CN112497608A - 一种可定点注胶的软胶滴塑公仔自动化生产装置 - Google Patents
一种可定点注胶的软胶滴塑公仔自动化生产装置 Download PDFInfo
- Publication number
- CN112497608A CN112497608A CN202011500048.0A CN202011500048A CN112497608A CN 112497608 A CN112497608 A CN 112497608A CN 202011500048 A CN202011500048 A CN 202011500048A CN 112497608 A CN112497608 A CN 112497608A
- Authority
- CN
- China
- Prior art keywords
- upper die
- glue
- seat
- rail
- production device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/04—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles using movable moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/14—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles in several steps
- B29C43/145—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles in several steps for making multicoloured articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/52—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/04—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles using movable moulds
- B29C2043/046—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles using movable moulds travelling between different stations, e.g. feeding, moulding, curing stations
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Coating Apparatus (AREA)
Abstract
本发明公开了一种可定点注胶的软胶滴塑公仔自动化生产装置,具体为底板、回型滑轨、活动套、功能座和旋转盘,所述底板顶部的中间位置处安装有回型滑轨,且回型滑轨的内部均匀设置有滑块,所述回型滑轨的顶端均匀套设有安装套,且安装套均与滑块连接,该可定点注胶的软胶滴塑公仔自动化生产装装置,通过设置有功能座,功能座内部的底端活动连接有下模座,对下模座进行点胶或注胶时,下模座与上模座位置错开,方便对二者进行点胶,注胶完成后,上模座可进行180°翻转,接着下模座回到上模座下方与上模座对齐,无需人工手动对上模座进行翻转或手动对上下模进行拼接,使用更方便安全。
Description
技术领域
本发明涉及装饰挂件的自动化生产技术领域,具体为一种可定点注胶的软胶滴塑公仔自动化生产装置。
背景技术
滴塑技术是利用热塑性高分子材料具有状态可变的特性,即在一定条件下具有黏流性,而常温下又可恢复固态的特性,并使用适当的方法和专门的工具喷墨,在其黏流状态下按要求塑造成设计的形态,然后在常温下固化成型,公仔产品是源自美国、日本和韩国等的动画影视、漫画书刊、和网游的角色形象的衍生产品及原创卡通动物、卡通人物形象实物的产品,公仔不同于传统意义上的玩具概念,公仔更具有文化内涵,更富有故事情节,更富有个性和人格化的概念,因此公仔更受到成年人的宠爱和喜欢,。
传统的滴塑公仔加工时需要人工手动进行注胶,并需要员工手动将上模具和下模具拼接在一起,使用较为不便,且为了节约时间,员工在注塑完成后需要立刻将模具转移至冷却室内,此时模具通常还处于较高温度,直接手动对模具进行转移容易烫伤。
发明内容
针对现有技术的不足,本发明提供了一种可定点注胶的软胶滴塑公仔自动化生产装置,解决了上述背景技术中提出的问题。
为实现以上目的,本发明通过以下技术方案予以实现:一种可定点注胶的软胶滴塑公仔自动化生产装置,包括底板、回型滑轨、活动套、功能座和旋转盘,所述底板顶部的中间位置处安装有回型滑轨,且回型滑轨的内部均匀设置有滑块,所述回型滑轨的顶端均匀套设有安装套,且安装套均与滑块连接,所述安装套的顶端均安装有功能座,且功能座内部的中间位置处开设有活动仓,活动仓内设置有下模座,所述功能座顶部的一端均通过弹簧缓冲柱安装有限位框,且限位框内通过转轴安装有上模座,所述限位框一侧的中间位置处均固定有翻转电机,且翻转电机的输出端均通过转轴与上模座连接,所述底板顶部一侧的中间位置处安装有架体,且架体顶部的中间位置处固定有液压缸,所述架体内部顶端的中间位置处安装有热压板,且热压板两侧的中间位置处均固定有水管,液压缸的输出端贯穿架体的顶部与热压板连接,所述底板远离架体一侧的回型滑轨两侧均安装有活动轨,且活动轨的内部均设置有活动块,所述活动块的顶端均安装有支撑柱,且支撑柱之间的顶端安装有驱动轨,所述驱动轨上套设有活动套,且活动套顶端的中间位置处固定有步进电机,所述旋转盘的外周均匀设置有点胶头,且旋转盘底部的中间位置处安装有激光定位仪,所述支撑柱远离旋转盘的一侧均通过安装箍固定有安装座,且安装座的内部皆均匀设置有色料桶,所述色料桶的底部均安装有输料泵,且输料泵的输出端均通过软管与点胶头的输入端连接,所述底板顶部一端的中间位置处安装有支撑架,且支撑架一侧的底板上通过安装架固定有冷风机,所述支撑架顶部靠近回型滑轨的一端安装有电磁滑轨,且电磁滑轨的内部设置有电磁滑块,所述电磁滑块的底端固定有液压升降杆,且液压升降杆的底部输出端安装有注胶机构,所述回型滑轨内侧的底板上安装有储胶桶,且储胶桶的输出端通过软管与注胶机构的输入端连接。
可选的,所述驱动轨的中央呈通槽状设计,且驱动轨的两侧均通过转轴安装有驱动轮,所述驱动轨顶部的一侧安装有驱动电机,且驱动电机的输出端通过转轴与驱动轮连接,所述驱动轨的外侧安装有传送履带,且驱动轨的两端均开设有与传送履带相吻合的履带槽,所述驱动轮之间通过传送履带构成传动连接。
可选的,所述活动套的内部形状与驱动轨外侧相吻合,且活动套通过螺栓与传送履带构成可拆卸式连接,所述活动套通过传送履带与驱动轨构成活动连接。
可选的,所述活动套底端的中间位置处安装有旋转座,且旋转盘通过旋转套与旋转座构成旋转连接,所述步进电机的输出端贯穿活动套并通过转轴与旋转盘连接,所述活动套一端的中间位置处固定有支板,且支板顶端的中间位置处安装有液压伸缩杆,所述液压伸缩杆与其下方点胶头位于同一竖直线上。
可选的,所述功能座内部的两侧均开设有丝杆槽,且丝杆槽内均设置有丝杆,所述功能座内部远离上模座一端的中间位置处均安装有伺服电机,且伺服电机的输出端通过均皮带轮机构与丝杆构成传动连接,所述下模座两侧的中间位置处均设置有与丝杆相配合的丝杆套,且下模座均通过丝杆套与功能座构成活动连接。
可选的,所述活动仓的宽度与上模座和下模座的宽度均吻合,且活动仓的长度为下模座长度的两倍,所述上模座和下模座形状相吻合。
可选的,所述上模座的顶部均匀开设有上模型芯,且上模座顶部的四个拐角处均安装有插杆,所述上模型芯的外周均设置有切边刀,且下模型芯的外周均设置有与切边刀相配合的切边槽,所述下模座的顶端与上模型芯相对应的位置处均开设有与其相配合的下模型芯,且下模座顶部的四个拐角处均开设有与插杆相吻合的插杆槽,所述上模座内部的底端开设有冷却水腔,且上模座底部两侧的中间位置处均开设有与水管形状相吻合的插接口,所述水管均通过插接口与冷却水腔相连通。
可选的,所述弹簧缓冲柱均包括导柱和缓冲弹簧,且限位框的四个拐角处均贯穿有导柱,所述功能座顶部靠近弹簧缓冲柱的位置处均开设有形状与弹簧缓冲柱相吻合的缓冲柱槽,且缓冲柱槽与限位框之间的导柱外侧均套设有缓冲弹簧,所述限位框均通过弹簧缓冲柱与功能座构成升降式连接设计。
可选的,所述点胶头设置有五个,且点胶头均贯穿旋转盘,所述点胶头的顶端均固定有安装板,且点胶头两侧的旋转盘顶部均固定有压缩弹簧,所述压缩弹簧的顶端均与安装板连接,且点胶头均通过压缩弹簧与旋转盘构成升降式连接。
本发明提供了一种可定点注胶的软胶滴塑公仔自动化生产装置,具备以下有益效果:
1.该可定点注胶的软胶滴塑公仔自动化生产装置,通过设置有功能座,功能座顶部的一端通过弹簧缓冲柱安装有限位框,限位框内通过转轴旋转连接有上模座,功能座内部的底端活动连接有下模座,对下模座进行点胶或注胶时,下模座与上模座位置错开,方便对二者进行点胶,注胶完成后,上模座可在翻转电机下进行180°翻转,接着下模座回到上模座下方,与上模座对齐,然后热压板下压使上模座与下模座完成压合,无需人工手动对上模座进行翻转或手动对上下模进行拼接,使用更方便安全。
2.该可定点注胶的软胶滴塑公仔自动化生产装置,通过设置有活动轨、驱动轨和旋转盘,活动轨可带动点胶头前后移动,而驱动轨可带动点胶头左右移动,从而使点胶头能够在平面内自由移动,实现精准点胶,旋转盘上设置有五个点胶头,分别连接五个不同颜色的色料桶,旋转盘旋转可使待使用颜色的点胶头移动至液压伸缩杆下方,液压伸缩杆工作,可使得点胶头下移一段距离,压缩弹簧被压缩,点胶头接触待点胶部位完成定点点胶操作,而其他点胶头与下模型芯还有一段距离,因此不会造成误触成品的质量更高,五种不同颜色的点胶头可依次对下模型芯内的小猴子面部五官等进行点胶,实现自动化加工。
3.该可定点注胶的软胶滴塑公仔自动化生产装置,通过回型滑轨,回型滑轨可带动功能座在点胶工位、注胶工位、压合工位和卸料工位之间进行转移,多步操作可同步进行,互不干扰,加工效率更高,流程化加工,便于挂件的批量化生产。
4.该可定点注胶的软胶滴塑公仔自动化生产装置,通过设置有弹簧缓冲柱,正常状态下,限位框在缓冲弹簧的弹簧弹力作用下与其下方功能座具有一定的高度差,从而为上模座的翻转提供了适合的空间,而压合时缓冲弹簧又可被完全压入缓冲柱槽内,上模座和下模座完全贴合,不会对压合造成阻挡,冷却完成后热压板上移,上模座又可在缓冲弹簧的弹力作用下复位,与下模座分离,无需人工手动对模具进行分离,也无需额外装配分模机构,使用更方便。
5.该可定点注胶的软胶滴塑公仔自动化生产装置,通过在热压板上设置有两根水管,压膜时,水管可由上模座的两个插接口插入上模座的冷却水腔内,两根水管可通过软管外接水泵,往冷却水腔内通入冷却水,从而对滴塑公仔进行水冷,加速滴塑的冷却,提高生产效率。
附图说明
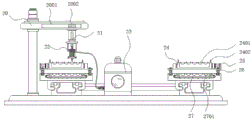
图1为本发明正视剖面结构示意图;
图2为本发明侧视剖面结构示意图;
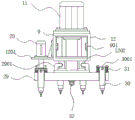
图3为本发明活动套侧视剖面结构示意图;
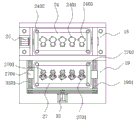
图4为本发明功能座俯视结构示意图;
图5为本发明热压板压合状态结构示意图;
图6为本发明上模座翻转状态结构示意图;
图7为本发明滴塑公仔结构示意图。
图中:1、底板;2、回型滑轨;201、滑块;202、安装套;3、活动轨;301、活动块;4、支撑柱;5、输料泵;6、安装座;7、色料桶;8、驱动电机;801、驱动轮;9、驱动轨;901、履带槽;10、传送履带;11、步进电机;12、活动套;1201、支板;1202、旋转座;13、冷风机;14、安装架;15、热压板;1501、水管;16、液压缸;17、架体;18、限位框;19、功能座;1901、丝杆槽;1902、活动仓;1903、缓冲柱槽;20、支撑架;2001、电磁滑轨;2002、电磁滑块;21、液压升降杆;22、注胶机构;23、储胶桶;24、上模座;2401、上模型芯;2402、插杆;2403、切边刀;25、翻转电机;26、弹簧缓冲柱;2601、导柱;2602、缓冲弹簧;27、下模座;2701、下模型芯;2702、插杆槽;2703、切边槽;2704、丝杆套;28、液压伸缩杆;29、旋转盘;2901、旋转套;30、点胶头;3001、安装板;31、压缩弹簧;32、激光定位仪;33、伺服电机;3301、丝杆;34、冷却水腔;3401、插接口。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制,此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
请参阅图1至图7,本发明提供一种技术方案:一种可定点注胶的软胶滴塑公仔自动化生产装置,包括底板1、回型滑轨2、活动套12、功能座19和旋转盘29,底板1顶部的中间位置处安装有回型滑轨2,且回型滑轨2的内部均匀设置有滑块201,回型滑轨2的顶端均匀套设有安装套202,且安装套202均与滑块201连接,安装套202的顶端均安装有功能座19,且功能座19内部的中间位置处开设有活动仓1902,活动仓1902内设置有下模座27,功能座19内部的两侧均开设有丝杆槽1901,且丝杆槽1901内均设置有丝杆3301,功能座19内部远离上模座24一端的中间位置处均安装有伺服电机33,且伺服电机33的输出端通过均皮带轮机构与丝杆3301构成传动连接,下模座27两侧的中间位置处均设置有与丝杆3301相配合的丝杆套2704,且下模座27均通过丝杆套2704与功能座19构成活动连接,伺服电机33工作,通过皮带轮机构带动丝杆3301旋转,从而使丝杆套2704顺着丝杆3301移动,从而使下模座27在活动仓1902内移动,移动至远离上模座24一端可进行点胶注胶,移动至上模座24下方可进行压合,设计更合理。
活动仓1902的宽度与上模座24和下模座27的宽度均吻合,且活动仓1902的长度为下模座27长度的两倍,上模座24和下模座27形状相吻合,宽度相吻合设计使得上模座24在活动仓1902内移动更顺畅且不易发生左右位移或晃动,而两倍长度设计使得下模座27与上模座24的位置能够错开,方便对二者进行点胶,且为上模座24的翻转提供了合适的空间,设计更合理。
功能座19顶部的一端均通过弹簧缓冲柱26安装有限位框18,且限位框18内通过转轴安装有上模座24,弹簧缓冲柱26均包括导柱2601和缓冲弹簧2602,且限位框18的四个拐角处均贯穿有导柱2601,功能座19顶部靠近弹簧缓冲柱26的位置处均开设有形状与弹簧缓冲柱26相吻合的缓冲柱槽1903,且缓冲柱槽1903与限位框18之间的导柱2601外侧均套设有缓冲弹簧2602,限位框18均通过弹簧缓冲柱26与功能座19构成升降式连接设计,正常状态下,限位框18在缓冲弹簧2602的弹簧弹力作用下与其下方功能座19具有一定的高度差,从而为上模座24的翻转提供了适合的空间,而压合时缓冲弹簧2602又可被完全压入缓冲柱槽1903内,上模座24和下模座27完全贴合,不会对压合造成阻挡,冷却完成后热压板15上移,上模座24又可在缓冲弹簧2602的弹力作用下复位,与下模座27分离,无需人工手动对模具进行分离,也无需额外装配分模机构,使用更方便。
上模座24的顶部均匀开设有上模型芯2401,且上模座24顶部的四个拐角处均安装有插杆2402,上模型芯2401的外周均设置有切边刀2403,且下模型芯2701的外周均设置有与切边刀2403相配合的切边槽2703,下模座27的顶端与上模型芯2401相对应的位置处均开设有与其相配合的下模型芯2701,且下模座27顶部的四个拐角处均开设有与插杆2402相吻合的插杆槽2702,上模座24内部的底端开设有冷却水腔34,且上模座24底部两侧的中间位置处均开设有与水管1501形状相吻合的插接口3401,水管1501均通过插接口3401与冷却水腔34相连通,切边刀2403和切边槽2703设计使得装置在压合的同时还能对公仔边缘进行切边,使得工作人员后续无需对公仔进行修边,简化了生产步骤,提升了生产效率,压模时水管1501可由上模座24的两个插接口插3401入上模座24的冷却水腔34内,两根水管1501通过软管外接水泵,热压一段时间后,水泵工作,往冷却水腔34内通入冷却水,从而对滴塑公仔进行水冷,加速滴塑的冷却,提高生产效率。
限位框18一侧的中间位置处均固定有翻转电机25,且翻转电机25的输出端均通过转轴与上模座24连接,底板1顶部一侧的中间位置处安装有架体17,且架体17顶部的中间位置处固定有液压缸16,架体17内部顶端的中间位置处安装有热压板15,且热压板15两侧的中间位置处均固定有水管1501,液压缸16的输出端贯穿架体17的顶部与热压板15连接,底板1远离架体17一侧的回型滑轨2两侧均安装有活动轨3,且活动轨3的内部均设置有活动块301,活动块301的顶端均安装有支撑柱4,且支撑柱4之间的顶端安装有驱动轨9,驱动轨9的中央呈通槽状设计,且驱动轨9的两侧均通过转轴安装有驱动轮801,驱动轨9顶部的一侧安装有驱动电机8,且驱动电机8的输出端通过转轴与驱动轮801连接,驱动轨9的外侧安装有传送履带10,且驱动轨9的两端均开设有与传送履带10相吻合的履带槽901,驱动轮801之间通过传送履带10构成传动连接,通槽状设计使得活动套12在驱动轨9上左右移动时,步进电机11的转轴可穿过驱动轨9,不会被阻挡,设计更合理,驱动电机8工作,带动驱动轮801旋转可带动传送履带10进行同步运动,从而使活动套12在驱动轨9上左右移动,继而带动点胶头30左右移动,使得点胶位置可准确控制,加工效果更好。
驱动轨9上套设有活动套12,且活动套12顶端的中间位置处固定有步进电机11,活动套12的内部形状与驱动轨9外侧相吻合,且活动套12通过螺栓与传送履带10构成可拆卸式连接,活动套12通过传送履带10与驱动轨9构成活动连接,相吻合使得活动套12在驱动轨9上移动更稳定不易发生晃动,点胶更精准,而可拆卸式连接设计使得活动套12可与传送履带10分离,方便对传送履带10进行检修维护或更换,设计更合理。
活动套12底端的中间位置处安装有旋转座1202,且旋转盘29通过旋转套2901与旋转座1202构成旋转连接,步进电机11的输出端贯穿活动套12并通过转轴与旋转盘29连接,活动套12一端的中间位置处固定有支板1201,且支板1201顶端的中间位置处安装有液压伸缩杆28,液压伸缩杆28与其下方点胶头30位于同一竖直线上,旋转连接设计使得步进电机11工作可带动旋转盘29旋转,从而使待使用颜色的点胶头30移动至液压伸缩杆28下方,五种不同颜色的点胶头30可依次对下模型芯2701内的小猴子面部五官等进行点胶,实现自动化加工。
旋转盘29的外周均匀设置有点胶头30,且旋转盘29底部的中间位置处安装有激光定位仪32,点胶头30设置有五个,且点胶头30均贯穿旋转盘29,点胶头30的顶端均固定有安装板3001,且点胶头30两侧的旋转盘29顶部均固定有压缩弹簧31,压缩弹簧31的顶端均与安装板3001连接,且点胶头30均通过压缩弹簧31与旋转盘29构成升降式连接,五个点胶头30可分别连接五个不同颜色的色料桶7,液压伸缩杆28工作,可使得点胶头30下移一段距离,压缩弹簧31被压缩,点胶头30接触待点胶部位完成定点点胶操作,此时其他点胶头与下模型芯2701还有一段距离,因此不会造成误触,成品的质量更高。
支撑柱4远离旋转盘29的一侧均通过安装箍固定有安装座6,且安装座6的内部皆均匀设置有色料桶7,色料桶7的底部均安装有输料泵5,且输料泵5的输出端均通过软管与点胶头30的输入端连接,底板1顶部一端的中间位置处安装有支撑架20,且支撑架20一侧的底板1上通过安装架14固定有冷风机13,支撑架20顶部靠近回型滑轨2的一端安装有电磁滑轨2001,且电磁滑轨2001的内部设置有电磁滑块2002,电磁滑块2002的底端固定有液压升降杆21,且液压升降杆21的底部输出端安装有注胶机构22,回型滑轨2内侧的底板1上安装有储胶桶23,且储胶桶23的输出端通过软管与注胶机构22的输入端连接。
综上,该可定点注胶的软胶滴塑公仔自动化生产装装置,使用时,接通电源,首先滑块201在回型滑轨2内移动,带动功能座19移动至点胶工位,即功能座19转移至旋转盘29下方,活动块301在活动轨3内前后移动,可带动点胶头30前后移动,驱动电机8工作,带动驱动轮801旋转可带动传送履带10进行同步运动,从而使活动套12在驱动轨9上左右移动,继而带动点胶头30左右移动,步进电机11工作可带动旋转盘29旋转,从而使待使用颜色的点胶头30移动至液压伸缩杆28下方,液压伸缩杆28工作,使得点胶头30下移一段距离,压缩弹簧31被压缩,点胶头30接触待点胶部位完成定点点胶操作,五种不同颜色的点胶头30依次对下模型芯2701内的小猴子面部五官等进行点胶,点胶完成后功能座19转移至注胶机构22下方,注胶机构22依次对上模型芯2401和下模型芯2701进行注胶,对下模型芯2701进行注胶时,上模座24转移至冷风机13下方,冷风机13工作,对上模型芯2401内的滴胶进行冷却,注胶完成后,功能座19转移至热压板15下方,然后翻转电机25工作,带动上模座24进行180°翻转,接着伺服电机33工作,通过皮带轮机构带动丝杆3301旋转,从而使丝杆套2704顺着丝杆3301向上模座24移动,带动下模座27回到上模座24下方,与上模座24对齐,接着液压缸16工作,带动热压板15下压,上模座24与下模座27完成压合,热压板15对上模座24进行加热,从而使上模型芯2401内的滴塑融化,从而与下模型芯2701内的滴塑融为一体,下压的同时,水管1501可由上模座24的两个插接口插3401入上模座24的冷却水腔34内,两根水管1501通过软管外接水泵,热压一段时间后,热压板15内的加热片停止工作,然后水泵工作,往冷却水腔34内通入冷却水,从而对滴塑公仔进行水冷,冷却完成后,热压板15上移与上模座24分离,此时上模座24又可在缓冲弹簧2602的弹力作用下复位,与下模座27分离完成上模的脱模,然后功能座19转移至卸料工位,下模座27在丝杆3301作用下从上模座24下方移出,工作人员可手动将加工好的公仔从下模型芯2701内取出,完成卸料。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
Claims (9)
1.一种可定点注胶的软胶滴塑公仔自动化生产装置,包括底板(1)、回型滑轨(2)、活动套(12)、功能座(19)和旋转盘(29),其特征在于:所述底板(1)顶部的中间位置处安装有回型滑轨(2),且回型滑轨(2)的内部均匀设置有滑块(201),所述回型滑轨(2)的顶端均匀套设有安装套(202),且安装套(202)均与滑块(201)连接,所述安装套(202)的顶端均安装有功能座(19),且功能座(19)内部的中间位置处开设有活动仓(1902),活动仓(1902)内设置有下模座(27),所述功能座(19)顶部的一端均通过弹簧缓冲柱(26)安装有限位框(18),且限位框(18)内通过转轴安装有上模座(24),所述限位框(18)一侧的中间位置处均固定有翻转电机(25),且翻转电机(25)的输出端均通过转轴与上模座(24)连接,所述底板(1)顶部一侧的中间位置处安装有架体(17),且架体(17)顶部的中间位置处固定有液压缸(16),所述架体(17)内部顶端的中间位置处安装有热压板(15),且热压板(15)两侧的中间位置处均固定有水管(1501),液压缸(16)的输出端贯穿架体(17)的顶部与热压板(15)连接,所述底板(1)远离架体(17)一侧的回型滑轨(2)两侧均安装有活动轨(3),且活动轨(3)的内部均设置有活动块(301),所述活动块(301)的顶端均安装有支撑柱(4),且支撑柱(4)之间的顶端安装有驱动轨(9),所述驱动轨(9)上套设有活动套(12),且活动套(12)顶端的中间位置处固定有步进电机(11),所述旋转盘(29)的外周均匀设置有点胶头(30),且旋转盘(29)底部的中间位置处安装有激光定位仪(32),所述支撑柱(4)远离旋转盘(29)的一侧均通过安装箍固定有安装座(6),且安装座(6)的内部皆均匀设置有色料桶(7),所述色料桶(7)的底部均安装有输料泵(5),且输料泵(5)的输出端均通过软管与点胶头(30)的输入端连接,所述底板(1)顶部一端的中间位置处安装有支撑架(20),且支撑架(20)一侧的底板(1)上通过安装架(14)固定有冷风机(13),所述支撑架(20)顶部靠近回型滑轨(2)的一端安装有电磁滑轨(2001),且电磁滑轨(2001)的内部设置有电磁滑块(2002),所述电磁滑块(2002)的底端固定有液压升降杆(21),且液压升降杆(21)的底部输出端安装有注胶机构(22),所述回型滑轨(2)内侧的底板(1)上安装有储胶桶(23),且储胶桶(23)的输出端通过软管与注胶机构(22)的输入端连接。
2.根据权利要求1所述的一种可定点注胶的软胶滴塑公仔自动化生产装置,其特征在于:所述驱动轨(9)的中央呈通槽状设计,且驱动轨(9)的两侧均通过转轴安装有驱动轮(801),所述驱动轨(9)顶部的一侧安装有驱动电机(8),且驱动电机(8)的输出端通过转轴与驱动轮(801)连接,所述驱动轨(9)的外侧安装有传送履带(10),且驱动轨(9)的两端均开设有与传送履带(10)相吻合的履带槽(901),所述驱动轮(801)之间通过传送履带(10)构成传动连接。
3.根据权利要求1所述的一种可定点注胶的软胶滴塑公仔自动化生产装置,其特征在于:所述活动套(12)的内部形状与驱动轨(9)外侧相吻合,且活动套(12)通过螺栓与传送履带(10)构成可拆卸式连接,所述活动套(12)通过传送履带(10)与驱动轨(9)构成活动连接。
4.根据权利要求1所述的一种可定点注胶的软胶滴塑公仔自动化生产装置,其特征在于:所述活动套(12)底端的中间位置处安装有旋转座(1202),且旋转盘(29)通过旋转套(2901)与旋转座(1202)构成旋转连接,所述步进电机(11)的输出端贯穿活动套(12)并通过转轴与旋转盘(29)连接,所述活动套(12)一端的中间位置处固定有支板(1201),且支板(1201)顶端的中间位置处安装有液压伸缩杆(28),所述液压伸缩杆(28)与其下方点胶头(30)位于同一竖直线上。
5.根据权利要求1所述的一种可定点注胶的软胶滴塑公仔自动化生产装置,其特征在于:所述功能座(19)内部的两侧均开设有丝杆槽(1901),且丝杆槽(1901)内均设置有丝杆(3301),所述功能座(19)内部远离上模座(24)一端的中间位置处均安装有伺服电机(33),且伺服电机(33)的输出端通过均皮带轮机构与丝杆(3301)构成传动连接,所述下模座(27)两侧的中间位置处均设置有与丝杆(3301)相配合的丝杆套(2704),且下模座(27)均通过丝杆套(2704)与功能座(19)构成活动连接。
6.根据权利要求1所述的一种可定点注胶的软胶滴塑公仔自动化生产装置,其特征在于:所述活动仓(1902)的宽度与上模座(24)和下模座(27)的宽度均吻合,且活动仓(1902)的长度为下模座(27)长度的两倍,所述上模座(24)和下模座(27)形状相吻合。
7.根据权利要求1所述的一种可定点注胶的软胶滴塑公仔自动化生产装置,其特征在于:所述上模座(24)的顶部均匀开设有上模型芯(2401),且上模座(24)顶部的四个拐角处均安装有插杆(2402),所述上模型芯(2401)的外周均设置有切边刀(2403),且下模型芯(2701)的外周均设置有与切边刀(2403)相配合的切边槽(2703),所述下模座(27)的顶端与上模型芯(2401)相对应的位置处均开设有与其相配合的下模型芯(2701),且下模座(27)顶部的四个拐角处均开设有与插杆(2402)相吻合的插杆槽(2702),所述上模座(24)内部的底端开设有冷却水腔(34),且上模座(24)底部两侧的中间位置处均开设有与水管(1501)形状相吻合的插接口(3401),所述水管(1501)均通过插接口(3401)与冷却水腔(34)相连通。
8.根据权利要求1所述的一种可定点注胶的软胶滴塑公仔自动化生产装置,其特征在于:所述弹簧缓冲柱(26)均包括导柱(2601)和缓冲弹簧(2602),且限位框(18)的四个拐角处均贯穿有导柱(2601),所述功能座(19)顶部靠近弹簧缓冲柱(26)的位置处均开设有形状与弹簧缓冲柱(26)相吻合的缓冲柱槽(1903),且缓冲柱槽(1903)与限位框(18)之间的导柱(2601)外侧均套设有缓冲弹簧(2602),所述限位框(18)均通过弹簧缓冲柱(26)与功能座(19)构成升降式连接设计。
9.根据权利要求1所述的一种可定点注胶的软胶滴塑公仔自动化生产装置,其特征在于:所述点胶头(30)设置有五个,且点胶头(30)均贯穿旋转盘(29),所述点胶头(30)的顶端均固定有安装板(3001),且点胶头(30)两侧的旋转盘(29)顶部均固定有压缩弹簧(31),所述压缩弹簧(31)的顶端均与安装板(3001)连接,且点胶头(30)均通过压缩弹簧(31)与旋转盘(29)构成升降式连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011500048.0A CN112497608A (zh) | 2020-12-18 | 2020-12-18 | 一种可定点注胶的软胶滴塑公仔自动化生产装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011500048.0A CN112497608A (zh) | 2020-12-18 | 2020-12-18 | 一种可定点注胶的软胶滴塑公仔自动化生产装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112497608A true CN112497608A (zh) | 2021-03-16 |
Family
ID=74922255
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011500048.0A Withdrawn CN112497608A (zh) | 2020-12-18 | 2020-12-18 | 一种可定点注胶的软胶滴塑公仔自动化生产装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112497608A (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114308530A (zh) * | 2021-12-24 | 2022-04-12 | 深圳市晏阳塑胶制品有限公司 | 一种自动化滴塑机 |
| CN114953483A (zh) * | 2021-09-08 | 2022-08-30 | 中山市世格橡塑有限公司 | 一种彩虹牙胶的制作工艺 |
| CN117400464A (zh) * | 2023-12-15 | 2024-01-16 | 山西泰宝科技有限公司 | 一种自动翻模装置 |
-
2020
- 2020-12-18 CN CN202011500048.0A patent/CN112497608A/zh not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114953483A (zh) * | 2021-09-08 | 2022-08-30 | 中山市世格橡塑有限公司 | 一种彩虹牙胶的制作工艺 |
| CN114308530A (zh) * | 2021-12-24 | 2022-04-12 | 深圳市晏阳塑胶制品有限公司 | 一种自动化滴塑机 |
| CN117400464A (zh) * | 2023-12-15 | 2024-01-16 | 山西泰宝科技有限公司 | 一种自动翻模装置 |
| CN117400464B (zh) * | 2023-12-15 | 2024-03-26 | 山西泰宝科技有限公司 | 一种自动翻模装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112497608A (zh) | 一种可定点注胶的软胶滴塑公仔自动化生产装置 | |
| US4439123A (en) | Injection molding machine | |
| CN117507235A (zh) | 一种多工位同步注射成型机模具 | |
| CN205439085U (zh) | 一种透明镜双色倒装模具 | |
| CN211709874U (zh) | 一种双炮台旋转叠模注塑系统 | |
| CN115122572B (zh) | 一种汽车塑料零部件模内加饰成型方法 | |
| CN216423227U (zh) | 多向在线群注成型自动化设备 | |
| CN112677400A (zh) | 一种转盘式刀柄全自动注塑机 | |
| CN217257868U (zh) | 一种双色注塑模具 | |
| CN217021248U (zh) | 一种具有自动切断机构的注塑模具 | |
| CN214188228U (zh) | 一种汽车装饰条高精度双色注塑模具 | |
| CN202162948U (zh) | 真空吸附式模内成型装置 | |
| CN202162949U (zh) | 片材气压式模内成型装置 | |
| CN210590244U (zh) | 卡盖注塑模具 | |
| CN112848101B (zh) | 一种新型注塑模具 | |
| CN211440865U (zh) | 一种拉片全自动摆放注塑包胶机器 | |
| CN211467201U (zh) | 一种转盘式刀柄全自动注塑机 | |
| CN105082479A (zh) | 一种合模机构 | |
| CN221622862U (zh) | 一种汽车灯支架的注塑模具 | |
| CN117644609B (zh) | 一种按摩椅机芯成型模具 | |
| CN221136760U (zh) | 一种自动切水口及取放胶件机构 | |
| CN213891065U (zh) | 汽车门板精密注塑模具滑块进胶机构 | |
| CN221456498U (zh) | 橡胶成型机的脱模架体结构 | |
| CN220720156U (zh) | 一种汽车灯罩用塑料注塑模具 | |
| CN216708321U (zh) | 吹塑机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WW01 | Invention patent application withdrawn after publication | ||
| WW01 | Invention patent application withdrawn after publication |
Application publication date: 20210316 |