粉机,拌湿机,第一输送机构,第二输送机构和第三输送机构;其特征在于:所述立式辊压机采用如权利要求所述立式辊压机;所述振动给料机的输出端连接立式辊压机的进料口、用于对所述立式辊压机供料;所述立式辊压机的输出端连接水平筛的输入端;所述水平筛的输出端通过第一输送机构连接立式辊压机的进料口、通过第二输送机构连接组合式选粉机的进料口、通过第三输送机构连接拌湿机的进料口;所述组合式选粉机的输出端连接拌湿机的进料口。其中,所述振动给料机、水平筛、组合式选粉机、拌湿机采用常规同类设备实现。所述第一输送机构、第二输送机构和第三输送机构采用常规输送机构实现。
通过采用这种技术方案:料仓中粒径为0至25mm的砂石原料通过振动给料机进入立式辊压制砂机,物料通过立式辊压制砂机破碎后进入到水平筛进行筛分,将破碎后的石料筛分为粒径0-3mm、3-4.75mm、4.75mm以上三种物料。并将其中粒径在0-3mm的物料进入组合选粉机,组合选粉机调整粉的含量,并出来两种成品,0.075到2mm的细砂,2mm到3mm的中砂,水平筛筛分出的3-4.75mm的物料和组合选粉机出来的两种物料一块进入到拌湿机中混合,得到符合条件的机制砂
基于上述制砂流水线,本发明进一步公开了一种制砂方法,其技术方案如下:.
一种制砂方法,其包括如下步骤:S1:通过振动给料机将石料投入立式辊压机中进行破碎;所述立式辊压机采用如权利要求1所述立式辊压机;S2:将立式辊压机输出的石料投入水平筛中按粒径大小进行筛分,水平筛将粒径大于4.75mm的石料投入立式辊压机中进行破碎、将粒径为小于3mm的石料投入组合式选粉机中进行选料、取得粒径为0.075到2mm的细砂,2mm到3mm的中砂;S3:组合式选粉机选料所得中砂石料和细砂石料投入拌湿机中,同时水平筛将筛分所得粒径在3mm-4.75mm之间的石料投入拌湿机中;控制3mm-4.75mm投入量,可以得到所需细度模数的机制砂;S4:拌湿机将S3投入的各组分原料进行拌湿加工,取得成品。控制3mm-4.75mm投入量,可以得到所需细度模数的机制砂;
与现有技术相比,本发明能够实现将干法制砂的工艺应用于硬岩制砂领域,提升了混凝土的原料可选范围,降低了产品的制备成本。
附图说明
上面结合附图与具体实施方式对本发明作进一步详细的说明:
图1为本发明的实施例1的结构示意框图;
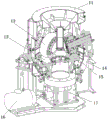
图2为图1中立式辊压机的剖面结构图;
图3为图2中删去进料机构和电机的结构示意图;
图4为图2中下壳体的结构示意图;
图5为图2中磨盘组的结构示意图;
图6为图2中进料机构的结构示意图。
各附图标记与部件名称对应关系如上:
1、立式辊压机;2、振动给料机;3、水平筛;4、组合式选粉机;5、拌湿机;61、第一输送机构;62、第二输送机构;63、第三输送机构;11、进料机构;12、磨辊组;13、磨盘组;14、传动臂;15、下壳体;16、电机;17、减速机;111、入料斗;112、下料管;1111、环形台阶;1112、三角形加强筋;113、耐磨衬层;1131、吊装孔;131、磨盘本体;132、固定件;133、弧形挡板;151、出料口;152、耐磨衬板。
具体实施方式
为了更清楚地说明本发明的技术方案,上面将结合各个实施例作进一步描述。
如图1-6所示为本发明的实施例1:
一种制砂系统,其包括:立式辊压机1,振动给料机2,水平筛3,组合式选粉机4,拌湿机5,第一输送机构61,第二输送机构62和第三输送机构63。
其中,所述立式辊压机1包括:进料机构11,磨辊组12,磨盘组13,传动臂14,下壳体15,电机16和减速机17;所述电机16通过减速机17连接磨盘组13、用于驱动磨盘组13旋转;所述进料机构11设于磨盘组13正上方、用于对磨盘组13送料;所述下壳体15设于磨盘组13外侧;所述进料机构11包括:入料斗111和下料管112;所述入料斗111位于下料管112上方、所述入料斗111包括两个依序连接且向内凹陷的环形台阶1111;所述下料管112的上端面管口与入料斗111底部导通。所述各环形台阶1111上设有三角形加强筋1112。所述下料管112的内壁上设有两段式的耐磨衬层113,且所述耐磨衬层113上铸有吊装孔1131。所述磨盘组13包括磨盘本体131,固定件132和弧形挡板133;所述弧形挡板133通过固定件132安装于磨盘本体131的盘体边缘、其板面朝向磨盘本体131的中心设置。所述下壳体15底部均匀分布有多个出料口151,且所述下壳体15内壁表面覆盖有耐磨衬板152。
所述振动给料机2的输出端连接立式辊压机1的进料口、用于对所述立式辊压机1供料;所述立式辊压机1的输出端连接水平筛3的输入端;所述水平筛3的输出端通过第一输送机构61连接立式辊压机1的进料口、通过第二输送机构62连接组合式选粉机4的进料口、通过第三输送机构63连接拌湿机5的进料口;所述组合式选粉机4的输出端连接拌湿机5的进料口。
在本例中:所述耐磨衬层113和耐磨衬板152均采用高铬铸铁制成。
其工作流程如下:
S1:通过振动给料机2将前端粒径为0-25mm的硬岩质石料投入立式辊压机1中进行破碎;
S2:将立式辊压机1输出的石料投入水平筛3中按粒径大小进行筛分,水平筛3将粒径大于5mm的石料投入立式辊压机1中进行二次破碎、将粒径为小于3mm的石料投入组合式选粉机4中进行选料、取得粒径为2mm-3mm的中砂石料和粒径为0.075mm-2mm的细砂石料;
S3:组合式选粉机4选料所得中砂石料和细砂石料投入拌湿机中,同时水平筛3将筛分所得粒径在3mm-4.75mm之间的石料投入拌湿机中;
S4:拌湿机将S3投入的各组分原料进行拌湿加工,取得成品。
取得中沙颗粒数如下表所示:
| 9.50mm | 4.75mm | 2.36mm | 1.18mm | 0.60mm | 0.30mm | 0.15mm | |
| 下限 | 0 | 0 | 0 | 10 | 41 | 70 | 90 |
| 上限 | 0 | 10 | 25 | 50 | 70 | 92 | 100 |
| 累计 | 1 | 28 | 44 | 60 | 75 | 85 | 93 |
以上所述,仅为本发明的具体实施例,但本发明的保护范围并不局限于此,任何熟悉本领域技术的技术人员在本发明公开的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。本发明的保护范围以权利要求书的保护范围为准。
Claims (8)
1.一种立式辊压机,其包括:进料机构(11),磨辊组(12),磨盘组(13),传动臂(14),下壳体(15),电机(16)和减速机(17);所述电机(16)通过减速机(17)连接磨盘组(13)、用于驱动磨盘组(13)旋转;所述进料机构(11)设于磨盘组(13)正上方、用于对磨盘组(13)送料;所述下壳体(15)设于磨盘组(13)外侧;
其特征在于,所述进料机构(11)包括:入料斗(111)和下料管(112);所述入料斗(111)位于下料管(112)上方、所述入料斗(111)包括至少两个依序连接且向内凹陷的环形台阶(1111);所述下料管(112)的上端面管口与入料斗(111)底部导通。
2.如权利要求1所述立式辊压机,其特征在于:所述环形台阶(1111)上设有三角形加强筋(1112)。
3.如权利要求1所述立式辊压机,其特征在于:所述下料管(112)的内壁上设有两段式的耐磨衬层(113),且所述耐磨衬层(113)上铸有吊装孔(1131)。
4.如权利要求3所述立式辊压机,其特征在于:所述磨盘组(13)包括磨盘本体(131),固定件(132)和弧形挡板(133);所述弧形挡板(133)通过固定件(132)安装于磨盘本体(131)的盘体边缘、其板面朝向磨盘本体(131)的中心设置。
5.如权利要求3所述立式辊压机,其特征在于:所述下壳体(15)底部均匀分布有多个出料口(151),且所述下壳体(15)内壁表面覆盖有耐磨衬板(152)。
6.如权利要求5所述立式辊压机,其特征在于:所述耐磨衬层(113)和耐磨衬板(152)均采用高铬铸铁制成。
7.一种制砂系统,其包括:立式辊压机(1),振动给料机(2),水平筛(3),组合式选粉机(4),拌湿机(5)和输送设备;所述输送设备包括第一输送机构(61),第二输送机构(62)和第三输送机构(63);
其特征在于:所述立式辊压机(1)采用如权利要求1-7任一项所述立式辊压机;
所述振动给料机(2)的输出端连接立式辊压机(1)的进料口、用于对所述立式辊压机(1)供料;所述立式辊压机(1)的输出端连接水平筛(3)的输入端;所述水平筛(3)的输出端通过第一输送机构(61)连接立式辊压机(1)的进料口、通过第二输送机构(62)连接组合式选粉机(4)的进料口、通过第三输送机构(63)连接拌湿机(5)的进料口;所述组合式选粉机(4)的输出端连接拌湿机(5)的进料口。
8.一种制砂方法,其特征在于包括如下步骤:
S1:通过振动给料机(2)将石料投入立式辊压机(1)中进行破碎;所述立式辊压机(1)采用如权利要求1所述立式辊压机;
S2:将立式辊压机(1)输出的石料投入水平筛(3)中按粒径大小进行筛分,水平筛(3)将粒径大于4.75mm的石料投入立式辊压机(1)中进行破碎、将粒径为小于3mm的石料投入组合式选粉机(4)中进行选料、取得粒径为0.75mmm-2mm的细砂,2mm-3mm的中砂;
S3:组合式选粉机(4)选料所得中砂石料和细砂石料投入拌湿机中,同时水平筛(3)将筛分所得粒径在3mm-4.75mm之间的石料投入拌湿机中;
S4:拌湿机将S3投入的各组分原料进行拌湿加工,取得成品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011446022.2A CN112774833A (zh) | 2020-12-09 | 2020-12-09 | 立式辊压机、制砂系统及制砂方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011446022.2A CN112774833A (zh) | 2020-12-09 | 2020-12-09 | 立式辊压机、制砂系统及制砂方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112774833A true CN112774833A (zh) | 2021-05-11 |
Family
ID=75750900
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011446022.2A Pending CN112774833A (zh) | 2020-12-09 | 2020-12-09 | 立式辊压机、制砂系统及制砂方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112774833A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113547782A (zh) * | 2021-07-16 | 2021-10-26 | 杭州景业智能科技股份有限公司 | 漏斗装置 |
| CN114643104A (zh) * | 2022-04-02 | 2022-06-21 | 天津水泥工业设计研究院有限公司 | 一种基于立式辊磨的磨辊挡料总成 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2070235U (zh) * | 1990-07-18 | 1991-01-30 | 黄福林 | 可换衬套式注塑机料筒 |
| JP2001079439A (ja) * | 1999-09-13 | 2001-03-27 | Matsushita Electric Ind Co Ltd | 粉砕装置 |
| CN201506602U (zh) * | 2009-09-23 | 2010-06-16 | 新兴铸管股份有限公司 | 块矿输送工艺料斗耐磨装置 |
| CN202224229U (zh) * | 2011-08-09 | 2012-05-23 | 鞍钢集团矿业公司 | 阶梯式破碎给矿漏斗 |
| CN202277868U (zh) * | 2011-09-26 | 2012-06-20 | 上海维强重工机械有限公司 | 一种高效型制砂机 |
| CN103213777A (zh) * | 2013-01-18 | 2013-07-24 | 新疆星塔矿业有限公司 | 一种新型倒阶梯状下矿漏斗 |
| CN204487838U (zh) * | 2015-03-17 | 2015-07-22 | 上海砼力人工砂装备有限公司 | 集成型环保干法制砂生产系统 |
| CN206676498U (zh) * | 2017-03-20 | 2017-11-28 | 王嘉 | 一种二级矿石破碎装置 |
| CN109806934A (zh) * | 2017-11-19 | 2019-05-28 | 江门市政混凝土有限公司 | 一种水利工程用混凝土破碎机 |
| CN110125147A (zh) * | 2019-05-28 | 2019-08-16 | 湖南广义节能装备有限公司 | 一种利用煤矸石生产机制砂和煤粉的工艺方法 |
| CN110732382A (zh) * | 2019-11-26 | 2020-01-31 | 天津水泥工业设计研究院有限公司 | 一种机制砂立磨及其生产工艺系统 |
-
2020
- 2020-12-09 CN CN202011446022.2A patent/CN112774833A/zh active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2070235U (zh) * | 1990-07-18 | 1991-01-30 | 黄福林 | 可换衬套式注塑机料筒 |
| JP2001079439A (ja) * | 1999-09-13 | 2001-03-27 | Matsushita Electric Ind Co Ltd | 粉砕装置 |
| CN201506602U (zh) * | 2009-09-23 | 2010-06-16 | 新兴铸管股份有限公司 | 块矿输送工艺料斗耐磨装置 |
| CN202224229U (zh) * | 2011-08-09 | 2012-05-23 | 鞍钢集团矿业公司 | 阶梯式破碎给矿漏斗 |
| CN202277868U (zh) * | 2011-09-26 | 2012-06-20 | 上海维强重工机械有限公司 | 一种高效型制砂机 |
| CN103213777A (zh) * | 2013-01-18 | 2013-07-24 | 新疆星塔矿业有限公司 | 一种新型倒阶梯状下矿漏斗 |
| CN204487838U (zh) * | 2015-03-17 | 2015-07-22 | 上海砼力人工砂装备有限公司 | 集成型环保干法制砂生产系统 |
| CN206676498U (zh) * | 2017-03-20 | 2017-11-28 | 王嘉 | 一种二级矿石破碎装置 |
| CN109806934A (zh) * | 2017-11-19 | 2019-05-28 | 江门市政混凝土有限公司 | 一种水利工程用混凝土破碎机 |
| CN110125147A (zh) * | 2019-05-28 | 2019-08-16 | 湖南广义节能装备有限公司 | 一种利用煤矸石生产机制砂和煤粉的工艺方法 |
| CN110732382A (zh) * | 2019-11-26 | 2020-01-31 | 天津水泥工业设计研究院有限公司 | 一种机制砂立磨及其生产工艺系统 |
Non-Patent Citations (1)
| Title |
|---|
| 夏立凯等: "采选概论", vol. 1, 31 October 1988, 冶金工业出版社, pages: 101 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113547782A (zh) * | 2021-07-16 | 2021-10-26 | 杭州景业智能科技股份有限公司 | 漏斗装置 |
| CN114643104A (zh) * | 2022-04-02 | 2022-06-21 | 天津水泥工业设计研究院有限公司 | 一种基于立式辊磨的磨辊挡料总成 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107684951A (zh) | 一种带有预破碎机构的石料粉碎装置 | |
| CN207493743U (zh) | 一种带有预破碎机构的石料粉碎装置 | |
| CN100428999C (zh) | 高效立式复合破碎机 | |
| CN110420738B (zh) | 一种带有磨砂机和干法离心式除粉分级的高品质机制砂生产工艺 | |
| WO2022032706A1 (zh) | 一种骨料的智能立磨生产工艺及生产装置 | |
| CN203778148U (zh) | 破磨机 | |
| CN104525313A (zh) | 一种立式复合破碎研磨机 | |
| CN101722083A (zh) | 一种粉磨方法和粉磨装置 | |
| CN112774833A (zh) | 立式辊压机、制砂系统及制砂方法 | |
| CN110732382A (zh) | 一种机制砂立磨及其生产工艺系统 | |
| CN102872944B (zh) | 闭回路摆轮脉冲制砂机及制砂方法 | |
| CN214262237U (zh) | 一种粗粉磨粉机及粗粉生产系统 | |
| CN202876893U (zh) | 闭回路摆轮脉冲制砂机 | |
| CN204469857U (zh) | 高效复合式粉体机 | |
| CN113953062B (zh) | 用于超细物料粉磨的自分选式球磨系统 | |
| CN113953027B (zh) | 一种选粉研磨一体式球磨机 | |
| CN202021071U (zh) | 球磨机 | |
| CN101972682B (zh) | 单段锤式筛分破碎机 | |
| CN214320440U (zh) | 一种自带整形功能的立磨制砂系统 | |
| CN201711185U (zh) | 筒筛式超细破碎机 | |
| CN213193928U (zh) | 一种格栅筛选式制砂机 | |
| JP2003071306A (ja) | 堅型粉砕機 | |
| CN211514732U (zh) | 一种机制砂立磨及机制砂生产工艺系统 | |
| CN211436406U (zh) | 一种用机制砂立磨生产精品砂的工艺系统 | |
| CN204865987U (zh) | 甩锤磨制粉机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |