CN112060507A - 一种便于脱模的异形塑料翼子板快速注塑成型装置 - Google Patents
一种便于脱模的异形塑料翼子板快速注塑成型装置 Download PDFInfo
- Publication number
- CN112060507A CN112060507A CN202010852627.5A CN202010852627A CN112060507A CN 112060507 A CN112060507 A CN 112060507A CN 202010852627 A CN202010852627 A CN 202010852627A CN 112060507 A CN112060507 A CN 112060507A
- Authority
- CN
- China
- Prior art keywords
- die
- driving
- injection molding
- patterns
- seat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/4005—Ejector constructions; Ejector operating mechanisms
- B29C45/401—Ejector pin constructions or mountings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0053—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor combined with a final operation, e.g. shaping
- B29C45/0055—Shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/03—Injection moulding apparatus
- B29C45/04—Injection moulding apparatus using movable moulds or mould halves
- B29C45/0408—Injection moulding apparatus using movable moulds or mould halves involving at least a linear movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/1756—Handling of moulds or mould parts, e.g. mould exchanging means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/2602—Mould construction elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/64—Mould opening, closing or clamping devices
- B29C45/67—Mould opening, closing or clamping devices hydraulic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/73—Heating or cooling of the mould
- B29C45/7312—Construction of heating or cooling fluid flow channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
本发明公开了一种便于脱模的异形塑料翼子板快速注塑成型装置,具体为底座、阴模、驱动轨、阳模和驱动座,所述底座的顶端安装有架体,且架体下方的底座上固定有驱动轨,所述架体顶部的中间位置处安装有料桶,且架体顶部的四个拐角处均设置有液压升降杆,所述料桶的顶端安装有搅拌电机,且料桶的内部纵向安装有搅拌桨,该便于脱模的异形塑料翼子板快速注塑成型装置,通过安装有液压顶杆和高弹力橡胶膜,液压顶杆可将高弹力橡胶膜往上顶起,从而将成型的翼子板稍稍顶出凹模,高弹力橡胶膜贴覆于液压顶杆上方的凹模内表面,可使注塑时凹模内表面平滑,避免注塑塑料流入液压顶杆与凹模的间隙内,产品表面更平滑。
Description
技术领域
本发明涉及翼子板生产技术领域,具体为一种便于脱模的异形塑料翼子板快速注塑成型装置。
背景技术
传统汽车翼子板采用薄钢板冲压而成,由于结构复杂其冲压工序通常有6个甚至更多的工序,冲压成型和修边工艺复杂,模具成本较高,相比而言,采用塑料件制造翼子板则能很好的解决这些问题,而且塑料件具有模具少、重量轻、强度低(碰撞时对人伤害小)等显着的优点,当前,世界汽车新技术主要向轻量化、节能环保的方向发展,采用塑料翼子板代替传统的金属翼子板,是一种发展趋势。
现有的塑料翼子板注塑装置通常采用顶出机构对翼子板进行脱模,顶出机构通常设置于阴模内部,其之间存在一定的间隙,注塑塑料可能会流入液压顶杆与凹模的间隙内,影响翼子板的品质,且传统注塑装置注塑完成后需等待其内部塑料完全冷却脱模后才能进行下一次注塑,冷却时间较长,生产的效率较低。
发明内容
针对现有技术的不足,本发明提供了一种便于脱模的异形塑料翼子板快速注塑成型装置,解决了上述背景技术中提出的问题。
为实现以上目的,本发明通过以下技术方案予以实现:一种便于脱模的异形塑料翼子板快速注塑成型装置,包括底座、阴模、驱动轨、阳模和驱动座,所述底座的顶端安装有架体,且架体下方的底座上固定有驱动轨,所述架体顶部的中间位置处安装有料桶,且架体顶部的四个拐角处均设置有液压升降杆,所述料桶的顶端安装有搅拌电机,且料桶的内部纵向安装有搅拌桨,所述搅拌电机的输出端通过转轴与搅拌桨连接,所述料桶的一侧安装有输料泵,且输料泵的输出端通过软管与注塑口连接,所述料桶另一侧的架体上安装有第一真空泵,且第一真空泵的抽气端通过导管与料桶的顶部相连通,所述液压升降杆的输出端均连接有压板,且压板内部的中间位置处固定有阳模安装板,所述阳模安装板的底端固定有阳模,且阳模安装板顶部的中间位置处设置有注塑口,所述阳模底部的四个拐角处均安装有定位杆,且阳模的底端设置有凸模,所述驱动轨一端的中间位置处固定有控制面板,且驱动轨内部的一侧及中间位置处均安装有驱动座,所述驱动座的顶端均固定有阴模,且阴模顶端的中间位置处均开设有与凸模相配合的凹模,所述阴模顶部的四个拐角处均开设有与定位杆相吻合的定位槽,且阴模内部底端的中间位置处均固定有液压顶杆,所述液压顶杆上方的凹模底部均固定有高弹力橡胶膜。
可选的,所述压板底部的两侧均安装有液压伸缩杆,且液压伸缩杆的输出端均固定有真空吸盘,所述真空吸盘上方的压板顶端均固定有第二真空泵,且第二真空泵的吸气端均通过软管与真空吸盘的抽气端连接,所述真空吸盘的位置均与凸模内的平滑处相对应。
可选的,所述阴模内部的两侧均安装有振动电机,且阴模内部接近凹模的位置处设置有阴模冷却水腔,阴模冷却水腔的形状与凹模相吻合,所述凸模的内部设置有阳模冷却水腔,且阳模冷却水腔的形状与凸模相吻合,所述凸模与凹模配合可形成一个翼子板形状的型芯腔。
可选的,所述驱动轨内部的两端均设置有丝杆,且丝杆均贯穿驱动座,所述驱动轨内部的一侧安装有驱动电机,且驱动电机的输出端通过皮带轮机构与丝杆构成传动结构。
可选的,所述驱动轨顶部两端的中间位置处均安装有夹持座,且夹持座的形状均与驱动座的两端相吻合,所述夹持座远离驱动座一端的两侧均安装有复位杆,且夹持座顶部的两侧均开设有导柱槽,所述复位杆均贯穿驱动轨,且驱动轨外侧的复位杆上均设置有复位弹簧。
可选的,所述阳模内部的中间位置处均开设有储塑仓,且储塑仓为双层式设计,所述储塑仓的夹层内均匀缠绕有加热丝,且储塑仓内部的一侧安装有温度传感器,所述温度传感器的输出端通过导线与控制面板的输入端电性连接,且温度传感器的输出端通过导线与加热丝的输入端电性连接,所述储塑仓底部的中间位置处纵向安装有注塑头,且注塑头的末端伸出凸模的底端。
可选的,所述阳模安装板底端的四个拐角处均安装有导柱,且导柱均呈30°倾斜设计,所述导柱的形状均与导柱槽相吻合。
可选的,所述驱动座的底端皆均匀设置有滚珠,且驱动座内部的两端均开设有与丝杆相配合的丝杆槽,所述驱动座与阴模之间均为卡接。
可选的,所述驱动座的形状均与驱动轨相吻合,且驱动座的长度小于丝杆长度的三分之一。
本发明提供了一种便于脱模的异形塑料翼子板快速注塑成型装置,具备以下有益效果:
1.该便于脱模的异形塑料翼子板快速注塑成型装置,通过安装有液压顶杆和高弹力橡胶膜,液压顶杆可将高弹力橡胶膜往上顶起,从而将成型的翼子板稍稍顶出凹模,使翼子板与凹模分离,然后真空吸盘可吸住翼子板,并在液压伸缩杆的作用下带动翼子板上移使其完全脱模,高弹力橡胶膜贴覆于液压顶杆上方的凹模内表面,可使注塑时凹模内表面平滑,避免注塑塑料流入液压顶杆与凹模的间隙内,注塑的效果更好,产品表面更平滑。
2.该便于脱模的异形塑料翼子板快速注塑成型装置,通过安装有两个阴模和一个阳模,阴模可在驱动轨内移动,当一个阳模完成注塑并冷却至成型又还未完全固化时,驱动轨内驱动电机工作,带动两个阴模同步转移,即另一个阴模移动至阳模下方进行注塑,而完成注塑的阴模移动至一侧等待翼子板完全固化,并完成脱模,即实现一侧冷却脱模一侧继续注塑,大大加快了注塑的工作效率。
3.该便于脱模的异形塑料翼子板快速注塑成型装置,通过装置通过设置有振动电机,使得塑料能够快速由注塑头处流动至凹模内的各个部位,注塑更快,各部位塑料更均匀,产品质量更好。
4.该便于脱模的异形塑料翼子板快速注塑成型装置,通过设置有夹持座,复位杆和复位弹簧,未注塑时夹持座内的导柱槽顶端与导柱的底端位于同一竖直线上,导柱插入导柱槽时,由于导柱为倾斜设计,因此下插过程可使导柱槽向待注塑的阴模移动,即使夹持座将阴模夹住,实现对阴模的限位,增加了注塑加工的精确度。
5.该便于脱模的异形塑料翼子板快速注塑成型装置,通过装置通过设置有阴模冷却水腔和阳模冷却水腔,两个冷却水腔分别与凹模和凸模的形状相吻合,各部位均匀冷却,冷却效果更好,进一步提高了注塑的效率。
附图说明
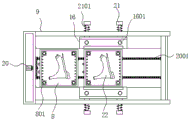
图1为本发明正视结构示意图;
图2为本发明侧视剖面结构示意图;
图3为本发明驱动轨俯视结构示意图;
图4为本发明驱动轨侧视剖面结构示意图;
图5为本发明阳模侧视剖面结构示意图。
图中:1、底座;2、压板;3、架体;4、液压升降杆;5、第一真空泵;6、料桶;7、输料泵;8、阴模;801、定位槽;9、驱动轨;10、控制面板;11、真空吸盘;12、液压伸缩杆;13、第二真空泵;14、阳模;1401、定位杆;1402、凸模;15、阳模安装板;1501、导柱;16、夹持座;1601、导柱槽;17、驱动座;1701、丝杆槽;18、搅拌电机;19、搅拌桨;20、驱动电机;2001、丝杆;21、复位杆;2101、复位弹簧;22、凹模;23、阴模冷却水腔;24、振动电机;25、滚珠;26、液压顶杆;27、高弹力橡胶膜;28、注塑头;29、加热丝;30、阳模冷却水腔;31、储塑仓;32、注塑口;33、温度传感器。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制,此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
请参阅图1至图5,本发明提供一种技术方案:一种便于脱模的异形塑料翼子板快速注塑成型装置,包括底座1、阴模8、驱动轨9、阳模14和驱动座17,所述底座1的顶端安装有架体3,且架体3下方的底座1上固定有驱动轨9,驱动轨9内部的两端均设置有丝杆2001,且丝杆2001均贯穿驱动座17,驱动轨9内部的一侧安装有驱动电机20,且驱动电机20的输出端通过皮带轮机构与丝杆2001构成传动结构,驱动电机20工作,通过皮带轮机构带动丝杆2001旋转,从而使两个驱动座17同步移动,使得两个阴模8可以交替进行注塑,实现一侧冷却脱模一侧继续注塑,大大加快了注塑的工作效率。
驱动轨9顶部两端的中间位置处均安装有夹持座16,且夹持座16的形状均与驱动座17的两端相吻合,夹持座16远离驱动座17一端的两侧均安装有复位杆21,且夹持座16顶部的两侧均开设有导柱槽1601,复位杆21均贯穿驱动轨9,且驱动轨9外侧的复位杆21上均设置有复位弹簧2101,复位杆21和复位弹簧2101的设计使得导柱1501与导柱槽1601分离时夹持座16可在复位杆21和复位弹簧2101的作用下复位,即与阴模8分开,便于阴模8的转移,设计更合理。
架体3顶部的中间位置处安装有料桶6,且架体3顶部的四个拐角处均设置有液压升降杆4,料桶6的顶端安装有搅拌电机18,且料桶6的内部纵向安装有搅拌桨19,搅拌电机18的输出端通过转轴与搅拌桨19连接,料桶6的一侧安装有输料泵7,且输料泵7的输出端通过软管与注塑口32连接,料桶6另一侧的架体3上安装有第一真空泵5,且第一真空泵5的抽气端通过导管与料桶6的顶部相连通,液压升降杆4的输出端均连接有压板2,且压板2内部的中间位置处固定有阳模安装板15,压板2底部的两侧均安装有液压伸缩杆12,且液压伸缩杆12的输出端均固定有真空吸盘11,真空吸盘11上方的压板2顶端均固定有第二真空泵13,且第二真空泵13的吸气端均通过软管与真空吸盘11的抽气端连接,真空吸盘11的位置均与凸模1402内的平滑处相对应,真空吸盘11可接近翼子板的平滑处并吸住翼子板,然后液压伸缩杆12的作用下带动翼子板上移使其完全脱模,脱模更快速,且不会对翼子板造成损坏,脱模效果更好。
阳模安装板15底端的四个拐角处均安装有导柱1501,且导柱1501均呈30°倾斜设计,导柱1501的形状均与导柱槽1601相吻合;导柱1501的底端与导柱槽1601顶端对齐,导柱1501插入导柱槽1601时,由于导柱1501呈30°倾斜设计,因此下插过程可使导柱槽1601向阴模8侧移动,即夹持座16向阴模8移动,对阴模8进行固定,方便后续注塑的顺利进行,增加了注塑加工的精确度。
阳模安装板15的底端固定有阳模14,且阳模安装板15顶部的中间位置处设置有注塑口32,阳模14内部的中间位置处均开设有储塑仓31,且储塑仓31为双层式设计,储塑仓31的夹层内均匀缠绕有加热丝29,且储塑仓31内部的一侧安装有温度传感器33,温度传感器33的输出端通过导线与控制面板10的输入端电性连接,且温度传感器33的输出端通过导线与加热丝29的输入端电性连接,储塑仓31底部的中间位置处纵向安装有注塑头28,且注塑头28的末端伸出凸模1402的底端,双层式储塑仓31设计储塑仓31保温效果更好,避免塑料流体在储塑仓31内冷却凝结,甚至堵塞注塑头28,提高产品的质量。
阳模14底部的四个拐角处均安装有定位杆1401,且阳模14的底端设置有凸模1402,驱动轨9一端的中间位置处固定有控制面板10,且驱动轨9内部的一侧及中间位置处均安装有驱动座17,驱动座17的底端皆均匀设置有滚珠25,且驱动座17内部的两端均开设有与丝杆2001相配合的丝杆槽1701,驱动座17与阴模8之间均为卡接,滚珠25设计使得驱动座17在驱动轨9内移动更顺畅,摩擦阻力较小,而丝杆2001和丝杆槽1701设计,使得驱动座17可随丝杆2001的旋转在驱动轨9内左右移动,方便进行交替注塑,设计更合理。
驱动座17的形状均与驱动轨9相吻合,且驱动座17的长度小于丝杆2001长度的三分之一,相吻合设计使得驱动座17在驱动轨9内移动更稳定,不易发生晃动,使得注塑效果更佳,而长度小于丝杆2001长度的三分之一设计,使得两个驱动座17可同时在驱动轨9内移动,左侧驱动座17可在左侧真空吸盘11和阳模14之间移动,而右侧驱动座17可在阳模14与右侧真空吸盘11之间移动,方便一侧冷却脱模一侧继续注塑,大大加快了注塑的工作效率。
驱动座17的顶端均固定有阴模8,且阴模8顶端的中间位置处均开设有与凸模1402相配合的凹模22,阴模8内部的两侧均安装有振动电机24,且阴模8内部接近凹模22的位置处设置有阴模冷却水腔23,阴模冷却水腔23的形状与凹模22相吻合,凸模1402的内部设置有阳模冷却水腔30,且阳模冷却水腔30的形状与凸模1402相吻合,凸模1402与凹模22配合可形成一个翼子板形状的型芯腔,阴模冷却水腔23和阳模冷却水腔30分别与凹模22和凸模1401的形状相吻合,因此阴模冷却水腔23和阳模冷却水腔30的各部位到凹模22和凸模1401的距离相等,各部位均匀冷却,能够更好的对翼子板进行冷却,进一步提高了注塑的效率。
阴模8顶部的四个拐角处均开设有与定位杆1401相吻合的定位槽801,且阴模8内部底端的中间位置处均固定有液压顶杆26,液压顶杆26上方的凹模22底部均固定有高弹力橡胶膜27。
综上,该便于脱模的异形塑料翼子板快速注塑成型装置,使用时,接通电源,首先驱动电机20工作,通过皮带轮机构带动丝杆2001旋转,从而使两个驱动座17同步移动,直至其中一个驱动座17移动至阳模14下方,然后液压升降杆4伸长,带动压板2下压,即带动阳模14下压,定位杆1401插入定位槽801内,同时凸模1402嵌入凹模22内,导柱1501插入导柱槽1601内,由于导柱1501倾斜设计,因此下插过程可使导柱槽1601向阴模8移动,复位弹簧2101被压缩,即夹持座16向阴模8移动,导柱1501完全插入导柱槽1601时,夹持座16将阴模8夹住,并形成一个封闭的翼子板型芯腔,然后输料泵7工作,将料桶6内的塑料流体由注塑口32注入储塑仓31内,并从储塑仓31底端的注塑头28注入型芯腔内,然后振动电机24工作,使得塑料流体快速分布均匀,注塑时温度传感器33和加热丝29工作,维持储塑仓31温度较高且恒定,避免热塑料流体冷却凝固堵塞注塑头28,注塑完成后可通过进水口往阴模冷却水腔23和阳模冷却水腔30内持续通入冷却水,水可由出水口流出,进行循环利用,当温度降低至一定程度,即翼子板成型后,液压升降杆4收缩,带动压板2上抬,即带动阳模14与阴模8分离,接着驱动电机20工作,使两个驱动座17同步移动,直至另一驱动座17移动至阳模14下方,重复上述注塑过程,而完成注塑的阴模8移动至真空吸盘11下方,待其内部翼子板完全冷却固化后液压顶杆26工作,将高弹力橡胶膜27往上顶起,从而将成型的翼子板稍稍顶出凹模22,使翼子板与凹模22脱落,然后液压伸缩杆12伸长,使真空吸盘11下降吸住翼子板,液压伸缩杆12收缩带动翼子板上移使其完全脱模,两个阴模8交替进行注塑,实现一侧冷却脱模一侧继续注塑,大大加快了注塑的工作效率。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
Claims (9)
1.一种便于脱模的异形塑料翼子板快速注塑成型装置,包括底座(1)、阴模(8)、驱动轨(9)、阳模(14)和驱动座(17),其特征在于:所述底座(1)的顶端安装有架体(3),且架体(3)下方的底座(1)上固定有驱动轨(9),所述架体(3)顶部的中间位置处安装有料桶(6),且架体(3)顶部的四个拐角处均设置有液压升降杆(4),所述料桶(6)的顶端安装有搅拌电机(18),且料桶(6)的内部纵向安装有搅拌桨(19),所述搅拌电机(18)的输出端通过转轴与搅拌桨(19)连接,所述料桶(6)的一侧安装有输料泵(7),且输料泵(7)的输出端通过软管与注塑口(32)连接,所述料桶(6)另一侧的架体(3)上安装有第一真空泵(5),且第一真空泵(5)的抽气端通过导管与料桶(6)的顶部相连通,所述液压升降杆(4)的输出端均连接有压板(2),且压板(2)内部的中间位置处固定有阳模安装板(15),所述阳模安装板(15)的底端固定有阳模(14),且阳模安装板(15)顶部的中间位置处设置有注塑口(32),所述阳模(14)底部的四个拐角处均安装有定位杆(1401),且阳模(14)的底端设置有凸模(1402),所述驱动轨(9)一端的中间位置处固定有控制面板(10),且驱动轨(9)内部的一侧及中间位置处均安装有驱动座(17),所述驱动座(17)的顶端均固定有阴模(8),且阴模(8)顶端的中间位置处均开设有与凸模(1402)相配合的凹模(22),所述阴模(8)顶部的四个拐角处均开设有与定位杆(1401)相吻合的定位槽(801),且阴模(8)内部底端的中间位置处均固定有液压顶杆(26),所述液压顶杆(26)上方的凹模(22)底部均固定有高弹力橡胶膜(27)。
2.根据权利要求1所述的一种便于脱模的异形塑料翼子板快速注塑成型装置,其特征在于:所述压板(2)底部的两侧均安装有液压伸缩杆(12),且液压伸缩杆(12)的输出端均固定有真空吸盘(11),所述真空吸盘(11)上方的压板(2)顶端均固定有第二真空泵(13),且第二真空泵(13)的吸气端均通过软管与真空吸盘(11)的抽气端连接,所述真空吸盘(11)的位置均与凸模(1402)内的平滑处相对应。
3.根据权利要求1所述的一种便于脱模的异形塑料翼子板快速注塑成型装置,其特征在于:所述阴模(8)内部的两侧均安装有振动电机(24),且阴模(8)内部接近凹模(22)的位置处设置有阴模冷却水腔(23),阴模冷却水腔(23)的形状与凹模(22)相吻合,所述凸模(1402)的内部设置有阳模冷却水腔(30),且阳模冷却水腔(30)的形状与凸模(1402)相吻合,所述凸模(1402)与凹模(22)配合可形成一个翼子板形状的型芯腔。
4.根据权利要求1所述的一种便于脱模的异形塑料翼子板快速注塑成型装置,其特征在于:所述驱动轨(9)内部的两端均设置有丝杆(2001),且丝杆(2001)均贯穿驱动座(17),所述驱动轨(9)内部的一侧安装有驱动电机(20),且驱动电机(20)的输出端通过皮带轮机构与丝杆(2001)构成传动结构。
5.根据权利要求1所述的一种便于脱模的异形塑料翼子板快速注塑成型装置,其特征在于:所述驱动轨(9)顶部两端的中间位置处均安装有夹持座(16),且夹持座(16)的形状均与驱动座(17)的两端相吻合,所述夹持座(16)远离驱动座(17)一端的两侧均安装有复位杆(21),且夹持座(16)顶部的两侧均开设有导柱槽(1601),所述复位杆(21)均贯穿驱动轨(9),且驱动轨(9)外侧的复位杆(21)上均设置有复位弹簧(2101)。
6.根据权利要求1所述的一种便于脱模的异形塑料翼子板快速注塑成型装置,其特征在于:所述阳模(14)内部的中间位置处均开设有储塑仓(31),且储塑仓(31)为双层式设计,所述储塑仓(31)的夹层内均匀缠绕有加热丝(29),且储塑仓(31)内部的一侧安装有温度传感器(33),所述温度传感器(33)的输出端通过导线与控制面板10的输入端电性连接,且温度传感器(33)的输出端通过导线与加热丝(29)的输入端电性连接,所述储塑仓(31)底部的中间位置处纵向安装有注塑头(28),且注塑头(28)的末端伸出凸模(1402)的底端。
7.根据权利要求1所述的一种便于脱模的异形塑料翼子板快速注塑成型装置,其特征在于:所述阳模安装板(15)底端的四个拐角处均安装有导柱(1501),且导柱(1501)均呈30°倾斜设计,所述导柱(1501)的形状均与导柱槽(1601)相吻合。
8.根据权利要求4所述的一种便于脱模的异形塑料翼子板快速注塑成型装置,其特征在于:所述驱动座(17)的底端皆均匀设置有滚珠(25),且驱动座(17)内部的两端均开设有与丝杆(2001)相配合的丝杆槽(1701),所述驱动座(17)与阴模(8)之间均为卡接。
9.根据权利要求1所述的一种便于脱模的异形塑料翼子板快速注塑成型装置,其特征在于:所述驱动座(17)的形状均与驱动轨(9)相吻合,且驱动座(17)的长度小于丝杆(2001)长度的三分之一。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010852627.5A CN112060507A (zh) | 2020-08-22 | 2020-08-22 | 一种便于脱模的异形塑料翼子板快速注塑成型装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010852627.5A CN112060507A (zh) | 2020-08-22 | 2020-08-22 | 一种便于脱模的异形塑料翼子板快速注塑成型装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112060507A true CN112060507A (zh) | 2020-12-11 |
Family
ID=73660643
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010852627.5A Withdrawn CN112060507A (zh) | 2020-08-22 | 2020-08-22 | 一种便于脱模的异形塑料翼子板快速注塑成型装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112060507A (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112776250A (zh) * | 2021-01-21 | 2021-05-11 | 谷伟川 | 一种立式热塑性材料注塑机及其操作方法 |
| CN113733504A (zh) * | 2021-08-18 | 2021-12-03 | 常熟常春汽车零部件有限公司 | 一种汽车仪表盘的注塑工艺及其注塑装置 |
| CN113878803A (zh) * | 2021-08-19 | 2022-01-04 | 冉东旭 | 一种立式注塑模具 |
| CN115503198A (zh) * | 2022-08-24 | 2022-12-23 | 东台市强圣精密铸造有限公司 | 一种用于零部件加工生产的往复式注塑设备 |
-
2020
- 2020-08-22 CN CN202010852627.5A patent/CN112060507A/zh not_active Withdrawn
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112776250A (zh) * | 2021-01-21 | 2021-05-11 | 谷伟川 | 一种立式热塑性材料注塑机及其操作方法 |
| CN112776250B (zh) * | 2021-01-21 | 2022-08-23 | 东莞市台富机械有限公司 | 一种立式热塑性材料注塑机及其操作方法 |
| CN113733504A (zh) * | 2021-08-18 | 2021-12-03 | 常熟常春汽车零部件有限公司 | 一种汽车仪表盘的注塑工艺及其注塑装置 |
| CN113878803A (zh) * | 2021-08-19 | 2022-01-04 | 冉东旭 | 一种立式注塑模具 |
| CN115503198A (zh) * | 2022-08-24 | 2022-12-23 | 东台市强圣精密铸造有限公司 | 一种用于零部件加工生产的往复式注塑设备 |
| CN115503198B (zh) * | 2022-08-24 | 2024-03-15 | 东台市强圣精密铸造有限公司 | 一种用于零部件加工生产的往复式注塑设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112060507A (zh) | 一种便于脱模的异形塑料翼子板快速注塑成型装置 | |
| CN212666615U (zh) | 一种便于脱模的异形塑料翼子板快速注塑成型装置 | |
| CN112060474A (zh) | 一种模具可更换的自动脱模型注塑模具的工作方法 | |
| CN220314029U (zh) | 一种可自动下料的注塑模具 | |
| CN111546556B (zh) | 一种有机硅胶制品成型加工工艺 | |
| CN216804241U (zh) | 一种防成品变形的快速脱模型注塑模具 | |
| CN214521538U (zh) | 一种智能自动模内放件注塑装置 | |
| CN213972381U (zh) | 一种网格双面塑料托盘注塑模具 | |
| CN212045725U (zh) | 一种长寿命的注塑模具 | |
| CN212097345U (zh) | 一种外侧斜顶块抽芯结构的热流道注塑模具 | |
| CN220129412U (zh) | 一种汽车配件注塑脱模机构 | |
| CN219028327U (zh) | 一种用于pvc三通管的注塑模具 | |
| CN220973248U (zh) | 一种环保型注塑机的冷却装置 | |
| CN217993322U (zh) | 一种花盆注塑成型模具 | |
| CN219427373U (zh) | 一种快速脱模的注塑模具 | |
| CN220146584U (zh) | 一种便于脱模的汽车塑料零部件塑料制品 | |
| CN219294598U (zh) | 一种具有顶出机构的注塑模具 | |
| CN220784681U (zh) | 一种手机镜片加工用易脱模的注射模具 | |
| CN220973188U (zh) | 一种一体成型装置 | |
| CN217621885U (zh) | 一种车灯罩生产用注塑快速冷却的模具 | |
| CN220242277U (zh) | 一种精密塑料齿轮成型用模具 | |
| CN218966011U (zh) | 一种注塑机的啤洒箱注塑模具 | |
| CN221476115U (zh) | 一种塑料包装盒生产用夹持装置 | |
| CN221292036U (zh) | 汽车装饰条模具 | |
| CN218803693U (zh) | 一种便于夹持固定的注塑模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WW01 | Invention patent application withdrawn after publication | ||
| WW01 | Invention patent application withdrawn after publication |
Application publication date: 20201211 |