CN112536664A - 一种用于钣金件的毛刺打磨装置 - Google Patents
一种用于钣金件的毛刺打磨装置 Download PDFInfo
- Publication number
- CN112536664A CN112536664A CN202011358705.2A CN202011358705A CN112536664A CN 112536664 A CN112536664 A CN 112536664A CN 202011358705 A CN202011358705 A CN 202011358705A CN 112536664 A CN112536664 A CN 112536664A
- Authority
- CN
- China
- Prior art keywords
- base
- frame
- perforated plate
- grinding device
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/04—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of metal, e.g. skate blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/005—Feeding or manipulating devices specially adapted to grinding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/02—Frames; Beds; Carriages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/02—Drives or gearings; Equipment therefor for performing a reciprocating movement of carriages or work- tables
- B24B47/04—Drives or gearings; Equipment therefor for performing a reciprocating movement of carriages or work- tables by mechanical gearing only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/10—Drives or gearings; Equipment therefor for rotating or reciprocating working-spindles carrying grinding wheels or workpieces
- B24B47/12—Drives or gearings; Equipment therefor for rotating or reciprocating working-spindles carrying grinding wheels or workpieces by mechanical gearing or electric power
Abstract
本申请涉及一种用于钣金件的毛刺打磨装置,涉及打磨装置的领域,其包括底座,所述底座上设置有用于固定且翻转多孔板的翻转机构,所述底座上设置有机架,所述机架上设置有金属刷,所述金属刷的下端面抵紧多孔板的外表面,所述机架上设置有用于驱动所述金属刷往复升降且转动的第一驱动机构,所述底座上设置有驱动所述机架沿多孔板长度方向运动的第二驱动机构。本申请具有通过设置翻转机构、第一驱动机构、第二驱动机构,实现了对多孔板表面、内部的充分打磨,起到了降低劳动强度、提高工作效率的效果。
Description
技术领域
本申请涉及打磨装置的领域,尤其是涉及一种用于钣金件的毛刺打磨装置。
背景技术
打磨,是表面改性技术的一种,一般是借助粗糙物体(含有较高硬度的颗粒的砂纸或更高硬度的金属丝等)来通过摩擦改变材料表面物理性能的一种加工方法,主要目的是为了获取特定的表面粗糙度,一般是手工作业。
在压缩机的生产过程中,目前常用的冷却部件为换热翅片,在将换热翅片安装于压缩机上时,需要使用到与换热翅片两端插接连接的多孔板,多孔板上开孔形状根据换热翅片两端的形状确定,为了保证所开孔的精度,生产过程中一般使用激光切割来生产多孔板,激光切割生产出的多孔板由于经过激光的高温,孔内表面并不光滑,为达到使用要求,需要对多孔板的表面及孔的内表面进行打磨。
针对上述中的相关技术,发明人认为存在如下缺陷,在目前的打磨工艺中,主要存在人工和机器打磨两种方式,人工打磨费时费力,机器打磨相对高效,在常规打磨工艺中,往往只需要对钣金件的表面进行打磨,但是在打磨多孔板的过程中,还需要对多孔板上孔形状不规则的孔的内表面进行打磨,常用的机器打磨方式难以实现对于孔内表面进行打磨的目的。
发明内容
为了改善对于多孔板的打磨效果,本申请提供一种用于钣金件的毛刺打磨装置。
本申请提供的一种用于钣金件的毛刺打磨装置,采用如下的技术方案:
一种用于钣金件的毛刺打磨装置,包括底座,所述底座上设置有用于固定且翻转多孔板的翻转机构,所述底座上设置有机架,所述机架上设置有金属刷,所述机架上设置有用于驱动所述金属刷间隔往复升降且转动的第一驱动机构,所述底座上设置有驱动所述机架沿多孔板长度方向运动的第二驱动机构。
通过采用上述技术方案,当需要对多孔板进行打磨时,翻转机构将多孔板夹紧并固定在底座上,第一驱动机构在驱动金属刷转动的过程中,还驱动金属刷往复升降,由于金属刷的初始位置即和多孔板的外表面抵紧,当第一驱动机构驱动金属刷升降时,金属刷被按压进入多孔板上的孔内,实现对孔内壁的清理,在第一驱动机构驱动金属刷旋转并间隔升降的过程中,第二驱动机构还驱动机架沿多孔板的长度方向运动,从而带动金属刷也沿多孔板的长度方向运动,当对多孔板的一面打磨完毕后,翻转机构将被夹紧的多孔板翻转,再通过上述过程对多孔板的另一面进行打磨,通过设置翻转机构、第一驱动机构、第二驱动机构,实现了对多孔板表面、内部的充分打磨,起到了降低劳动强度、提高工作效率的效果。
可选的,所述第一驱动机构包括用于驱动所述金属刷往复间隔升降的第一驱动组件和用于驱动所述金属刷不间断转动的第二驱动组件;
所述第一驱动组件包括水平设置于所述机架上的第一安装板,所述金属刷的上方间隔升降设置有滑动贯穿所述第一安装板的顶杆,所述第一安装板上设置有与所述顶杆抵接的凸轮,所述第一安装板上设置有用于驱动所述凸轮转动的第一电机,所述安装板下设置有用于复位所述顶杆的复位件;
当所述金属刷位于多孔板上孔处,所述顶杆处于最大行程处且所述金属刷伸入孔中。
通过采用上述技术方案,当顶杆位于最小行程处时,金属刷与多孔板的表面抵接,即此时金属刷处于初始位置,当第一电机转动时,电机带动凸轮旋转,凸轮推动顶杆向下运动,当顶杆走过最大行程后,复位件带动顶杆回复至与凸轮抵接的状态,此时,第二驱动组件不间断驱动金属刷转动,从而实现即驱动金属刷间隔升降又驱动金属刷转动的目的。
可选的,所述第二驱动组件包括水平设置于所述顶杆上的第二安装板,所述顶杆上同轴转动连接有位于所述第二安装板下方的套筒,所述套筒的外周侧同轴固接有第一齿轮,所述第一齿轮啮合连接有第二齿轮,所述第二安装板上设置有用于驱动所述第二齿轮同轴转动的第二电机,所述金属刷设置于所述套筒下端。
通过采用上述技术方案,当顶杆间隔升降运动时,顶杆带动套筒间隔升降运动,从而带动金属刷间隔升降运动。当第二电机转动时,与第二电机输出轴同轴的第二齿轮随之转动,并带动与之啮合连接第一齿轮转动,第一齿轮带动与之固接的套筒转动,从而实现不间断驱动金属刷转动的目的。
可选的,所述第二驱动机构包括可沿多孔板长度方向滑动的滑块,所述底座上开设有沿多孔板长度方向且与所述滑块滑动适配的滑槽,所述滑块上穿设有与所述滑槽长度方向同向的往复丝杠,所述往复丝杠与所述滑块往复滑动适配,所述底座上设置有用于驱动所述往复丝杠同轴转动的第三电机,所述机架与所述滑块转动连接且转动轴轴线垂直于所述滑块的上端面,所述滑块上设置有用于将所述机架锁止于所述滑块上的锁止组件。
通过采用上述技术方案,当使用锁止组件将机架锁止于滑块上时,顶杆及金属刷均处于初始位置,通过第一驱动机构驱动金属刷间隔升降并转动的过程中,第三电机的输出轴转动,带动与之同轴固接的往复丝杠随之转动,从而带动与往复丝杠往复滑动的滑块沿滑槽的长度方向往复运动,实现打磨整条多孔板的同时,还能对多孔板的同一面进行多次打磨,增强了的打磨的效果。当对多孔板打磨时,解锁机架,调整机架的位置使得金属刷处于初始位置,再将机架锁止,从而将机架位置固定,便于进行打磨;当打磨完一面或打磨结束后,解锁转轴并转动机架使得金属刷远离多孔板,以便于翻转多孔板或取下多孔板。
可选的,所述复位件包括套设于所述顶杆外周侧的弹簧,所述弹簧的一端与所述第一安装板固接,另一端与所述第二安装板固接。
通过采用上述技术方案,当凸轮转动并带动顶杆向下运动时,弹簧被拉伸,并随顶杆的位置变化弹力不断增加,当顶杆下降至形成最大处时,弹力最大,确保弹簧对于顶杆的复位性性能,当顶杆走过最大行程处后,弹簧的弹力拉动第二安装板从而带动顶杆随之向上运动,实现对顶杆复位的目的。
可选的,所述锁止件包括设置于所述机架下端的转轴,所述转轴与所述滑块转动连接并可绕自身轴线转动,所述滑块上螺纹穿设有与所述转轴抵接的螺纹杆。
通过采用上述技术方案,转动螺纹杆,当螺纹杆将转轴顶紧时,螺纹杆即将转轴锁止于滑块上,从而将机架锁止于滑块上。当对多孔板打磨时,转动螺纹杆使得螺纹杆的端部远离转轴,调整机架的位置使得金属刷处于初始位置,旋转螺纹杆并使得螺纹杆顶紧转轴,从而将机架位置固定,便于进行打磨;当打磨完一面或打磨结束后,解锁转轴并转动机架使得金属刷远离多孔板,以便于翻转多孔板或取下多孔板。
可选的,所述翻转机构包括用于夹持多孔板的夹爪气缸及用于翻转所述夹爪气缸的旋转气缸,所述旋转气缸设置于所述底座上。
通过采用上述技术方案,当需要对多孔板进行打磨时,夹爪气缸将多孔板的端部夹紧,从而使得多孔板的位被固定。当打磨完多孔板的一侧时,旋转气缸带动夹爪气缸旋转,从而带动多孔板翻面,便于对多孔板的两面进行打磨
可选的,所述底座上开设有放置槽,所述放置槽用于容纳所述旋转气缸及所述夹爪气缸,所述底座上设置有U型的门架,所述门架的开口端朝向所述底座的台面,所述门架上设置有提升气缸,所述旋转气缸设置于所述提升气缸沿竖直方向的活塞杆端部;当所述夹爪气缸位于所述放置槽内时,多孔板的板面与所述底座的台面抵接。
通过采用上述技术方案,当需要对多孔板进行翻面时,提升气缸将旋转气缸提起,为翻转多孔板提供足够的空间,当翻转完成后,提升气缸将旋转气缸放回放置槽中。通过开设放置槽,使得当夹爪将多孔板夹持固定时,多孔板的板面与底座台面抵接。当对多孔板打磨时,金属刷对于多孔板的压力大部分被底座承受,减轻了夹爪气缸的负荷,延长了夹爪气缸的使用寿命;同时避免了当金属刷打磨至多孔板远离夹爪气缸的端部时产生的较大力矩使得多孔板发生弯折。
可选的,所述底座包括固定在地面上固定台和与所述固定台转动连接的转动台,所述转动台的转动轴线水平且与多孔板的长度方向垂直,所述转动台的台面与地面成0°~15°的夹角,所述第一驱动机构及所述第二驱动机构位于所述固定台上,所述翻转机构位于所述转动台上,所述转动台下设置有用于驱动所述转动台转动的转动机构。
通过采用上述技术方案,转动台与地面成0°~15°的夹角,使得金属刷在打磨多孔板的过程中,更容易刷到孔的内侧壁,提升打磨的效率,翻转机构可以驱动转动台转动,从而调整转动台与地面之间的夹角,便于配合往复运动的机架实现对多孔板的充分打磨。
可选的,所述转动机构包括设置于所述滑槽长度方向上两侧壁上的压力传感器,所述转动台下设置有顶升气缸,所述顶升气缸的活塞杆与所述转动台铰接,所述压力传感器与所述顶升气缸控制连接;当所述滑块运动至行程终点时,所述滑块抵紧所述压力传感器,压力传感器控制所述顶升气缸的活塞杆伸出或缩回。
通过采用上述技术方案,在开始打磨前,金属刷位于多孔板的较高端,当滑块沿滑槽的长度方向滑动至行程终点时,滑块与压力传感器抵接,压力信号控制气缸的活塞杆伸出或缩回,从而改变转动台的倾斜方向,当金属刷沿长度方向反向运动时,可以打磨到第一次打磨时接触较少的孔的内侧壁,往复多次,实现对于多孔板上孔的内侧壁的充分打磨。
综上所述,本申请包括以下至少一种有益技术效果:
1.通过设置翻转机构、第一驱动机构、第二驱动机构,实现了对多孔板表面、内部的充分打磨,起到了降低劳动强度、提高工作效率的效果;
2.通过开设放置槽,使得当夹爪将多孔板夹持固定时,多孔板的板面与底座台面抵接。当对多孔板打磨时,金属刷对于多孔板的压力大部分被底座承受,减轻了夹爪气缸的负荷,延长了夹爪气缸的使用寿命;同时避免了当金属刷打磨至多孔板远离夹爪气缸的端部时产生的较大力矩使得多孔板发生弯折;
3.转动台与地面成0°~15°的夹角,使得金属刷在打磨多孔板的过程中,更容易刷到孔的内侧壁,提升打磨的效率。
附图说明
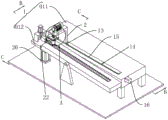
图1是本申请实施例的整体结构示意图;
图2是图1中A部分的局部放大示意图
图3是沿图1中B-B线的剖视结构示意图;
图4是沿图1中C-C线的剖视结构示意图。
附图标记:1、底座;011、固定台;012、转动台;2、机架;3、金属刷;4、第一安装板;5、顶杆;6、凸轮;7、第一电机;8、第二安装板;9、套筒;91、环台;92、环槽;10、第一齿轮;11、第二齿轮;12、第二电机;13、滑块;14、滑槽;15、往复丝杠;16、第三电机;17、弹簧;18、转轴;19、螺纹杆;20、旋转气缸;21、夹爪气缸;22、放置槽;23、门架;24、提升气缸;25、压力传感器;26、顶升气缸。
具体实施方式
以下结合附图1-4对本申请作进一步详细说明。
本申请实施例公开一种用于钣金件的毛刺打磨装置。参照图1,用于钣金件的毛刺打磨装置包括底座1,底座1包括固定台011和转动台012,转动台012下设置有转动机构,底座1上设置有机架2和金属刷3,以及驱动金属刷3间隔往复升降且转动的第一驱动机构、驱动机架2沿多孔板长度方向运动的第二驱动机构和用于翻转多孔板的翻转机构。
参照图2和图3,第二驱动机构包括可沿多孔板长度方向滑动的滑块13,固定座上开设有沿多孔板长度方向且与滑块13滑动适配的滑槽14,滑块13上穿设有与滑槽14长度方向同向的往复丝杠15,往复丝杠15与滑块13往复滑动适配,固定座上固接有用于驱动往复丝杠15同轴转动的第三电机16,机架2转动连接于滑块13上。滑块13上设置有用于将机架2锁止于滑块13上的锁止组件。锁止组件包括固接于机架2下端的转轴18,转轴18与滑块13转动连接并可绕自身轴线转动,滑块13上螺纹穿设有与转轴18抵接的螺纹杆19。
第三电机16驱动滑块13从而带动机架2上的金属刷3沿多孔板长度方向运动,当打磨完成后,解锁机架2,使得金属刷3远离多孔板,便于对多孔板翻面或取下多孔板。
参照图1和图4,转动台012与固定台011转动连接,转动台012的转动轴线水平且与多孔板的长度方向垂直,转动台012的轴线穿过转动台012的型心。转动台012的初始位置为台面与地面成3°的夹角,此时机架2的位置使得金属刷3与多孔板的较高端对准。转动机构包括设置于滑槽14侧壁上的压力传感器25,底座1于转动台012下方固接有顶升气缸26,顶升气缸26的活塞杆与转动台012的下端面铰接,压力传感器25与顶升气缸26控制连接,顶升气缸26位于转动台012较高端下方。当滑块13运动至远离顶升气缸26的行程终点时,金属刷3仍与多孔板的板面抵紧,滑块13抵紧压力传感器25,压力传感器25控制顶升气缸26的活塞杆缩回,转动台012与地面成3°的夹角,此时顶升气缸26处于转动台012较低端的下方;滑块13反向运动至于靠近顶升气缸26的压力传感器25抵接时,顶升气缸26的活塞杆伸出。
参照图1和图4,翻转机构包括用于夹持多孔板的夹爪气缸21及用于翻转夹爪气缸21的旋转气缸20,转动台012于靠近顶升气缸26的上端面开设有放置槽22,当需要对多孔板打磨时,夹爪气缸21及翻转气缸均位于放置槽22中,多孔板的板面与转动台012的台面抵接。转动台012上固接有U型的门架23,门架23的开口端朝向放置槽22的底壁,门架23上固接有提升气缸24,旋转气缸20固接于提升气缸24沿竖直方向的活塞杆的端部。
当需要对多孔板进行翻面时,提升气缸24将旋转气缸20提起,为翻转多孔板提供足够的空间,当翻转完成后,提升气缸24将旋转气缸20放回放置槽22中。通过开设放置槽22,使得当夹爪将多孔板夹持固定时,多孔板的板面与转动台012台面抵接。当对多孔板打磨时,金属刷3对于多孔板的压力大部分被转动台012承受,减轻了夹爪气缸21的负荷,延长了夹爪气缸21的使用寿命;同时避免了当金属刷3打磨至多孔板远离夹爪气缸21的端部时产生的较大力矩使得多孔板发生弯折。
参照图2和图3,第一驱动机构包括用于驱动金属刷3往复间隔升降的第一驱动组件和用于驱动金属刷3不间断转动的第二驱动组件。
第一驱动组件包括水平固机架2上的第一安装板4,第一安装板4上固接有第一电机7,第一电机7的输出端转动连接有凸轮6,第一安装板4上滑动穿设有沿竖直方向的顶杆5,顶杆5的上端与凸轮6抵接,顶杆5上固接有第二安装板8。装板下设置有用于复位顶杆5的复位件,复位件包括套设在顶杆5外周侧的弹簧17,弹簧17的一端与第一安装板4固接,另一端与第二安装板8固接。
第二驱动组件包括第二安装板8,顶杆5上同轴转动连接有位于第二安装板8下方的套筒9。套筒9的内壁固接有与套筒9同轴的环台91,顶杆5上开设有与套筒9同轴的环槽92,环台91与环槽92卡接连接。套筒9包括两个对称的片体,分别两个片体安装于顶杆5上后,于套筒9的外周壁上同轴固接有第一齿轮10,第一齿轮10将两个片体连接。第二安装板8的下端面固接有第二电机12,第二电机12的输出轴同轴固接有第二齿轮11,第二齿轮11与第一齿轮10同轴固接,金属刷3固接于套筒9的下端面。
金属刷3的初始位置为抵紧多孔板较高端的板面,并在沿滑槽14长度方向运动的过程中始终保持与多孔板的抵紧状态。
本申请实施例一种用于钣金件的毛刺打磨装置的实施原理为:当需要对多孔板进行打磨时,翻转机构将多孔板夹紧并固定在底座1上,第一驱动机构在驱动金属刷3转动的过程中,还驱动金属刷3往复升降,由于金属刷3的初始位置即和多孔板的外表面抵紧,当第一驱动机构驱动金属刷3升降时,金属刷3被按压进入多孔板上的孔内。多孔板上孔间距相等,控制第一电机7的转速,调整顶杆5的行程,使得当顶杆5处于行程最大处时,金属刷3被压入空内,实现对孔内壁的清理。在第一驱动机构驱动金属刷3旋转并间隔升降的过程中,第二驱动机构还驱动机架2沿多孔板的长度方向运动,从而带动金属刷3也沿多孔板的长度方向运动,当对多孔板的一面打磨完毕后,翻转机构将被夹紧的多孔板翻转,再通过上述过程对多孔板的另一面进行打磨,通过设置翻转机构、第一驱动机构、第二驱动机构,实现了对多孔板表面、内部的充分打磨,起到了降低劳动强度、提高工作效率的目的。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
Claims (10)
1.一种用于钣金件的毛刺打磨装置,其特征在于:包括底座(1),所述底座(1)上设置有用于固定且翻转多孔板的翻转机构,所述底座(1)上设置有机架(2),所述机架(2)上设置有金属刷(3),所述机架(2)上设置有用于驱动所述金属刷(3)间隔往复升降且转动的第一驱动机构,所述底座(1)上设置有驱动所述机架(2)沿多孔板长度方向运动的第二驱动机构。
2.根据权利要求1所述的一种用于钣金件的毛刺打磨装置,其特征在于:所述第一驱动机构包括用于驱动所述金属刷(3)往复间隔升降的第一驱动组件和用于驱动所述金属刷(3)不间断转动的第二驱动组件;
所述第一驱动组件包括水平设置于所述机架(2)上的第一安装板(4),所述金属刷(3)的上方间隔升降设置有滑动贯穿所述第一安装板(4)的顶杆(5),所述第一安装板(4)上设置有与所述顶杆(5)抵接的凸轮(6),所述第一安装板(4)上设置有用于驱动所述凸轮(6)转动的第一电机(7),所述安装板下设置有用于复位所述顶杆(5)的复位件;
当所述金属刷(3)位于多孔板上孔处,所述顶杆(5)处于最大行程处且所述金属刷(3)伸入孔中。
3.根据权利要求2所述的一种用于钣金件的毛刺打磨装置,其特征在于:所述第二驱动组件包括水平设置于所述顶杆(5)上的第二安装板(8),所述顶杆(5)上同轴转动连接有位于所述第二安装板(8)下方的套筒(9),所述套筒(9)的外周侧同轴固接有第一齿轮(10),所述第一齿轮(10)啮合连接有第二齿轮(11),所述第二安装板(8)上设置有用于驱动所述第二齿轮(11)同轴转动的第二电机(12),所述金属刷(3)设置于所述套筒(9)下端。
4.根据权利要求1所述的一种用于钣金件的毛刺打磨装置,其特征在于:所述第二驱动机构包括可沿多孔板长度方向滑动的滑块(13),所述底座(1)上开设有沿多孔板长度方向且与所述滑块(13)滑动适配的滑槽(14),所述滑块(13)上穿设有与所述滑槽(14)长度方向同向的往复丝杠(15),所述往复丝杠(15)与所述滑块(13)往复滑动适配,所述底座(1)上设置有用于驱动所述往复丝杠(15)同轴转动的第三电机(16),所述机架(2)与所述滑块(13)转动连接且转动轴轴线垂直于所述滑块(13)的上端面,所述滑块(13)上设置有用于将所述机架(2)锁止于所述滑块(13)上的锁止组件。
5.根据权利要求3所述的一种用于钣金件的毛刺打磨装置,其特征在于:所述复位件包括套设于所述顶杆(5)外周侧的弹簧(17),所述弹簧(17)的一端与所述第一安装板(4)固接,另一端与所述第二安装板(8)固接。
6.根据权利要求4所述的一种用于钣金件的毛刺打磨装置,其特征在于:所述锁止件包括设置于所述机架(2)下端的转轴(18),所述转轴(18)与所述滑块(13)转动连接并可绕自身轴线转动,所述滑块(13)上螺纹穿设有与所述转轴(18)抵接的螺纹杆(19)。
7.根据权利要求1所述的一种用于钣金件的毛刺打磨装置,其特征在于:所述翻转机构包括用于夹持多孔板的夹爪气缸(21)及用于翻转所述夹爪气缸(21)的旋转气缸(20),所述旋转气缸(20)设置于所述底座(1)上。
8.根据权利要求7所述的一种用于钣金件的毛刺打磨装置,其特征在于:所述底座(1)上开设有放置槽(22),所述放置槽(22)用于容纳所述旋转气缸(20)及所述夹爪气缸(21),所述底座(1)上设置有U型的门架(23),所述门架(23)的开口端朝向所述底座(1)的台面,所述门架(23)上设置有提升气缸(24),所述旋转气缸(20)设置于所述提升气缸(24)沿竖直方向的活塞杆端部;当所述夹爪气缸(21)位于所述放置槽(22)内时,多孔板的板面与所述底座(1)的台面抵接。
9.根据权利要求4所述的一种用于钣金件的毛刺打磨装置,其特征在于:所述底座(1)包括固定在地面上固定台(011)和与所述固定台(011)转动连接的转动台(012),所述转动台(012)的转动轴线水平且与多孔板的长度方向垂直,所述转动台(012)的台面与地面成0°~15°的夹角,所述第一驱动机构及所述第二驱动机构位于所述固定台(011)上,所述翻转机构位于所述转动台(012)上,所述转动台(012)下设置有用于驱动所述转动台(012)转动的转动机构。
10.根据权利要求9所述的一种用于钣金件的毛刺打磨装置,其特征在于:所述转动机构包括设置于所述滑槽(14)长度方向上两侧壁上的压力传感器(25),所述转动台(012)下设置有顶升气缸(26),所述顶升气缸(26)的活塞杆与所述转动台(012)铰接,所述压力传感器(25)与所述顶升气缸(26)控制连接;当所述滑块(13)运动至行程终点时,所述滑块(13)抵紧所述压力传感器(25),压力传感器(25)控制所述顶升气缸(26)的活塞杆伸出或缩回。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011358705.2A CN112536664A (zh) | 2020-11-27 | 2020-11-27 | 一种用于钣金件的毛刺打磨装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011358705.2A CN112536664A (zh) | 2020-11-27 | 2020-11-27 | 一种用于钣金件的毛刺打磨装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112536664A true CN112536664A (zh) | 2021-03-23 |
Family
ID=75015292
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011358705.2A Pending CN112536664A (zh) | 2020-11-27 | 2020-11-27 | 一种用于钣金件的毛刺打磨装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112536664A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113070801A (zh) * | 2021-03-31 | 2021-07-06 | 合肥江丰电子材料有限公司 | 一种靶材背板u型槽的自动抛光装置及其使用方法 |
| CN115401568A (zh) * | 2022-09-22 | 2022-11-29 | 安庆帝新机电设备有限公司 | 一种浮封环打磨用自动下料装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000229319A (ja) * | 1999-02-10 | 2000-08-22 | Naoi Seiki Kk | コアリングマシン |
| CN104924170A (zh) * | 2015-06-03 | 2015-09-23 | 中信戴卡股份有限公司 | 一种改进的车轮气门孔在线去毛刺装置 |
| CN206717611U (zh) * | 2016-10-19 | 2017-12-08 | 赵积良 | 一种异形孔抛光装置 |
| CN207710452U (zh) * | 2017-12-19 | 2018-08-10 | 白杨 | 一种建筑用钢材自动打磨装置 |
| CN109333210A (zh) * | 2018-12-25 | 2019-02-15 | 于明轩 | 一种小孔打磨方法及装置 |
| CN110153738A (zh) * | 2019-06-21 | 2019-08-23 | 南京亚页防护设备制造有限公司 | 一种数控机床用翻转夹具 |
-
2020
- 2020-11-27 CN CN202011358705.2A patent/CN112536664A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000229319A (ja) * | 1999-02-10 | 2000-08-22 | Naoi Seiki Kk | コアリングマシン |
| CN104924170A (zh) * | 2015-06-03 | 2015-09-23 | 中信戴卡股份有限公司 | 一种改进的车轮气门孔在线去毛刺装置 |
| CN206717611U (zh) * | 2016-10-19 | 2017-12-08 | 赵积良 | 一种异形孔抛光装置 |
| CN207710452U (zh) * | 2017-12-19 | 2018-08-10 | 白杨 | 一种建筑用钢材自动打磨装置 |
| CN109333210A (zh) * | 2018-12-25 | 2019-02-15 | 于明轩 | 一种小孔打磨方法及装置 |
| CN110153738A (zh) * | 2019-06-21 | 2019-08-23 | 南京亚页防护设备制造有限公司 | 一种数控机床用翻转夹具 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113070801A (zh) * | 2021-03-31 | 2021-07-06 | 合肥江丰电子材料有限公司 | 一种靶材背板u型槽的自动抛光装置及其使用方法 |
| CN115401568A (zh) * | 2022-09-22 | 2022-11-29 | 安庆帝新机电设备有限公司 | 一种浮封环打磨用自动下料装置 |
| CN115401568B (zh) * | 2022-09-22 | 2023-10-20 | 安庆帝新机电设备有限公司 | 一种浮封环打磨用自动下料装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113601347B (zh) | 基于机械加工用的球状工件抛光装置 | |
| CN112536664A (zh) | 一种用于钣金件的毛刺打磨装置 | |
| CN111469036A (zh) | 一种钢板打磨除锈装置 | |
| CN115194628A (zh) | 一种变速箱壳体铸件外表面清理打磨设备 | |
| CN215148019U (zh) | 一种循环式陶瓷成型自动生产线 | |
| CN113275661B (zh) | 一种金属件锉削设备 | |
| CN211916348U (zh) | 一种用于圆锥形钣金件的修边设备 | |
| CN116252213A (zh) | 一种打磨装置及机械零件加工设备 | |
| CN210435867U (zh) | 一种t型钉生产用打磨装置 | |
| CN208358459U (zh) | 一种攻牙模板加工用表面处理装置 | |
| CN214817438U (zh) | 金属模具成型加工用表面铣削抛光处理机 | |
| CN220217763U (zh) | 一种装饰装修用墙面预处理装置 | |
| CN216067044U (zh) | 一种方便夹持的零件打磨抛丸机 | |
| CN218801373U (zh) | 一种铝型材生产用表面抛光设备 | |
| CN216179053U (zh) | 一种摩托车配件生产用卧轴矩台平面磨床的固定机构 | |
| CN213197028U (zh) | 一种铝管表面抛光装置 | |
| CN220007182U (zh) | 一种钢化玻璃多角度磨削装置 | |
| CN212947006U (zh) | 一种用于生产线的汽车零部件用打磨装置 | |
| CN212553119U (zh) | 一种汽车零件加工的打磨装置 | |
| CN116276438A (zh) | 一种机械加工用端面打磨抛光装置 | |
| CN216743699U (zh) | 一种用于空压机可变化高度的移动底座 | |
| CN215034250U (zh) | 一种电火花机的升降调节装置 | |
| CN212635258U (zh) | 一种齿轮制造打磨装置 | |
| CN217530422U (zh) | 一种偏心块加工用抛光装置 | |
| CN213034273U (zh) | 一种铝制香水喷雾器制备用磨削装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| AD01 | Patent right deemed abandoned | ||
| AD01 | Patent right deemed abandoned |
Effective date of abandoning: 20230516 |