CN112271115A - 熔断器智能化自动压接装置 - Google Patents
熔断器智能化自动压接装置 Download PDFInfo
- Publication number
- CN112271115A CN112271115A CN202011049087.3A CN202011049087A CN112271115A CN 112271115 A CN112271115 A CN 112271115A CN 202011049087 A CN202011049087 A CN 202011049087A CN 112271115 A CN112271115 A CN 112271115A
- Authority
- CN
- China
- Prior art keywords
- fuse
- wire
- pushing
- terminal
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H69/00—Apparatus or processes for the manufacture of emergency protective devices
- H01H69/02—Manufacture of fuses
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/05—Crimping apparatus or processes with wire-insulation stripping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/052—Crimping apparatus or processes with wire-feeding mechanism
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/055—Crimping apparatus or processes with contact member feeding mechanism
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Manufacturing Of Electrical Connectors (AREA)
Abstract
本发明公开了一种熔断器智能化自动压接装置,包括工作台架、工作台、长导线送线裁切剥皮装置、熔断器送料装置、熔断器横向推送装置、熔断器定位装置、端子原料带推送装置、打端装置、导线定位驱动装置、下料装置、控制器,所述工作台固定在工作台架上,所述熔断器送料装置、熔断器横向推送装置、熔断器定位装置、端子原料带推送装置、打端装置、导线定位驱动装置、下料装置设在工作台上,所述熔断器横向推送装置的左侧设有熔断器送料装置,右侧设有熔断器定位装置,前侧设有端子原料带推送装置,所述熔断器定位装置的前侧设有打端装置,所述打端装置的前侧设有导线定位驱动装置、下料装置,本发明具有加工效率高、加工成本低等优点。
Description
技术领域
本发明涉及加工设备技术领域,具体的说是一种熔断器智能化自动压接装置。
背景技术
导线和熔断器是电子产品中常用的部件,通常两者之间需要通过端子连接,目前市场上有很多自动的导线裁切剥皮机、打端机,经检索,CN2017109924920公开了一种移动式前送线机构,对长导线进行送线,CN2017213758204公开了一种电缆线的剥皮切断机构,对导线进行裁切剥皮,CN2014200151647公开了一种线束端子压接机,CN2019217315204公开了一种能够裁切端子链的超静音端子机,使用打端机对端子进行压接。
现有技术中,想要实现导线和熔断器的连接,需要通过导线裁切剥皮机对导线进行裁切剥皮,然后将导线搬运至打端机的位置,人工手动将熔断器的端部和导线的端部放在打端机的打端模具部位,通过打端机使端子压接将导线和熔断器连接在一起。
现有技术存在的不足之处为:一是导线裁切剥皮机对导线裁切剥皮后需要人工对导线进行搬运,再通过人工一手拿着熔断器一手拿着导线,将熔断器和导线放到打端机的端子处进行打端连接,人工成本高、生产效率较低,同时人工操作容易导致加工精度低、成品率低,无法满足大批量生产的要求;二是通过人工操作将熔断器和导线放置到打端机的端子处,操作失误容易造成人身伤害。
为了解决上述问题,现有技术中也出现了很多导线裁切剥皮、打端一体的设备,CN2019103705435公开了一种打端机,CN201710992409X公开了一种多线单头打端机,通过导线裁切剥皮装置对导线进行裁切剥皮,再通过导线移动装置将导线送到打端模具的位置对导线的端部进行打端,想要实现导线和熔断器的连接,仍然需要人工手动将熔断器的端部放在打端模具处,以将导线和熔断器通过端子压接在一起。
此种装置存在的不足之处为:依然需要人工手动将熔断器放置在端子处,人工放置熔断器的速度和时间需要配合导线裁切剥皮移动的速度,人工劳动强度大、生产效率低,同样也存在较大的安全隐患。
发明内容
本发明的目的是解决上述现有技术的不足,提供一种加工效率高、加工精度高、加工成本低,导线裁切剥皮、熔断器送料、打端一体的熔断器智能化自动压接装置。
本发明解决其技术问题所采用的技术方案是:
一种熔断器智能化自动压接装置,包括工作台架、工作台、长导线送线裁切剥皮装置、熔断器送料装置、熔断器横向推送装置、熔断器定位装置、端子原料带推送装置、打端装置、导线定位驱动装置、下料装置、控制器,所述工作台固定在工作台架上,所述熔断器送料装置、熔断器横向推送装置、熔断器定位装置、端子原料带推送装置、打端装置、导线定位驱动装置、下料装置设在工作台上,所述熔断器横向推送装置的左侧设有熔断器送料装置,右侧设有熔断器定位装置,前侧设有端子原料带推送装置,所述熔断器定位装置的前侧设有打端装置,所述打端装置的前侧设有导线定位驱动装置、下料装置,所述长导线送线裁切剥皮装置设在工作台一侧并与导线定位驱动装置相对设置,所述长导线送线裁切剥皮装置、熔断器送料装置、熔断器横向推送装置、熔断器定位装置、端子原料带推送装置、打端装置、导线定位驱动装置、下料装置分别与控制器相连接。长导线送线裁切剥皮装置实现对长导线的向前送线、切断以及端部的剥皮,导线定位驱动装置的夹爪夹住剥皮后的导线移动到打端装置的端子处,熔断器送料装置实现熔断器的依次传输,熔断器横向推送装置将熔断器推送至出料口,熔断器定位装置实现将熔断器横向推送装置移送过来的熔断器定位至端子处,端子原料带推送装置实现端子原料带的推送,打端装置对端子进行压接将导线和熔断器连接在一起,下料装置将连接后的导线和熔断器移送到收集槽中,通过长导线送线裁切剥皮装置、熔断器送料装置、熔断器横向推送装置、熔断器定位装置、端子原料带推送装置、打端装置、导线定位驱动装置、下料装置的配合以实现导线裁切剥皮、导线定位、熔断器送料、熔断器定位、打端一体全自动的操作,人工成本低、生产效率高、加工精度高。
本发明所述熔断器送料装置包括振动盘、熔断器传输导轨,所述熔断器横向推送装置包括熔断器横向送料导轨、熔断器横向推送气缸、熔断器推送板,所述熔断器横向送料导轨固定在工作台上,所述振动盘设在熔断器横向送料导轨的左侧并与工作台固定连接,所述熔断器传输导轨的一端与振动盘相连接,另一端与熔断器横向送料导轨的上端相连接,所述熔断器横向推送气缸、熔断器推送板设在熔断器横向送料导轨内,所述熔断器横向推送气缸经支架与熔断器横向送料导轨固定连接,所述熔断器横向推送气缸的活塞杆与熔断器推送板固定连接,所述振动盘、熔断器横向推送气缸分别与控制器相连接;所述熔断器定位装置包括熔断器垂直驱动气缸、熔断器夹取手指气缸,所述熔断器垂直驱动气缸经支架与工作台固定连接,所述熔断器垂直驱动气缸的活塞杆与熔断器夹取手指气缸固定连接,所述熔断器夹取手指气缸的夹指朝向熔断器横向送料导轨的出料口方向,所述熔断器垂直驱动气缸、熔断器夹取手指气缸分别与控制器相连接,通过使用振动盘将熔断器按照加工的要求依序排列到达熔断器传输导轨实现自动传输,再通过熔断器推送板将熔断器推送至熔断器定位装置处,以实现熔断器的送料、推送及定位。
本发明所述熔断器横向推送装置还包括真空吸管、动力源,所述熔断器推送板为阶梯形,所述熔断器推送板设有水平上阶面、竖向阶面、水平下阶面,所述水平上阶面靠近熔断器横向推送气缸,所述竖向阶面的上端与水平上阶面相连接,下端与水平下阶面相连接,所述竖向阶面上设有与熔断器推料板外部相连通的通孔,所述通孔与真空吸管相连接,所述真空吸管与动力源相连接,所述动力源与控制器相连接,熔断器沿熔断器传输导轨移动,在真空吸的作用下吸附在到水平下阶面上,以实现熔断器的输送,防止熔断器推送板在推送的过程中熔断器掉落到熔断器横向送料导轨中。
本发明所述水平下阶面上设有前挡片、后挡片,所述水平下阶面的前端与前挡片固定连接,后端与后挡片固定连接,所述前挡片、后挡片上分别设有开口朝上的U形槽,所述前挡片上的U形槽贯穿前挡片的前后两侧,后挡片上的U形槽贯穿后挡片的前后两侧,所述前挡片、后挡片上的U形槽对称设置,熔断器的两端弯折或过长容易导致在推送熔断器的过程中熔断器两端的引线卡在熔断器横向送料导轨的轨道壁上无法带动熔断器移动,通过设置U形槽,熔断器两头落入U形槽中,能够保证熔断器的顺利推送。
本发明所述端子原料带推送装置包括端子原料带推送通道、端子原料带推送气缸、端子推料板、推料固定板、推料板连接板、推料板弹起弹簧、前挡板、后挡板,所述端子原料带推送通道设在熔断器横向送料导轨前侧,所述端子原料带推送气缸设在端子原料带推送通道一侧并与工作台固定连接,所述端子原料带推送气缸的活塞杆与推料固定板固定连接,所述前挡板与推料固定板的前侧固定连接,所述后挡板与推料固定板的后侧固定连接,所述推料固定板上方设有推料板连接板,所述推料板连接板与前挡板、后挡板可转动连接,所述推料板连接板的一端设有推料板弹起弹簧,所述推料板弹起弹簧一端与推料板连接板下端面抵接,另一端与推料固定板上端面相抵接,所述推料板连接板的另一端与端子推料板固定连接,所述端子推料板包括上水平端面、竖直端面、导向斜面,所述上水平端面的一端与导向斜面的上端相连接,另一端与竖直端面的上端相连接,所述导向斜面的下端与竖直端面的下端相连接形成推料部,所述推料部抵在端子原料带推送通道上,所述导向斜面靠近端子原料带推送气缸,所述端子原料带推送气缸与控制器相连接,以使端子推料板的推料部插在端子原料带的料带孔内,端子原料带推送气缸的活塞杆伸出带动端子原料带朝向打端装置的方向移动,端子原料带推送气缸的活塞杆回缩在导向斜面的作用下端子推料板回到初始位置,端子原料带推送气缸的活塞杆继续伸出带动端子原料带继续移动,设置推料板弹起弹簧以使按住推料板连接板的一端即可将端子推料板抬起,方便端子原料带的抽出。
本发明所述打端装置包括打端垂直驱动气缸、打端模具、端子分割机构,所述打端垂直驱动气缸经支架与工作台固定连接,所述打端模具包括打端上模具、打端下模具,所述打端上模具与打端垂直驱动气缸的活塞杆固定连接,所述打端下模具与工作台固定连接,所述打端模具的前侧设有端子分割机构,所述端子分割机构包括端子分割下固定块、端子分割上活动块、活动块下压弹簧、上活动块下压板,所述端子分割下固定块与工作台固定连接,所述端子分割上活动块经活动块下压弹簧与端子分割下固定块相连接,所述端子分割上活动块上开设有开口朝向打端模具且供端子原料带通过的端子传送凹槽,所述端子分割上活动块的上方设有上活动块下压板,所述上活动块下压板与打端垂直驱动气缸的活塞杆固定连接,所述打端垂直驱动气缸与控制器相连接,通过打端垂直驱动气缸的活塞杆下压带动打端上模具下压实现端子的压接,上活动块下压板下压使端子分割上活动块下移以使端子从端子原料带上分离。
本发明所述导线定位驱动装置包括导线夹紧机构、导线纵向位移驱动机构,所述导线夹紧机构包括夹爪驱动气缸、夹爪驱动气缸固定板、左夹爪、右夹爪、左夹爪固定板、右夹爪固定板,所述夹爪驱动气缸与夹爪驱动气缸固定板固定连接,所述夹爪驱动气缸的活塞杆与左夹爪固定板、右夹爪固定板铰接,所述左夹爪固定板与左夹爪固定连接,右夹爪固定板与右夹爪固定连接;所述导线横向位移驱动机构包括驱动电机、摆臂、导线定位横移导轨、导线定位横移滑块,所述导线定位横移导轨固定在工作台上,所述导线定位横移滑块与导线定位横移导轨滑动连接,所述导线定位横移滑块与夹爪驱动气缸固定板固定连接,所述驱动电机与工作台固定连接,所述摆臂设在夹爪驱动气缸固定板的下端,所述摆臂的一端与驱动电机的输出轴固定连接,另一端与夹爪驱动气缸固定板滑动连接,所述夹爪驱动气缸、驱动电机分别与控制器相连接,通过驱动电机驱动导线夹紧机构沿导线定位横移导轨移动,以带动导线夹紧机构到达打端装置处实现导线与熔断器连接处端子的压接。
本发明所述导线夹紧机构还包括夹爪下移弹簧、导杆连接板,所述夹爪驱动气缸采用导线定位双导杆气缸,所述导线定位双导杆气缸设在夹爪驱动气缸固定板的下端,所述导线定位双导杆气缸的导杆穿出夹爪驱动气缸固定板与导杆连接板固定连接,所述夹爪下移弹簧套在导线定位双导杆气缸的导杆上,所述夹爪下移弹簧的一端与夹爪驱动气缸固定板相抵接,另一端与导杆连接板相抵接,所述导线定位双导杆气缸的活塞杆穿出夹爪驱动气缸固定板、导杆连接板与左夹爪固定板、右夹爪固定板铰接,所述夹爪下压挡板设在左夹爪、右夹爪的上方并与打端垂直驱动气缸的活塞杆固定连接,通过夹爪下压挡板下压时在夹爪下移弹簧的作用下使夹爪下移,以使导线能够正好放置在端子处,实现导线的精准定位。
本发明所述导线定位驱动装置还包括导线纵向位移驱动机构,所述导线纵向位移驱动机构设在导线定位横移滑块与夹爪驱动气缸固定板之间,所述导线纵向位移驱动机构包括丝杠、轴承座、导线纵向位移螺母、丝杠支撑座、丝杠驱动电机,所述丝杠支撑座与导线定位横移滑块固定连接,所述丝杠经轴承、轴承座与丝杠支撑座相连接,所述丝杠与丝杠驱动电机相连接,所述导线纵向位移螺母与丝杠螺纹连接,所述导线纵向位移螺母与夹爪驱动气缸固定板固定连接,所述丝杠驱动电机与控制器相连接,所述摆臂与丝杠支撑座滑动连接,通过设置导线纵向位移驱动机构以使夹爪夹紧导线的过程中根据导线的长度可以调整夹爪夹取的位置。
本发明所述下料装置包括夹线手指气缸、导线纵向收集驱动机构、导线横向收集驱动机构,所述导线横向收集驱动机构包括导线横移驱动气缸、活塞杆连接板、导线横移导轨、导线横移滑块、导线横移驱动气缸固定板,所述导线横移驱动气缸固定板与工作台固定连接,所述导线横移驱动气缸与导线横移驱动气缸固定板固定连接,所述导线横移驱动气缸的活塞杆与活塞杆连接板固定连接,所述活塞杆连接板与导线横移滑块固定连接,所述导线横移滑块与导线横移导轨滑动连接,所述导线横移导轨与导线横移驱动气缸固定板固定连接;所述导线纵向收集驱动机构包括夹线手指气缸固定板、导线纵移驱动气缸、导线纵移导轨、导线纵移滑块、导线纵移导轨固定板,所述导线纵移导轨固定板与活塞杆连接板相连接,所述导线纵移驱动气缸与导线纵移导轨固定板固定连接,所述导线纵移驱动气缸的活塞杆与导线纵移滑块固定连接,所述导线纵移滑块与导线纵移导轨滑动连接,所述导线纵移导轨与导线纵移导轨固定板固定连接,所述夹线手指气缸经夹线手指气缸固定板与导线纵移驱动气缸的活塞杆固定连接,所述夹线手指气缸、导线纵移驱动气缸、导线横移驱动气缸分别与控制器相连接,夹线手指气缸夹紧加工后的导线,通过导线纵向收集驱动机构、导线横向收集驱动机构带动导线到达下料槽的位置并将加工后的导线放入下料槽中。
本发明的有益效果为:通过设置熔断器送料装置、熔断器横向推送装置、熔断器定位装置以实现自动将熔断器送至打端处,与导线定位驱动装置配合实现导线与熔断器通过端子压接连接在一起,大大的降低人工成本,加工效率高;熔断器推送板的设置以使熔断器横向推送装置能够顺畅的将熔断器推送到出料口,防止熔断器的端部卡在熔断器横向送料导轨中。
附图说明
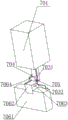
图1是本发明整体结构示意图。
图2是本发明熔断器横向推送装置结构示意图。
图3是本发明端子原料带推送装置结构示意图。
图4是本发明端子原料带推送装置结构主视图。
图5是本发明熔断器定位装置结构示意图。
图6是本发明打端装置结构示意图。
图7是本发明导线定位驱动装置结构示意图。
图8是本发明下料装置结构示意图。
附图标记:工作台架-1、工作台-2、熔断器送料装置-3、振动盘-301、熔断器传输导轨-302、熔断器导向挡板-303、熔断器横向推送装置-4、熔断器横向送料导轨-401、熔断器横向推送气缸-402、熔断器推送板-403、水平上阶面-4031、水平下阶面-4032、前挡片-4033、后挡片-4034、U形槽-4035、熔断器定位装置-5、熔断器夹取手指气缸-501、熔断器垂直驱动气缸-502、端子原料带推送装置-6、端子原料带推送通道-601、端子原料带推送气缸-602、端子推料板-603、推料固定板-604、推料板连接板-605、推料板弹起弹簧-606、前挡板-607、后挡板-608、打端装置-7、打端垂直驱动气缸-701、垂直驱动气缸固定架-702、打端上模具-7031、打端下模具-7032、模具固定板-704、熔断器端子防起挡板-705、端子分割机构-706、端子分割下固定块-7061、端子分割上活动块-7062、端子传送凹槽-7063、上活动块下压板-7064、导线定位驱动装置-8、导线定位横移导轨-8011、导线定位横移滑块-8012、驱动电机-8013、摆臂-8014、导线定位双导杆气缸-8021、夹爪下移弹簧-8022、左夹爪-8023、右夹爪-8024、左夹爪固定板-8025、右夹爪固定板-8026、夹爪驱动气缸固定板-8027、导杆连接板-8028、夹爪下压挡板-8029、丝杠-8031、轴承座-8032、导线纵向位移螺母-8033、丝杠支撑座-8034、下料装置-9、夹线手指气缸-901、夹线手指气缸固定板-9021、导线纵移驱动气缸-9022、导线纵移导轨-9023、导线纵移滑块-9024、导线纵移导轨固定板-9025、导线横移驱动气缸-9031、活塞杆连接板-9032、导线横移导轨-9033、导线横移滑块-9034、横移左连杆-9035、横移右连杆-9036、连杆滑动固定板-9037、滑动导引槽-9038、导线横移驱动气缸固定板-9039。
具体实施方式
下面结合附图和实施例对本发明进行说明。
如附图所述,一种熔断器智能化自动压接装置,包括工作台架1、工作台2、长导线送线裁切剥皮装置、熔断器送料装置3、熔断器横向推送装置4、熔断器定位装置5、端子原料带推送装置6、打端装置7、导线定位驱动装置8、下料装置9、控制器,所述工作台2固定在工作台架1上,所述熔断器送料装置3、熔断器横向推送装置4、熔断器定位装置5、端子原料带推送装置6、打端装置7、导线定位驱动装置8、下料装置9设在工作台2上,所述熔断器横向推送装置4的左侧设有熔断器送料装置3,右侧设有熔断器定位装置5,前侧设有端子原料带推送装置6,所述熔断器定位装置5的前侧设有打端装置7,所述打端装置7的前侧设有导线定位驱动装置8、下料装置9,所述长导线送线裁切剥皮装置设在工作台2一侧并与导线定位驱动装置8相对设置,所述长导线送线裁切剥皮装置、熔断器送料装置3、熔断器横向推送装置4、熔断器定位装置5、端子原料带推送装置6、打端装置7、导线定位驱动装置8、下料装置9分别与控制器相连接。此实施例中长导线送线裁切剥皮装置为现有技术,在此不做赘述且在附图中未标出。长导线送线裁切剥皮装置实现对长导线的向前送线、切断以及端部的剥皮,导线定位驱动装置的夹爪夹住剥皮后的导线移动到打端装置的端子处,熔断器送料装置实现熔断器的依次传输,熔断器横向推送装置将熔断器推送至出料口,熔断器定位装置实现将熔断器横向推送装置移送过来的熔断器定位至端子处,端子原料带推送装置实现端子原料带的推送,打端装置对端子进行压接将导线和熔断器连接在一起,下料装置将连接后的导线和熔断器移送到收集槽中,通过长导线送线裁切剥皮装置、熔断器送料装置、熔断器横向推送装置、熔断器定位装置、端子原料带推送装置、打端装置、导线定位驱动装置、下料装置的配合以实现导线裁切剥皮、导线定位、熔断器送料、熔断器定位、打端一体全自动的操作,人工成本低、生产效率高、加工精度高。
所述熔断器送料装置3包括振动盘301、熔断器传输导轨302,所述熔断器横向推送装置4包括熔断器横向送料导轨401、熔断器横向推送气缸402、熔断器推送板403,所述熔断器横向送料导轨401固定在工作台2上,所述振动盘301设在熔断器横向送料导轨401的左侧并与工作台2固定连接,所述熔断器传输导轨302的一端与振动盘301相连接,另一端与熔断器横向送料导轨401的上端相连接,所述熔断器横向推送气缸402、熔断器推送板403设在熔断器横向送料导轨401内,所述熔断器横向推送气缸402经支架与熔断器横向送料导轨401固定连接,所述熔断器横向推送气缸的活塞杆与熔断器推送板403固定连接,所述振动盘301、熔断器横向推送气缸402分别与控制器相连接。熔断器放置在振动盘中,通过使用振动盘将熔断器按照加工的要求依序排列到达熔断器传输导轨实现自动传输,再通过熔断器推送板将熔断器推送至熔断器定位装置处,以实现熔断器的自动有序排列及推送,此实施例中熔断器传输导轨为C形导轨,以使熔断器在C形导轨内移动,使用C形导轨,以保证熔断器在传送的过程中不会掉出,熔断器传输导轨302靠近熔断器横向送料导轨的一端还设有熔断器导向挡板303,使用熔断器导向挡板,能够有效防止熔断器直接掉落到熔断器横向送料导轨中或掉到工作台上,能够保证熔断器依次有序的移动到熔断器推送板上。
所述熔断器定位装置5包括熔断器垂直驱动气缸502、熔断器夹取手指气缸501,所述熔断器垂直驱动气缸502经支架与工作台2固定连接,所述熔断器垂直驱动气缸的活塞杆与熔断器夹取手指气缸501固定连接,所述熔断器夹取手指气缸的夹指朝向熔断器横向送料导轨的出料口方向,所述熔断器垂直驱动气缸502、熔断器夹取手指气缸501分别与控制器相连接,以实现熔断器的送料、推送及定位。熔断器经过熔断器推送板推送出来之后,熔断器夹取手指气缸的夹指将熔断器的引线夹住,熔断器垂直驱动气缸的活塞杆回缩带动熔断器上移,熔断器推送板在熔断器横向推送气缸的作用下回到初始位置,熔断器垂直驱动气缸的活塞杆伸出将熔断器放置在端子原料带的端子位置处等待打端。
所述熔断器横向推送装置还包括真空吸管、动力源(图中未示出),所述熔断器推送板403为阶梯形,所述熔断器推送板403设有水平上阶面4031、竖向阶面、水平下阶面4032,所述水平上阶面4031靠近熔断器横向推送气缸,所述竖向阶面的上端与水平上阶面4031相连接,下端与水平下阶面4032相连接,所述竖向阶面上设有与熔断器推料板外部相连通的通孔,所述通孔与真空吸管相连接,所述真空吸管与动力源相连接,所述动力源与控制器相连接,熔断器沿熔断器传输导轨移动,在真空吸的作用下吸附在到水平下阶面上,以实现熔断器的输送,防止熔断器推送板在推送的过程中熔断器掉落到熔断器横向送料导轨中。
所述水平下阶面4032上设有前挡片4033、后挡片4034,所述水平下阶面4032的前端与前挡片4033固定连接,后端与后挡片4034固定连接,所述前挡片4033、后挡片4034上分别设有开口朝上的U形槽4035,所述前挡片4033上的U形槽贯穿前挡片的前后两侧,后挡片4034上的U形槽贯穿后挡片的前后两侧,所述前挡片、后挡片上的U形槽对称设置,熔断器的两端弯折或过长容易导致在推送熔断器的过程中熔断器两端的引线卡在熔断器横向送料导轨的轨道壁上无法带动熔断器移动,通过设置U形槽,熔断器的引线落入U形槽中,能够保证即使熔断器的引线弯折或过长也能实现熔断器的正常推送,熔断器不会从熔断器推料板上脱出。此实施例中前挡片、后挡片上端面的位置不高于水平上阶面,保证熔断器推送板能够顺畅的从熔断器传输导轨下端移动。
所述端子原料带推送装置6包括端子原料带推送通道601、端子原料带推送气缸602、端子推料板603、推料固定板604、推料板连接板605、推料板弹起弹簧606、前挡板607、后挡板608,所述端子原料带推送通道601设在熔断器横向送料导轨401前侧,所述端子原料带推送气缸602设在端子原料带推送通道一侧并与工作台2固定连接,所述端子原料带推送气缸的活塞杆与推料固定板604固定连接,所述前挡板607与推料固定板604的前侧固定连接,所述后挡板608与推料固定板604的后侧固定连接,所述推料固定板604上方设有推料板连接板605,所述推料板连接板605与前挡板607、后挡板608可转动连接,所述推料板连接板605的一端设有推料板弹起弹簧606,所述推料板弹起弹簧606一端与推料板连接板605下端面抵接,另一端与推料固定板604上端面相抵接,所述推料板连接板605的另一端与端子推料板603固定连接,所述端子推料板603包括上水平端面、竖直端面、导向斜面,所述上水平端面的一端与导向斜面的上端相连接,另一端与竖直端面的上端相连接,所述导向斜面的下端与竖直端面的下端相连接形成推料部,所述推料部抵在端子原料带推送通道601上,所述导向斜面靠近端子原料带推送气缸,所述端子原料带推送气缸与控制器相连接,以使端子推料板的推料部插在端子原料带的料带孔内,端子原料带推送气缸的活塞杆伸出带动端子原料带朝向打端装置的方向移动,端子原料带推送气缸的活塞杆回缩在导向斜面的作用下端子推料板回到初始位置,在端子原料带推送气缸的活塞杆回缩的过程中端子原料带不移动,端子原料带推送气缸的活塞杆继续伸出带动端子原料带继续移动,设置推料板弹起弹簧以使按住推料板连接板605的一端即可将端子推料板603抬起,方便端子原料带的抽出。
所述打端装置7设在熔断器横向送料导轨401的出料口,且设置在熔断器定位装置的前侧,以使熔断器被熔断器夹取手指气缸夹取后能够放置在端子原料带的端子处,所述打端装置7包括打端垂直驱动气缸701、打端模具、端子分割机构706,所述打端垂直驱动气缸701经垂直驱动气缸固定架702与工作台2固定连接,所述打端模具包括打端上模具7031、打端下模具7032,所述打端上模具7031经模具固定板704与打端垂直驱动气缸的活塞杆固定连接,所述打端下模具7032与工作台2固定连接,打端上模具、打端下模具的形状为现有技术,在此不做赘述。所述打端模具的前侧设有端子分割机构706,所述端子分割机构706包括端子分割下固定块7061、端子分割上活动块7062、活动块下压弹簧、上活动块下压板7064,所述端子分割下固定块7061与工作台2固定连接,所述端子分割上活动块7062经活动块下压弹簧与端子分割下固定块7061相连接,所述端子分割上活动块7062上开设有开口朝向打端模具且供端子原料带通过的端子传送凹槽7063,所述端子分割上活动块7062的上方设有上活动块下压板7064,所述上活动块下压板7064与模具固定板704固定连接,随着打端垂直驱动气缸的活塞杆上下移动,所述打端垂直驱动气缸与控制器相连接,通过打端垂直驱动气缸的活塞杆下压带动打端上模具下压实现端子的压接,上活动块下压板下压使端子分割上活动块下移以使端子原料带的连接部与端子位置错开,使得端子从端子原料带上分离。
所述打端装置7还包括熔断器端子防起挡板705,所述熔断器端子防起挡板705设在打端模具右侧,所述熔断器端子防起挡板705包括端子前挡板、熔断器后挡板,所述端子前挡板设在打端上模具前侧,所述熔断器后挡板设在打端上模具后侧,所述熔断器端子防起挡板705经支架与工作台2固定连接,设置熔断器端子防起挡板以防止打端模具将端子压接成型后,打端模具抬起时带动端子和熔断器上移,同时熔断器端子防起挡板的位置设置既能够保证防止端子和熔断器上移也不会影响打端模具压接端子。
所述导线定位驱动装置8包括导线夹紧机构、导线纵向位移驱动机构,所述导线夹紧机构包括夹爪驱动气缸、夹爪驱动气缸固定板8027、左夹爪8023、右夹爪8024、左夹爪固定板8025、右夹爪固定板8026,所述夹爪驱动气缸与夹爪驱动气缸固定板8027固定连接,所述夹爪驱动气缸的活塞杆与左夹爪固定板8025、右夹爪固定板8026铰接,所述左夹爪固定板8025与左夹爪8023固定连接,右夹爪固定板8026与右夹爪8024固定连接;通过夹爪驱动气缸活塞杆的伸出使左夹爪与右夹爪打开,夹爪驱动气缸活塞杆的回缩使左夹爪与右夹爪闭合,所述导线横向位移驱动机构包括驱动电机8013、摆臂8014、导线定位横移导轨8011、导线定位横移滑块8012,此实施例中导线定位横移导轨平行设置,所述导线定位横移导轨8011固定在工作台2上,所述导线定位横移滑块8012与导线定位横移导轨8011滑动连接,所述导线定位横移滑块8012与夹爪驱动气缸固定板8027固定连接,所述驱动电机8013与工作台2固定连接,所述摆臂8014设在夹爪驱动气缸固定板8027的下端,所述摆臂8014的一端与驱动电机8013的输出轴固定连接,另一端与夹爪驱动气缸固定板8027滑动连接,所述夹爪驱动气缸、驱动电机分别与控制器相连接,此实施例中驱动电机设在导线定位横移导轨的外侧,其中一个导线定位横移导轨与工作台连接的部位开设有凹槽,摆臂从凹槽中穿入两个导线定位横移导轨之间,通过驱动电机带动摆臂转动,以驱动导线夹紧机构沿导线定位横移导轨移动,以带动导线夹紧机构到达打端装置处实现导线与熔断器连接处端子的压接。导线夹紧机构的初始位置设置靠近导线裁切剥皮装置,导线裁切剥皮后通过导线夹紧机构夹紧传送到打端位置处。
所述导线夹紧机构还包括夹爪下移弹簧8022、导杆连接板8028,所述夹爪驱动气缸采用导线定位双导杆气缸8021,此实施例中使用的导线定位双导杆气缸的双导杆以及活塞杆从气缸的外壳上下贯穿,所述导线定位双导杆气缸8021设在夹爪驱动气缸固定板8027的下端,所述导线定位双导杆气缸8021的导杆穿出夹爪驱动气缸固定板8027与导杆连接板8028固定连接,所述夹爪下移弹簧8022套在导线定位双导杆气缸8021的导杆上,所述夹爪下移弹簧8022的一端与夹爪驱动气缸固定板8027相抵接,另一端与导杆连接板8028相抵接,所述导线定位双导杆气缸8021的活塞杆穿出夹爪驱动气缸固定板8027、导杆连接板8028与左夹爪固定板8025、右夹爪固定板8026铰接,所述夹爪下压挡板8029设在左夹爪8023、右夹爪8024的上方并与打端垂直驱动气缸的活塞杆固定连接,当夹爪到达打端位置处,通过夹爪下压挡板下压在夹爪下移弹簧的作用下使夹爪下移,以使导线能够正好放置在端子处,实现导线的精准定位。
所述导线定位驱动装置8还包括导线纵向位移驱动机构,所述导线纵向位移驱动机构包括丝杠8031、轴承座8032、导线纵向位移螺母8033、丝杠支撑座8034、丝杠驱动电机,所述丝杠支撑座8034与导线定位横移滑块8012固定连接,所述丝杠8031经轴承、轴承座8032与丝杠支撑座8034相连接,所述丝杠8031的一端与丝杠驱动电机相连接,所述导线纵向位移螺母8033与丝杠8031螺纹连接,所述夹爪驱动气缸固定板8027与导线纵向位移螺母8033固定连接,所述丝杠驱动电机与控制器相连接,所述摆臂与丝杠支撑座滑动连接,通过设置导线纵向位移驱动机构以使夹爪夹紧导线的过程中根据导线的长度可以调整夹爪夹取的位置。
所述下料装置9包括夹线手指气缸901、导线纵向收集驱动机构、导线横向收集驱动机构,所述导线横向收集驱动机构包括导线横移驱动气缸9031、活塞杆连接板9032、导线横移导轨9033、导线横移滑块9034、导线横移驱动气缸固定板9039,所述导线横移驱动气缸固定板9039与工作台固定连接,所述导线横移驱动气缸9031与导线横移驱动气缸固定板9039固定连接,所述导线横移驱动气缸的活塞杆与活塞杆连接板9032固定连接,所述活塞杆连接板9032与导线横移滑块9034固定连接,所述导线横移滑块9034与导线横移导轨9033滑动连接,所述导线横移导轨9033与导线横移驱动气缸固定板9039固定连接;所述导线纵向收集驱动机构包括夹线手指气缸固定板9021、导线纵移驱动气缸9022、导线纵移导轨9023、导线纵移滑块9024、导线纵移导轨固定板9025,所述导线纵移导轨固定板9025与活塞杆连接板9032相连接,所述导线纵移驱动气缸9022与导线纵移导轨固定板9025固定连接,所述导线纵移驱动气缸的活塞杆与导线纵移滑块9024固定连接,所述导线纵移滑块9024与导线纵移导轨9023滑动连接,所述导线纵移导轨9023与导线纵移导轨固定板9025固定连接,所述夹线手指气缸901经夹线手指气缸固定板9021与导线纵移驱动气缸的活塞杆固定连接,所述夹线手指气缸901、导线纵移驱动气缸9022、导线横移驱动气缸9031分别与控制器相连接,夹线手指气缸夹紧加工后的导线,通过导线纵向收集驱动机构、导线横向收集驱动机构带动导线到达下料槽的位置并将加工后的导线放入下料槽中。导线纵移导轨固定板9025与活塞杆连接板9032的连接方式可以采用固定连接,也可采用连杆连接,此实施例中导线横向收集驱动机构还包括横移左连杆9035、横移右连杆9036、连杆滑动板9037、滑动导引槽9038,连杆滑动板9037的一端与导线横移驱动气缸固定板固定连接,另一端为自由端,连杆滑动板9037上靠近自由端的一侧设有滑动导引槽9038,活塞杆连接板与连杆铰接座相连接,横移左连杆与横移右连杆平行设置,横移右连杆9036的一端与导线纵移导轨固定板9025铰接,另一端与连杆铰接座铰接,横移左连杆9035的一端与导线纵移导轨固定板9025铰接,中部与连杆铰接座铰接,另一端经导引块与滑动导引槽滑动连接,导线横移驱动气缸的活塞杆伸出回缩时,以使横移左连杆、横移右连杆沿着滑动导引槽的导引方向移动。
此实施例中还设有触摸屏(图中未示出),触摸屏固定在工作台上与控制器相连接。
此实施例中控制器使用的是PLC控制器。
本发明使用时:1、点击触摸屏上的启动按钮,首先长导线送线裁切剥皮装置向前输送导线,导线到达裁切剥皮的位置,对导线的一端进行剥皮,导线一端剥皮之后继续前移,在导线定位双导杆气缸8021的作用下左夹爪8023、右夹爪8024将导线夹住,长导线送线裁切剥皮装置对导线的另一端进行裁切和剥皮,夹爪夹住剥皮后的导线,在驱动电机8013的作用下沿着导线定位横移导轨8011向着打端装置7的方向移动,此过程中根据实际需要丝杠驱动电机驱动丝杠8031转动,以使夹爪的位置产生纵向位移;2、在导线定位驱动装置8向着打端装置7移动的过程中,熔断器在振动盘301的作用下通过熔断器传输导轨302到达熔断器推送板的U形槽4035处,熔断器放置在两个U形槽间,熔断器的引线伸出U形槽,在熔断器横向推送气缸402的作用下熔断器推送板403朝着出料口的方向移动到达出料口熔断器夹取手指气缸501的夹指位置,熔断器夹取手指气缸501的夹指闭合将熔断器一端的引线夹住,在熔断器垂直驱动气缸502的作用下熔断器抬起,熔断器推送板403在熔断器横向推送气缸402的作用下回到初始位置,熔断器垂直驱动气缸的活塞杆下移使熔断器的另一端的引线放在端子位置处; 3、在熔断器推送、定位的过程中,端子原料带在端子原料带推送气缸602的作用下朝着打端装置7的方向移动;4、导线的端部、熔断器的端部都到达端子处,在打端垂直驱动气缸701的作用下打端上模具7031下移,将导线、熔断器通过端子压接连接在一起,打端垂直驱动气缸的活塞杆下移也带动上活动块下压板7064下移,上活动块下压板7064压在端子分割上活动块7062上,使端子原料带的连接部位置下移与端子错开,来使端子与连接部分离,打端垂直驱动气缸的活塞杆下移也带动夹爪下压挡板8029下移,夹爪下压挡板8029下移使左夹爪8023、右夹爪8024位置下移,保证导线的位置能够正好与端子接触;打端垂直驱动气缸的活塞杆上移,带动打端上模具7031、上活动块下压板7064、夹爪下压挡板8029上移,打端上模具7031上移的过程中端子有可能卡在打端上模具上跟随一起上移,设置熔断器端子防起挡板705以阻止端子上移;5、端子压接后,熔断器夹取手指气缸的夹指打开,夹线手指气缸901将加工后的导线夹住,左夹爪、右夹爪打开,在导线纵移驱动气缸9022、导线横移驱动气缸9031的作用下带动导线移动到达导线收集槽的位置,夹线手指气缸901的夹爪打开,将导线放置到导线收集槽中,在导线纵移驱动气缸9022、导线横移驱动气缸9031的作用下夹线手指气缸901回到初始位置;6、导线定位驱动装置的驱动电机带动左夹爪、右夹爪回到初始位置,夹爪继续夹取裁切剥皮后的导线,重复进行上述操作。
Claims (10)
1.一种熔断器智能化自动压接装置,其特征在于:包括工作台架、工作台、长导线送线裁切剥皮装置、熔断器送料装置、熔断器横向推送装置、熔断器定位装置、端子原料带推送装置、打端装置、导线定位驱动装置、下料装置、控制器,所述工作台固定在工作台架上,所述熔断器送料装置、熔断器横向推送装置、熔断器定位装置、端子原料带推送装置、打端装置、导线定位驱动装置、下料装置设在工作台上,所述熔断器横向推送装置的左侧设有熔断器送料装置,右侧设有熔断器定位装置,前侧设有端子原料带推送装置,所述熔断器定位装置的前侧设有打端装置,所述打端装置的前侧设有导线定位驱动装置、下料装置,所述长导线送线裁切剥皮装置设在工作台一侧并与导线定位驱动装置相对设置,所述长导线送线裁切剥皮装置、熔断器送料装置、熔断器横向推送装置、熔断器定位装置、端子原料带推送装置、打端装置、导线定位驱动装置、下料装置分别与控制器相连接。
2.根据权利要求1所述的一种熔断器智能化自动压接装置,其特征在于:所述熔断器送料装置包括振动盘、熔断器传输导轨,所述熔断器横向推送装置包括熔断器横向送料导轨、熔断器横向推送气缸、熔断器推送板,所述熔断器横向送料导轨固定在工作台上,所述振动盘设在熔断器横向送料导轨的左侧并与工作台固定连接,所述熔断器传输导轨的一端与振动盘相连接,另一端与熔断器横向送料导轨的上端相连接,所述熔断器横向推送气缸、熔断器推送板设在熔断器横向送料导轨内,所述熔断器横向推送气缸经支架与熔断器横向送料导轨固定连接,所述熔断器横向推送气缸的活塞杆与熔断器推送板固定连接,所述振动盘、熔断器横向推送气缸分别与控制器相连接;
所述熔断器定位装置包括熔断器垂直驱动气缸、熔断器夹取手指气缸,所述熔断器垂直驱动气缸经支架与工作台固定连接,所述熔断器垂直驱动气缸的活塞杆与熔断器夹取手指气缸固定连接,所述熔断器夹取手指气缸的夹指朝向熔断器横向送料导轨的出料口方向,所述熔断器垂直驱动气缸、熔断器夹取手指气缸分别与控制器相连接。
3.根据权利要求2所述的一种熔断器智能化自动压接装置,其特征在于:所述熔断器横向推送装置还包括真空吸管、动力源,所述熔断器推送板为阶梯形,所述熔断器推送板设有水平上阶面、竖向阶面、水平下阶面,所述水平上阶面靠近熔断器横向推送气缸,所述竖向阶面的上端与水平上阶面相连接,下端与水平下阶面相连接,所述竖向阶面上设有与熔断器推料板外部相连通的通孔,所述通孔与真空吸管相连接,所述真空吸管与动力源相连接,所述动力源与控制器相连接。
4.根据权利要求3所述的一种熔断器智能化自动压接装置,其特征在于:所述水平下阶面上设有前挡片、后挡片,所述水平下阶面的前端与前挡片固定连接,后端与后挡片固定连接,所述前挡片、后挡片上分别设有开口朝上的U形槽,所述前挡片上的U形槽贯穿前挡片的前后两侧,后挡片上的U形槽贯穿后挡片的前后两侧,所述前挡片、后挡片上的U形槽对称设置。
5.根据权利要求1或2或3或4所述的一种熔断器智能化自动压接装置,其特征在于:所述端子原料带推送装置包括端子原料带推送通道、端子原料带推送气缸、端子推料板、推料固定板、推料板连接板、推料板弹起弹簧、前挡板、后挡板,所述端子原料带推送通道设在熔断器横向送料导轨前侧,所述端子原料带推送气缸设在端子原料带推送通道一侧并与工作台固定连接,所述端子原料带推送气缸的活塞杆与推料固定板固定连接,所述前挡板与推料固定板的前侧固定连接,所述后挡板与推料固定板的后侧固定连接,所述推料固定板上方设有推料板连接板,所述推料板连接板与前挡板、后挡板可转动连接,所述推料板连接板的一端设有推料板弹起弹簧,所述推料板弹起弹簧一端与推料板连接板下端面抵接,另一端与推料固定板上端面相抵接,所述推料板连接板的另一端与端子推料板固定连接,所述端子推料板包括上水平端面、竖直端面、导向斜面,所述上水平端面的一端与导向斜面的上端相连接,另一端与竖直端面的上端相连接,所述导向斜面的下端与竖直端面的下端相连接形成推料部,所述推料部抵在端子原料带推送通道上,所述导向斜面靠近端子原料带推送气缸,所述端子原料带推送气缸与控制器相连接。
6.根据权利要求1或2或3或4所述的一种熔断器智能化自动压接装置,其特征在于:所述打端装置包括打端垂直驱动气缸、打端模具、端子分割机构,所述打端垂直驱动气缸经支架与工作台固定连接,所述打端模具包括打端上模具、打端下模具,所述打端上模具与打端垂直驱动气缸的活塞杆固定连接,所述打端下模具与工作台固定连接,所述打端模具的前侧设有端子分割机构,所述端子分割机构包括端子分割下固定块、端子分割上活动块、活动块下压弹簧、上活动块下压板,所述端子分割下固定块与工作台固定连接,所述端子分割上活动块经活动块下压弹簧与端子分割下固定块相连接,所述端子分割上活动块上开设有开口朝向打端模具且供端子原料带通过的端子传送凹槽,所述端子分割上活动块的上方设有上活动块下压板,所述上活动块下压板与打端垂直驱动气缸的活塞杆固定连接,所述打端垂直驱动气缸与控制器相连接。
7.根据权利要求1或2或3或4所述的一种熔断器智能化自动压接装置,其特征在于:所述导线定位驱动装置包括导线夹紧机构、导线纵向位移驱动机构,所述导线夹紧机构包括夹爪驱动气缸、夹爪驱动气缸固定板、左夹爪、右夹爪、左夹爪固定板、右夹爪固定板,所述夹爪驱动气缸与夹爪驱动气缸固定板固定连接,所述夹爪驱动气缸的活塞杆与左夹爪固定板、右夹爪固定板铰接,所述左夹爪固定板与左夹爪固定连接,右夹爪固定板与右夹爪固定连接;所述导线横向位移驱动机构包括驱动电机、摆臂、导线定位横移导轨、导线定位横移滑块,所述导线定位横移导轨固定在工作台上,所述导线定位横移滑块与导线定位横移导轨滑动连接,所述导线定位横移滑块与夹爪驱动气缸固定板固定连接,所述驱动电机与工作台固定连接,所述摆臂设在夹爪驱动气缸固定板的下端,所述摆臂的一端与驱动电机的输出轴固定连接,另一端与夹爪驱动气缸固定板滑动连接,所述夹爪驱动气缸、驱动电机分别与控制器相连接。
8.根据权利要求7所述的一种熔断器智能化自动压接装置,其特征在于:所述导线夹紧机构还包括夹爪下移弹簧、导杆连接板,所述夹爪驱动气缸采用导线定位双导杆气缸,所述导线定位双导杆气缸设在夹爪驱动气缸固定板的下端,所述导线定位双导杆气缸的导杆穿出夹爪驱动气缸固定板与导杆连接板固定连接,所述夹爪下移弹簧套在导线定位双导杆气缸的导杆上,所述夹爪下移弹簧的一端与夹爪驱动气缸固定板相抵接,另一端与导杆连接板相抵接,所述导线定位双导杆气缸的活塞杆穿出夹爪驱动气缸固定板、导杆连接板与左夹爪固定板、右夹爪固定板铰接,所述夹爪下压挡板设在左夹爪、右夹爪的上方并与打端垂直驱动气缸的活塞杆固定连接。
9.根据权利要求8所述的一种熔断器智能化自动压接装置,其特征在于:所述导线定位驱动装置还包括导线纵向位移驱动机构,所述导线纵向位移驱动机构设在导线定位横移滑块与夹爪驱动气缸固定板之间,所述导线纵向位移驱动机构包括丝杠、轴承座、导线纵向位移螺母、丝杠支撑座、丝杠驱动电机,所述丝杠支撑座与导线定位横移滑块固定连接,所述丝杠经轴承、轴承座与丝杠支撑座相连接,所述丝杠与丝杠驱动电机相连接,所述导线纵向位移螺母与丝杠螺纹连接,所述导线纵向位移螺母与夹爪驱动气缸固定板固定连接,所述丝杠驱动电机与控制器相连接,所述摆臂与丝杠支撑座滑动连接。
10.根据权利要求1或2或3或4所述的一种熔断器智能化自动压接装置,其特征在于:所述下料装置包括夹线手指气缸、导线纵向收集驱动机构、导线横向收集驱动机构,所述导线横向收集驱动机构包括导线横移驱动气缸、活塞杆连接板、导线横移导轨、导线横移滑块、导线横移驱动气缸固定板,所述导线横移驱动气缸固定板与工作台固定连接,所述导线横移驱动气缸与导线横移驱动气缸固定板固定连接,所述导线横移驱动气缸的活塞杆与活塞杆连接板固定连接,所述活塞杆连接板与导线横移滑块固定连接,所述导线横移滑块与导线横移导轨滑动连接,所述导线横移导轨与导线横移驱动气缸固定板固定连接;所述导线纵向收集驱动机构包括夹线手指气缸固定板、导线纵移驱动气缸、导线纵移导轨、导线纵移滑块、导线纵移导轨固定板,所述导线纵移导轨固定板与活塞杆连接板相连接,所述导线纵移驱动气缸与导线纵移导轨固定板固定连接,所述导线纵移驱动气缸的活塞杆与导线纵移滑块固定连接,所述导线纵移滑块与导线纵移导轨滑动连接,所述导线纵移导轨与导线纵移导轨固定板固定连接,所述夹线手指气缸经夹线手指气缸固定板与导线纵移驱动气缸的活塞杆固定连接,所述夹线手指气缸、导线纵移驱动气缸、导线横移驱动气缸分别与控制器相连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011049087.3A CN112271115A (zh) | 2020-09-29 | 2020-09-29 | 熔断器智能化自动压接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011049087.3A CN112271115A (zh) | 2020-09-29 | 2020-09-29 | 熔断器智能化自动压接装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112271115A true CN112271115A (zh) | 2021-01-26 |
Family
ID=74349833
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011049087.3A Pending CN112271115A (zh) | 2020-09-29 | 2020-09-29 | 熔断器智能化自动压接装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112271115A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113257629A (zh) * | 2021-05-26 | 2021-08-13 | 武汉亚图科技有限公司 | 一种高压熔断器生产成型加工机械及方法 |
-
2020
- 2020-09-29 CN CN202011049087.3A patent/CN112271115A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113257629A (zh) * | 2021-05-26 | 2021-08-13 | 武汉亚图科技有限公司 | 一种高压熔断器生产成型加工机械及方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110380315B (zh) | 一种自动化端子加工设备及方法 | |
| CN108808420B (zh) | 一种双头剥线压端子穿塑壳机 | |
| CN110718824B (zh) | 带有电路板的组合型线束生产线 | |
| CN211840959U (zh) | 一种铜带裁切成型装置 | |
| GB1335085A (en) | Wire cutting stripping and terminal applying machine | |
| CN115178613A (zh) | 一种钣金件连续自动送料高精度连续冲床及其冲压方法 | |
| CN112271115A (zh) | 熔断器智能化自动压接装置 | |
| CN110768075A (zh) | 多功能全自动单头压端子穿壳浸锡机及其加工方法 | |
| CN209329365U (zh) | 一种多芯护套线剥皮压端子装置 | |
| CN113381260B (zh) | 一种线束的穿剥压一体机 | |
| CN213071692U (zh) | 一种剥线和压端子一体机 | |
| CN213242413U (zh) | 熔断器智能化自动压接装置 | |
| CN210607963U (zh) | 多功能全自动单头压端子穿壳浸锡机 | |
| CN208497067U (zh) | 一种新型塑料松枝自动剪切机 | |
| CN216015964U (zh) | 一种全自动端子机 | |
| CN111590313A (zh) | 一种继电器线圈与簧片的组装机 | |
| CN214044295U (zh) | 接线端子加工组装设备 | |
| CN112886355B (zh) | 一种全自动焊锡组装生产线 | |
| CN210111277U (zh) | 一种自动化端子插针设备 | |
| CN108789588B (zh) | 全自动机械手切断机 | |
| CN108134296B (zh) | 自动压拔引线设备 | |
| CN112909691A (zh) | 一种端子自动加工装置 | |
| CN109130071B (zh) | Usb线自动成型机 | |
| CN111283433A (zh) | 一种铜带裁切成型装置及方法 | |
| CN214337103U (zh) | 一种具有剥皮功能的铜带机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |