CN211514732U - 一种机制砂立磨及机制砂生产工艺系统 - Google Patents
一种机制砂立磨及机制砂生产工艺系统 Download PDFInfo
- Publication number
- CN211514732U CN211514732U CN201922068422.3U CN201922068422U CN211514732U CN 211514732 U CN211514732 U CN 211514732U CN 201922068422 U CN201922068422 U CN 201922068422U CN 211514732 U CN211514732 U CN 211514732U
- Authority
- CN
- China
- Prior art keywords
- sand
- machine
- shell
- made sand
- vertical mill
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Abstract
本实用新型公开了一种机制砂立磨及机制砂生产工艺系统,属于立磨制砂技术领域,该机制砂立磨包括磨盘、至少两个磨辊,挡料圈和辅助排料装置,每个磨辊的圆锥角度不大于20°,磨辊在磨盘的总投影面积为磨盘面积的20~35%,挡料圈为贯通式筛分挡料组件或跨越式挡料圈,辅助排料装置包括气力喷吹装置和/或机械排料装置;该生产工艺系统,包括原料仓、机制砂立磨、组合式选粉机、振动筛、脱粉机构、收尘器和机制砂调配系统。本实用新型的机制砂立磨可节约能耗15~45%,具有明显节能效果,细粉含量低,成品颗粒中针片状颗粒少,产品品质更优;系统工艺流程简单,操作维护方便,设备智能化程度高,利于大规模化生产;环保效果更优,可实现超净排放。
Description
技术领域
本实用新型属于立磨制砂技术领域,特别是涉及一种机制砂立磨及机制砂生产工艺系统。
背景技术
随着经济的不断发展,环境保护的意识也逐步深入人心,在建筑材料领域,混凝土是大规模应用的材料之一。砂石作为混凝土的骨料,在混凝土中起到骨架的作用。骨料又分为粗骨料和细骨料,粗骨料指材料粒径大于5mm的骨料,主要是天然岩石或卵石;细骨料指粒径在4.75mm以下骨料,主要是河砂和机制砂。一般情况下,河砂或机制砂按照不同的粒径又将0.075~1.18mm的称为细砂,1.18~2.36mm的称为中砂,2.36~4.75mm 的称为粗砂。不同砂的粒径可以满足不同产品的需求,比如干混砂浆多以细砂和中砂为主,普通混凝土多以中砂和粗砂为主。以前普通混凝土常用的细骨料主要是河砂,但是经过多年不断开采,天然河砂资源正在迅速减少。为了保护生态环境,我们国家规定严禁开采天然河砂。在混凝土领域,大力鼓励实用机制砂。因此,建筑市场的繁荣,促进了机制砂市场的快速发展,机制砂将逐渐取代天然砂市场,成为建筑材料的最好来源之一。
目前的机制砂生产技术,主要采用颚式破碎机、圆锥式破碎机、球磨机、双转子制砂机、立轴式冲击破碎机等设备作为主要的破碎设备。通过多段破碎实现机制砂的生产,但是颚式破碎机、圆锥式破碎机依靠撞击力将颗粒破碎,颗粒受到的作用力小,颗粒选择性破碎,生产的机制砂颗粒圆形度较差,多为针片状。金小磊在《骨料针片状含量对胶凝砂砾石强度的影响》(河南水利与南水北调,2018年6期76~7页)中研究认为:混凝土中针片状砂石为有害颗粒,会大幅度降低混凝土的流动性、强度,应最大程度的减少。因此,颚式破碎机、圆锥式破碎机制备机制砂的产品质量偏差,不利于工程应用。采用球磨机作为破碎设备,生产的机制砂颗粒圆形度较好,但是球磨机的主要功能是粉磨,在生产过程中会产生大量的细粉(细粉指0.075mm以下的粉状颗粒)。刘战鳌等在《机制砂中细粉的危害性及评价研究》(建筑材料学报,2015年2期150~155页)一文中认为:细粉对于机制砂也是一种有害颗粒,会导致混凝土需水性增加、耐久性能变差,在机制砂中需严格控制其含量。另外球磨机的生产能耗非常高、不利于大型化和规模化生产。因此,产品中细粉含量高、生产运行能耗高导致了球磨机制备机制砂没有被大面积推广和应用。
从目前的生产工艺来看,采用破碎机的机制砂生产系统,只有旋风筒作为收尘设备,现场收尘效果较差、生产冒灰严重,不符合绿色生产的要求。因此,亟需开发一种新型机制砂设备及工艺系统,提高机制砂的产品品质,改善机制砂生产线的环保质量,实现绿色、高效、大规模化生产。
立磨作为一种节能高效的料床粉磨装备,在水泥粉磨、冶金渣处理方面得到了广泛应用,它是采用磨辊磨盘相互运动、颗粒在磨盘上形成料床受到挤压力后,颗粒与颗粒之间受到挤压、剪切作用力而破碎,物料在磨盘滚动过程受到多次研磨,颗粒圆形度较好,而且立磨的破碎研磨能源利用效率高于圆锥式破碎机的选择性破碎、高于球磨机的单颗粒破碎,因此,立磨作为粉磨设备生产细粉被广泛接受和应用。中国专利公布号 CN109277146A公开了一种立磨制砂机,该立磨制砂机包括传动装置、碾磨装置、加压装置、限位装置、进料装置、下壳体和卸料装置,该技术能够基本实现机制砂的生产,但是,由于采用传统的立磨结构,存在如下缺陷:
1、制造过程中细粉(小于0.075mm)含量过高,导致成砂率低、能耗高,资源浪费、效率低;
2、磨盘的外延存在细粉堆积,在堆积区造成过度粉磨,立磨运行稳定性差,设备可靠性差,停机检修频率高;
3、现有立磨,通过附图可以看出采用的是轮胎辊,该种研磨结构磨盘上存在一个上扬的弧形过渡面,导致物料在磨盘上的流动性差;
4、不涉及辅助排料,导致机制砂中的细粉含量过高。
作为更高效节能的粉磨设备,用于生产机制砂从原理上是可行的,但将产品的粒度从小于0.075mm增大至小于4.75mm,就需要对原有立磨进行重新设计,解决传统机制砂破碎设备细粉含量高、产品圆形度差、生产能耗高的难题。
发明内容
本实用新型的目的之一在于提供一种机制砂立磨,该机制砂立磨的成砂率高、能耗低,且不会造成资源浪费、生产效率高。
本实用新型的另一目的在于提供一种采用上述机制砂立磨进行机制砂生产的机制砂生产工艺系统。
本实用新型是这样实现的,一种机制砂立磨,包括磨盘、至少两个磨辊和挡料圈,每个所述磨辊的圆锥角度不大于20°,所述磨辊在磨盘的总投影面积为磨盘面积的 20~35%。
优选的,所述挡料圈为贯通式筛分挡料组件,所述贯通式筛分挡料组件包括挡料环和紧固支撑件,所述挡料环通过紧固支撑件固定在磨盘上,并在挡料环与磨盘之间形成中空结构。
进一步优选的,所述中空结构的占空比为1:(0.4~0.7)。
进一步优选的,所述中空结构高度为30~200mm,所述挡料环高度为5~100mm。
进一步优选的,所述贯通式筛分挡料组件的总高度为磨盘直径的2~6%。
进一步优选的,在位于中空结构处的所述紧固支撑件外部套装有保护套管,所述保护套管支撑上层的挡料环。
优选的,所述挡料圈为跨越式挡料圈,所述跨越式挡料圈的上部开设有若干个排料口,使挡料圈形成凹凸状结构,所述排料口的总面积为跨越式挡料圈总面积的40~60%。
进一步优选的,所述跨越式挡料圈的凹处部分的高度为凸出部分高度的55~95%。
进一步优选的,相邻两个排料口之间的间隔为100~800mm。
优选的,还包括辅助排料装置,所述辅助排料装置顺着磨盘转动的方向位于每个磨辊的后方,所述辅助排料装置包括气力喷吹装置和/或机械排料装置。
进一步优选的,所述气力喷吹装置固定在立磨壳体上,用于将研磨后产生的细粉及时排出,气力喷吹装置的喷嘴伸入至磨盘上方且朝向挡料圈侧或朝向磨盘侧。
更进一步优选的,所述气力喷吹装置的喷嘴距离磨盘表面高度为20~100mm,喷嘴距离挡料圈的径向距离为5~80mm。
进一步优选的,所述机械排料装置为朝向磨盘倾斜向下设置的铲板,用于将研磨后的物料及时排出,所述铲板的一端固定在立磨壳体上,另一端延伸至磨盘上方。
更进一步优选的,所述铲板包括导料段和铲料段,铲板在铲料段和导料段连接处圆弧过渡。
更进一步优选的,所述铲板在位于磨盘上方的部分距离磨辊距离为5~30mm,距离磨盘高度为5~60mm,距离挡料圈距离为5~80mm。
采用上述机制砂立磨进行机制砂生产的机制砂生产工艺系统,包括原料仓、机制砂立磨、组合式选粉机、振动筛和脱粉机构,所述脱粉机构包括旋风筒和循环风机,原料仓出口与机制砂立磨物料入口相连,机制砂立磨的物料出口与组合式选粉机的物料入口相连,组合式选粉机的底部出料口与振动筛相连,振动筛将筛上物返回机制砂立磨,组合式选粉机的出风口与旋风筒相连,旋风筒的出风口与循环风机相连。
优选的,所述循环风机的出口还依次设置有收尘器和尾排风机。
优选的,来自原料仓的物料可经皮带机直接喂入组合式选粉机。
优选的,所述振动筛上设有若干层不同孔径的筛网。
优选的,所述组合式选粉机包括选砂机构和选粉机构,所述选砂机构位于选粉机构的下方并通过膨胀节相连;
所述选砂机构包括进风壳体、选砂壳体和收砂壳体,所述进风壳体、选砂壳体和收砂壳体依次通过法兰连接;所述进风壳体在靠近选砂壳体侧自上而下布有多个布风板,在远离选砂壳体侧为进风法兰口;所述选砂壳体的顶部设有喂料口,底部设有粗物料出料口,粗物料出料口处设有重锤式锁风阀,所述选砂壳体在靠近进风壳体侧自上而下均布有多个打散阶梯板,各个打散阶梯板与水平线呈现一定的夹角,在靠近收砂壳体侧自上而下均布有多个导流阶梯板,导流阶梯板与打散阶梯板一一对应,各个导流阶梯板与水平线呈现一定的夹角,且倾斜方向与打散阶梯板相反;所述收砂壳体的顶部与膨胀节一端相连接,底部为出砂口,出砂口处设有重锤式锁风阀;
所述选粉机构包括导流壳体、选粉壳体、出粉壳体、驱动装置、传动主轴和转笼,所述导流壳体、选粉壳体、出粉壳体依次自下而上布置且通过法兰相连接;所述驱动装置设置在出粉壳体的上方驱动传动主轴转动,所述传动主轴自上而下插入到出粉壳体内,传动主轴下方通过法半与转笼相连接,所述转笼安装在选粉壳体中央;所述导流壳体的底部与膨胀节另一端相连接,所述导流壳体的内侧设有返砂锥,返砂锥与导流壳体之间留有空间,返砂锥底部设置一根通向出砂口的回砂管;所述转笼的周围均布有多个导流叶片,导流叶片的顶部与出粉壳体的下底板相连接,底部与返砂锥相连接;所述出粉壳体的中部设有整个设备的出风法兰口。
优选的,所述进风壳体和收砂壳体的中下部设有支撑法兰,用于将选砂机构固定在支架上。
优选的,所述导流壳体外侧设有多个支撑法兰,用于将选粉机构固定在支架上。
优选的,所述转笼、导流叶片的分布与选粉壳体及导流壳体同轴心。
优选的,所述回砂管安装在远离选砂壳体一侧的收砂壳体内壁板上。
优选的,还包括润滑装置,润滑装置固定在选粉壳体上。
优选的,所述原料仓和机制砂立磨之间还设置有稳流仓。
优选的,所述机制砂立磨和组合式选粉机之间设置有预筛分装置。
优选的,还包括机制砂调配系统,所述机制砂调配系统包括称量装置、混料装置、输送装置和存储装置。
本实用新型具有以下优点和有益效果:
1、本实用新型机制砂立磨采用磨辊磨盘相对运动将颗粒破碎,能效利用率高于传统的破碎机,可节约能耗15~45%,具有明显的节能效果;机制砂采用料床粉磨结构,原料在机制砂立磨中受到挤压、剪切作用力而破碎,破碎后的颗粒圆形度高于破碎机的撞击破碎,成品颗粒中针片状颗粒少,产品品质更加优良;机制砂立磨为全封闭式结构,微负压运行,生产过程无粉尘外漏,生产环保效果好;系统工艺流程简单,操作维护方便,设备智能化程度高,利于大规模化生产。
2、本实用新型机制砂立磨采用磨盘主转动、磨辊从转动的结构,磨盘在电机、减速机的驱动下转动,磨辊一定荷载压力的作用下挤压在磨盘上,磨盘的转动带动磨辊的转动。物料经过中心下料管落到磨盘上,在磨盘转动离心力作用下,向磨盘外沿移动,经过磨辊时受到挤压和剪切力而破碎。经过研磨后的物料,直接被甩出磨盘,经过风道进入提升机,再进入下一步工序。
3、本实用新型的机制砂立磨的挡料圈使得出磨物料细粉含量仅有10~20%,细粉含量降低,未经研磨的大颗粒仅有20~30%进入到出磨物料中,降低辅机能耗5~10%,对大颗粒的阻料效率提高;并且外加使用辅助排料装置,能更好的进行辅助排料。
4、本实用新型的组合式选粉机能够从喂进去的物料中同时分选出砂和粉,分选后剩下的粗物料可返回机制砂立磨,实现破碎-选砂的闭路循环,使砂粒粒形变好,实现振动筛和脱粉机功能的二合一,最大程度地提高设备的利用率,节省设备的投入,降低分选的电耗;通过调整选砂选粉机的选粉浓度、转笼的线速度、导流叶片的安装角度等参数,来获得良好级配的机制砂。
附图说明
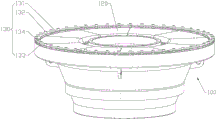
图1是本实用新型的实施例一提供的贯通式筛分挡料组件的结构示意图;
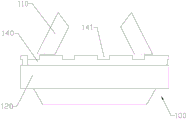
图2是本实用新型的实施例二提供的跨越式挡料圈的结构示意图;
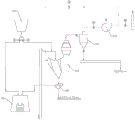
图3是本实用新型的实施例三提供的气力喷吹装置和机械排料装置的结构示意图;
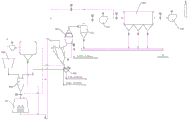
图4是本实用新型的实施例四提供的机制砂生产工艺系统流程图;
图5是本实用新型的实施例五提供的机制砂生产工艺系统流程图;
图6是本实用新型的实施例六提供的机制砂生产工艺系统流程图;
图7是本实用新型的实施例七提供的机制砂生产工艺系统流程图;
图8是本实用新型的实施例八提供的组合式选粉机的结构示意图;
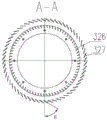
图9是本实用新型的实施例八提供的组合式选粉机的转笼与导流叶片在A-A处的结构示意图;
图10是本实用新型的实施例九提供的机制砂生产工艺系统流程图;
图11是本实用新型的实施例十提供的机制砂生产工艺系统流程图。
图中:100-机制砂立磨;110-磨辊;120-磨盘;130-贯通式筛分挡料组件;131-挡料环;132-紧固支撑件;133-保护套管;134-盖帽;140-跨越式挡料圈;141-排料口;150- 气力喷吹装置;151-喷嘴;152-输送气管;160-机械排料装置;161-导料段;162-铲料段; 170-立磨壳体;
200-原料仓;
300-组合式选粉机;310-选砂机构;311-进风壳体;312-选砂壳体;313-收砂壳体;314-重锤式锁风阀;315-打散阶梯板;316-导流阶梯板;317-布风板;318-回砂管;320- 选粉机构;321-导流壳体;322-选粉壳体;323-出粉壳体;324-驱动装置;325-传动主轴; 326-转笼;327-导流叶片;328-润滑装置;329-返砂锥;330-膨胀节;
400-振动筛;
500-脱粉机构;510-旋风筒;520-循环风机;
600-收尘器;
700-尾排风机;
800-稳流仓;
900-滚筒筛;
1000-机制砂调配系统;1010-称量装置;1020-混料装置;1030-输送装置。
具体实施方式
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合实施例,并配合附图对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
实施例1
请参阅图1,本实施例提供一种机制砂立磨100,包括磨盘120、至少两个磨辊110和挡料圈,每个所述磨辊110的圆锥角度不大于20°,所述磨辊110在磨盘120的总投影面积为磨盘面积的20~35%。投影面积的增加,可以增加磨辊一次研磨的成品率,配合转速的提高、研磨后物料被及时排出磨机,减少细粉的产生量;本实施例的机制砂立磨采用摇臂翻辊结构,可以将磨辊直接翻到磨机外进行维修;磨辊辊套采用堆焊材质,便于实现在线堆焊。
优选的,请参阅图1,所述挡料圈为贯通式筛分挡料组件130,所述贯通式筛分挡料组件130包括挡料环131和紧固支撑件132,所述挡料环131通过紧固支撑件132固定在磨盘120上,并在挡料环131与磨盘120之间形成中空结构。下层的中空结构,保证物料受到挤压后可以及时排出,减少立磨过度粉磨、降低细粉的产生量;上层实体结构的挡料环131,有效阻挡未经研磨的大颗粒,使其停留在磨盘上,保证其被研磨后才能排出到磨机外,降低系统的循环负荷、降低生产能耗。
进一步优选的,中空结构的占空比为1:(0.4~0.7);本实施例中采用所述中空结构高度为30~200mm,所述挡料环131高度为5~100mm,每两个紧固支撑件132之间的间隙为20~600mm,使得小于50mm的物料都能通过,防止物料过度研磨。
进一步优选的,所述贯通式筛分挡料组件130的总高度为磨盘120直径的2~6%,根据喂料量进行合理的选配。
原有立磨的挡料圈结构物料100%从挡料圈上部通过,出磨物料细粉含量达20~30%;而采用本实用新型的贯通式筛分挡料组件130物料70~90%从下部中空部分通过,出磨物料细粉含量仅有10~20%,细粉含量降低。并且原有立磨的挡料圈结构,未经研磨的大颗粒约有35~45%进入到出磨物料中,增加了系统负荷和能耗;而采用本实用新型的贯通式筛分挡料组件130结构,未经研磨的大颗粒仅有20~30%进入到出磨物料中,降低辅机能耗5~10%,对大颗粒的阻料效率提高。
进一步优选的,在位于中空结构处的所述紧固支撑件132外部套装有保护套管133,所述保护套管133支撑上层实体结构的挡料环131。本实施例中的紧固支撑件132采用螺栓,并且在位于挡料环131上方的螺栓头部套装盖帽134,上下分别套装盖帽134和保护套管133可防止紧固支撑件132长时间使用造成磨损损坏,导致不易拧动。
机制砂立磨在进行生产机制砂过程中,影响机制砂产品质量的主要因素有机制砂立磨的磨盘转速、物料在磨盘受到的离心力、以及研磨压力等。
其中,1)所述机制砂立磨的磨盘转速采用如下公式进行计算:

其中:n为磨盘转速,r/min;
K为经验系数,无量纲,K取值为48-60;
D为立磨磨盘直径,m。
机制砂立磨的磨盘转速为传统立磨磨盘转速的1.05~1.35倍,传统立磨的磨盘转速为 25~35r/min。转速的提高可以缩短物料颗粒在磨盘的停留时间,减少颗粒被研磨的次数、减少细粉量的产生。
2)物料在磨盘受到的离心力采用如下公式进行计算:
F=mV2/R
其中:F为物料在磨盘上受到的离心力,N;
m为颗粒质量,kg;
V为磨盘的圆周速度,m/s;
R磨盘半径,m。
可以看出,当V越大时,物料受到的离心力越大,在磨盘的停留时间越短,一次研磨后可以被及时排到磨机外,降低物料被过度研磨的次数和程度。
3)物料的研磨压力采用如下公式进行计算:
P=F×S1÷S2÷k
其中:P为研磨压力,MPa;
F为液压缸研磨压力,N;
S1为液压缸中液压油的有效面积,m2;
S2为单个磨辊在磨盘上的投影面积,m2;
k为机制砂立磨的摇臂系数,无量纲,为结构空间设计值,K取值为0.6-0.8。
显而易见,物料受到的研磨压力越大,越容易被压碎。
磨盘的直径根据实际产量和原料的不同进行选配,这是作为传统立磨生产水泥或者生料产品,传统的立磨并不能够直接用于生产机制砂,在背景技术中已经详细阐述,为此利用立磨来生产机制砂其磨盘的直径和磨辊的压力、转速以及挡料圈的设计均需要针对机制砂产品的特点进行重新设计和匹配,利用立磨生产机制砂,其磨盘120的直径优选为1.2m、磨辊110的压力优选为5MPa、磨盘120的转速优选为43.8r/min;为了证明本实用新型能够实现利用立磨生产预期规格的机制砂,申请人以石灰石为原材料进行实验,生产粒径规格为0.15~2.36mm的机制砂,本实施例中针对磨盘120的直径,磨辊110 的压力、磨盘120的转速进行生产机制砂试验,并且和现有双转子制砂机、立轴式冲击破碎机进行对比。
具体内容如下:以石灰石为原材料进行实验,采用磨盘120直径1.2m的机制砂立磨,磨盘120转速43.8r/min、研磨压力5MPa,贯通式筛分挡料组件130中空高度30mm、挡料环131高度8mm,粉磨时间50min,生产0.15~2.36mm的机制砂,制砂6吨。采用本实用新型的机制砂立磨生产的机制砂与现有的双转子制砂机、立轴式冲击破碎机制备的机制砂球形度系数对比如表1所示:
表1生产试验测试结果


从上表中得出,相比双转子制砂机和立轴式冲击破碎机,采用本实用新型的机制砂立磨制砂的品质更优。
实施例2
与实施例1不同的是,请参阅图2,本实施例的所述挡料圈为跨越式挡料圈140,所述跨越式挡料圈140的上部开设有若干个排料口141,使跨越式挡料圈140形成凹凸状结构,所述排料口141的总面积为跨越式挡料圈140总面积的40~60%。
这种跨越式结构使得部分物料被排出、部分被阻挡,降低未经研磨物料的逃逸量,提高出磨物料中合格产品的含量。物料经磨辊110研磨一定时间后,细粉堆积在挡料圈底部的转角处,形成一个斜坡,此斜坡可以作为一个稳定的料层,后续在经过研磨,研磨后的物料即可通过形成的斜坡出磨。
进一步优选的,所述跨越式挡料圈140的凹处部分的高度为凸出部分高度的55~95%,根据喂料量进行合理的选配。
进一步优选的,相邻两个排料口141之间的间隔为100~800mm,根据喂料量进行合理的选配。
实施例3
与实施例1、实施例2不同的是,本实施例的机制砂立磨还包括辅助排料装置,所述辅助排料装置顺着磨盘120转动的方向位于每个磨辊110的后方,所述辅助排料装置包括气力喷吹装置150和/或机械排料装置160。
当采用气力喷吹装置150和机械排料装置160组合的辅助排料装置,由于机械排料装置160距离磨盘120有一定高度,因此主要将上部的物料铲起,而下部的细粉料则通过气力喷吹装置150将细粉料吹出,两者结合能更好的进行辅助排料。
进一步优选的,请参阅图3,所述气力喷吹装置150的输送气管152固定在立磨壳体170上,用于将研磨后产生的细粉及时排出,气力喷吹装置150的喷嘴151伸入至磨盘 120上方且朝向挡料圈侧或朝向磨盘120侧。所述气力喷吹装置150的压缩空气流速为 35~85m/s,在磨机内部设置气力喷吹装置150,将研磨后产生的细粉及时排出,使得细粉不会被再次研磨、减少细粉量增加。本实施例的喷嘴151可采用发散式的扇形喷嘴,细物料在离心力的共同作用下被及时吹出,粗物料留在磨盘120继续研磨。
更进一步优选的,所述气力喷吹装置150的喷嘴151距离磨盘120表面高度为 20~100mm,喷嘴151距离挡料圈的径向距离为5~80mm,根据喂料量进行合理的选配。
进一步优选的,请参阅图3,所述机械排料装置160为朝向磨盘120倾斜向下设置的铲板,用于将研磨后的物料及时排出,所述铲板的一端固定在立磨壳体170上,另一端延伸至磨盘120上方。在磨机内部设置机械排料装置160,将研磨后物料及时排出,降低研磨后的物料在磨盘120的停留时间,使得物料不会被二次粉磨,降低细粉的产生量。用铲子给物料一个力,铲起来的物料被甩出磨盘120。
更进一步优选的,所述铲板包括导料段161和铲料段162,铲板在铲料段162和导料段161连接处圆弧过渡。铲料段162用于将物料铲起来,并通过导料段161将物料导出磨外。本实施例中的铲板的横截面可为弧形或者L形或其他形状。
更进一步优选的,所述铲板在位于磨盘120上方的部分距离磨辊110距离为5~30mm,距离磨盘120高度为5~60mm,距离挡料圈距离为5~80mm,根据喂料量进行合理的选配。
实施例4
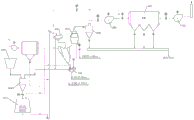
请参阅图4,本实施例提供一种采用上述机制砂立磨进行机制砂生产的机制砂生产工艺系统,包括原料仓200、机制砂立磨100、组合式选粉机300、振动筛400和脱粉机构500,所述脱粉机构500包括旋风筒510和循环风机520,原料仓200出口与机制砂立磨 100物料入口相连,机制砂立磨100的物料出口通过提升机与组合式选粉机300的物料入口相连,组合式选粉机300的底部出料口与振动筛400相连,振动筛400将筛上物返回机制砂立磨100,组合式选粉机300的出风口与旋风筒510相连,旋风筒510的出风口与循环风机520相连。
物料经过机制砂立磨100的破碎研磨,进入组合式选粉机300、振动筛400等筛分装备,实现机制砂的高效、低能耗、清洁生产。
原料从原料仓200经输送皮带进入机制砂立磨100,经过研磨后的物料,排出到机制砂立磨100外进入提升机,从提升机出来的物料进入组合式选粉机300,经过组合式选粉机300小于0.075mm的细粉在气体带动作用下向上运动、粗颗粒受重力作用向下运动,细粉通过组合式选粉机300以后被旋风筒510收集进入下一工段,脱粉后的物料进入振动筛400,振动筛400设置有一定尺寸的筛孔,满足尺寸要求的颗粒通过振动筛400进入成品,形成成品砂;本实例的振动筛400根据不同的需求可设置三种尺寸的筛孔,例如:筛孔孔径为4.75mm、2.36mm或1.18mm,相应的,使得小于等于4.75mm、2.36或1.18mm 的颗粒,作为成品砂;不满足要求的大于振动筛400筛孔尺寸的颗粒重新回到机制砂立磨100进行研磨,进行下一步循环。气体携带细粉从组合式选粉机300进入旋风筒510,旋风筒510将细粉和气体分离,细粉进入下一步工序,气体进入循环风机520,经过循环风机520后的气体一部分再返回进入到组合式选粉机300,一部分经烟囱排到大气中,完成脱粉。上述实施例适用于物料水份小于2.5%的工艺系统。
用立磨生产机制砂,被研磨后的物料经提升机,进入组合式选粉机300。组合式选粉机300由上部的动态选粉机和下部的静态筛分机组成。细粉被气流带动向上运动,在动态选粉机作用下,将有害的细粉分选走,进入下一步工序;通过组合式选粉机300的粗颗粒,在重力作用下向下运动,通过组合式选粉机300的底部出料口排出,进入振动筛 400,通过振动筛400筛分,获得小于一定粒径的混合机制砂产品。
该技术取代了原有圆锥式破碎机、双转子制砂机、立轴式冲击破碎机等,降低了产品中针片状颗粒的含量,降低了机制砂细粉含量,提高了机制砂的产品质量,提高了制砂能源利用率,降低了生产能耗,利于大型化规模化生产,提高资源利用率,利于提高混凝土性能,利于工程质量。
实施例5
与实施例4不同的是,请参阅图5,本实施例的所述循环风机520的出口还依次设置有收尘器600和尾排风机700。
经过循环风机520后的气体一部分进入到收尘器600,经过收尘器600除尘后,再经尾排风机700、烟囱排到大气中。采用循环风机520和尾排风机700组成的双风机系统,增加现场收尘效果,收尘器600可以将粉尘排放浓度降低至5mg/m3以下,实现超净排放,利于环境保护。同时尾排风机700的设置,利于循环风量的调节,尤其是当入磨物料水分大于2.5%时,成品对含水率要求高(例如水分小于0.5%的干粉砂浆用机制砂),可以将湿空气排放,降低湿空气在系统内的结露,提高管道使用寿命。也可以在分选之前串联热风,将立磨粉磨后的物料烘干,避免水汽凝结影响整个循环系统。
实施例6
与实施例4不同的是,请参阅图6,本实施例中来自原料仓200的物料可经皮带机直接喂入组合式选粉机300。
当原料中成品砂含量高时,可直接进入组合式选粉机300进行选粉,提高立磨研磨效率,降低系统中辅机的运行负荷,节约辅机能耗,提高辅机设备运行安全性。原料从原料仓200经输送皮带进入组合式选粉机300,经过组合式选粉机300小于0.075mm的细粉在气体携带作用下向上运动、大于0.075mm粗颗粒受重力作用向下运动,细粉通过组合式选粉机300以后被旋风筒510收集进入下一工序,大于0.075mm粗颗粒进入振动筛400,振动筛400设置有筛孔尺寸为4.75mm的筛网,0.075~4.75mm的颗粒通过振动筛400进入成品,大于4.75mm颗粒重新回到机制砂立磨100进行研磨,经过研磨后的物料进入提升机,通过提升机进入到组合式选粉机300,进行下一步循环。气体携带细粉从组合式选粉机300进入旋风筒510,旋风筒510将细粉和气体分离,细粉进入下一步工序,气体进入循环风机520,经过循环风机520后的气体一部分再返回进入到组合式选粉机300,一部分进入到收尘器600,经过收尘器600除尘后,经尾排风机700、烟囱排到大气中。
实施例7
与实施例5不同的是,请参阅图7,本实施例的所述振动筛400上设有若干层不同孔径的筛网。筛网设置为一层或多层,可以进行逐级筛选,实现多产品的需求。
本实施例的组合式选粉机300的出料口设置三个,分别为细砂出口、中砂和粗砂出口、以及粗颗粒出料口,大于1.18以上的中砂粒级以上的颗粒进入振动筛400,进行二次分选,本实施例的振动筛400设置两层筛网,振动筛400的上层筛网孔径为4.75mm、下层筛网孔径为2.36mm,上层筛网以上大于4.75mm的颗粒再次回到磨内进行研磨; 2.36~4.75mm之间的颗粒,作为粗砂产品;2.36mm以下的产品作为中砂和细砂产品。该技术的优点是可以实现不同粒级的机制砂产品的生产,提高生产效率,降低企业运行成本。
本实施例的所述原料仓200和机制砂立磨100之间还设置有稳流仓800。稳流仓800保证了入磨物料的稳定性,提高立磨的破碎研磨效率,降低系统产量波动,保证系统稳定运行,提高能源利用率,降低生产能耗,提高设备运行安全性、降低运行故障率。
此外,本实用新型在机制砂立磨100、提升机和振动筛400中增加辅机的收尘装置,此收尘装置可采用布袋式收尘器,收尘器的数量根据需要设定,将输送过程的烟尘经收尘器除尘,在排入大气,除去的灰尘在通过物料出口返回相应的皮带机上,随系统输送。可以提高现场环境清洁程度,对含有粉尘的输送和筛分设备进行收尘处理,提高清洁生产效益,保护环境。
实施例8
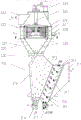
请参阅图8和9,实施例7中提供的所述组合式选粉机300包括选砂机构310和选粉机构320,所述选砂机构310位于选粉机构320的下方并通过膨胀节330相连;膨胀节 330的作用是弥补制造上的误差以及温度变化带来的上下两部分机构的变形。
所述选砂机构310包括进风壳体311、选砂壳体312和收砂壳体313,所述进风壳体311、选砂壳体312和收砂壳体313依次通过法兰连接;所述进风壳体311在靠近选砂壳体312侧自上而下布有多个布风板317,在远离选砂壳体312侧为进风法兰口;所述选砂壳体312的顶部设有喂料口,底部设有粗物料出料口,粗物料出料口处设有重锤式锁风阀314,该阀具有出料和锁风的功能。所述选砂壳体312在靠近进风壳体311侧自上而下均布有多个打散阶梯板315,各个打散阶梯板315与水平线呈现一定的夹角,在靠近收砂壳体313侧自上而下均布有多个导流阶梯板316,导流阶梯板316与打散阶梯板315一一对应,各个导流阶梯板316与水平线呈现一定的夹角,且倾斜方向与打散阶梯板315相反;所述收砂壳体313的顶部与膨胀节330一端相连接,底部为出砂口,出砂口处设有重锤式锁风阀314。
所述选粉机构320包括导流壳体321、选粉壳体322、出粉壳体323、驱动装置324、传动主轴325和转笼326,所述导流壳体321、选粉壳体322、出粉壳体323依次自下而上布置且通过法兰相连接;所述驱动装置324设置在出粉壳体323的上方驱动传动主轴 325转动,所述传动主轴325自上而下插入到出粉壳体323内,传动主轴325下方通过法半与转笼326相连接,所述转笼326安装在选粉壳体322中央;所述导流壳体321的底部与膨胀节330另一端相连接,所述导流壳体321的内侧设有返砂锥329,返砂锥329 与导流壳体321之间留有空间,能够满足气体及物料的通过,同时具有收集砂的作用,返砂锥329底部设置一根通向出砂口的回砂管318;所述转笼326的周围均布有多个导流叶片327,导流叶片327的顶部与出粉壳体323的下底板相连接,底部与返砂锥329相连接;所述出粉壳体323的中部设有整个设备的出风法兰口。
优选的,所述进风壳体311和收砂壳体313的中下部设有支撑法兰,用于将选砂机构310固定在支架上,保证安装牢固。
优选的,所述导流壳体321外侧设有多个支撑法兰,用于将选粉机构320固定在支架上,保证安装牢固。
优选的,所述转笼326、导流叶片327的分布与选粉壳体322及导流壳体321同轴心,提高分选的效率。
优选的,所述回砂管318安装在远离选砂壳体312一侧的收砂壳体313内壁板上,节省空间且不阻碍砂的流动。
优选的,还包括润滑装置328,润滑装置328固定在选粉壳体322上,为整台设备的轴承润滑提供润滑脂。
该组合式选粉机300的工作过程如下:
S1、经过机制砂立磨100破碎的物料由选砂壳体312上方的喂料口喂入设备中,物料在下落的过程中会像下楼梯似的层层撞击打散阶梯板315,打散阶梯板315一方面减缓了物料下落的速度,增加物料分选的时间,二是打散物料,使物料在设备的宽度方向的分布更加均匀,提高分选的效率。在物料由上层打散阶梯板315下落到下层打散阶梯板 315时,由于有横向风的存在,砂、粉会被带到导流阶梯板316一侧,并越过导流阶梯板 316到达收砂壳体313处;部分大块物料(粗物料)会被打散阶梯板315弹向导流阶梯板 316,而又被导流阶梯板316弹回,最终大块物料(粗物料)从选砂壳体312底部的出料口出去,可输送到机制砂立磨100继续破碎。此处通过调节选粉浓度,可以调整选出去的砂的粒径,本实施例的选粉浓度为100-500g/m3。
S2、进入到收砂壳体313的砂及粉,由于此处风速及风向的变化,大部分砂和小部分粉会发生沉降,从该壳体底部的出砂口输出;大部分粉及小部分砂会被气流带走。
S3、被气体带走的砂和粉会随着气流穿过导流壳体321进入选粉壳体322、穿过导流叶片327间的间隙,本实施例中导流叶片327的安装角度α为50-75°(参见图10),到达转笼326的外围,此时高速旋转的转笼326带动物料进行圆周运动,转笼326的线速度为8-20m/s,在水平方向上,物料受到了两个相反的力:气体对物料的拉拽力和离心力。粉的颗粒粒径较小,离心力小于气体对其的拉拽力,所以会穿过转笼326叶片的间隙,进入出粉壳体323,从出风法兰口输出。砂则相反,会被转笼326甩出,无法穿过转笼326,最终落入到转笼326下方的返砂锥329,通过底部的回砂管318输送到出砂口。此处可以通过调节导流叶片327的安装角度α、转笼326的线速度来调节返回砂的粒径。
该组合式选粉机300能够从喂进去的物料中同时分选出砂和粉,分选后剩下的粗物料可返回机制砂立磨100继续破碎,实现破碎-选砂的闭路循环,使砂粒粒形变好,实现振动筛400和脱粉机功能的二合一,最大程度地提高设备的利用率,节省设备的投入,降低分选的电耗;通过调整选砂时选粉机的选粉浓度、转笼326的线速度、导流叶片327 的安装角度等参数,来获得良好级配的机制砂。
实施例9
与实施例7不同的是,请参阅图10,本实施例的所述机制砂立磨100和组合式选粉机300之间设置有预筛分装置。本实施例的预筛分装置选用滚筒筛900。
经立磨研磨后的物料,在入组合式选粉机300前,先进行预筛分,将大颗粒进行筛除,筛除大颗粒再返回机制砂立磨100研磨,筛下的物料再进入到组合式选粉机300。该技术可以降低系统阻力约500~800Pa,降低风机电耗,系统中物料循环负荷降低,系统能耗降低5~15%,提高筛分效率,提高筛分产品的颗粒清晰度,提高产品质量。
实施例10
与实施例9不同的是,请参阅图11,本实施例的机制砂生产工艺系统还包括机制砂调配系统1000,所述机制砂调配系统1000包括称量装置1010、混料装置1020、输送装置1030和存储装置。
在生产不同机制砂产品的基础上,增加了机制砂调配系统1000,通过称量装置1010、混料装置1020、输送装置1030、存储装置(图中未示出),实现高品质机制砂的生产,可以生产满足任何细度模数要求的机制砂。该技术可以提高产品质量,满足不同的产品需求,实现生产系统多功能化,提高生产经济效益,降低企业投资成本,提高资源利用率。
最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换,而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型实施例技术方案的范围。
Claims (28)
1.一种机制砂立磨,包括磨盘、至少两个磨辊和挡料圈,其特征在于,每个所述磨辊的圆锥角度不大于20°,所述磨辊在磨盘的总投影面积为磨盘面积的20~35%。
2.根据权利要求1所述的机制砂立磨,其特征在于,所述挡料圈为贯通式筛分挡料组件,所述贯通式筛分挡料组件包括挡料环和紧固支撑件,所述挡料环通过紧固支撑件固定在磨盘上,并在挡料环与磨盘之间形成中空结构。
3.根据权利要求2所述的机制砂立磨,其特征在于,所述中空结构的占空比为1:(0.4~0.7)。
4.根据权利要求3所述的机制砂立磨,其特征在于,所述中空结构高度为30~200mm,所述挡料环高度为5~100mm。
5.根据权利要求2所述的机制砂立磨,其特征在于,所述贯通式筛分挡料组件的总高度为磨盘直径的2~6%。
6.根据权利要求2所述的机制砂立磨,其特征在于,在位于中空结构处的所述紧固支撑件外部套装有保护套管,所述保护套管支撑上层的挡料环。
7.根据权利要求1所述的机制砂立磨,其特征在于,所述挡料圈为跨越式挡料圈,所述跨越式挡料圈的上部开设有若干个排料口,使挡料圈形成凹凸状结构,所述排料口的总面积为跨越式挡料圈总面积的40~60%。
8.根据权利要求7所述的机制砂立磨,其特征在于,所述跨越式挡料圈的凹处部分的高度为凸出部分高度的55~95%。
9.根据权利要求7所述的机制砂立磨,其特征在于,相邻两个排料口之间的间隔为100~800mm。
10.根据权利要求1所述的机制砂立磨,其特征在于,该机制砂立磨还包括辅助排料装置,所述辅助排料装置顺着磨盘转动的方向位于每个磨辊的后方,所述辅助排料装置包括气力喷吹装置和/或机械排料装置。
11.根据权利要求10所述的机制砂立磨,其特征在于,所述气力喷吹装置固定在立磨壳体上,用于将研磨后产生的细粉及时排出,气力喷吹装置的喷嘴伸入至磨盘上方且朝向挡料圈侧或朝向磨盘侧。
12.根据权利要求11所述的机制砂立磨,其特征在于,所述气力喷吹装置的喷嘴距离磨盘表面高度为20~100mm,喷嘴距离挡料圈的径向距离为5~80mm。
13.根据权利要求10所述的机制砂立磨,其特征在于,所述机械排料装置为朝向磨盘倾斜向下设置的铲板,用于将研磨后的物料及时排出,所述铲板的一端固定在立磨壳体上,另一端延伸至磨盘上方。
14.根据权利要求13所述的机制砂立磨,其特征在于,所述铲板包括导料段和铲料段,铲板在铲料段和导料段连接处圆弧过渡,铲料段用于将物料铲起来,并通过导料段将物料导出磨外。
15.根据权利要求13所述的机制砂立磨,其特征在于,所述铲板在位于磨盘上方的部分距离磨辊距离为5~30mm,距离磨盘高度为5~60mm,距离挡料圈距离为5~80mm。
16.一种采用权利要求1所述的机制砂立磨进行机制砂生产的机制砂生产工艺系统,其特征在于,包括原料仓、机制砂立磨、组合式选粉机、振动筛和脱粉机构,所述脱粉机构包括旋风筒和循环风机,原料仓出口与机制砂立磨物料入口相连,机制砂立磨的物料出口与组合式选粉机的物料入口相连,组合式选粉机的底部出料口与振动筛相连,振动筛将筛上物返回机制砂立磨,组合式选粉机的出风口与旋风筒相连,旋风筒的出风口与循环风机相连。
17.根据权利要求16所述的机制砂生产工艺系统,其特征在于,所述循环风机的出口还依次设置有收尘器和尾排风机。
18.根据权利要求16所述的机制砂生产工艺系统,其特征在于,来自原料仓的物料可经皮带机直接喂入组合式选粉机。
19.根据权利要求16所述的机制砂生产工艺系统,其特征在于,所述振动筛上设有若干层不同孔径的筛网。
20.根据权利要求19所述的机制砂生产工艺系统,其特征在于,所述组合式选粉机包括选砂机构和选粉机构,所述选砂机构位于选粉机构的下方并通过膨胀节相连;
所述选砂机构包括进风壳体、选砂壳体和收砂壳体,所述进风壳体、选砂壳体和收砂壳体依次通过法兰连接;
所述进风壳体在靠近选砂壳体侧自上而下布有多个布风板,在远离选砂壳体侧为进风法兰口;所述选砂壳体的顶部设有喂料口,底部设有粗物料出料口,粗物料出料口处设有重锤式锁风阀,所述选砂壳体在靠近进风壳体侧自上而下均布有多个打散阶梯板,各个打散阶梯板与水平线呈现一定的夹角,在靠近收砂壳体侧自上而下均布有多个导流阶梯板,导流阶梯板与打散阶梯板一一对应,各个导流阶梯板与水平线呈现一定的夹角,且倾斜方向与打散阶梯板相反;所述收砂壳体的顶部与膨胀节一端相连接,底部为出砂口,出砂口处设有重锤式锁风阀;
所述选粉机构包括导流壳体、选粉壳体、出粉壳体、驱动装置、传动主轴和转笼,所述导流壳体、选粉壳体、出粉壳体依次自下而上布置且通过法兰相连接;
所述驱动装置设置在出粉壳体的上方驱动传动主轴转动,所述传动主轴自上而下插入到出粉壳体内,传动主轴下方通过法半与转笼相连接,所述转笼安装在选粉壳体中央;所述导流壳体的底部与膨胀节另一端相连接,所述导流壳体的内侧设有返砂锥,返砂锥与导流壳体之间留有空间,返砂锥底部设置一根通向出砂口的回砂管;所述转笼的周围均布有多个导流叶片,导流叶片的顶部与出粉壳体的下底板相连接,底部与返砂锥相连接;所述出粉壳体的中部设有整个设备的出风法兰口。
21.根据权利要求20所述的机制砂生产工艺系统,其特征在于,所述进风壳体和收砂壳体的中下部设有支撑法兰,用于将选砂机构固定在支架上。
22.根据权利要求20所述的机制砂生产工艺系统,其特征在于,所述导流壳体外侧设有多个支撑法兰,用于将选粉机构固定在支架上。
23.根据权利要求20所述的机制砂生产工艺系统,其特征在于,所述转笼、导流叶片的分布与选粉壳体及导流壳体同轴心。
24.根据权利要求20所述的机制砂生产工艺系统,其特征在于,所述回砂管安装在远离选砂壳体一侧的收砂壳体内壁板上。
25.根据权利要求20所述的机制砂生产工艺系统,其特征在于,还包括润滑装置,润滑装置固定在选粉壳体上。
26.根据权利要求16所述的机制砂生产工艺系统,其特征在于,所述原料仓和机制砂立磨之间还设置有稳流仓。
27.根据权利要求16所述的机制砂生产工艺系统,其特征在于,所述机制砂立磨和组合式选粉机之间设置有预筛分装置。
28.根据权利要求16所述的机制砂生产工艺系统,其特征在于,还包括机制砂调配系统,所述机制砂调配系统包括称量装置、混料装置、输送装置和存储装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922068422.3U CN211514732U (zh) | 2019-11-26 | 2019-11-26 | 一种机制砂立磨及机制砂生产工艺系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922068422.3U CN211514732U (zh) | 2019-11-26 | 2019-11-26 | 一种机制砂立磨及机制砂生产工艺系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211514732U true CN211514732U (zh) | 2020-09-18 |
Family
ID=72444041
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201922068422.3U Active CN211514732U (zh) | 2019-11-26 | 2019-11-26 | 一种机制砂立磨及机制砂生产工艺系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211514732U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110732382A (zh) * | 2019-11-26 | 2020-01-31 | 天津水泥工业设计研究院有限公司 | 一种机制砂立磨及其生产工艺系统 |
-
2019
- 2019-11-26 CN CN201922068422.3U patent/CN211514732U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110732382A (zh) * | 2019-11-26 | 2020-01-31 | 天津水泥工业设计研究院有限公司 | 一种机制砂立磨及其生产工艺系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI485004B (zh) | 不鏽鋼爐渣及煉鋼爐渣之金屬回收的準備方法 | |
| CN111215220A (zh) | 一种生产多产品机制砂的生产工艺系统 | |
| CN110732383A (zh) | 一种用机制砂立磨生产精品砂的工艺系统 | |
| CN110732382A (zh) | 一种机制砂立磨及其生产工艺系统 | |
| CN109012888A (zh) | 一种辊式立磨 | |
| WO2021093256A1 (zh) | 一种生料立磨外循环系统及工艺 | |
| WO2021093255A1 (zh) | 一种外循环辊式立磨 | |
| CN209109277U (zh) | 一种预分离旁路风辊式立磨 | |
| CN102389852A (zh) | 多次分选式高效水泥立磨 | |
| CN111167589B (zh) | 一种干法制砂工艺 | |
| CN106040405A (zh) | 内置选粉机的预粉立磨联合半终粉磨系统 | |
| CN113953065B (zh) | 一种带有预粉磨设备的联合粉磨系统 | |
| CN101862699A (zh) | 半终预粉磨立磨和球磨联合粉磨装置 | |
| CN201768603U (zh) | 半终预粉磨立磨和球磨联合粉磨装置 | |
| CN209302870U (zh) | 一种撒料均布喷口环的辊式立磨 | |
| CN211913990U (zh) | 一种外循环辊式立磨 | |
| CN111822129A (zh) | 一种铁矿石干法磨矿选矿装置及工艺 | |
| CN110756326A (zh) | 一种生产多产品机制砂用组合式选粉机 | |
| CN205966113U (zh) | 内置选粉机的预粉立磨联合半终粉磨系统 | |
| CN211514732U (zh) | 一种机制砂立磨及机制砂生产工艺系统 | |
| CN202356149U (zh) | 多次分选式高效水泥立磨 | |
| CN111215219A (zh) | 一种立磨制备机制砂的生产工艺系统 | |
| CN211436406U (zh) | 一种用机制砂立磨生产精品砂的工艺系统 | |
| CN214262237U (zh) | 一种粗粉磨粉机及粗粉生产系统 | |
| CN211436519U (zh) | 一种生产多产品机制砂的生产工艺系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |