CN112497844B - 使用热熔接缝生产织物袋或容器的方法 - Google Patents
使用热熔接缝生产织物袋或容器的方法 Download PDFInfo
- Publication number
- CN112497844B CN112497844B CN202010914642.8A CN202010914642A CN112497844B CN 112497844 B CN112497844 B CN 112497844B CN 202010914642 A CN202010914642 A CN 202010914642A CN 112497844 B CN112497844 B CN 112497844B
- Authority
- CN
- China
- Prior art keywords
- folded
- bag
- fabric
- coating
- container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41H—APPLIANCES OR METHODS FOR MAKING CLOTHES, e.g. FOR DRESS-MAKING OR FOR TAILORING, NOT OTHERWISE PROVIDED FOR
- A41H43/00—Other methods, machines or appliances
- A41H43/04—Joining garment parts or blanks by gluing or welding ; Gluing presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/38—Impulse heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/62—Stitching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/82—Testing the joint
- B29C65/8207—Testing the joint by mechanical methods
- B29C65/8215—Tensile tests
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/729—Textile or other fibrous material made from plastics
- B29C66/7292—Textile or other fibrous material made from plastics coated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/731—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the intensive physical properties of the material of the parts to be joined
- B29C66/7311—Thermal properties
- B29C66/73115—Melting point
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/914—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux
- B29C66/9141—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature
- B29C66/91411—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature of the parts to be joined, e.g. the joining process taking the temperature of the parts to be joined into account
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/919—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges
- B29C66/9192—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges in explicit relation to another variable, e.g. temperature diagrams
- B29C66/91921—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges in explicit relation to another variable, e.g. temperature diagrams in explicit relation to another temperature, e.g. to the softening temperature or softening point, to the thermal degradation temperature or to the ambient temperature
- B29C66/91931—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges in explicit relation to another variable, e.g. temperature diagrams in explicit relation to another temperature, e.g. to the softening temperature or softening point, to the thermal degradation temperature or to the ambient temperature in explicit relation to the fusion temperature or melting point of the material of one of the parts to be joined
- B29C66/91935—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges in explicit relation to another variable, e.g. temperature diagrams in explicit relation to another temperature, e.g. to the softening temperature or softening point, to the thermal degradation temperature or to the ambient temperature in explicit relation to the fusion temperature or melting point of the material of one of the parts to be joined lower than said fusion temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
- D03D1/02—Inflatable articles
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06H—MARKING, INSPECTING, SEAMING OR SEVERING TEXTILE MATERIALS
- D06H5/00—Seaming textile materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/82—Testing the joint
- B29C65/8207—Testing the joint by mechanical methods
- B29C65/8223—Peel tests
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/737—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined
- B29C66/7371—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined oriented or heat-shrinkable
- B29C66/73711—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined oriented or heat-shrinkable oriented
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7128—Bags, sacks, sachets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2150/00—Flexible containers made from sheets or blanks, e.g. from flattened tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2150/00—Flexible containers made from sheets or blanks, e.g. from flattened tubes
- B31B2150/003—Flexible containers made from sheets or blanks, e.g. from flattened tubes made from tubular sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/20—Shape of flexible containers with structural provision for thickness of contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/30—Shape of flexible containers pointed or tapered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/60—Uniting opposed surfaces or edges; Taping
- B31B70/62—Uniting opposed surfaces or edges; Taping by adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/60—Uniting opposed surfaces or edges; Taping
- B31B70/64—Uniting opposed surfaces or edges; Taping by applying heat or pressure
- B31B70/642—Uniting opposed surfaces or edges; Taping by applying heat or pressure using sealing jaws or sealing dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/60—Uniting opposed surfaces or edges; Taping
- B31B70/68—Uniting opposed surfaces or edges; Taping by stitching, stapling or riveting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/74—Auxiliary operations
- B31B70/79—Coating; Impregnating; Waterproofing; Decoating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/20—All layers being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/21—Anti-static
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/714—Inert, i.e. inert to chemical degradation, corrosion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/02—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/12—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/10—Polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D29/00—Sacks or like containers made of fabrics; Flexible containers of open-work, e.g. net-like construction
- B65D29/02—Sacks with laminated or multiple walls
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
Abstract
生产具有热熔接缝的柔性聚丙烯织物袋的方法,包括:提供织物件,其中每个织物件都具有涂覆侧和未涂覆侧;将织物件定位成使得一个织物件的涂覆侧面对另一织物件的涂覆侧;选择待接合的织物的区域以用于形成接缝或接合部;将低于织物的熔点的热量施加到待接合的区域以形成一个或多个接缝或接合部,其中,在不使用缝纫机情况下产生的聚丙烯袋的热熔接缝或接合部保留至少85%的织物强度。
Description
相关申请的交叉引用
本申请要求以下专利申请的优先权:于2013年6月5日提交的第61/831,476号美国临时专利申请;于2013年10月14日提交的第61/890,664号美国临时专利申请;于2013年11月27日提交的第61/909,737号美国临时专利申请;以及于2014年5月16日提交的第61/994,642号美国临时专利申请,这些专利申请中的每个都通过引用并入本文,特此声明。
于2014年6月5日提交的第14/297,331号美国临时专利申请通过引用并入本文。
关于联邦政府赞助的研究或开发的声明
无
对“微缩平片附录”的参考
无
发明领域
本发明涉及散装袋行业以及用于在不使用缝纫机和缝合接缝情况下生产散装袋的技术。本发明还涉及在没有线污染以及与包装、织物或容器的内部极小的人类接触以有助于消除对细菌污染的考虑的情况下生产柔性织物包装、袋或容器。本发明还涉及生产几乎气密的、不包含针脚或缝纫孔的柔性织物包装、袋或容器。
背景技术
考虑到织物的强度、成本和柔性,编织聚丙烯织物一直是某些行业中选择的织物。尽管编织聚丙烯织物和一些类似的织物强度很高,但是它们在化学上惰性很高。聚丙烯织物通过加热和拉伸过程高度定向以实现最大强度,同时保持织物所需的柔性,从而适应市场需求。由于上述特性,很难找到在不损坏织物本身而显著降低了织物的强度和有用性的情况下连接两个聚丙烯织物的方法。
散装袋行业到现在已存在了40多年。最初的散装袋通过将编织织物和编织带的各种配置组合缝纫在一起进行组合,从而得到所需的强度。
现今,当制造散装袋时,缝纫几乎依然是用于连接构造材料的专用方法。确定使用哪种织物以及确定使用哪种缝纫模式和哪种线来组合这些部分以生成最经济的散装袋式容器是公知的,并且已进行了详细研究。
然而,因为缝纫行为通过针刺痕减小织物强度,所以基本方法不能生产最经济的容器。在这些高强度的编织聚丙烯织物中的平均缝纫接缝生成通常为未缝纫织物的约63%的强度。
因此,为了使接缝强度足够大,必须将织物本身构造得更厚、强度更大,从而弥补接缝中的强度损失。
为了出于以下各种原因而找到缝纫聚丙烯织物的、合意的替代选择,一直在进行各种努力。
1、缝纫行为生成了必须从每个缝纫线的端部切割的线端部。这些端部经常松脱,并且会变成袋内有害的污染物。
2、因为通过针穿过该结实的聚丙烯织物生成高热,所以线经常断。这使得生产暂时停止,同时机器进行再穿线。
3、缝纫机可以以每分钟数千针的速度运行。许多机械零部件在这样的高速中会出现零部件破损和针断裂的高发生率,这会导致机器停止生产,同时需要维修机器。
4、因为第2点和第3点,散装袋的生产需要例如较高劳动量来操作这些机器并处理上述问题。全球的散装袋生产大部分不在美国进行,而是在具有丰富低工资劳动资源的国家生产。
另外,因为针刺痕破坏了区域中的织物并且减小了织物的总强度,所以均匀的缝纫接缝还减小了聚丙烯或其它类似织物的强度。每英寸或厘米接缝中的针脚数量、用于形成阵脚的针尺寸和线的粗细都会对所产生的接缝的总体强度起作用。通常,这些接缝产生强度为未缝合织物的大约63%到70%的接合部。由于织物的薄弱,可使用理论上比所设计的散装袋要承载的最大重量所需的强度高30%的织物。出于所有这些原因,本行业多年来一直期待并寻找缝纫的替代方案。
因而,很多年来,本行业一直在寻找对作为散装袋构造方法的缝纫的替代方案。已经尝试了各种胶和各种焊接方法。已证明万能胶由于以下原因而不成功:
1、剥离强度较差,
2、缺乏永久结合,(万能胶保持活性,因此可以剥离并一次又一次地再附着)
3、结合易受温度改变影响(胶通常在非常低温度下融化,且在较低温度下变得没有活性)
4、仅通过非大范围类型的涂覆才能获得抗剪切强度。
由于以下原因溶剂胶也失败了:
a.接合部脆弱且非柔性;
b.通常包括食品包装中不允许的有害元素;以及
c.通过分子重组减小了织物强度。
已经尝试并且很大程度上排除了热焊接,因为在现有技术的热焊接中,必须达到聚丙烯织物的熔点以将它们结合在一起。然而,聚丙烯织物是高度定向的,并且将聚丙烯织物加热到这样的温度水平会导致大约50%的拉伸强度损失。
已经尝试了激光焊接,并且显示出一些边际成功,但是由于生产率低和资金成本非常高,所以该方法在经济上并不可行。
基本问题一直是散装袋必须安全承载非常大的重量,例如在一些情况下,达到3300磅(1497千克)或4400磅(1996千克)。许多现有努力显示可以实现接合,但是现有技术中没有技术显示本身能够以在所生产的容器中所需的5比1提升安全来承载极大的重量。
因此,在生产了40年后,缝纫仍然是生产散装袋的基本方法。在很大程度上仍通过将编织聚丙烯织物缝纫在一起以形成袋和袋的提升部件的初始方法来制造散装袋。如上所述,由于聚丙烯的强度、柔性和成本的结合,聚丙烯一直是首选的织物。
热密封技术在诸如使用聚乙烯或PVC织物的工业塑料织物行业中是众所周知的。现有技术方法一直比较简单。将织物加热到比聚乙烯的熔化温度高的温度,然后以足够大的力将织物部分挤压在一起,从而将所有熔化的叠层涂层从织物之间挤出并允许织物直接接合在一起。热封设备的有用之处在于能够比缝纫机更易进行自动化。热封设备具有少得多的移动部分,并且由于可靠的重复性而能够进行电子监管。
在现有技术中,将聚乙烯织物加热至高于其熔点的温度,然后以足够大的压力(例如,20磅每平方英寸(137千帕))将其挤压在一起,从而确保织物以预定时间量接触并接合而制成接合部。该接合部的强度通常为材料的原始强度的大约80%到85%。因为这些材料与聚丙烯相比不是那么的高度定向,所以该高热方法产生了可以接受的接合部。在现有技术中,通常可以跨越整个接合区域施加大约20磅每平方英寸(137千帕)的压力以将叠层挤出。以显著高于聚乙烯织物的熔点的温度施加热量,以使得叠层会液化,并且编织部的表面也会熔化。然后,将液化的叠层从织物之间挤出,并利用织物本身的熔化表面来制成接合部。一些聚乙烯织物的示例熔点可以为235华氏度或265华氏度(112.8摄氏度或129.4摄氏度)。现有技术中制造高密度聚乙烯织物或低密度聚乙烯织物,并且不同的聚乙烯织物可具有不同的熔点,其中,低密度聚乙烯的熔点通常比高密度聚乙烯的熔点低。在现有技术中,应用例如425华氏度到500华氏度(218.3摄氏度到260摄氏度)的温度来熔化层压薄膜和聚乙烯织物。另外,聚乙烯的拉伸强度比尺寸相似的聚丙烯约小30%,并且具有非常大的伸展量。因此,当用于制造承载巨大的散装袋重物(例如重达4400磅(1996千克))的袋时,聚乙烯并不是很有用的替代织物。
然而,聚丙烯是高度定向的,以使得使用要求超过织物熔点的温度的当前热封程序或标准热封程序会导致织物本身的强度极大退化。关于开发本发明而进行的测试表明:当通过标准热封方法接合聚丙烯织物时,平均拉伸强度损失为大约50%,其中,织物被加热到超过织物熔点的温度。这随后导致接合强度显著低于当前可通过缝纫聚丙烯织物实现的接合强度。这样,可优选使用更厚强度更大的织物,以使得生产的产品的最终强度会安全提起该产品所必须的要求重量。另外,这种以标准热封方法通过热封聚丙烯织物生产的接合部在接合区域显示一种度量的结晶,该结晶也减小了织物在接合区域中的柔性。
本行业存在这样的需求,即生产包括具有比通过热封聚乙烯织物的现有技术方法实现的接缝或接合部强度更大的热封接缝或接合部的聚乙烯织物的产品。
考虑到针频繁折断和缝纫需要操作人员更换针以及修补未适当施加的针脚,本行业存在这样的需求,即通过密封而不是通过将部分或织物件缝合在一起生产包括聚丙烯的产品,包括织物散装袋。
本行业还存在这样的需求,即,通过密封而不是通过将部分缝合在一起生产包括聚丙烯或聚乙烯织物的产品,例如织物散装袋。使用缝纫机生产散装袋涉及例如大量劳动,并且一直可能会有线污染,并且总是要考虑通过缝纫接缝撒漏粉末。
虽然缝纫机可以进行自动化,但缝纫机一直不能以自动化的方式运行。线会随着热量积聚而断开,并且需要操作人员用新的线重新为机器上线。这些机器以高速操作且经常跳线。这就要求操作人员观察该质量问题并及时修补。
以下现有技术通过参考并入本文。


发明内容
本发明的装置和方法以简便直接的方式解决了本领域中面临的问题。本发明提供了在不使用缝纫机和缝纫线的情况下连接编织聚丙烯织物或类似织物的替代方法。本发明还提供了用于在不使用缝纫机和缝纫线的情况下连接聚乙烯织物的方法。本发明在散装袋生产中有用,并且还适用于在希望不使用缝纫机情况下连接聚丙烯织物、聚乙烯织物或类似的织物的任意产品。本发明还涉及以最少的劳动力生产涉及连接聚丙烯织物或类似织物的产品(包括散装袋)的能力,从而允许在全世界需要这些产品的所有区域中生产这些产品,而不是仅在全世界的那些具有大量廉价劳动力的区域大量生产。
因而,本发明的目标是提供用于在生产散装袋和其它柔性织物产品或容器过程中缝纫聚丙烯或其它类似织物的替代方案。本发明旨在提供在不使用缝纫机和缝纫线的情况下连接编织聚丙烯织物或类似织物的替代方法。该发明在散装袋生产中有用,该发明还适用于在希望不使用缝纫机情况下连接聚丙烯织物或类似织物的任意产品。例如,本发明还可对较小的袋(用于容纳25磅到100磅(11千克到45千克))有用。
本发明的另一目标是设计可为构造柔性织物容器中的自动化而利用简单机器人的密封系统。
本发明的另一目标是通过热封而非缝纫制成的柔性织物袋或产品具有如下诸多优势:低工资内容;减少或消除的缝纫线污染、允许撒漏出产品或撒漏入水汽和污染物的新针孔;通过计算机化生产控制的更一致的品质,而不是通过具有由手工生产方法产生的所附的所有一致性问题的手工制造。
本发明的另一目标是通过热封制造的柔性织物产品会对那些任何线污染都会危害其产品质量的公司具有更大的市场吸引力。这种公司在食品或电子或医学或药品行业。因为不存在缝纫,所以这些袋不会有对事物造成危害的线。
本发明的另一目标是提供对那些关注通过由缝纫过程留下的针孔撒漏其产品的公司具有巨大吸引力的柔性织物产品。这种公司可包括炭黑公司,这种公司的产品即使很微小的量也会造成极大混乱。其它公司可包括这样的公司,该公司的产品会进入敏感的终端用户环境,在这样的环境中,它们少量的产品便会污染该区域。
本发明的另一目标是提供不需要聚乙烯衬层的柔性织物产品。这对使用聚乙烯衬层来防止撒漏和污染的公司很有用。例,如衬层使得更难以用散装袋工作,并且显著增加了整个产品的成本。
本发明的另一目标是提供允许各公司追求对编织织物产品生产的完全自动化的方法。
本发明的另一目标是以对原始织物最小的损害提供热封接合部,以通过促进自动化生产减少劳动成本以及促进减小织物重量和厚度同时通过更高的接缝效率来提供相似总强度,从而允许更低的成本。
本发明的另一目标是在无需缝合的接缝或者缝纫机的情况下使用可自动化的热封设备生产聚丙烯产品。在无需缝合的接缝或缝纫机的情况下,使用热封方法生产包括与聚丙烯类似的织物的产品也是本发明的目标。
本发明的另一目标是促进用于生产大型织物袋的机器人或自动化系统,例如使用机器人或其它自动化系统生产聚丙烯散装袋或障碍单元以例如当填满沙子等时形成拦洪坝。
本发明的另一目标是提供一种热封聚丙烯产品,该热封聚丙烯产品可在人不接触产品内部的情况下制造,以便保持无菌产品,并且协助消除对聚丙烯存储产品的细菌污染的担忧,以及消除通过缝纫孔渗漏的可能性,以使得产品可用于医学应用,例如在制药工业中的应用。
在本发明的开发过程中进行了测试和实验。例如,利用热封聚丙烯织物进行了测试和实验。测试结果显示这些织物对于强度是高度定向的。聚丙烯的分子结构以及这种高度定向使得很难使两件这种材料连接。为了接合聚丙烯织物件,需要的热的水平使得聚丙烯织物在该水平简单结晶,从而使织物变脆且对提起大重量的目的无益处,然而,例如散装袋通常用于该目的。
除使织物结晶化外,使用本领域中公知的标准程序热封聚丙烯织物还产生具有两种明显不同强度的接缝。在接缝操作中,包括当缝纫时,存在“抗剪强度”和“剥离强度”。例如,当直上拉时,缝纫至散装袋的侧壁的提环具有惊人的强度,因为这个动作利用了这个接合部的抗剪强度,在此处整个接合部始终分担负荷。但是如果该袋卧在其侧面并且通过一个环拾起,则接合部暂时进入剥离强度成为关键的位置,在这个位置接合部的一个边缘受到侵害。因而,在抗剪强度位置中,整个接合部始终分担负荷。而在剥离强度位置中,仅接合部的一个边缘受侵害或承担负荷。如该边缘失效,则下一个边缘然后下一个边缘依次失效。
因为经由热封安装在散装袋中的任意内部板均可通过从两侧填充材料重量而受到侵害,所以当以用于构造例如散装袋的热封聚丙烯织物进行实验时,考虑了该剥离强度相对抗剪强度的问题。另外,很难在现场控制所有填充情况。本发明的目标是生成会在两个方向上均发挥作用的接缝。本发明的目标还在于开发将总具有起作用的抗剪强度的不同接缝配置。
当测试用于织物容器内部的板时,例如用于防洪墙,开发和使用了倒“T”形接缝构造。测试显示,如果力来自“T”的右侧,则密封或接合部的右侧将受剪力且左侧将受剥离。但右侧将会以其全部抗剪强度来保护左侧。如果负荷或力来自左侧,则接缝会相反地发挥作用,以左侧上的抗剪强度保护右侧上的剥离。
在用聚丙烯织物进行的进一步测试中,测试用于制造与聚丙烯织物的可用接合的不同胶。使用Super Glue的测试结果显示Super glue没有实现20磅(9千克)的抗剪强度。
还使用了不同类型的织物进行测试。聚乙烯织物与聚丙烯类似,但不像聚丙烯的那么高度定向,并且包括聚乙烯的许多产品一直使用标准热封方法制成。
使用聚乙烯织物的测试和实验显示,聚乙烯织物通常比聚丙烯织物弱约30%。关于热封聚乙烯织物,以生产散装袋进行了测试。如上所述,考虑到聚丙烯织物的强度更高,聚丙烯在散装袋工业中一直是优选的。
热封的现有技术方法通常涉及足够高的热以及足够大的施加的压力,从而熔化基础织物并且将它们接合在一起。该方法有目的地熔化任何施加的涂层,并通过高压力水平将施加的涂层挤到旁边,以使得可将基础编织材料接合在一起。该方法对聚乙烯织物一直很成功,并且因为所依赖的强度来自于编织织物,所以该方法是必需的。施加涂层通常是为了提供灰尘控制和/或湿度控制。当时用于施加叠层的技术没有提供涂层对织物本身的、强度可靠的附接。因此,接合织物的技术通过熔化叠层的材料并将它们从织物之间挤出来故意熔掉叠层的材料。
在现有技术中,上述标准方法一直应用于在至少一侧上有层压薄膜薄层的编织织物,例如1mil或2mil(0.0254mm或0.0508mm)的层。对于聚乙烯织物,标准层压薄膜或涂层通常包括聚乙烯或者聚乙烯和其它添加剂的混合物。标准现有技术方法施加压力以将层压薄膜或涂层从聚乙烯织物层之间挤出,从而允许织物件熔化并接合在一起。通常,在本技术中,层压薄膜或涂层并不非常牢固地附接至编织织物。因此,如果接合部包括层压薄膜本身,那么,因为层压薄膜至编织织物的附接薄弱,叠层就成为接合部失效的原因。
为了确定接合强度,叠层的编织织物可在接合前进行抗拉测试,以得到织物的基线强度。例如,织物在其原状态下可能在200磅每英寸(3572千克每米)时断裂。然后,可使两片织物可接合,之后再拉坏。所得例如160磅每英寸到165磅每英寸(2857千克/米到2946千克/米)的强度意味着所得接合部由于封在一起而损失17%到20%的总织物强度。虽然该接合强度基于当前工业标准可以是足够的,但它仍表示成本效率显著低下。
在本发明的方法的实施方式中,该方法通过接合叠层而不是通过接合织物提供了聚乙烯织物件之间的热熔接合。当前叠层方法在编织织物与叠层之间产生非常强且非常可靠的附着率或连接率。通过将叠层保留在织物之间的固定位置并且不使织物件接合,本发明的改善后的密封方法将叠层的强度增加到接合部的总强度中。另外,因为本发明的方法不通过熔化编织部损坏织物,所以密封接合部几乎保留了基础编织织物的所有强度。小百分比的强度损失,例如可能损失百分之二到三的强度,是通过本方法中发生的熔化和熔合对叠层薄膜损坏极小的结果。
在现有技术中,通常可以跨越整个接合区域施加大约20磅每平方英寸(137千帕)的压力以将挤出叠层。以显著高于聚乙烯织物熔点的温度施加热量,以使得叠层会液化,并且编织部的表面也会熔化。然后,将液化的叠层从织物之间挤出,并且用织物熔化的表面本身来制成接合部。一些聚乙烯织物的示例性熔点可以为235华氏度或265华氏度(112.8摄氏度或129.4摄氏度)。现有技术中制造高密度聚乙烯织物或低密度聚乙烯织物,并且不同的聚乙烯织物可具有不同的熔点,其中,低密度聚乙烯的熔点通常比高密度聚乙烯的熔点更低。在现有技术中施加例如425华氏度到500华氏度的温度以熔化层压薄膜和聚乙烯织物。
本发明的方法的实施方式包括使用使基底或编织材料保持不熔化且未受损而熔化叠层的、受控的热、时间和压力量接合聚乙烯织物。压力水平保持足够轻以使略微熔化的叠层留在原地,而不是故意将叠层从接合部的编织部之间挤出。
本发明的另一实施方式包括热封聚乙烯织物的方法,该方法包括使用使基底或编织材料保持不熔化且未受损而熔化叠层的、受控的热、时间和压力量接合聚乙烯织物。
在热封聚乙烯织物的方法的另一实施方式中,压力水平保持足够轻以使略微熔化的叠层留在原地,而不是故意将叠层从接合部的编织部之间挤出。
在热封聚乙烯织物的方法的另一实施方式中,密封在剪切方向上提供90%到97%的接合强度。
在热封聚乙烯织物的方法的另一实施方式中,密封包括92%到95%的强度。
在热封聚乙烯织物的方法的另一实施方式中,密封包括96%到97%的强度。
在热封聚乙烯织物的方法的另一实施方式中,该方法包括将聚乙烯织物件上的层压薄膜或涂层刚好加热到聚乙烯织物的熔点或略高于聚乙烯织物的熔点,以使得仅使叠层熔化且液化。然后,使用小压力,例如5到6磅每平方英寸(34到41千帕),使织物件的叠层接合在一起,而不是将叠层推离并接合下面的织物。在热封聚乙烯织物的方法的另一实施方式中,该方法提供与原始织物的强度相比具有90%到97%的强度的热熔化聚乙烯密封或接合部。
本发明的另一实施方式包括热熔化聚乙烯织物以生产散装袋。在本发明的聚乙烯散装袋的实施方式中,该袋不会包括提环但是会包括织物通道,与仅使用织物的小部分来提升的提环袋相比,织物通道会将整个袋织物的强度用于提升。用于本发明的实施方式的测试结果显示,由聚乙烯织物制成的热封散装袋在失效前保持超过18000lbs(8165kg)的液压。以5比1的安全比,该袋对承载高达3600lbs(1633kg)的应用有用。在该实施方式中,该方法运用了袋两侧上的所有织物。另外,织物加倍,所以热封将会位于袋的底部上,并且受到保护以免于受到任何潜在剥离力。尽管热熔化聚乙烯袋具有几乎50%的更多材料,但是袋的该实施方式仍消除了与经由缝纫方法生产织物散装袋相关联的大量劳动。
在热封聚乙烯织物方法的另一实施方式中,使用脉冲热封装置在受控的时间将受控的热量传送到织物的具体部分,这导致了两英寸宽的密封。在热封聚乙烯织物的方法的另一实施方式中,这些密封在剪切方向上提供90%到97%的接合强度。
在热封聚乙烯织物的方法的另一实施方式中,热封装置可以自动化,并且可以附接传感器以检测时间、热量和压力。这些读数可以传送到控制室中的观察站中。机器人可以将材料从工作站移动到工作站,并且织物可以以机器人的方式进行定位和密封。
在热封聚乙烯织物方法的另一实施方式中,使用相对低的热量和低压力,仅仅接合涂层本身。这使得织物保持完全不受损和不弱化。事实上,此时涂层的强度增加到整体接合强度中,而不是在当前方法中被挤出去。通过所产生的接合强度,此时能够比用当前通常使用的将织物缝纫在一起的方法所做到的、更少的材料提起更大的重量。
当开发热封聚乙烯散装袋的实施方式时,考虑了以下因素。第一,散装袋生产可能需要在方向上的许多变化以及用于热封设备的不同形状或特殊形状。第二,用于聚乙烯散装袋的安全水平会优选与聚丙烯织物散装袋的安全水平相似,聚丙烯织物散装袋的安全水平强了30%。
当测试热封聚乙烯散装袋的实施方式时,结果示出了93%的接合效率。
在本发明的聚乙烯散装袋的实施方式中,消除了提环并替换以织物通道,与仅使用织物的小部分来提升的提环袋相比,织物通道会使用整个袋织物的强度来提升。
构造了实验模型以确定并评估任何实际问题。在一个实施方式中,测试结果显示,由聚乙烯织物制成的热封散装袋在失效前保持18000lbs(8164kg)以上的液压。以5比1的安全比,该袋可以售出以用于承载高达3600lbs(1632kg)的应用。在本实施方式中,该方法运用了袋两侧上的所有织物。另外,织物加倍,因此,热封将位于在袋的底部上,并且受到保护以免于受到任何潜在剥离力。这意味着热熔聚乙烯袋具有几乎50%的更多材料。然而,袋的该实施方式仍消除了与经由缝纫方法生产织物散装袋相关联的大量劳动。
本发明的方法的实施方式是以一种方式生产包括聚丙烯织物的散装袋或任何柔性织物容器的方法,该方式可产生以使得会为了最大强度而将每个热封接合部上的固有应力在剪切方向上施加至接合部或接缝。在优选实施方式中,生产聚丙烯散装袋的方法会利用最少70%的纯VERSIFYTM3000(陶氏化学公司(Dow Chemical Company)的商标)和25%聚乙烯的混合物、以及5%的、诸如颜料或紫外线(UV)抑制剂的其它添加剂。其它潜在添加剂可包括抗静电保护剂。在适当密封的情况下,本系统会生产产生标准5盎斯每平方码(169.53克每平方米)的编织聚丙烯强度的、92%的平均接合强度的热封接合部。
本发明的另一实施方式包括通过以下步骤接合高度定向聚丙烯编织织物的方法:以材料涂覆织物,其中一片待接合的织物以包括VERSIFYTM3000的材料涂覆,该包括VERSIFYTM3000的材料的熔点比聚丙烯织物的熔点低,其中,另一片待接合的织物以标准工业涂层涂覆;将包括VERSIFYTM3000的涂层加热到其较低的熔点;以及用足够轻的压力接合涂层,以允许涂层留在原地并大体防止编织织物被接触。
在本发明的实施方式中,涂层的强度增加到整体接合强度中,并且产生的接合强度允许以比用当前常用的、将织物缝纫在一起的方法能够做到的更少的材料提起更大的重量。
在本发明的另一实施方式中,将包括适当百分比的VERSIFYTM3000涂层、或者熔点比聚丙烯织物熔点低的其它适当的丙烯弹性体或塑性体涂层施加到一片聚丙烯织物的至少一侧,并且将标准工业涂层施加到另一片聚丙烯织物的至少一侧。用于聚丙烯织物的标准工业涂层通常包括大百分比的聚丙烯以及小百分比的聚乙烯。将包括VERSIFYTM3000涂层或者熔点比聚丙烯织物的熔点低的、其它适当的丙烯弹性体或塑性体的织物件定位为与包括标准涂层的织物件重叠,并且定位成使得涂层相接触。施加低热和低压以熔化涂层并在聚丙烯织物的涂层之间形成接合部。因为标准涂层成本比例如包括VERSIFYTM3000的涂层的成本低,所以本发明的该实施方式是有成本效益的。当接合包括VERSIFYTM3000涂层的一个织物以及接合包括标准涂层的另一个织物时,测试结果显示了相似的接缝强度。因为标准涂层便宜得多,所以可以节约可观的成本。在优选实施方式中,可将VERSIFYTM3000涂层或熔点比聚丙烯织物的熔点低的其它适当的弹性体或塑性体、以及标准涂层均施加至2.5mil(0.0635mm)厚。在本发明的优选实施方式中,以2.5mil(0.0635mm)的厚度施加涂层。通常,在现有技术中,以1mil(0.0254mm)的厚度施加标准工业涂层。
在本发明的方法的实施方式中,该方法用于生成用于聚丙烯织物的新形式的热焊缝,该热焊缝在剪切位置提供高达95%的接缝强度。本发明的目标是使用该接缝方法来生成有市场竞争力的、安全改善了的散装袋。
生产柔性织物袋的方法的另一实施方式包括以下步骤:用100%的VERSIFYTM3000或VERSIFYTM3000和聚乙烯的组合物涂覆聚丙烯织物;以及以仅将涂层焊接在一起而是将不焊接织物的方式,使用热和最低压力的组合接合织物(具体不仅是边缘)。因而,生产强度比原始无涂覆织物强度大的接合部。
本发明的方法的实施方式包括:与设法组合织物本身相比,使用热量组合织物的叠层的涂层。因为涂层的熔点比织物本身的熔点略低,所以本发明接合聚丙烯织物而不破坏原始织物的拉伸强度。
在本发明的实施方式中,脉冲热封设备用于在受控的时间量将受控的热量传送到织物的指定部分,这产生了2英寸(5.08cm)宽的密封。在本发明的实施方式中,这些密封在剪切方向上提供了85%到96%的接合强度。
在本发明的实施方式中,热封设备可被自动化,并且可附接传感器来监测时间、热量和压力。这些读数可以传送到控制室中的观察站中。机器人可将材料从工作站移动到工作站,并且织物可以以机器人的方式进行定位和密封。
本发明的方法的实施方式使得能够生产以机器人的方式制造的散装袋,该生产需要极少的劳动,其中,散装袋在袋的内部将不会有人类接触,以便防止人类细菌污染物。
本发明的实施方式包括用于生产大型织物袋的机器人或自动化系统,例如使用机器人或其它自动化系统生产聚丙烯散装袋或障碍单元以例如当填满沙子等时形成拦洪坝。
本发明的另一实施方式包括可放入40英尺出口集装箱或其它适当的运输器具的简单机器人系统或自动化系统,然后可以带到任何潜在的洪水地点或工程地点,并且开始就地生产例如500英尺长的织物袋或容器或单元。机器人系统或自动化系统与用于制造例如用于房屋和公寓的无边流水槽的系统类似。在本发明的另一实施方式中,自动化系统或机器人系统还使得能够就地生产成各种长度尺寸的其它聚丙烯或类似的织物产品,该各种长度尺寸可适合于具体目的或工程。
在本发明的另一实施方式中,提供了生产柔性织物袋的方法,该方法包括以下步骤:涂覆具有热熔接缝的聚丙烯织物,热熔接缝包括VERSIFYTM3000、或者熔点低于聚丙烯织的物熔点的其它丙烯弹性体或塑性体的组合物,并且包括聚乙烯;提供织物件,其中,每个织物件都具有涂覆侧和未涂覆侧;定位织物件,以使得一个织物件的涂覆侧面对另一织物件的涂覆侧,选择织物的、用于形成一个或多个接缝或连接部的待接合区域,并且以待接合区域的小于2磅每平方英寸(13.8千帕)的压力下在接合部处将热量施加到涂覆织物上,从而形成在接合抗拉测试中具有至少90%接合效率的接合部。
生产柔性织物袋的方法的另一实施方式包括以下步骤:以VERSIFYTM3000、或熔点低于聚丙烯织物熔点的其它适当的丙烯弹性体或塑性体、以及聚乙烯的组合物涂覆聚丙烯织物;接合涂覆织物的边缘,在小于2磅每平方英寸(13.8千帕)的压力下在接合部处将热量施加到涂覆织物上,从而形成在连接处抗拉测验中具有至少90%的接合效率的接合部。
生产柔性织物袋的方法的另一实施方式包括以下步骤:以100%的VERSIFYTM3000、或熔点比聚丙烯织物的熔点低的其它适当的丙烯弹性体或塑性体涂覆聚丙烯织物,或者以VERSIFYTM3000、或者熔点低于聚丙烯织物熔点的其它适当的丙烯弹性体或塑性体、以及聚乙烯的组合物涂覆织物;以及以仅将涂层焊接在一起而不焊接织物的方式,使用热量和极小压力的结合接合织物(具体地不仅是边缘),从而生产强度比原始无涂覆织物的强度更大的接合部。
在本发明的另一实施方式中,柔性袋中的所有重量承载点都设计成当该袋恰当使用时焊接接合部将在剪切方向上受到压力。
在本发明的另一实施方式中,如果设置提环,还以在提环接缝的顶部之上应用以保护提环免受剥离力的保护性材料件的附加件来保护提环免受剥离力。
本发明的实施方式包括生产具有热熔接缝的柔性聚丙烯织物袋的方法,该方法包括:提供织物件,其中,每个织物件都具有涂覆侧和未涂覆侧;定位织物件,以使得一个织物件的涂覆侧面对另一个织物件的涂覆侧;选择织物的、用于形成一个或多个接缝或接合部待接合区域;将低于织物熔点的热量施加到待接合的区域,从而形成一个或多个接缝或接合部。
在本发明的方法的另一实施方式中,织物件之间的接缝或接合部一次形成一个,从而生产柔性聚丙烯织物散装袋。
在本发明的方法的另一实施方式中,织物件之间的接缝或接合部在单个步骤中接合以生产柔性聚丙烯织物散装袋的主体。
在本发明的方法的另一实施方式中,在不使用缝纫机的情况下,柔性聚丙烯织物散装袋的接缝或接合部保留至少85%的织物强度。
在本发明的方法的另一实施方式中,柔性聚丙烯织物散装袋的接缝或接合部保留至少90%的织物强度。
在本发明的方法的另一实施方式中,柔性聚丙烯织物散装袋的接缝或接合部保留至少96%的织物强度。
在本发明的方法的另一实施方式中,在不使用缝纫机的情况下,保留至少100%的织物强度。
在本发明的方法的另一实施方式中,织物件是分立的。
在本发明的方法的另一实施方式中,结合涂层与织物件的一侧大致同等延伸。
在本发明的方法的另一实施方式中,对于每个接缝或接合部,一个织物件的接合涂层部形成一个接缝或接合部的一半,而另一个织物件的接合涂层部包括同一接缝或接合部的另一半。
本发明的另一实施方式包括在单个步骤中生产具有热熔接缝的柔性织物袋的方法,该方法包括:a.提供8层柔性织物,该8层柔性织物包括:i.用于顶板的顶层,具有平坦侧;ii.用于体部板的第二层,具有平坦侧;iii.用于体部板的第三层,具有打褶侧;iv.用于顶板的第四层,具有打褶侧;v.用于顶板的第五层,具有打褶侧;vi.用于体部板的第六层,具有打褶侧;vii.用于体部板的第七层,具有平坦侧;viii.用于顶板的第八层,具有平坦侧的;b.其中,织物层包括涂覆层;c.将柔性织物的各层定位成使得所有旨在进行接合的区域都具有面对涂层的涂层,并且所有旨在不进行接合的区域都是面对未涂覆织物的未涂覆织物;d.将织物的各层定位成使得存在织物层的重叠;e.在密封条之下将织物的重叠部置于中心;以及f.施加低热和低压以生成热熔接缝。
在本发明的方法的另一实施方式中,该方法包括脉冲加热。
在本发明的方法的另一实施方式中,将热量从顶部方向和底部方向施加至柔性织物层。
在本发明的方法的另一实施方式中,将热量从一个方向施加至柔性织物层。
本发明的另一实施方式包括聚丙烯容器,该聚丙烯容器包括热熔接缝,其中,接缝包括“T”形,并且其中,当在右侧方向上施加力时,处于剪切位置的“T”接缝的右侧使得处于剥离位置的左侧能够受保护,并且其中,当在左侧方向上施加力时,处于剪切位置的“T”接缝的左侧使得处于剥离位置的右侧能够受保护。
本发明的另一实施方式包括用于生产具有热熔接缝的柔性织物袋的自动化生产的方法,该方法包括:a.提供柔性织物层,包括管状柔性织物,其中,一些层打褶并且一些层是平坦的,以及其中,柔性织物层包括涂层;b.将管状柔性织物层定位成使得打褶层包括在外部上的涂层且平坦织物层包括在其打褶部的内部上的涂层;c.将织物层定位成使得一层与相邻层重叠;以及d.将低热和低压施加到织物层的重叠部以生成热熔接缝。
生产具有热熔接缝的柔性织物袋的方法的另一实施方式包括:a.提供织物件,其中,每个织物件都具有涂覆侧和未涂覆侧;b.施加低于待接合的织物件的熔点的热量以用于接合织物件,从而生成一个或多个接缝或接合部,其中,对于每个接缝或接合部,一个织物件的涂覆侧会形成接缝的一半,并且会面对用于形成该接缝的另一半的另一织物件的涂覆侧。
在本发明的另一实施方式中,一个或多个接合部具有等于或大于织物强度的85%的接合强度。
在本发明的另一实施方式中,在不使用缝纫机的情况下,一个或多个接合部具有等于或大于织物强度的85%的接合强度。
在本发明的另一实施方式中,织物的重叠部分为1.5英寸(3.81cm),并且织物的重叠部中心定在2英寸(5.08cm)宽的密封条之下。
附图说明
为了进一步理解本发明的本质、目标和优势,应参考以下结合附图阅读的详细说明,其中相同的参考标号代表相同的元件,在附图中:
图1A和图1B为示出来自在织物的纬向纱线和经向纱线上使用标准缝纫接缝方法的、用于散装袋结构的现有技术接缝的测试结果的对比数据的图表;
图2示出了现有技术的简单缝纫接缝;
图3A示出了现有技术的预缝边的缝纫接缝;
图3B示出了现有技术的、处于填满位置的袋的预缝边的缝纫接缝;
图4为示出了本发明的融合热接缝散装袋的测试结果的图表;
图5为具有热熔接缝的、本发明的散装袋的立体图;
图6至图7为现有技术的缝纫接缝袋和缝合过程的现有技术图;
图8示出了缝纫时现有技术接缝的位置;
图9示出了满袋时现有技术缝纫接缝的位置;
图10示出了本发明的实施方式的热熔接缝;
图11示出了本发明的热熔密封方法的实施方式中热封条的使用;
图12A示出了本发明的热熔密封袋的实施方式的填充喷口或排出喷口;
图12B示出了本发明的热熔密封袋的实施方式的顶板或底板;
图12C示出了本发明的热熔密封袋的实施方式的管状体部板;
图13A示出了本发明的热熔密封袋的实施方式的折叠的填充喷口或排出喷口的端视图;
图13B示出了本发明的热熔密封袋的实施方式的折叠的顶板或底板的端视图;
图13C示出了本发明的热熔密封袋的实施方式的折叠的袋体部的端视图;
图13D示出了本发明的热熔密封袋的实施方式的折叠的顶板或底板的侧视图;
图14示出了本发明的热熔密封袋的实施方式的整体图;
图15示出了本发明的热熔密封方法的实施方式中的织物的分层;
图16示出了本发明的热熔密封方法的实施方式中的织物的分层;
图17示出了本发明的热熔接缝的样品,其中,壁的织物加倍;
图18示出了本发明的融合热密封织物袋的整体图;以及
图19示出了本发明的热熔密封的独立视图,其中在密封点处的织物边缘重叠。
具体实施方式
在本发明的方法中,提供了基本上不损坏聚丙烯织物的强度而仍获得等于或超过当前缝纫方法的强度的最终接合强度的热封方法。在测试过程中,使用本发明的方法生产的产品已实现了为聚丙烯织物强度的90%到102%的接合强度,该接合强度显著高于通过缝纫实现的接缝的接合强度。
在本发明的实施方式中,本发明会有助于并使散装袋生产能够自动化,从而能够将工厂的位置开放到全球。由于改善了接合强度,本发明会使得能够使用更薄的材料来实现提起相似的重量。
在本发明的实施方式中,适当的涂层,例如,由陶氏化学公司(Dow ChemicalCompany)生产的产品VERSIFYTM3000,被施加到聚丙烯织物或类似织物上,并且从跨接合区域的从1.5英寸(3.81cm)的热封为聚丙烯织物提供高达每直线英寸240磅的握力或者抓力(4286千克/米)。在另一实施方式中,涂层,例如,由陶氏化学公司(Dow Chemical Company)生产的产品VERSIFYTM3000,被施加到聚丙烯织物或类似织物上,并且提供高达每直线英寸200磅的握力或者抓力(3572千克/米)。在优选实施方式中,涂层的熔点比接合在一起的织物的熔点低。该热封方法是对现今纺织织物工业中的已知技术的改进。
适当的涂层可为丙烯塑性体和弹性体,例如VERSIFYTM3000。涂层可包含例如按重量占50%到90%的基于聚丙烯的聚合体以及占50%-10%的聚乙烯。
在本发明的优选方法中使用的、用于热接合聚丙烯织物的涂层中,可使用10%至99%、优选20%至95%、更优选30%至95%,以及最优选75%至90%的丙烯塑性体、弹性体或其组合。
可使用0%至5%的、用于颜色、抗静电或其它目的的添加剂(这些添加剂不会在本质上影响涂层的性能,并且因为这些添加剂比丙烯和聚乙烯更昂贵,所以通常被降至最少)。
优选地,余量为聚乙烯塑性体、弹性体或它们的组合。
优选地,丙烯塑性体、弹性体或其组合密度为0.915到0.80克每立方厘米,更优选为0.905到0.80克每立方厘米。优选地,聚乙烯塑性体、弹性体或其组合的密度为0.91到0.925克每立方厘米。通常,应使用至少5%的低密度聚乙烯以使涂层起作用,且优选为至少10%的低密度聚乙烯。
示例
在本发明的优选实施方式中,织物仅加热到涂层熔点,该涂层熔点比与涂层接合在一起的织物的熔点低。在本发明的优选实施方式中,接合温度比待接合的聚丙烯织物的熔点低至少5度。不同的聚丙烯织物会具有不同的熔点,并且,在本发明的方法的实施方式中,接合温度部比待接合的具体聚丙烯织物的熔点低至少5度。示例性聚丙烯织物的熔点可为320华氏度(176.7摄氏度),因而在本发明的实施方式中,涂层会被加热到315华氏度(157.22摄氏度)。通过使用比聚丙烯织物低的热,本发明的方法不会像在使用用于热焊接的现有技术高热公式时通常发生的一样损坏或减小织物的强度。另外,在本发明的实施方式中,用来制造密封的夹紧压力设计为低到(例如,7磅每平方英寸(48千帕))足以使涂层大部分留在原地并且待接合的材料大部分通过涂层分离。夹紧压力还可更低,例如低于2磅每平方英寸(13.8千帕)。通常,在现有技术的热封方法中,夹紧过程设计为有目的地熔化织物上的任意涂层并将任意涂层推到旁边,并直接接合织物纱线。当织物纱的任何部分被加热到并超过其熔点并且与高压力(例如20磅每平方英寸(137.9千帕))组合在一起时,纱被减薄、减弱并且部分结晶。
本发明的目标是将织物热熔化在一起。在本发明的优选实施方式中,不将织物加热到越过其熔点,这在防止织物强度的退化上很有用。在本发明的优选实施方式中,仅将织物加热到涂层熔点,该涂层熔点比接合在一起的织物的熔点低。在本发明的优选实施方式中,接合温度比待接合的聚丙烯织物的熔点低至少5度。不同的聚丙烯织物会具有不同的熔点,并且,在本发明的方法的实施方式中,接合温度比待接合的聚丙烯织物的熔点低至少5度。(示例性聚丙烯织物的熔点可为320华氏度(176.7摄氏度),因而在本发明的实施方式中,会将涂层加热到315华氏度(157.22摄氏度))。通过使用比聚丙烯织物低的热,本发明的方法不会像使用用于热焊接的现有技术的高热公式时通常发生的一样破坏或减小织物的强度。另外,在本发明的实施方式中,用来制造密封的夹紧压力设计为低到(例如,7磅每平方英寸(48千帕))足以使涂层大部分留在原地并且待接合的材料大部分通过涂层分离。夹紧压力还可更低,例如低于2磅每平方英寸(13.8千帕)。通常,在现有技术的热封方法中,现有技术的夹紧过程设计为有目的地熔化织物上的任意涂层并将任意涂层推到旁边,并直接接合织物纱线。自然,当织物纱的任何部分被加热到其熔点并超过其熔点,并且与高压力(例如20磅每平方英寸(137.9千帕))组合在一起时,纱被减薄、减弱并且部分结晶。
在本发明中,通过使用低热和低压仅接合涂层本身。这就保持织物完全不受损伤和减弱。事实上,此时涂层的强度可增加到整体接合强度中而不是在当前方法中将涂层挤出。通过所产生的接合强度,与将织物缝纫在一起的现有技术方法所做到的相比,本发明使得能够以更少的材料提起更高的重量。
如前所述,在优选实施方式中,涂层材料的熔点比待接合的织物的熔点低。在优选实施方式中,该过程中的涂层材料可为任意适当的一种或多种材料,该一种或多种材料可用来成功地执行该过程,并且能够从一系列涂层材料中选择。适当的涂层可为例如丙烯塑性体和弹性体,例如,由陶氏化学公司(Dow Chemical Company)生产的产品VERSIFYTM3000。适当的涂层按重量可包含50%到90%的基于聚丙烯的聚合体以及10%到50%的聚乙烯。VERSIFYTM是陶氏化学公司(Dow Chemical Company)的、用于以下丙烯-乙烯共聚物的注册商标:用作生产薄膜、纤维和各种模制塑性物质的原材料的丙烯-乙烯共聚物;用作生产用于制造涂覆织物、人造革、软触摸柄、鞋硬衬以及柔性顶面膜的化合物的原材料的丙烯-乙烯共聚物。
在本发明的优选实施方式中,该方法将利用至少70%的纯VERSIFYTM3000、25%的聚乙烯以及5%的诸如UV保护物和颜色的添加剂的混合物。通过使用100%的纯VERSIFYTM3000,本发明的方法在剪力接合抗拉测试中实现了高达96%到102%的接合效率,而在70%的VERSIFYTM3000,在相同的测试中获得了91%到95%的接合效率。(所得到的百分比基于所测试的织物的平均强度。在所测试的织物的任意段中都通常存在大约5%的可变强度。)
以下参照附图,图1A至图1B中所示的图标示出了来自在织物的纬向纱线和经向纱线上使用标准缝纫接缝方法对用于散装袋结构制成的接缝上执行的测试的对比数据和结果。在散装袋工业中有用于制造现有技术接缝的多个方法。在图2至图3中示出了最常用的接缝。
图2示出了简单的缝纫接缝。在图2中,示出织物13具有缝纫针脚接缝11和织物折叠部15,其中,织物向后折叠在其自身上,从而生成接缝。如图所示,简单接缝只是待缝合在一起的两个织物件的向后折叠。该简单接缝防止联锁编织部在散装袋使用中经常发生的极端压力下简单地从织物的边缘滑脱。该接缝通常产生大约58%的接合强度。
图3A示出了预缝边的接缝,预缝边的接缝通过不仅在制造接合部前向后折叠织物还通过将织物的向后折叠部缝合到织物本身制成。图3A示出了具有缝纫针脚接缝11以及用于保持褶边的针脚12的织物13,其中,向后折叠部被缝合到织物本身。该附加步骤通常生成具有63%的平均强度的接缝。63%比58%强度增加了8.5%。即使需要额外劳动来将织物缝边,但是在该工业中通常认为这么大的强度增益是很重要的。
在制成并填满袋后,预缝边的接缝会处于图3B中所示的位置。图3B示出了热封接合部14。这意味着,在大多数时间,接缝基本处于剥离位置,接缝的强度主要通过所使用的线的强度来确定。但是,当接缝只能够承受等于织物的63%的力时,那么考虑到接缝的低效率,必须过度制造织物。
当还考虑劳动时,容易想到的是,在确定制造散装袋的最终成本中,缝纫操作是非常大的因素。
采用同样的织物并使用本发明的融合热封接缝方法,图4中所示的图表示出,经过4组测试,接缝强度实现了保留平均95.75%的强度。这极大地提高了对于这些织物的强度的保留。
当通过织物连接保持了95%的初始强度时,可用相等的织物来承载更重的负荷,或者可用更少的织物来承载相同的负荷。因而,本发明的实施方式可提供对缝纫接缝的50%的强度增益。
融合热封接缝不仅生成更强的密封,而且是以显著不同的方式完成。本发明的融合热封使得能够进行新的散装袋设计,该新的散装袋设计将能够满足散装袋工业的需求。
在现有技术中,由于缝纫机的性质以及散装袋的尺寸,绝大多数接缝必须在边对边剥离位置进行缝合。缝纫机的喉部没有大到不足以容易地允许整个散装袋穿过缝纫机的喉部。因此,缝纫通常设计为将所有接缝放置在如图7中所示的边对边位置。图5示出了热熔接缝散装袋10的融合热封接缝16。图6示出了现有技术的缝纫接缝11。
一旦缝纫接缝现有技术袋制成并填满,缝纫接缝就被置于完全取决于线和针刺穿织物的组合的强度的剥离位置。
在图8中,可看到织物在由以上图7中的机器缝合时的位置。图中示出针脚接缝11将袋侧壁17和袋底壁18缝合在一起。织物折叠部15定位成使得侧壁17的织物折叠部15与底壁18的织物折叠部15接触。在图9中示出当袋在使用中时针脚和织物的位置。图中示出了缝纫针脚11和接合部14,其中,侧壁17和底壁18进行附接。图中示出了每个壁17、18的织物折叠部15都在袋内部。通常,每一侧上的最小织物折叠部15将为2英寸(5.08cm)深。这意味着平均缝纫接缝具有4英寸(10.16cm)的加倍织物。
本发明的融合热封接缝通过交叠织物形成,从而为密封赋予用于强度的宽抗剪区域。在本发明的实施方式中,熔化接缝会获得初始织物的95%的强度。在优选实施方式中,将存在1.5英寸到2英寸的重叠(3.81cm到5.08cm)。因为现有技术的缝纫方法在接缝的两侧都具有2英寸的加倍织物层,所以这就在每个接合部中节省了最少2英寸(5.08cm)的织物。
图10示出了本发明的融合热封接缝。在图10中,以暗线示出织物13。织物的涂层或叠层19以虚线示出。线20示出织物的密封区域或接合区域,该区域可为1.5英寸到2英寸(3.81cm到5.08cm)。
在本发明的实施方式中,重叠的宽度可更小,例如为0.5英寸(1.25cm),从而节省更多织物。
优选的是,接缝的密封方式使得不在袋的任何外部接缝上留出可抓的边缘。这会阻止在剥离位置撕开密封的所有尝试,该剥离位置为熔化接合的薄弱方向。
在本发明的实施方式中,优选方法会仅重叠织物1.5英寸(3.18cm)并且将重叠织物的中心定在2英寸(1.25cm)宽的例如如图11所示的密封条21下。在图11中,线20示出密封区域,该密封区域可为1.5英寸(3.81cm)宽。这旨在在接合部或密封区域的每侧都留出由箭头表示的、0.25英寸(0.64cm)的间隔区域或过渡区域。这就确保将密封的两半的末尾边缘完全密封到边缘。这样就不会留下会生成容易剥离的区域的可抓边缘。
0.25英寸(0.64cm)的过渡区域小到足以防止有害的热量克服单层的较小的材料体积,并且该过渡区域允许织物边缘排列的一些小错位。
在本发明的方法实施方式中使用脉冲热过程。通过使用脉冲热,可控制最高温度,并且可在期望的时间量保持最高温度至期望的热量。这就允许该过程将材料温度提高到期望的水平而没有高到损伤织物,但是也将该温度保持足够长的时间,从而允许彻底且均匀地加热接合区域。
在密封下一直保持等量材料对该过程处理也很有用。脉冲热过程在整个密封过程中注入相等的热量。如果在密封条下的不均匀的材料量变化过多,那么具有较少材料的区域可能比所期待的吸收更多的热量,并会发生材料损伤。
在图10中,在仅制造单个密封的情况下,施加的热的量足够小,以至于0.25英寸(0.64cm)的过渡区或间隔允许充足的散热,从而在不损坏周围材料的情况下提供良好的密封。
本发明的实施方式涉及叠加该过程并同时生成多个密封。当叠加该过程时,应考虑材料的放置,并且始终保持材料量相等会使得密封过程能够具有安全的可重复性。
至此所描述和示出的是使用聚丙烯织物制造简单接缝的缝纫接缝与热封之间的差异。下面将讨论散装袋的构造,例如通常可承载一吨干燥的可流动材料的散装袋。
本发明的目标为找到用于减少通常被称作多个名称的产品的制造成本的方法。这些名称包括散装袋、柔性中间散装货容器、FIBC's、Big Bags或者Super Sacks(B.A.G.公司的商标名称)。在本文中,该产品已经并将会主要被称为散装袋。
本发明对于散装袋生产具有有用的应用,并且对多种其它包装或产品也有用,例如,用于承载25磅到100磅(11千克到45千克)的较小的袋。会受益于本发明的其它产品包括在柔性织物包装中存储或运输的产品,其中,优选为无菌和气密的包装。
当前散装袋技术,通常使用缝纫机基于个体围绕袋的每个部分上接缝的每英寸(厘米)按针脚行进。在本发明的实施方式中,本发明会简化这个过程以创建生产系统,该生产系统可在单个时刻或步骤中将填充喷口密封或接合到顶片、将顶片密封或接合到袋体、将底片密封或接合到袋体、以及将底排喷口密封或接合到底片。这消除了大量的劳动和时间。
另外,在本发明的实施方式中,每个热封接缝都可比缝纫接缝强度大50%。因为每个接合部所需要的织物都比缝纫接缝少,所以本发明使得织物袋的生产能够明显更便宜且制造更经济。
使用热封在本领域是众所周知的。无论将要制造的密封是什么形状,加热条均可确定形状以实现该密封和该形状。在本发明的实施方式中,用于将织物保持在原地以允许将袋的底部接合到侧壁的、形成为正方形的加热棒和结构将用于制造接合部。然而,这种装置可能很大、笨重且昂贵。完成产品和机器可能需要附加步骤。
在本发明的实施方式中,该方法包括使用本发明的融合热封方法来生产散装袋的,其中,各个接合部按顺序逐一进行密封。在本发明的另一实施方式中,在融合热封散装袋中使用较少的步骤和机器。本发明的目标在于,与现有技术缝纫方法相比,简化当生产散装袋时的步骤数量。
在散装袋市场中存在许多现有技术的设计,但是这些设计的大部分都落入两个基本类别。袋的体部可由缝在一起的若干平板件制成,或者袋的体部可由没有竖直接缝的单个管状织物件制成。
所有这些基本设计均可使用本发明的系统制成。本发明的优选实施方式将从管状织物体部开始。
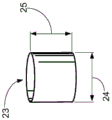
许多散装袋具有填充喷口、顶板、圆形织物体部板、底板以及排出喷口。这两个喷口可用没有接缝的管状织物制成。袋的体部可制成没有接缝的管状织物。顶板和底板为大致正方形平板,该正方形平板具有切入其中以容纳必须附接于底板和底板的喷口的孔。图12A示出了填充喷口或排出喷口23。线24表示例如平放的喷口管的22英寸(55.88cm)的宽度。线25表示例如填充喷口或排出喷口的18英寸(45.72cm)的长度。
图12B示出了示例顶板或底板26。在图12B中,顶板或底板26是相对正方形的,具有由线29所表示的、例如41英寸(104.14cm)的侧部。区域30表示用于填充喷口或排出喷口的连接区域,其中,缝纫接缝28为例如11英寸(27.94cm)。
图12C示出了没有接缝的管状织物体部27。当管状织物平放时,线33可表示例如45英寸(114.30cm)高,并且线32可表示74英寸(187.96cm)宽。
因而,图12A至图12C示出了5个可能的织物件:填充喷口23、排出喷口23、顶板26、底板26以及管状织物体部27。
在本发明的实施方式中,可在单个步骤中使用融合热封过程生产散装袋。在优选实施方式中,织物件会打褶并放置在用于热熔密封处理的位置。图13A至图13D中生成了优选实施方式中就在制造基本袋之前织物的最终形式。
在优选实施方式中,织物的涂覆侧在管的外侧以及平板的内侧上,以使得在形成袋时涂层会彼此相对。
这些涂层位置可是相反的,并且放在管内侧以及用于顶和底的平板的外侧,但是因为涂层自然地形成在管状织物的外侧,所以优选方法是在附图中所示的方法。
图13A至图13C示出了单个步骤中在热封之前折叠散装袋部分。如图13A至图13C所示,每个件的折叠形状都基本为相同形状。图13A示出了折叠的填充喷口或排出喷口23的端视图,其中,涂层或叠层19在外侧上。线33示出了例如11英寸(27.94cm)宽的区域。图13B示出了顶板或底板26的端视图,其中,涂层或叠层19在内侧上。线45示出了例如41英寸(104.14cm)的区域。图13C示出了折叠的管状袋体部27的端视图,其中,涂层或叠层19在外侧上。线46示出了37英寸(93.98cm)的区域。图13D示出了折叠的顶部和底部的侧视图,其中涂层19在内侧上。虚线34表示将来的折叠线。图中还示出了角裂缝35。可形成大约45度的角。
如上所述的折叠布置使得每个件都能够在生产过程中固定在该件将要连接的件的内部或周围。
如图14中所示,一旦将这些形状放在一起,袋就准备好进行密封。如图15至图16所示,在4个熔化密封区域41或连接处中的每个处,这些部分定位成具有涂层19的外部部分面向内且具有涂层19的内部部分面向外。
这在从底部到顶部的所有点处都导致共8层织物。在图15至图16中,示出了层1至层8。
示例:顶部到袋体的连接。
1.顶层 顶板 平坦侧
2.第二层 体部板 平坦侧
3.第三层 体部板 打褶侧
4.第四层 顶板 打褶侧
5.第五层 顶板 打褶侧
6.第六层 体部板 打褶侧
7.第七层 体部板 平坦侧
8.第八层 顶板 平坦侧
通过以这种方式排列多个层,本发明的热熔方法能够在单个动作中将顶板完全接合到体部板。当如图15至图16中描述的结构收缩时,该结构总是涂层19对涂层19来形成接合部,且织物13对织物13以不形成接合部。在附图中,打褶部可进行定位以便固定在一起,并且,在生产过程中,织物被收缩为平坦状态。
所有4个接合部均以相同方式制成。
本发明的方法在不超过安全温度限制的情况下使用脉冲密封来通过多层制成连接部,该方法包括受控的加热,该加热不会上升到期望水平以上,其中,该期望水平比聚丙烯织物的熔点低。
在优选实施方式中,为了在不损坏织物强度的情况下使整组期望的接合部获得正确的温度水平,将花费时间来允许需要的热量在所有8层材料中变得普遍。
另外,有用的是,如果加热机构在顶部和底部成镜像,则可使得热量仅需要经过总厚度的50%。这个过程也可以通过更长时间地使用一个加热元件以使热量遍及整个织物的堆叠部来完成。优选的方法在堆叠部的顶部和底部上均使用加热元件。
在本发明的实施方式中,在顶部上具有4个加热元件且在底部上具有4个加热元件的单台机器可在单个动作中有效密封整个袋的图14中示出的所有4个接合部。
织物可放置且定位在密封机构之下,以使得热封条覆盖待接合区域加上0.25英寸(0.64cm)的重叠,例如,从而使得能够密封所有边缘且还使所有边缘不可抓住。在本发明的实施方式中,该机构可控制热量、时间和压力。当这完成时,可在该需要单个可自动化机器的生产阶段采用完全可重复和可靠的形式将袋放在一起。
当以这种方式制造散装袋时,可通过简单改变体部板的长度来制造不同尺寸的袋。这会仅仅需要两个加热元件的运动来匹配顶板和底板附件之间的新距离。喷口接合部与顶板和底板之间的关系或距离不会改变。
本发明的方法还可用于创建散装袋的不同设计,例如具有提环挡板袋或袋、具有热熔密封或接合部的挡板袋或袋。
该系统消除了对线的需求以及当切断的线段遗留在袋中时通常发生的产生的污染。这就减少了来自与袋的各种部分接触的缝纫机的污染。这还减少了人与袋的内表面的接触。
因为接缝为没有任何针孔的固体,所以该系统消除了缝纫的散装袋通常需要的、对防撒漏的任何需求。本发明的方法提供了几乎气密的袋。
由于气密性和清洁度,应认识到的是,该生产系统可消除对聚乙烯衬层的需求,为了清洁度和/或湿度控制,通常将聚乙烯衬层添加到散装袋的内侧。这会减少用该工业中使用的塑性材料的量,并因此减少最终进入垃圾填埋地中的材料的量。
应注意的是,在优选实施方式中示出的所有4个接缝将最终接缝置于抗剪切位置,从而承受散装袋承载的重物的力。另外,承载重物的行为总会仅在抗剪位置向这些接缝加压力。
因而,应理解的是,在本发明的用于柔性袋、包装或容器的自动化生产的方法中,该方法会涵盖各种柔性袋、包装或容器。
如上所述,散装袋工业使用高度定向的编织聚丙烯织物。这基于成本对强度的矩阵。在历史上,每磅(千克)聚丙烯的成本一直较低,并且在历史上在拉伸强度上比类似的聚乙烯强大约30%。虽然,总是可使用更厚的聚乙烯材料来制造散装袋,但由于达到所需强度而带来的成本,在使用该材料上的兴趣一直有限。另外,聚乙烯织物的熔点比聚丙烯织物低,所以,再次说明,聚丙烯在该工业上持续40年一直是优选材料。聚丙烯还是非常惰性的材料。聚丙烯几乎不受所有化学品影响。这也使聚丙烯成为制造包装袋的良好选择。具有所有这些用于工业的益处,聚丙烯不如聚乙烯的一个领域始终是由于高水平的定向的强度和聚丙烯的惰性的结果。
因为聚丙烯的惰性,所以整个工业一直依赖用于容器结构的、材料的物理连接。几乎100%依赖缝纫作为构造方法。
用于缝纫的常用的、可自动化的替代连接方法为使用热来形成接合部。这在使用PE织物时是非常常用的。但是聚丙烯在形成接合部所需要的温度水平结晶。该结晶破坏来接合强度,从而致使该方法先前不可用。当前没有公知的、将聚丙烯织物热封在一起以形成用于构造诸如散装袋的聚丙烯袋的可用接缝的方法。
如前所述,缝纫过程是劳动密集型过程,并且非常不适合于任何形式的自动化。缝纫机具有高速移动以允许以每分钟数千针脚的速度施加缝纫针脚。在这种速度下,即使以机器人的方式操作缝纫机,针和线也不断地断裂,并且需要人进行修理以再次进行操作。因此,由于不能在没有人的不断支持的情况下运行,所以散装袋工业一直不能以高效且成本有效的方式使其生产自动化。这就导致将所有这些工作岗位都损失到位于低劳动成本国家的海外工厂。
因此,需要会减少当下在构造散装袋中所需的高水平劳动的袋构造的自动化系统。这会允许将生产定位成接近最终用户,并消除该工业在当前缝纫构造方法下遭受的极端长的备货时间和高存货需求。
本发明的方法的实施方式包括使用新颖独特的热封方法构造编织织物袋的方法。在编织聚乙烯织物的接合中使用热封过程是众所周知的且很常见。通常理解的是,80%到85%的接合效率是极好的接合效率水平。许多操作接受低得多的接合效率,该接合效率范围降低到效率的百分之七十几(70's)。
在缝纫接缝中,效率通常仅为65%。当选择将用于最终容器构造的织物的强度时,聚丙烯织物的强度考虑这些接合效率。
当前的热封方法通常包括足够高的热以及足够高的施加的压力,从而熔化基础织物并将基础织物接合在一起。该方法有目的地熔化所有所施加的涂层,并通过高压水平将所有所施加的涂层压到旁边,以使得可将基础编织材料接合在一起。这个方法对例如聚乙烯织物已经成功了几十年。因为所依赖的强度来自编织织物,所以该方法是有必要的。所施加的涂层通常为了灰尘控制和/或湿度控制而提供。
因为聚丙烯惰性很大,所以所施加的涂层对编织织物的附着强度很低。因此,如果通过将所施加的涂层焊接在一起而将所施加的涂层用作附接点,则所得强度会与织物的强度没有实际关系。所得接合强度将会仅与将涂层附接至编织织物的强度有关。当执行关于本发明的、使用该技术制造依赖涂层的附接强度的接合的测试时,结果显示所测材料的具体强度上的大约27%的接合效率。在这些测试中,从来不是织物断裂,而总是涂层从织物分离而引起接合失效。
在本发明中,能够以标准挤压涂层方法施加的涂层完全地附接到聚丙烯织物上,以使得没有必要施加会将涂层从密封机构的加热的钳口下挤出的高压。事实上,通过在低于10磅每平方英寸(68.9千帕)的压力下密封,本发明的目标是利用所施加的涂层的强度作为最终热封的强度的一部分。织物本身在该热封方法过程中几乎没有受到损伤。在本发明的实施方式中,旨在仅熔化涂层来建立接合。测试结果示出高于90%的接合强度的成绩。一些测试结果达到高达未密封的涂覆材料强度的100%。然而,所得接合部的强度多次超过在涂覆前原始织物本身的强度。
因此,在本发明的方法的实施方式中,热封方法有时生成事实上比任何过程开始之前的原始织物强度更大的接缝。考虑到当前方法与具有65%的接合效率的缝纫接缝一起工作,本发明的目标是,该热封方法会以对原始织物最小的破坏制成热接合部,并将不仅允许通过自动化降低成本以减少劳动成本,还将通过更高的接缝效率提供许多机会减少织物重量和厚度同时提供类似的整体强度。示例如下:如果缝纫织物具有200磅每英寸(3572千克/米)的拉伸强度,则缝纫后接缝会具有200磅每英寸(3572千克/米)的65%的强度或者仅130磅(58千克)的强度。通过90%的接合强度,具有150磅每英寸(2678千克/米)的原始强度的织物仍会生成135磅每英寸(2410千克/米)的接缝强度。这会允许减少织物强度的25%以生成相同的接缝。那么这显然会使得用该系统生产类似强度的袋所需的织物量的长期减少。
所有接缝都具有对其成功至关重要的至少两个度量。这两个度量通常称为抗剪测试和抗剥离测试。
在抗剪测试中,用在接合区域的相对端部处接合的材料的两个端部制成接合部。当在相对的方向上拉材料的自由端部时,整个密封区域都有效地支承接合部。这产生密封接合效率的最大可能证明。
在抗剥离测试中,测试材料的两个自由端部在接合部的同一侧上。在这种情况下,当拉开两个自由端部时,在任意一个时刻均仅给密封的一个边缘加压力。这导致了当拉开端部时接合部的剥离。这通常导致最低的接合效率。
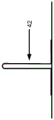
本发明的实施方式在图17至图19中示出。图17示出了成倒“T”形结构的接合部,其中织物壁加倍。当织物遇到端部壁时,一个支腿转到每一侧,并且来自任意侧的压力均以其抗剪强度保护相对侧。在图18中,融合热封散装袋10的设计方式可使得可使用如图所示的重叠接缝。该产品将总是在抗剪方向推动接合部,如由图19中箭头44所示,箭头44示出了从袋中保持的产品施加的压力。
附图标记的说明
1 层
2 层
3 层
4 层
5 层
6 层
7 层
8 层
10 热熔接缝散装袋
11 针脚接缝
12 保持褶边的针脚
13 织物
14 缝纫接合部
15 织物折叠部
16 熔化热封接缝
17 侧壁
18 底壁
19 涂层/叠层
20 线
21 热封条
23 填充喷口/排出喷口
24 线
25 线
26 顶板/底板
27 体部
28 缝纫接缝
29 线
30 区域
32 线
33 线
34 将来的折叠线
35 角裂缝
36 打褶的填充喷口
37 打褶的顶板
38 打褶的体部
39 打褶的底板
40 打褶的排出喷口
41 熔化密封区域
42 加倍织物壁
43 重叠接缝
44 来自袋内容物的压力
45 线
46 线
除非另有说明,本文中公开的所有度量均处于地球上的海平面处的标准温度和压力。除非另有说明,在人类中使用的或意图使用的所有材料均具有生物适合性。
前述实施方式仅以示例方式呈现,本发明的范围仅通过所附权利要求限定。
Claims (43)
1.一种形成塑料织物热密封散装袋的方法,包括以下步骤:
a)将第一管状袋部分折叠成第一折叠配置;
b)将第二平坦袋部分折叠成第二折叠配置;
c)在处于所述第一折叠配置和所述第二折叠配置时将所述第一管状袋部分和所述第二平坦袋部分重叠以限定重叠区域,其中在所述重叠区域中,所述第一折叠配置中的所述第一管状袋部分的外表面与所述第二折叠配置中的所述第二平坦袋部分的内表面接触,并且其中所述第一管状袋部分的内表面彼此接触,并且所述第二平坦袋部分的外表面彼此接触;和
d)将热量施加到所述重叠区域以形成袋接合部,所述袋接合部包括在所述重叠区域中相接触的所述第一管状袋部分的所述外表面和所述第二平坦袋部分的所述内表面之间的结合部,
其中在重叠配置中,在与所述第一管状袋部分的其它内表面相接触并且受热的所述第一管状袋部分的至少一些内表面之间不形成结合部,并且在与所述第二平坦袋部分的其它外表面相接触并且受热的所述第二平坦袋部分的至少一些外表面之间不形成结合部。
2.一种形成柔性塑料织物散装袋的方法,包括以下步骤:
a)提供具有第一开口端的折叠的第一袋部分;
b)提供具有第二开口端的折叠的第二袋部分;
c)将所述第一开口端和所述第二开口端重叠,以使所述折叠的第一袋部分的内表面与所述折叠的第二袋部分的外表面接触以限定重叠配置中的重叠的折叠的第一袋部分和重叠的折叠的第二袋部分,并且其中在所述重叠配置中,存在一对外左边缘和一对外右边缘,所述一对外左边缘中的每一个都是折叠部,其中所述折叠的第一袋部分的左侧板和所述折叠的第二袋部分的左侧板被向内拉动,并且所述一对外右边缘中的每一个都是折叠部,其中所述折叠的第一袋部分的右侧板和所述折叠的第二袋部分的右侧板被向内拉动;
d)对所述重叠配置中的所述重叠的折叠的第一袋部分和所述重叠的折叠的第二袋部分施加热量和压力,以在相接触的所述折叠的第一袋部分的内表面和所述折叠的第二袋部分的外表面之间形成热密封袋接合部;和
e)其中当暴露于所述热量和压力时彼此接触的所述折叠的第一袋部分的至少大部分表面之间不形成所述袋接合部,并且当暴露于所述热量和压力时彼此接触的所述折叠的第二袋部分的至少大部分表面之间不形成所述袋接合部,使得在所述袋接合部之后,所述散装袋能够膨胀至打开配置。
3.一种形成能够保持散装材料的类型的热密封散装袋的方法,包括以下步骤:
a)提供具有第一热密封区域的第一折叠袋部分,所述第一热密封区域至少在所述第一热密封区域的外表面上具有第一涂层;
b)提供具有第二热密封区域的第二折叠袋部分,所述第二热密封区域至少在所述第二热密封区域的内表面上具有与所述第一涂层不同的第二涂层;
c)将所述第一折叠袋部分和所述第二折叠袋部分重叠以限定重叠区域,其中在所述重叠区域中,所述第二折叠袋部分的所述第二热密封区域的所述内表面与所述第一折叠袋部分的所述第一热密封区域的所述外表面接触,使得所述第一涂层和所述第二涂层接触,并且其中所述第二折叠袋部分的一些外表面彼此接触,并且所述第一折叠袋部分的一些内表面彼此接触;以及
d)对所述重叠区域施加热量和压力,以在相接触的所述第一涂层和所述第二涂层之间引起热密封以及形成热密封袋接合部,所述热密封袋接合部具有以下直接相邻的层:(i)第一折叠袋部分织物,(ii)第一涂层,(iii)第二涂层,(iv)第二折叠袋部分织物,
其中,尽管暴露于所述热量和压力,在相接触的所述第二折叠袋部分的所述一些外表面之间不形成所述袋接合部,并且在相接触的所述第一折叠袋部分的所述一些内表面之间不形成所述袋接合部,使得当完成所述袋接合部的热密封时,所述散装袋能够膨胀至打开配置。
4.一种形成编织塑料织物热密封容器的方法,包括:
(a)将管状的第一容器部分折叠成具有第一开口端的第一折叠配置,所述第一折叠配置具有至少四个第一织物层;
(b)将平坦的第二容器部分折叠成具有第二开口端的第二折叠配置,所述第二折叠配置具有至少四个第二织物层;
(c)当处于所述第一折叠配置和处于所述第二折叠配置时,将所述第一容器部分和所述第二容器部分重叠以形成容器热密封折叠配置,所述容器热密封折叠配置包括:
i)重叠接合区域,包括至少八个织物层,其中所述至少八个织物层中的两个是外织物层,并且所述至少八个织物层中的六个是内织物层,所述重叠接合区域中的所述至少八个织物层包括所述第一容器部分的所述至少四个第一织物层和所述第二容器部分的所述至少四个第二织物层;
ii)一对外左边缘和一对外右边缘,所述一对外左边缘中的每一个都是折叠部,其中所述折叠的第一容器部分的左侧板和所述折叠的第二容器部分的左侧板被向内拉动,并且所述一对外右边缘中的每一个是另一折叠部,其中所述折叠的第一容器部分的右侧板和所述折叠的第二容器部分的右侧板被向内拉动;
iii)与其它第一容器部分表面接触的第一容器部分表面,与其它第二容器部分表面接触的第二容器部分表面,以及与第二容器部分表面接触的第一容器部分表面;和
(d)当所述容器处于所述容器热密封折叠配置中时,对所述重叠的接合区域施加热量,以在包括所述内织物层在内的所述八个折叠织物层之间形成接合部,其中所述接合部包括仅在所述容器处于热密封折叠配置中时与所述第二容器部分表面中的至少一些接触的所述第一容器部分表面中的至少一些之间形成的结合部,并且其中彼此接触的第一容器部分表面的至少大部分不结合,并且彼此接触的第二容器部分表面的至少大部分不结合,使得在形成所述接合部之后所述容器能够从所述容器热密封折叠配置膨胀至打开配置。
5.根据权利要求4所述的方法,其中所述容器是散装袋。
6.根据权利要求5所述的方法,其中所述第二容器部分是底部,所述第一容器部分是体部。
7.根据权利要求5所述的方法,其中所述第二容器部分是顶部,所述第一容器部分是体部。
8.根据权利要求5所述的方法,其中至少在所述重叠接合区域中,所述第一容器部分表面包括第一涂层,所述第一涂层包括大部分聚丙烯,并且所述第二容器表面包括第二涂层,所述第二涂层不同于所述第一涂层并且包括具有低于所述第一容器部分的编织塑料织物的熔点的熔点的材料。
9.根据权利要求8所述的方法,其中所述编织塑料织物是聚丙烯,所述第一涂层是标准层压涂层,并且所述第二涂层包括丙烯基塑性体、丙烯基弹性体或其组合。
10.一种形成编织塑料织物热密封容器的方法,包括:
(a)将管状的第一容器部分折叠成具有第一开口端的第一折叠配置,所述第一折叠配置具有至少四个第一织物层;
(b)将平坦的第二容器部分折叠成具有第二开口端的第二折叠配置,所述第二折叠配置具有至少四个第二织物层;
(c)当处于所述第一折叠配置和处于所述第二折叠配置时,将所述第一容器部分和所述第二容器部分重叠以形成容器热密封折叠配置,所述容器热密封折叠配置包括:
i)重叠接合区域,包括至少八个织物层,其中所述至少八个织物层中的两个是外织物层,所述至少八个织物层中的六个是内织物层,所述重叠接合区域中的所述至少八个织物层包括所述第一容器部分的所述至少四个第一织物层和所述第二容器部分的所述至少四个第二织物层;和
ii)与其它第一容器部分表面接触的第一容器部分表面,与其它第二容器部分表面接触的第二容器部分表面,以及与第二容器部分表面接触的第一容器部分表面;和
(d)当所述容器处于所述容器热密封折叠配置中时,对所述重叠的接合区域施加热量,以在包括所述内织物层在内的八个折叠织物层之间形成接合部,其中所述接合部包括在所述容器处于所述热密封折叠配置中时仅在与所述第二容器部分表面中的至少一些接触的所述第一容器部分表面中的至少一些之间形成的结合部,并且其中彼此接触的所述第一容器部分表面的至少大部分不结合,并且彼此接触的所述第二容器部分表面的至少大部分不结合,使得在形成所述接合部之后所述容器能够从所述容器热密封折叠配置膨胀到打开配置。
11.一种能够保持散装材料的类型的编织聚丙烯织物散装袋,所述聚丙烯织物散装袋具有无缝合热熔接合部,并包括:
a)第一散装袋部分,包括第一接合部分并且具有第一折叠配置,至少在所述第一接合部部分中具有第一涂层,所述第一涂层包含丙烯基塑性体、丙烯基弹性体或其组合;
b)第二散装袋部分,包括第二接合部分,至少在所述第二接合部中具有第二涂层,其中所述第二涂层不同于所述第一涂层并且包含大百分比的聚丙烯,并且所述第二散装袋部分具有第二折叠配置;和
c)热密封接合部,将所述第一散装袋部分和所述第二散装袋部分联接在一起,
其中所述热密封接合部在所述第一散装袋部分处于所述第一折叠配置且所述第二散装袋部分处于所述第二折叠配置时形成,其中所述第一接合部分和所述第二接合部分重叠,使得所述第一接合部分的所述第一涂层与所述第二接合部分的所述第二涂层接触,
其中所述热密封接合部通过向重叠的所述第一接合部分和所述第二接合部分施加热量和压力来形成,使得至少所述第一涂层熔化以及在所述第一涂层和所述第二涂层之间形成结合部,其中所述热密封接合部具有以下直接相邻的层:
(i)所述第一散装袋部分的编织聚丙烯织物,(ii)第一涂层,(iii)第二涂层;和(iv)所述第二散装袋部分的编织聚丙烯织物;和
其中当形成所述热密封接合部时,受热量和压力的第一散装袋部分表面彼此接触,受热量和压力的第二散装袋部分表面彼此接触,并且在彼此接触的所述第一散装袋部分表面的至少一些和彼此接触第二散装袋部分表面的至少一些之间不形成热密封接合。
12.根据权利要求11的聚丙烯织物散装袋,其中所述热密封接合部保持至少85%至100%的织物强度。
13.一种具有无缝合热密封接合部的编织塑料织物散装袋,包括:
a)容器折叠配置,适于扩展至打开配置;
b)第一容器部分,具有第一开口端、第一折叠配置和第一膨胀配置,并且所述第一容器部分包括编织塑料织物,其中所述编织塑料织物在所述第一容器部分的一侧上的至少第一接合区域中具有第一涂层,所述第一涂层包括丙烯基塑性体、丙烯基弹性体或其组合;
c)第二容器部分,具有第二开口端、第二折叠配置和第二膨胀配置,并且所述第二容器部分包括编织塑料织物,该编织塑料织物在所述第二容器部分的一侧上的至少第二接合区域中具有第二涂层,所述第二涂层不同于所述第一涂层并且包括大百分比的聚丙烯;和
d)热密封接合部,将所述第一容器部分联接至所述第二容器部分,所述热密封接合部具有以下直接相邻的层:(i)所述第一容器部分的编织塑料织物,(ii)第一涂层,(iii)第二涂层,和(iv)所述第二容器部分的编织塑料织物,
其中所述热密封接合部通过以下形成:
i)当所述第一容器部分处于所述第一折叠配置并且所述第二容器部分处于所述第二折叠配置时将所述第一容器部分的所述第一开口端和所述第二容器部分的所述第二开口端重叠以限定重叠配置,并且其中在所述重叠配置中,存在一对外左边缘和一对外右边缘,所述一对外左边缘中的每一个都是折叠部,其中折叠的第一容器部分的左侧板和折叠的第二容器部分的左侧板被向内拉动,并且所述一对外右边缘中的每一个都是另一折叠部,其中折叠的第一容器部分的右侧板和所述折叠的第二容器部分的右侧板被向内拉动;和
ii)在所述重叠配置中对所述第一容器部分和所述第二容器部分施加热量和压力,以在相接触的所述第一容器部分的所述第一涂层和所述第二容器部分的所述第二涂层之间形成结合部,并形成容器折叠配置,其中所述热密封接合部在所述重叠配置的折叠层之间形成,并且其中彼此接触的第一容器部分表面的至少大部分不结合,并且彼此接触的第二容器部分表面的至少大部分不结合,使得在形成所述热密封接合部之后,所述容器能够从所述容器折叠配置膨胀至打开配置。
14.根据权利要求13所述的散装袋,其中所述第一容器部分是底部,所述第二容器部分是体部。
15.根据权利要求13所述的散装袋,其中所述第一容器部分是顶部,所述第二容器部分是体部。
16.根据权利要求13所述的散装袋,其中所述第二容器部分是顶部喷口部分,所述第一容器部分是顶部。
17.根据权利要求13所述的散装袋,其中所述第二容器部分是排放管部分,所述第一容器部分是底部。
18.根据权利要求13所述的散装袋,其中所述容器是能够保持散装材料的类型的散装袋。
19.根据权利要求18所述的散装袋,其中所述热密封接合部是承载接合部。
20.根据权利要求19所述的散装袋,其中所述热密封接合部保持至少85%至100%的织物强度。
21.一种能够保持散装材料的类型的柔性编织聚丙烯织物散装袋,所述散装袋具有无缝合热密封接合部,并包括:
a)第一袋部分,包括编织聚丙烯织物并且在第一接合部分中包括第一涂层,所述第一涂层包括丙烯基塑性体、丙烯基弹性体或其组合;
b)第二袋部分,包括编织聚丙烯织物并且在第二接合部分中包括第二涂层,所述第二涂层包含大百分比的聚丙烯,并且其中所述第二涂层不同于所述第一涂层;
c)热密封接合部,包括在所述第一涂层和所述第二涂层之间形成的结合部,所述结合部通过热密封形成,其中在一定温度下施加热量以熔化所述第一涂层,从而在所述第一涂层和所述第二涂层之间形成所述结合部;和
d)所述热密封接合部包括以下直接相邻的层:(i)所述第一袋部分的编织聚丙烯织物,(ii)第一涂层,(iii)第二涂层;以及(iv)所述第二袋部分的编织聚丙烯织物。
22.根据权利要求21所述的散装袋,其中所述热密封接合部是承载接合部。
23.一种能够保持散装材料的类型的柔性编织塑料织物散装袋,所述散装袋具有无缝合热密封接合部,并包括:
a)第一袋部分,包括编织塑料织物并且在第一接合部分中包括第一涂层,所述第一涂层包括丙烯基塑性体、丙烯基弹性体或其组合;
b)第二袋部分,包括编织塑料织物并且在第二接合部中包括第二涂层,所述第二涂层包含大百分比的聚丙烯并且不同于所述第一涂层;和
c)热密封接合部,包括在所述第一涂层和所述第二涂层之间形成的结合部,所述结合部通过热密封形成,其中在一定温度下施加热量以熔化所述第一涂层,从而在所述第一涂层和所述第二涂层之间形成所述结合部;和
d)所述热密封接合部包括以下直接相邻的层:(i)第一散装袋部分的编织塑料织物,(ii)第一涂层,(iii)第二涂层;以及(iv)第二散装袋部分的编织塑料织物。
24.一种形成具有热密封接合部的柔性塑料织物散装袋的方法,包括以下步骤:
a)提供第一折叠袋部分,所述第一折叠袋部分具有第一对外左边缘和第一对外右边缘,所述第一对外左边缘中的每一个都是折叠部,其中所述第一折叠袋部分的第一左侧板被向内拉动,并且所述第一对外右边缘中的每一个都是折叠部,其中所述第一折叠袋部分的第一右侧板被向内拉动;
b)提供第二折叠袋部分,所述第二折叠袋部分具有第二对外左边缘和第二对外右边缘,所述第二对外左边缘中的每一个都是折叠部,其中所述第二折叠袋部分的第二左侧板被向内拉动,并且所述第二对外右边缘中的每一个都是折叠部,其中所述第二折叠袋部分的第二右侧板被向内拉动;
c)将所述第一折叠袋部分和所述第二折叠袋部分重叠以限定重叠区域,其中在所述重叠区域中,所述第一折叠袋部分的内表面与所述第二折叠袋部分的外表面接触,并且其中所述第一折叠袋部分的外表面彼此接触,并且所述第二折叠袋部分的内表面彼此接触;
d)对所述重叠区域施加热量和压力,以在相接触的所述第一折叠袋部分的内表面和所述第二折叠袋部分的外表面之间形成热密封袋接合部;以及
其中,在与所述第一折叠袋部分的其他外表面相接触并且在所述热量和压力下的所述第一折叠袋部分的至少一些外表面之间不形成所述袋接合部,并且在与所述第二折叠袋部分的其他内表面相接触并且在所述热量和压力下的所述第二折叠袋部分的至少一些内表面之间不形成所述袋接合部,使得当填充散装材料时,所述散装袋能够膨胀至打开配置。
25.根据权利要求24所述的方法,其中,所述柔性塑料织物是聚丙烯。
26.根据权利要求24所述的方法,其中,所述柔性塑料织物是聚乙烯。
27.根据权利要求24所述的方法,其中,所述袋接合部形成在所述第一折叠袋部分的内表面涂层和所述第二折叠袋部分的外表面涂层之间。
28.根据权利要求27所述的方法,其中,所述内表面涂层不同于所述外表面涂层。
29.根据权利要求27所述的方法,其中,所述第一折叠袋部分是底部并且所述第二折叠袋部分是体部。
30.根据权利要求24所述的方法,其中,所述第一折叠袋部分是顶部并且所述第二折叠袋部分是体部。
31.根据权利要求24所述的方法,其中,所述第一折叠袋部分是顶部并且所述第二折叠袋部分是顶部喷口。
32.根据权利要求24所述的方法,其中,所述第一折叠袋部分是底部并且所述第二折叠袋部分是排放管。
33.根据权利要求27所述的方法,其中,所述散装袋能够保持散装材料。
34.根据权利要求24所述的方法,其中,所述热密封接合部是底部承载接合部。
35.根据权利要求24所述的方法,其中,所述袋接合部保持至少85%至100%的织物强度。
36.一种形成柔性塑料织物散装袋的方法,包括以下步骤:
a)提供具有第一开口端的折叠的第一袋部分;
b)提供具有第二开口端的折叠的第二袋部分;
c)将所述折叠的第一袋部分的所述第一开口端和所述折叠的第二袋部分的所述第二开口端重叠以限定重叠配置,并且其中在所述重叠配置中,存在一对外左边缘和一对外右边缘,所述一对外左边缘中的每一个都是折叠部,其中所述折叠的第一袋部分的左侧板和所述折叠的第二袋部分的左侧板被向内拉动,并且所述一对外右边缘中的每一个都是折叠部,其中所述折叠的第一袋部分的右侧板和所述折叠的第二袋部分的右侧板被向内拉动;
d)对重叠的所述折叠的第一袋部分和所述折叠的第二袋部分施加热量和压力,以在相接触的所述折叠的第一袋部分的表面和所述折叠的第二袋部分的表面之间形成袋接合部;以及
e)其中在彼此接触的折叠的第一袋部分表面的至少大部分之间不形成袋接合部,并且在彼此接触的折叠的第二袋部分表面的至少大部分之间不形成袋接合部,使得在相接触的所述折叠的第一袋部分的表面和所述折叠的第二袋部分的表面之间形成所述袋接合部之后,所述散装袋能够膨胀至打开配置。
37.根据权利要求36所述的方法,其中,所述袋接合部形成在所述折叠的第一袋部分的内表面涂层和所述折叠的第二袋部分的外表面涂层之间。
38.根据权利要求37所述的方法,其中,所述内表面涂层不同于所述外表面涂层。
39.根据权利要求37所述的方法,其中,所述折叠的第一袋部分是底部并且所述折叠的第二袋部分是体部。
40.根据权利要求36所述的方法,其中,所述折叠的第一袋部分是顶部并且所述折叠的第二袋部分是体部。
41.根据权利要求36所述的方法,其中,所述散装袋能够保持散装材料。
42.根据权利要求36所述的方法,其中,所述袋接合部保持至少85%至100%的织物强度。
43.一种形成能够保持散装材料的类型的热密封散装袋的方法,包括以下步骤:
a)提供第一折叠袋部分,所述第一折叠袋部分至少在所述第一折叠袋部分的外表面上具有第一涂层;
b)提供第二折叠袋部分,所述第二折叠袋部分至少在所述第二折叠袋部分的内表面上具有与所述第一涂层不同的第二涂层;
c)将所述第一折叠袋部分和所述第二折叠袋部分重叠以限定重叠区域,其中在所述重叠区域中,所述第二折叠袋部分的一些内表面与所述第一折叠袋部分的一些外表面接触,使得所述第一涂层和所述第二涂层接触,并且其中所述第二折叠袋部分的一些外表面彼此接触,并且所述第一折叠袋部分的一些内表面彼此接触;以及
d)对所述重叠区域施加热量和压力,以在相接触的所述第一涂层和所述第二涂层之间形成结合部以及形成袋接合部,所述袋接合部具有以下直接相邻的层:(i)第一折叠袋部分织物,(ii)第一涂层,(iii)第二涂层,(iv)第二折叠袋部分织物,
其中,在相接触的所述第二折叠袋部分的所述外表面之间不形成袋接合部,并且在相接触的所述第一折叠袋部分的所述内表面之间不形成袋接合部,使得当完成所述袋接合部的热密封时,所述袋能够膨胀至打开配置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010914642.8A CN112497844B (zh) | 2013-06-05 | 2014-06-05 | 使用热熔接缝生产织物袋或容器的方法 |
Applications Claiming Priority (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361831476P | 2013-06-05 | 2013-06-05 | |
| US61/831,476 | 2013-06-05 | ||
| US201361890664P | 2013-10-14 | 2013-10-14 | |
| US61/890,664 | 2013-10-14 | ||
| US201361909737P | 2013-11-27 | 2013-11-27 | |
| US61/909,737 | 2013-11-27 | ||
| US201461994642P | 2014-05-16 | 2014-05-16 | |
| US61/994,642 | 2014-05-16 | ||
| CN202010914642.8A CN112497844B (zh) | 2013-06-05 | 2014-06-05 | 使用热熔接缝生产织物袋或容器的方法 |
| CN201480040941.6A CN105452116B (zh) | 2013-06-05 | 2014-06-05 | 使用热熔接缝生产织物袋或容器的方法 |
| PCT/US2014/041155 WO2014197728A1 (en) | 2013-06-05 | 2014-06-05 | Method of production of fabric bags or containers using heat fused seams |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201480040941.6A Division CN105452116B (zh) | 2013-06-05 | 2014-06-05 | 使用热熔接缝生产织物袋或容器的方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112497844A CN112497844A (zh) | 2021-03-16 |
| CN112497844B true CN112497844B (zh) | 2023-05-23 |
Family
ID=52004451
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201480040941.6A Active CN105452116B (zh) | 2013-06-05 | 2014-06-05 | 使用热熔接缝生产织物袋或容器的方法 |
| CN202010914642.8A Active CN112497844B (zh) | 2013-06-05 | 2014-06-05 | 使用热熔接缝生产织物袋或容器的方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201480040941.6A Active CN105452116B (zh) | 2013-06-05 | 2014-06-05 | 使用热熔接缝生产织物袋或容器的方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (4) | US10112739B2 (zh) |
| EP (1) | EP3003891A4 (zh) |
| JP (1) | JP6557655B2 (zh) |
| CN (2) | CN105452116B (zh) |
| AU (1) | AU2014274820A1 (zh) |
| BR (1) | BR112015030610B1 (zh) |
| CA (2) | CA3169377A1 (zh) |
| MX (1) | MX2015016738A (zh) |
| WO (1) | WO2014197728A1 (zh) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105452116B (zh) | 2013-06-05 | 2020-09-29 | 环美有限公司 | 使用热熔接缝生产织物袋或容器的方法 |
| US10745192B2 (en) | 2015-11-06 | 2020-08-18 | Ameriglobe, Llc | Industrial bag discharge spout |
| US10479599B2 (en) * | 2015-12-17 | 2019-11-19 | Ameriglobe, Llc | Industrial bag lift loop assembly |
| WO2017216742A1 (en) * | 2016-06-17 | 2017-12-21 | Codefine S.A. | Method for production of bags for the transport and storage of bulk goods or liquids, and bag obtained according to the method |
| EP3257990A1 (en) * | 2016-06-17 | 2017-12-20 | Codefine S.A. | Method for production of bags for the transport and storage of bulk goods or liquids, and bag obtained according to the method |
| EP3257991A1 (en) * | 2016-06-17 | 2017-12-20 | Codefine S.A. | Method for production of bags for the transport and storage of bulk goods or liquids, and bag obtained according to the method |
| BR122023026726A2 (pt) | 2016-11-08 | 2024-01-16 | Ameriglobe, Llc | Método de produção automatizada de bolsa termosselada para granel, sistema automatizado de produção de bolsas para granel, conjunto de barras de termosselagem operável, sistema de termosselagem para termosselar uma bolsa para granel e placa transportadora |
| CN110216883B (zh) * | 2019-05-24 | 2021-08-10 | 李福龙 | 一种透明模塑件加工方法 |
| EP4017808A4 (en) * | 2019-08-24 | 2023-10-25 | Lohia Corp Limited | SAC FORMING METHOD AND APPARATUS |
| US11591156B1 (en) | 2019-08-29 | 2023-02-28 | Ameriglobe, Llc | Lift loop assembly test process and apparatus |
| US11319144B1 (en) | 2019-08-29 | 2022-05-03 | Ameriglobe, Llc | Bulk bag bottom and discharge assembly including a reinforcer |
| US11910889B2 (en) | 2019-12-06 | 2024-02-27 | Dee Volin | Method of manufacturing and using a multi-function and multi-orientation carapace system |
| CN111546656B (zh) * | 2020-05-13 | 2021-11-12 | 台州市中心医院(台州学院附属医院) | 一种防护服一次成型自动化设备及其使用方法 |
| US11673348B1 (en) | 2020-05-26 | 2023-06-13 | Ameriglobe, Llc | Heat seal bar sensorless temperature sensing and control |
| CN112721315A (zh) * | 2020-12-08 | 2021-04-30 | 赤水市金盛塑料机械有限公司 | 一种全自动编织袋上缝口设备 |
| CN112793239B (zh) * | 2021-01-28 | 2022-09-13 | 桂林泓雅彩印包装有限公司 | 一种编织袋切套缝一体机 |
| CN113580666A (zh) * | 2021-08-09 | 2021-11-02 | 浙江安然达包装材料有限公司 | 一种单项气阀气柱袋热压成型工艺 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW201134648A (en) * | 2009-11-02 | 2011-10-16 | Herwig Worff | Method of closing a sack body |
Family Cites Families (62)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3788199A (en) * | 1968-08-09 | 1974-01-29 | Showa Denko Kk | Method for manufacturing heavy duty bags |
| US3772116A (en) * | 1971-10-12 | 1973-11-13 | H Schaffron | Apparatus and method for forming rectangular bottom plastic bag machine |
| US3924383A (en) * | 1974-06-05 | 1975-12-09 | Donald A Heger | Method for making a plastic bag |
| US4114669A (en) * | 1974-06-17 | 1978-09-19 | Marilyn Bishop | Sterile port structure |
| GB1604213A (en) | 1978-04-19 | 1981-12-02 | Tay Textiles Ltd | Flexible bulk containes |
| JPS55111246A (en) * | 1979-02-21 | 1980-08-27 | Nordson Kk | Packing and bag manufacturing method |
| JPS6221589Y2 (zh) * | 1979-11-30 | 1987-06-01 | ||
| JPS5681888A (en) | 1979-12-07 | 1981-07-04 | Epson Corp | Liquid crystal display unit |
| US4479243A (en) | 1982-05-07 | 1984-10-23 | Super Sack Manufacturing Corporation | Collapsible receptacle with prefabricated lift loops and method of making |
| US4480766A (en) | 1982-09-24 | 1984-11-06 | Ibc Transport Containers, Ltd. | Bulk transport bag |
| US4596040A (en) | 1982-09-30 | 1986-06-17 | Custom Packaging Systems | Large bulk bag |
| US4781475A (en) | 1987-11-10 | 1988-11-01 | Custom Packaging Systems, Inc. | Reinforced bulk bag |
| SU1533636A1 (ru) | 1988-03-15 | 1990-01-07 | Ю.А. Мазов и Н.М. Конопапьцева | Способ изготовлени композиционного материала дл одежды |
| DE3809125A1 (de) * | 1988-03-18 | 1989-09-28 | Sengewald Kg Karl H | Verfahren und vorrichtung zum rapportmaessigen verbinden von in beutelabschnitte unterteilten folienschlaeuchen |
| US4906320A (en) | 1988-04-15 | 1990-03-06 | The Interlake Companies, Inc. | Apparatus for infrared sealing of plastic strap |
| US5417035A (en) * | 1988-09-06 | 1995-05-23 | Kcl Corporation | Apparatus and method for manufacture flexible reclosable containers |
| US5104236A (en) * | 1991-03-15 | 1992-04-14 | Custom Packaging Systems, Inc. | Scrapless collapsible bag with circumferentially spaced reinforced strips |
| JPH061389A (ja) | 1992-05-27 | 1994-01-11 | Showa Packs Kk | 大形容器 |
| US5358335A (en) * | 1993-06-01 | 1994-10-25 | Custom Packaging Systems, Inc. | Bulk bag with conical top |
| FR2714328B1 (fr) | 1993-12-24 | 1996-02-16 | Picardie Lainiere | Presse a contrecoller |
| US5823683A (en) | 1995-10-23 | 1998-10-20 | Amoco Corporation | Self-seaming produce bag |
| JP3615289B2 (ja) | 1995-12-19 | 2005-02-02 | 藤森工業株式会社 | 穀物殺虫貯蔵方法及び穀物貯蔵容器 |
| US5918984A (en) * | 1996-08-29 | 1999-07-06 | Custom Packaging Systems, Inc. | Collapsible bag with handle |
| DE19636722C2 (de) | 1996-09-10 | 1999-07-08 | Kufner Textilwerke Gmbh | Vliesverbund für Bekleidung, Verfahren zu dessen Herstellung und dessen Verwendung |
| US6179467B1 (en) * | 1997-05-27 | 2001-01-30 | Super Sack Mfg. Corp. | Woven polypropylene bulk bag with polypropylene lining or liner and process for manufacturing same |
| AP1295A (en) | 1998-06-09 | 2004-09-03 | Lance John Muller | Liner bag for flexible bulk container. |
| GB0000921D0 (en) * | 2000-01-14 | 2000-03-08 | Molins Plc | Infusion packages |
| US7081078B2 (en) * | 2000-01-14 | 2006-07-25 | Molins Plc | Infusion packages and corresponding manufacturing methods |
| EP1298075B1 (de) | 2001-10-01 | 2012-07-11 | Eurea Verpackungs Gmbh & Co. Kg. | Verfahren zum Herstellen eines flexiblen Schüttgutbehälters und danach hergestellte Schüttgutbehälter |
| DE10151144A1 (de) * | 2001-10-17 | 2003-04-30 | Windmoeller & Hoelscher | Verfahren zum Verbinden zweier Enden von flachliegenden und mit Seitenfalten versehenen Schlauchfolienbahnen |
| CN1158950C (zh) | 2001-10-18 | 2004-07-28 | 广东溢达纺织有限公司 | 衬衫缝骨的抗皱整理方法 |
| SE524755C2 (sv) | 2001-11-26 | 2004-09-28 | Natthi Cholsaipant | Storsäck med sömlös botten samt metod för tillverkning av storsäck |
| DE10234510A1 (de) | 2002-07-30 | 2004-02-19 | Lemo Maschinenbau Gmbh | Vorrichtung zum Querschweißen von Kunststofffolien |
| US7276269B2 (en) * | 2003-12-10 | 2007-10-02 | Curwood, Inc. | Frangible heat-sealable films for cook-in applications and packages made thereof |
| NZ554235A (en) | 2004-10-01 | 2009-09-25 | Orihiro Co Ltd | Pillow packaging bag and pillow type packaged body |
| US7091078B2 (en) | 2004-11-17 | 2006-08-15 | International Business Machines Corporation | Selection of optimal quantization direction for given transport direction in a semiconductor device |
| JP2008545598A (ja) * | 2005-06-10 | 2008-12-18 | ザ・グラッド・プロダクツ・カンパニー | 漏れ防止機能を備えたバッグ |
| US20070082158A1 (en) | 2005-10-06 | 2007-04-12 | Coating Excellence International | Composite film bag for packaging bulk products |
| GB2457177B (en) * | 2006-09-05 | 2011-06-01 | Liqui Box Canada Inc | Polyethylene and polypropylene blends for liquid packaging films |
| WO2008033342A2 (en) | 2006-09-11 | 2008-03-20 | Dow Global Technologies Inc. | Multi-layered resin coated sand |
| AT9823U1 (de) * | 2007-09-10 | 2008-04-15 | Starlinger & Co Gmbh | Beschichtetes gewebe aus monoaxial verstreckten kunststoffbändchen und daraus hergestellter sack |
| CN201224569Y (zh) * | 2008-05-19 | 2009-04-22 | 惠州宝柏包装有限公司 | 一种微波炉用包装袋 |
| US8236711B1 (en) | 2008-06-12 | 2012-08-07 | Milliken & Company | Flexible spike and knife resistant composite |
| JP4490493B2 (ja) | 2008-07-11 | 2010-06-23 | 株式会社悠心 | 逆止機能ノズルを備えるフレキシブル包装袋 |
| US8297840B2 (en) * | 2008-12-22 | 2012-10-30 | Coating Excellence International Llc | Heat activated adhesives for bag closures |
| DE102009053014A1 (de) | 2009-02-10 | 2010-08-19 | Lemo Maschinenbau Gmbh | Verfahren und Vorrichtung zum Verschweißen von Kunststofffolien |
| EP2275254A1 (en) | 2009-07-17 | 2011-01-19 | Dow Global Technologies Inc. | Coated substrates and packages prepared therefrom |
| US20110019942A1 (en) | 2009-07-22 | 2011-01-27 | Carmelo Piraneo | Flat Bottom, Stand-Up Bag and Method of Manufacturing Same |
| AT508364B1 (de) | 2009-09-21 | 2011-01-15 | Storsack Holding Gmbh | Transportsack und verfahren zur herstellung einer verstärkten gewebekante |
| CA2775579C (en) | 2009-10-09 | 2016-11-22 | Volm Companies, Inc. | Open mesh material and bags made therefrom |
| US8562214B2 (en) | 2009-11-30 | 2013-10-22 | Timothy Mathew Dozier | Waterproof truck bag |
| EP2354026B1 (de) | 2010-02-10 | 2012-08-22 | Nordenia Deutschland Halle GmbH | Seitenfaltenbeutel und Verfahren zur Herstellung eines Seitenfaltenbeutels |
| EP2570365B1 (en) * | 2010-05-13 | 2019-08-07 | Fukumaru Co. Ltd | Gas-permeable film, manufacturing method therefor, and packaging bag using said gas-permeable film |
| AR083516A1 (es) * | 2010-10-20 | 2013-03-06 | Starlinger & Co Gmbh | Una tela recubierta, una bolsa producida a partir de ella, una maquina de envasado para bolsas y un metodo para llenar las bolsas |
| US20120227363A1 (en) | 2011-03-07 | 2012-09-13 | Miller Weldmaster Corporation | Method and apparatus for top sealing woven bags |
| WO2012121716A1 (en) * | 2011-03-09 | 2012-09-13 | Curwood, Inc. | Gusseted bag with easy-open lap seal |
| US20120314979A1 (en) | 2011-04-11 | 2012-12-13 | Polytex Fibers Corporation | Bag and a Method of Manufacturing a Bag |
| US20120329353A1 (en) * | 2011-06-27 | 2012-12-27 | H.B. Fuller Company | Olefin based hot melt adhesive compositions and nonwoven and packaging articles including the same |
| CN102351082A (zh) * | 2011-10-18 | 2012-02-15 | 高伟 | 一种散状物料集装编织袋 |
| US9969529B2 (en) | 2012-02-13 | 2018-05-15 | Polytex Fibers Corporation | Easy open plastic bags |
| CN105452116B (zh) | 2013-06-05 | 2020-09-29 | 环美有限公司 | 使用热熔接缝生产织物袋或容器的方法 |
| AU2014384850A1 (en) * | 2014-05-05 | 2015-11-19 | Dow Global Technologies Llc | Flexible container and process for producing same |
-
2014
- 2014-06-05 CN CN201480040941.6A patent/CN105452116B/zh active Active
- 2014-06-05 CA CA3169377A patent/CA3169377A1/en active Pending
- 2014-06-05 JP JP2016518008A patent/JP6557655B2/ja active Active
- 2014-06-05 CA CA2914682A patent/CA2914682C/en active Active
- 2014-06-05 AU AU2014274820A patent/AU2014274820A1/en not_active Abandoned
- 2014-06-05 MX MX2015016738A patent/MX2015016738A/es unknown
- 2014-06-05 BR BR112015030610-1A patent/BR112015030610B1/pt active IP Right Grant
- 2014-06-05 EP EP14807604.5A patent/EP3003891A4/en active Pending
- 2014-06-05 CN CN202010914642.8A patent/CN112497844B/zh active Active
- 2014-06-05 WO PCT/US2014/041155 patent/WO2014197728A1/en active Application Filing
- 2014-06-05 US US14/297,441 patent/US10112739B2/en active Active
-
2018
- 2018-09-10 US US16/126,635 patent/US10974869B2/en active Active
-
2021
- 2021-03-31 US US17/219,398 patent/US11279523B2/en active Active
-
2022
- 2022-03-17 US US17/697,572 patent/US11858691B2/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW201134648A (en) * | 2009-11-02 | 2011-10-16 | Herwig Worff | Method of closing a sack body |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2014197728A1 (en) | 2014-12-11 |
| WO2014197728A9 (en) | 2015-04-09 |
| CA3169377A1 (en) | 2014-12-11 |
| US20210284392A1 (en) | 2021-09-16 |
| BR112015030610B1 (pt) | 2021-10-05 |
| CN112497844A (zh) | 2021-03-16 |
| AU2014274820A2 (en) | 2016-01-14 |
| US10112739B2 (en) | 2018-10-30 |
| BR112015030610A2 (pt) | 2017-07-25 |
| US20220274740A1 (en) | 2022-09-01 |
| US20190185212A1 (en) | 2019-06-20 |
| CA2914682C (en) | 2022-10-04 |
| JP6557655B2 (ja) | 2019-08-07 |
| MX2015016738A (es) | 2016-10-13 |
| EP3003891A1 (en) | 2016-04-13 |
| CN105452116A (zh) | 2016-03-30 |
| CN105452116B (zh) | 2020-09-29 |
| US11858691B2 (en) | 2024-01-02 |
| US10974869B2 (en) | 2021-04-13 |
| AU2014274820A1 (en) | 2016-01-21 |
| BR112015030610A8 (pt) | 2020-01-07 |
| JP2016525968A (ja) | 2016-09-01 |
| US20140363106A1 (en) | 2014-12-11 |
| EP3003891A4 (en) | 2017-01-25 |
| CA2914682A1 (en) | 2014-12-11 |
| US11279523B2 (en) | 2022-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112497844B (zh) | 使用热熔接缝生产织物袋或容器的方法 | |
| CN110191848B (zh) | 具有热熔合接缝的无针缝散装袋及其生产方法 | |
| KR101234125B1 (ko) | 1축 방식으로 연신된 플라스틱 테입으로 만들어진 코팅된 직물 및 그것으로 제조된 백 | |
| US20140360669A1 (en) | Method of heat sealing woven polypropylene type fabrics | |
| CZ289369B6 (cs) | Pytel z polymerové, zejména polyolefinové tkaniny a způsob jeho výroby | |
| CA2860714A1 (en) | Side-gusset bag made of a plastic fabric laminate | |
| KR20160121859A (ko) | 화학 물질용 보호복의 무봉제 심실링 방식의 원단 봉합구조 및 이의 제조방법 | |
| US20050069231A1 (en) | Box bottom composite sack | |
| CA3068309A1 (en) | Bag with multi-layer seam structure | |
| JP2007204079A (ja) | パレット積載物用の合成樹脂シート製カバー、及びその製造方法並びにその製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |