CN111902574A - 用于制造高强度纱线的纺丝组件及纱线制造设备和方法 - Google Patents
用于制造高强度纱线的纺丝组件及纱线制造设备和方法 Download PDFInfo
- Publication number
- CN111902574A CN111902574A CN201980021984.2A CN201980021984A CN111902574A CN 111902574 A CN111902574 A CN 111902574A CN 201980021984 A CN201980021984 A CN 201980021984A CN 111902574 A CN111902574 A CN 111902574A
- Authority
- CN
- China
- Prior art keywords
- yarn
- unit
- nozzle unit
- heating
- heating unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D1/00—Treatment of filament-forming or like material
- D01D1/06—Feeding liquid to the spinning head
- D01D1/09—Control of pressure, temperature or feeding rate
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D4/00—Spinnerette packs; Cleaning thereof
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D4/00—Spinnerette packs; Cleaning thereof
- D01D4/02—Spinnerettes
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/088—Cooling filaments, threads or the like, leaving the spinnerettes
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/62—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyesters
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
- D02G3/48—Tyre cords
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/084—Heating filaments, threads or the like, leaving the spinnerettes
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/063—Load-responsive characteristics high strength
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/02—Reinforcing materials; Prepregs
- D10B2505/022—Reinforcing materials; Prepregs for tyres
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Artificial Filaments (AREA)
Abstract
本公开的一个实施例提供纺丝组件、包括该纺丝组件的纱线制造设备、使用该纱线制造设备的纱线制造方法以及通过该制造方法制造的纱线,该纺丝组件包括:具有喷嘴单元的喷丝板;用于加热喷嘴单元的加热单元;包围喷丝板的至少一部分的组件主体;以及包围组件主体的纺丝块,其中,喷丝板包括第一表面和第二表面,第一表面面对纺丝块的至少一个表面的同时限定存储空间,第二表面面对第一表面,喷嘴单元包括多个排出孔并且从第二表面突出,加热单元设置在喷嘴单元的外侧。
Description
技术领域
本公开涉及用于制造高强度纱线的纺丝组件以及用于制造纱线的设备和方法。更具体地,本公开涉及用于制造具有高强度的聚酯纱线的纺丝组件、包括该纺丝组件的聚酯纱线制造设备、该聚酯纱线的制造方法、通过该制造方法制造的聚酯纱线以及包括该聚酯纱线的轮胎帘线。
背景技术
对于改善用于制造轮胎帘线、安全气囊等的诸如聚酯纱线的工业纱线的机械性能,例如拉伸强度、中间伸长率、断裂伸长率等,已经持续地进行了几种种类的研究。
作为一种工业纱线的聚酯纱线通常可以通过以下方式来制造:将聚酯片熔化,使用喷丝板(spinneret)对熔化的聚酯进行纺丝,将通过对聚酯进行纺丝而形成的半固态长丝冷却,将冷却的长丝汇聚以形成复丝,拉伸该复丝并且缠绕被拉伸的复丝。
为了改善这种聚酯纱线的机械性能,必须使拉伸比和配向度最大化。然而,为了增加拉伸比,需要低速纺丝,而低速纺丝降低了纤维的配向度。因此,由于拉伸比和配向度具有折衷关系的类型,因此不容易改善拉伸比和配向度这两者。
由于配向度与拉伸比具有折衷关系,因此,如果在高速纺丝条件下配向度被设定为一定程度以上时,则拉伸比可能不能被设定为一定程度以上。因此,为了制造高强度的纱线而不会影响配向度,需要将拉伸比调整到一定程度以上。
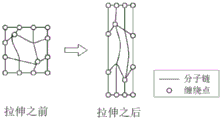
另一方面,由于在熔化的聚酯从喷丝板排出的同时形成的多个半凝固态的长丝可能被加热或冷却,因此分子排列状态可能稍微改变(见图1)。如果紧接拉伸之前(图1中左侧的“拉伸之前”)的多个长丝的分子排列是不规则的,则拉伸性变低。其结果,除了降低规定拉伸比下的强度发展程度外,别无选择。因此,为了改善拉伸性,已进行研究以使在从喷丝板排出的同时所形成的多个长丝的分子排列稳定。
作为使长丝的分子排列稳定的方法,存在一种在喷丝板喷嘴的正下方对多个长丝进行激光加热的方法。使用激光的加热方法具有在高温下加热多个长丝的特定部分的特征,但是具有以下的问题:难以通过应用于具有一万至数万个纺丝孔的商用纺丝喷嘴,同时均匀地加热一万至数万条长丝。另外,由于激光加热单元价格昂贵,因此存在设备操作成本高的困难。
发明内容
技术问题
因此,本公开旨在提供一种能够解决如上所述的相关技术的局限和缺点的纱线制造设备和方法。
本公开的一个方面旨在提供一种可以用于制造高强度纱线的纺丝组件。
本公开的另一方面旨在提供一种能够制造高强度纱线的纱线制造设备,该纱线制造设备包括该纺丝组件。
本公开的又一方面旨在提供一种使用纱线制造设备制造高强度纱线的方法。
本公开的再一方面旨在提供一种通过该制造方法制造的纱线以及包括该纱线的轮胎帘线。
除了上述的本发明的各方面之外,本公开的其他特征和优点将在下面的描述中部分地阐述,并且在查阅以下的描述时对于本领域普通技术人员将部分地变得显而易见。
技术方案
为了实现上述目的,根据本公开的实施例,提供一种纺丝组件,包括:具有喷嘴单元的喷丝板;用于加热喷嘴单元的加热单元;包围喷丝板的至少一部分的组件主体;以及包围组件主体的纺丝块(spinning block),其中,喷丝板包括第一表面和第二表面,所述第一表面面对纺丝块的至少一个表面的同时限定存储空间,所述第二表面面对第一表面,其中,喷嘴单元包括多个排出孔并且从第二表面突出,并且其中,加热单元设置在喷嘴单元的外侧。
加热单元设置在第二表面与喷嘴单元的端部之间。
加热单元与第二表面接触,或者加热单元以距第二表面20mm以下的间隔与第二表面间隔开。
加热单元包括加热丝。
加热单元以400至600℃的温度加热喷嘴单元。
纺丝组件进一步包括设置在纺丝块中的加热器。
根据本公开的另一个实施例,提供一种纱线制造设备,包括:具有用于排出熔化的聚合物的喷嘴单元的喷丝板;用于加热喷嘴单元的加热单元;以及设置在喷丝板的喷嘴单元侧并且用于冷却通过从喷嘴单元排出熔化的聚合物所形成的多个长丝的冷却单元,其中,喷丝板包括第一表面和面对第一表面的第二表面,并且第二表面朝向冷却单元,其中,喷嘴单元包括多个排出孔并且从第二表面突出,并且其中,加热单元设置在喷嘴单元的外侧。
纱线制造设备进一步包括:用于汇聚冷却的多个长丝以形成复丝的汇聚单元;用于拉伸复丝的拉伸单元;以及用于卷绕被拉伸的复丝的卷绕机。
根据本公开的另一个实施例,提供了一种纱线制造方法,包括以下步骤:使用纺丝组件排出熔化的聚合物以形成多个长丝;使用冷却单元冷却多个长丝;汇聚多个长丝以形成复丝;拉伸复丝;以及卷绕被拉伸的复丝,其中,纺丝组件包括:具有喷嘴单元的喷丝板;用于加热喷嘴单元的加热单元;包围喷丝板的至少一部分的组件主体;以及包围组件主体的纺丝块,其中,喷丝板包括第一表面和第二表面,所述第一表面面对纺丝块的至少一个表面的同时限定存储空间,所述第二表面面对第一表面,其中,喷嘴单元包括多个排出孔并且从第二表面突出,并且其中,加热单元设置在喷嘴单元的外侧。
加热单元以400至600℃的温度加热喷嘴单元。
以500至4000m/min的速度对熔化的聚合物进行纺丝。
以2至4的拉伸比拉伸复丝。
熔化的聚合物包括聚酯聚合物,并且纱线是聚酯纱线。
本公开的另一个实施例提供一种通过上述的制造方法制造的纱线。
纱线具有8.5g/d以上的拉伸强度。
本公开的另一个实施例提供一种包括纱线的轮胎帘线。
轮胎帘线具有7.8g/d以上的拉伸强度。
轮胎帘线具有88%以上的强度保持率。
本发明的以上概述仅用于例示或描述本发明,而不旨在限制本发明的范围。
有益效果
根据本公开的实施例的纺丝组件包括从喷丝板的第二表面突出的喷嘴单元以及用于加热喷嘴单元的加热单元,其中,加热单元有效地加热喷嘴单元,从而通过喷嘴单元纺丝的长丝可以具有均匀的分子排列。而且,由于加热单元露出,所以由加热单元产生的热量不影响除喷嘴单元之外的任何部分,并且由于突出的喷嘴单元仅由加热单元来加热,因此有利于控制喷嘴单元的温度。
因此,由于聚合物和长丝不被不必要的热量的影响,因此长丝的物理性能不会劣化,从而长丝具有优异的物理性能,并且包括这种长丝的纱线也可以具有优异的物理性能。此外,可以在纱线的生产中实现优异的再现性(reproducibility)。
另外,由于加热单元设置在突出的喷嘴单元周围,因此可以容易地安装和拆卸加热单元,并且制造成本可以降低。
附图说明
附图被提供用来帮助理解本公开并且构成详细描述的一部分,附图是本公开的说明性实施例,并且说明了本公开的原理,其中:
图1是紧接拉伸之前和之后的常规长丝的分子结构的示意图。
图2是根据本公开的实施例的纺丝组件的示意性剖视图。
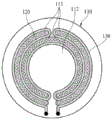
图3是根据本公开的实施例的喷丝板的第二表面和加热单元的俯视图。
图4是沿图3的线I-I’截取的剖视图。
图5是根据本公开的另一个实施例的喷丝板的第二表面和加热单元的俯视图。
图6是根据本公开的另一个实施例的纱线制造设备的示意图。
图7是紧接拉伸之前和之后的根据本公开的另一个实施例生产的聚酯长丝的分子结构的示意图。
图8是根据比较例的纺丝组件的示意性剖视图。
具体实施方式
在下文中,将参照附图详细描述本公开的实施例。
对于本领域技术人员将显而易见的是,在不脱离本公开的技术精神和范围的情况下,可以对本公开进行各种修改和变型。因此,本公开包括落入本发明的范围以及权利要求书中所限定的等同范围内的修改和改变。
在下文中,将参照图2至图4具体描述根据本公开的一个实施例的纺丝组件100。
图2是根据本公开的实施例的纺丝组件100的示意性剖视图。图3是根据本公开的实施例的喷丝板110的第二表面112和加热单元130的俯视图。图4是沿图3的线I-I’截取的剖视图。
根据本公开的实施例的纺丝组件100包括喷丝板110、加热单元130、组件主体160和纺丝块170。参照图2,纺丝组件100可以进一步包括设置在纺丝块170中的加热器180。
参照图2至图4,喷丝板110包括第一表面111和第二表面112,第一表面111面对纺丝块170的至少一个表面的同时限定存储空间190,第二表面112面对第一表面111。熔化的聚合物可以被存储在由纺丝块170和喷丝板110的第一表面111限定的存储空间190中。此外,喷丝板110具有喷嘴单元115。喷嘴单元115具有多个排出孔120。排出孔120可以包括主孔121和顶部122。熔化的聚合物经由形成在喷嘴单元115中的多个排出孔120排出。具体地,熔化的聚合物穿过排出孔120之后排出。
根据本公开的实施例,喷嘴单元115从第二表面112突出。例如,喷嘴单元115可以从第二表面112突出约5至100mm。也就是说,喷嘴单元115可以具有约5至100mm的突出长度t1。这里,喷嘴单元115的突出长度t1是指喷嘴单元115从喷丝板110的第二表面112突出的长度(见图4)。
加热单元130加热喷嘴单元115。随着加热单元130加热喷嘴单元115,可以使经由喷嘴单元115的排出孔120排出的长丝10的分子排列稳定。
参照图3,加热单元130设置在同心布置成两排的多个排出孔120的两侧上。
更具体地,根据本公开的实施例,加热单元130设置在喷嘴单元115的外部并且加热喷嘴单元115。参照图2和图4,加热单元130可以设置成包围突出的喷嘴单元115的至少一部分的形状。例如,加热单元130设置在喷丝板110的第二表面112与喷嘴单元115的端部115a之间。
根据本公开的实施例,加热单元130具有距第二表面112的20mm以下的间隔。具体地,加热单元130可以与第二表面112接触,或者可以以距第二表面的20mm以下的间隔与第二表面112间隔开。
如图2和图4所示,由于加热单元130暴露于其他部件,因此在加热单元130中产生的热量仅加热喷嘴单元115,不影响纺丝组件100的其他部分。此外,由于喷嘴单元115突出并且仅由加热单元130加热,因此易于控制喷嘴单元115的温度。由于经由喷嘴单元115的排出孔120排出的长丝10不被除加热单元130以外的其它部件的不必要的热量影响,因此易于控制长丝10的物理性能,并且长丝10可以具有优异的物理性能。另外,在纱线30的生产中改善了再现性。
进一步,由于加热单元130设置成包围突出的喷嘴单元115,因此易于安装和去除加热单元130。
参照图3,加热单元130包括加热丝。这里,加热丝用作加热源。然而,根据本公开的实施例的加热源不限于此。加热单元130可以具有点状或棒状,或者可以具有其他形状。此外,加热单元130可以包括点状加热源或棒状加热源。
加热单元130可以可拆卸地安装到喷嘴单元115。为此,用于将喷嘴单元115和加热单元130结合的单元,例如螺栓、螺栓槽、钩爪等(尽管未在图中示出)设置在喷嘴单元115、喷丝板110或加热单元130中。
加热单元130可以包括通过电流产生热量的加热丝。这种加热丝的示例包括电加热丝,例如,镍铬合金丝、铁铬丝和钨。加热丝例如可以以400至600℃的温度产生热量。加热单元130可以以线性形状或弯曲形状延伸,并且布置成使得其延伸方向垂直于熔化的聚合物的排出方向。
根据本公开的实施例,加热单元130以400至600℃的温度加热喷嘴单元115。因此,使经由设置在喷嘴单元115中的多个排出孔120排出的多个长丝10的分子排列稳定。具体地,随着加热单元130以400至600℃的温度加热喷嘴单元115,可以使由聚酯制成的长丝的分子排列稳定。
根据本公开的实施例的纺丝组件100可以进一步包括包围喷丝板110的至少一部分的组件主体160。组件主体160稳定地支撑喷丝板110并且用于维持喷丝板110的温度。
此外,纺丝组件100进一步包括包围组件主体160的纺丝块170。纺丝块170保护喷丝板110和组件主体160。参照图2,可以由纺丝块170的至少一个表面和喷丝板100的第一表面111限定熔化的聚合物的存储空间190。更具体地,熔化的聚合物的储存空间190由喷丝板110的第一表面111、组件主体160和纺丝块170限定。
根据本公开的实施例,纺丝组件100进一步包括设置在纺丝块170中的加热器180。加热器180加热纺丝块170和组件主体160,使得存储在存储空间190中的熔化的聚合物的温度保持恒定。
组件主体160的温度可以例如保持在260至320℃。当组件主体160的温度低于260℃时,存储空间190中收纳的聚合物的温度下降到熔点以下并且聚合物固化,因此可能难以进行纺丝。另一方面,当组件主体160的温度超过320℃时,由于存储空间190中收纳的聚合物的热分解,纱线的物理性能可能劣化。
参照图2,纺丝组件100可以进一步包括设置在组件主体160内的分配板150和微通道板140。
图5是根据本公开的另一个实施例的喷丝板110的第二表面112和加热单元130的俯视图。
参照图5,弧形喷嘴单元115从喷丝板110的第二表面112突出,并且在喷嘴单元115中形成有多个排出孔120。多个排出孔120同心地布置成两排,并且加热单元130设置在同心布置的每一排的排出孔120的两侧上。参照图5,加热单元130设置在喷嘴单元115的外侧。
在下文中,将参照图6详细描述根据本公开的另一实施例的纱线的纱线制造设备200。图6是根据本公开的另一个实施例的纱线制造设备200的示意图。
参照图6,根据本公开的另一个实施例的纱线制造设备200包括挤出机210、纺丝组件100、冷却单元240、转换单元250、拉伸单元260和卷绕机270。
挤出机210将聚合物熔化,并将熔化的聚合物传输至纺丝组件100。作为聚合物,例如,可以使用聚酯聚合物。在下文中,为了便于描述,将着重于使用聚酯聚合物的聚酯纱线制造设备来描述根据本公开的另一个实施例的纱线制造设备200。然而,本公开的制造设备200不仅用于制造聚酯纱线,而且还可以用于制造本领域中已知的其他纱线。
纺丝组件100通过排出从挤出机210中传输的熔化的聚合物(例如聚酯聚合物)来形成多个长丝10。
前面已经参照图2至图4描述了纺丝组件100。
具体地,参照图2,纺丝组件100包括喷丝板110、加热单元130、组件主体160、纺丝块170和加热器180。
参照图2至图4,喷丝板110包括用于排出熔化的聚合物的喷嘴单元115。喷嘴单元115具有多个排出孔120,并且熔化的聚合物(例如,熔化的聚酯聚合物)经由多个排出孔120排出。排出孔120通过设置在喷丝板110中的喷嘴单元115的端部115a暴露。喷嘴单元115的端部115a也被称为排出表面。此外,排出孔120包括主孔121和顶部122。通过经由排出孔120排出熔化的聚酯聚合物,长丝10被纺丝。
参照图3,多个排出孔120同心地布置在从喷丝板110的第二表面112突出的喷嘴单元115中。然而,本公开的一个实施例不限于此,排出孔120可以布置成其他形状。
加热单元130设置在喷嘴单元115的外侧,并且加热喷嘴单元115。随着加热单元130加热喷嘴单元115,可以使经由喷嘴单元115的排出孔120排出的多个长丝10的分子排列稳定。
加热单元130的形状没有特别限制。加热单元130可以形成为圆形、半圆形、弧形、S形、线性、W形等。加热单元130可以包括加热丝。例如,加热单元130可以由加热丝形成。
参照图3,加热单元130具有半圆形线彼此连接以形成曲线的形状。然而,本公开的另一个实施例不限于此,并且加热单元130可以制成各种形状。
当通过从喷丝板110的多个排出孔120中排出熔化的聚酯树脂而形成的多个长丝10移动到冷却单元240时,加热单元130设置成不妨碍多个长丝10的移动。
根据本公开的一个实施例,加热单元130设置为足够靠近排出孔。从而,能够以使通过挤出膨胀现象排列的聚酯的分子排列能够原样被固定的方式将充足的热量瞬时地施加于多个长丝10。其结果是,能够提高长丝10和复丝20的拉伸性。
如图2和图4所示,由于加热单元130暴露于其他部件,因此由加热单元130产生的热量不影响纺丝组件100的其他部分。此外,由于喷嘴单元15突出并且仅被加热单元130加热,因此易于控制喷嘴单元115的温度。由于通过喷嘴单元115的排出孔120排出的长丝10不被加热单元130以外的其他部件的不必要的热量影响,因此易于控制长丝10的物理性能,并且长丝10可以具有优异的物理性能。另外,在纱线30的生产中再现性得到改善。
此外,由于加热单元130设置在突出的喷嘴单元115的周围,因此加热单元130能够容易地安装和移除,从而可以降低纱线的制造成本。
加热单元130可以具有400至600℃的温度。喷嘴单元115可以被加热单元130加热到400至600℃的温度。
参照图6,根据本公开的实施例的纱线制造设备200包括包围喷丝板110的至少一部分的组件主体160。组件主体160保持在260至320℃。如果组件主体160的温度低于260℃,则聚酯聚合物的温度下降到熔点以下并且聚合物固化,因此可能难以纺丝。另一方面,当组件主体160的温度超过320℃时,聚酯纱线的物理特性可能由于聚酯聚合物的热分解而劣化。
根据本公开的另一个实施例,喷嘴单元115可以从组件主体160突出5mm至100mm。由此,加热单元130可以选择性地仅加热喷嘴单元115。
此外,加热单元130可以布置成与喷丝板的第二表面112间隔开0至20mm,使得在从排出孔120排出聚酯树脂以形成长丝10的过程中加热长丝10。这里,加热单元130与喷丝板110的第二表面112间隔开0mm意味着加热单元130设置成与喷丝板110的第二表面112接触。
如果加热单元130与喷丝板110的第二表面112之间的距离超过20mm,则长丝10在从排出孔120排出时不能立即被加热。其结果,聚酯聚合物的分子排列不能立即被固定于该状态。
根据本公开的实施例的纱线制造设备200可以进一步包括设置在组件主体160内的分配板150和微通道板140,并且可以进一步包括包围组件主体160的纺丝块170。加热器180可以设置在纺丝块170的一侧上。加热器180可以加热纺丝块170或组件主体160。
冷却单元240冷却多个长丝10。
汇聚单元250汇聚多个冷却的长丝10以形成复丝20。汇聚单元250可以将油剂施加于复丝20。为此,汇聚单元250可以进一步包括油剂赋予工具(未示出)。
拉伸单元260拉伸复丝20。参照图6,拉伸单元260包括第一导丝辊261和第二导丝辊262。通过由拉伸单元260拉伸,形成拉伸的复丝纱线30。
卷绕机270卷绕拉伸的复丝。
在下文中,将参照图6详细描述根据本公开的另一个实施例的用于制造纱线30的方法。在下文中,将着重于聚酯纱线来描述纱线制造方法。
首先,使用纺丝组件100排出熔化的聚合物以形成多个长丝10。这里,熔化的聚合物可以包括聚酯聚合物。在这种情况下,纱线30变成聚酯纱线。
具体地,将特性粘度为0.7至2.1dl/g的聚酯片引入到挤出机210中并使其熔化以制备熔化的聚酯聚合物。此时,聚对苯二甲酸乙二醇酯(PET)可以用作聚酯片。这样,熔化的聚酯聚合物可以包括聚对苯二甲酸乙二醇酯(PET)。
在挤出机210中熔化的聚酯树脂的温度可以为290至310℃。当熔化的聚酯聚合物的温度低于290℃时,聚酯聚合物不能均匀地熔化,因此难以纺丝。当温度超过310℃时,不仅聚酯聚合物的粘度变得过低,而且发生由于高温引起的热分解,这可能使得难以形成高强度。
随着熔化的聚酯聚合物经由纺丝组件100的喷丝板110排出,多个长丝10被纺丝。喷丝板110的喷嘴长度(L)与喷嘴直径(D)之比L/D可以为2比5。当L/D小于2时,可纺性差。即使当L/D超过5时,组件压力也增加并且可纺丝性差。这里,喷嘴长度L被定义为喷丝板110的第一表面111与喷嘴单元115的端部115a之间的距离,喷嘴直径D可以被定义为喷嘴单元115的宽度(见图4)。
根据本公开的实施例,纺丝速度为500至4000m/min。因此,熔化的聚合物可以以500至4000m/min的速度被纺丝。
紧接多个长丝10从喷丝板110排出后,多个长丝10在聚酯树脂的固化开始的同时形成为半凝固状态。此时,如上所述,聚酯聚合物的分子排列通过挤出膨胀现象而规则地排列。
由于喷嘴单元115被加热单元130加热,因此可以形成长丝的同时进行加热。参照图2和图4,由于加热单元130设置在排出孔120的顶部122,因此聚酯聚合物被纺丝成长丝10的同时被加热。
加热单元130以400至600℃的温度加热喷嘴单元115。由此,多个长丝10可以被加热到400至600℃的温度。
具体地,喷丝板110被保持在260至320℃的组件主体160包围,并且喷丝板110的喷嘴单元115从组件主体160突出5至100mm。熔化的聚酯聚合物经由其中排出的喷嘴单元115的端部115a被加热单元130加热,并且被加热到比组件主体160的温度更高的温度,例如,被加热到400至600℃的温度。
从纺丝组件100被纺丝的多个长丝10在冷却单元240处被冷却。为了控制冷却过程,具有规定温度和速度的冷却空气被施加于多个长丝10。冷却空气的温度大约是10至50℃。长丝10的冷却影响聚酯纱线30的最终物理性能。
接下来,汇聚多个长丝10以形成复丝20。
具体地,在冷却单元240中冷却并凝固的多个长丝10被汇聚单元250汇聚以形成复丝20。汇聚单元250也可以将油剂施加到复丝20。例如,同时执行形成复丝20的步骤和施加油剂的步骤。可以通过MO(计量注油)或RO(辊子注油)系统执行油剂的施加。
接下来,拉伸复丝20。
具体地,通过汇聚处理形成的复丝20在拉伸单元260中被拉伸。拉伸单元260可以包括第一导丝辊261和第二导丝辊262。
第一导丝辊261确定纺丝速度和纺丝拉伸比,并且拉伸比由第一导丝辊261的速度与第二导丝辊262的速度之比确定。根据本公开的另一个实施例,复丝20可以以2至4的拉伸比被拉伸。具体地,拉伸比可以在2.0至3.5的范围内,更具体地在3.0至3.5的范围内。
根据本公开的另一个实施例,纺丝速度为500至4000m/min。这里,纺丝速度可以由第一导丝辊261的速度来确定。根据本公开的另一实施例,第一导丝辊261可以以500至4000m/min的速度旋转。
可选地,可以对第二导丝辊262设置加热单元(未示出)以进行拉伸的复丝20的热处理或热定型。通过调节第二导丝辊262上的卷绕数,可以调节复丝20停留在第二导丝辊262上的时间,由此可以对拉伸的复丝20执行适当的热处理或热定型。
图7是紧接拉伸之前和之后的根据本公开的另一个实施例生产的聚酯长丝20的分子结构的示意图。如图7所示,根据本公开的另一个实施例的复丝20在拉伸之前和之后均具有规则的分子排列。
接下来,卷绕被拉伸的复丝20。具体地,通过卷绕机270卷绕被拉伸并且被热处理的复丝20,从而使聚酯纱线30完成。此时,被拉伸并且被热处理的复丝20也称为聚酯纱线30。
本公开的另一个实施例提供通过上述方法制造的纱线30。根据本公开的另一个实施例,纱线30例如是聚酯纱线。
必须改善复丝20的拉伸性以生产高强度聚酯纱线。为了改善复丝的拉伸性,根据本公开的另一个实施例,通过加热喷嘴单元115来执行热处理。具体地,通过设置在喷嘴单元115的端部处的加热单元130来执行加热,聚酯的分子排列被固定在排列的状态,从而形成具有规则的分子排列的复丝20。
此外,根据本公开的另一个实施例,仅通过加热单元130加热喷嘴单元115,并且阻挡其他热量,从而防止聚酯树脂被不必要的热量降解。因此,防止了由其制成的长丝和纱线的物理性能的劣化。
如上所述制备的根据本公开的另一个实施例的聚酯纱线30可以包括纤度为2至5旦尼尔的约100至500个单丝,并且可以具有8.5g/d以上的拉伸强度。
此外,根据本公开的另一个实施例的聚酯纱线30例如包括聚对苯二甲酸乙二醇酯(PET),并且也被称为PET纱线。
本公开的另一个实施例提供包括上述的聚酯纱线30的轮胎帘线。该轮胎帘线可以通过已知的方法制造。
根据本公开的另一个实施例的轮胎帘线具有7.8g/d以上的拉伸强度。此外,根据本公开的另一个实施例,轮胎帘线具有88%以上的强度保持率。
在下文中,将参照示例和比较例更详细地描述本公开。然而,以下示例和比较例仅是为了提供对本发明的更好的理解,本公开的范围不限于此。
<示例1至示例4>聚酯纱线的生产
使用图6所示的包括图2的纺丝组件100的纱线制造设备200,制造由聚对苯二甲酸乙二醇酯(PET)制成的聚酯纱线30,该聚酯纱线30具有4旦尼尔(d)的单丝纤度和1000旦尼尔(d)的总纤度。
具体地,将特性粘度为1.2dl/g的PET芯片熔化以生产熔化的聚酯聚合物,熔化的聚酯聚合物通过喷丝板10(L/D=2.1/0.7,排出孔的数量:250)被纺丝以生产多个长丝10。此时,通过使用由加热丝制成的加热单元130在400至500℃的温度范围内加热喷丝板10的喷嘴单元115,并且向喷嘴单元115施加强热。然后,熔化的聚酯聚合物通过常规方法以1700至2700mpm的纺丝速度被纺丝,以生产多个长丝10,多个长丝10被冷却并且被汇聚以生产未拉伸状态的复丝20(未拉伸的纱线)。由此生产的未拉伸的复丝20穿过导丝辊261和262的同时,以2.00至3.50的拉伸比被拉伸,并且被卷绕以生产聚酯纱线30(拉伸纱线)。根据示例1至示例4生产聚酯纱线30时施加的拉伸比、加热单元130的温度和纺丝速度如下表1所示。
<比较例1至比较例5>聚酯纱线的生产
为了比较,除了使用包括图8所示的纺丝组件102的纱线制造设备以外,以与示例1相同的方式制造聚酯纱线30,并且其被指定为比较例1至比较例3。另外,除了使用包括从图2所示的纺丝组件100中去除了加热单元130的纺丝组件的纱线制造设备以外,以与示例1相同的方式生产聚酯纱线30,并且其被指定为比较例4至比较例5。在根据比较例1至比较例5制造聚酯纱线30时施加的拉伸比、加热单元130的温度和纺丝速度如下表1所示。然而,在比较例1、比较例2、比较例4和比较例5的情况下,在纺丝组件中未设置加热单元130。
【表1】

纱线质量被评价如下。
◎:非常优异,○:优异,△:正常,X:不能生产纱线
在比较例1的情况下,纱线质量由于高拉伸比而非常差,并且基本上不能生产纱线。另一方面,在比较例4和比较例5的情况下,使用了图2的去除了加热单元130的纺丝组件100。然而,尽管纺丝组件的喷嘴部115突出,但是在喷嘴单元115中未设置加热单元130,并且纱线质量由于喷嘴单元115的冷却而在纱线生产过程中下降。其结果,即使在比较例4和比较例5中,也几乎不能生产纱线。
除了基本上不能生产纱线的比较例1、比较例4和比较例5以外,分别测量了示例1至示例4和比较例2至比较例3中生产的聚酯纱线的拉伸强度、中间伸长率(在特定载荷下的伸长率:EASL)(在4.5kgf下)和断裂伸长率(%)。
具体地,按照标准ASTM D885,使用通用拉伸测试机(英斯特朗工程公司,马萨诸塞州坎顿(Instron Engineering Corp,Canton,Mass))测量聚酯纱线的拉伸强度(g/d)、在4.5kgf载荷下的中间伸长率(%)和断裂伸长率(%)。结果示于下表2中。
【表2】
| 拉伸强度(g/d) | 中间伸长率(在4.5kgf下)(%) | 断裂伸长率(%) | |
| 示例1 | 10.1 | 5.0 | 12.1 |
| 示例2 | 8.6 | 6.0 | 13.4 |
| 示例3 | 10.4 | 4.9 | 11.0 |
| 示例4 | 8.8 | 5.9 | 13.5 |
| 比较例2 | 9.1 | 5.6 | 12.8 |
| 比较例3 | 10.3(9.3) | 5.1(5.7) | 10.9(11.8) |
在表2中,括号“()”中的结果表示在加热单元130对喷嘴单元115的加热开始之后12小时生产的纱线的测量值。
参照表1和表2,根据本公开的示例制造的复丝20可以以3.50的高拉伸比被拉伸,以形成具有优异的拉伸强度的纱线(示例1和示例3)。
此外,在具有2.0的低拉伸比的示例2、示例4和比较例2中,拉伸强度、中间强度和断裂伸长率的差异不大。因此,可以确认的是,根据本公开的示例的以低伸长率制造的复丝20可以至少具有等于或高于根据比较例的复丝20的物理性能的物理性能。
当将在1700mpm的纺丝速度下施加3.5的较高拉伸比的示例1、示例3、比较例1、比较例3和比较例5相互进行比较时,在去除了加热单元130的状态下执行纺丝过程的比较例1和比较例5的情况下,聚酯纱线的质量太差以至于不能生产。另一方面,在示例1、示例3和比较例3的情况下,长丝的拉伸性得到改善,因此,即使当施加3.5的相对较高的拉伸比时,也可以生产纱线。由此生产的聚酯纱线具有8.5g/d以上的高拉伸强度。
为了通过调节拉伸比将聚酯纱线的拉伸强度提高到10g/d,公知需要3.0以上的拉伸比。根据本公开的实施例,可以确认的是,能够在不降低纱线质量的情况下制造能够以3.0以上的拉伸比被拉伸的长丝和复丝。
另一方面,参照比较例3中所示的加热喷嘴单元115之后12小时的测量值和括号“()”,当喷嘴单元115被加热单元130加热12小时以上时,加热单元130的热量传递到喷丝板110、组件主体160和纺丝块170,并且纺丝组件100的温度整体上升高。该温度升高引起聚酯聚合物的物理性能的降低,这导致聚酯纱线的拉伸强度降低并且中间伸长率和断裂伸长率增加的现象。进一步,当在加热单元130中产生的热量传递到喷丝板110、组件主体160和纺丝块170时,包括纺丝组件100的纱线制造设备劣化,这引起纱线制造设备在一定时间段或更长的时间段无法使用的问题。当将比较例3的初始测量值(括号外的值)与12小时后生产的纱线的测量值(括号内的值)进行比较时,可以看出纱线的物理性能具有变化。因此,根据比较例3,在纱线的生产中再现性降低。
通常,当纱线制造设备的操作开始时,纱线制造设备被操作短至几天,或长达数周或数月。此时,加热单元130也工作,但是在加热单元130中产生的热量变成可变的,使得纺丝组件100的温度不容易被控制,并且在纱线的生产中再现性降低。
另一方面,根据本公开的实施例,喷嘴单元115突出,加热单元130仅加热喷嘴单元115,并且热量不影响纺丝组件100的其他部分。因此,可以容易地控制纺丝组件100的温度,并且在纱线的生产中再现性优异。
<示例5至示例8和比较例6至比较例7>:轮胎帘线的制造
使用示例1至示例4和比较例2至比较例3中生产的聚酯纱线,分别在相同条件下通过相同的方法制造示例5至示例8和比较例6至比较例7的轮胎帘线。
具体地,通过使用聚酯纱线生产捻度(twist number)为460TPM的两股初级加捻纱(Z方向),然后将两股初级加捻纱以460TPM的捻度进行二次加捻(S方向),以生产合股纱(plied yarn)。由此生产的合股纱穿过间苯二酚-甲醛-胶乳(RFL)粘合剂溶液,并进行干燥和热处理,以使轮胎帘线完成。
通过以下方法分别测量并计算示例5至示例8和比较例6至比较例7的轮胎帘线的强度、在4.5kgf的载荷下的中间伸长率、断裂伸长率、干热收缩率和强度保持率。
<轮胎帘线的拉伸强度、在4.5kgf的载荷下的中间伸长率、以及断裂伸长率>
按照标准ASTM D885,使用英斯特朗(Instron)通用拉伸测试机测量轮胎帘线的拉伸强度(g/d)、在4.5kgf的载荷下的中间伸长率(%)、以及断裂伸长率(%)。
<轮胎帘线的干热收缩>
按照标准ASTM D4974-04,使用干热收缩测试机(TESTRITE,型号名称:MK-V)分别测量施加了0.2g/d载荷的样品的初始长度L1和在180℃下施加了0.2g/d载荷2分钟后的样品的长度L2,然后通过下式计算聚酯纱线的干热收缩率(%)。
干热收缩率(%)=[(L1-L2)/L1]×100
<轮胎帘线的强度保持率>
将强度保持率计算为轮胎帘线的强度相对于纱线的强度。也就是说,强度保持率通过下式计算。
强度保持率(%)=[轮胎帘线强度(g/d)/纱线强度(g/d)]×100
测量结果示于下表3中。
【表3】

在表3中,括号“()”中的结果表示轮胎帘线的测量值,该轮胎帘线是使用在加热单元130对喷嘴单元115的加热开始之后12小时生产的纱线制造的。
参照表3,由根据本公开的实施例生产的聚酯纱线(示例1至示例4)制成的轮胎帘线(示例5至示例8)具有优异的强度、中间伸长率、断裂伸长率、干热收缩率和强度保持率。
特别地,由根据本公开的实施例制造的聚酯纱线(示例1至示例4)制成的轮胎帘线(示例5至示例8)具有88%以上的强度保持率。
另一方面,参照比较例7,可以确认的是,与使用最初制造的纱线制造的轮胎帘线(括号外的值)相比,使用由加热单元130加热喷嘴单元115至少12小时之后生产的聚酯纱线制造的轮胎帘线(括号内的值)具有低的拉伸强度和干热收缩率,并且还具有高的断裂伸长率和强度保持率。因此,参照比较例5,由于轮胎帘线的物理性能随着制造纱线的时间而改变,因此轮胎帘线的再现性不是优异的。
[附图标记的说明]
100:纺丝组件 110:喷丝板
112:第二表面 115:喷嘴单元
120:排出孔 130:加热单元
140:微通道板 150:分配板
160:组件主体 170:纺丝块
180:加热器 190:存储空间
200:纱线制造设备 210:挤出机
240:冷却单元 250:汇聚单元
260:拉伸单元 261:第一导丝辊
262:第二导丝辊 270:卷绕机
Claims (18)
1.一种纺丝组件,包括:
喷丝板,所述喷丝板具有喷嘴单元;
加热单元,所述加热单元用于加热所述喷嘴单元;
组件主体,所述组件主体包围所述喷丝板的至少一部分;以及
纺丝块,所述纺丝块包围所述组件主体,
其中,所述喷丝板包括第一表面和第二表面,所述第一表面在面对所述纺丝块的至少一个表面的同时限定存储空间,所述第二表面面对所述第一表面,
其中,所述喷嘴单元包括多个排出孔并且从所述第二表面突出,并且
其中,所述加热单元设置在所述喷嘴单元的外侧。
2.根据权利要求1所述的纺丝组件,其中,所述加热单元设置在所述第二表面与所述喷嘴单元的端部之间。
3.根据权利要求1所述的纺丝组件,其中,所述加热单元与所述第二表面接触,或者所述加热单元以距所述第二表面20mm以下的间隔与所述第二表面间隔开。
4.根据权利要求1所述的纺丝组件,其中,所述加热单元包括加热丝。
5.根据权利要求1所述的纺丝组件,其中,所述加热单元以400至600℃的温度加热所述喷嘴单元。
6.根据权利要求1所述的纺丝组件,还包括设置在所述纺丝块中的加热器。
7.一种纱线制造设备,包括:
喷丝板,所述喷丝板具有用于排出熔化的聚合物的喷嘴单元;
加热单元,所述加热单元用于加热所述喷嘴单元;以及
冷却单元,所述冷却单元设置在所述喷丝板的所述喷嘴单元侧,并且用于冷却通过从所述喷嘴单元排出熔化的聚合物所形成的多个长丝,
其中,所述喷丝板包括第一表面和面对所述第一表面的第二表面,并且所述第二表面朝向所述冷却单元,
其中,所述喷嘴单元包括多个排出孔并且从所述第二表面突出,并且
其中,所述加热单元设置在所述喷嘴单元的外侧。
8.根据权利要求7所述的纱线制造设备,还包括:
汇聚单元,所述汇聚单元用于汇聚冷却的所述多个长丝以形成复丝;
拉伸单元,所述拉伸单元用于拉伸所述复丝;以及
卷绕机,所述卷绕机用于卷绕被拉伸的所述复丝。
9.一种纱线制造方法,包括以下步骤:
使用纺丝组件排出熔化的聚合物以形成多个长丝;
使用冷却单元冷却所述多个长丝;
汇聚所述多个长丝以形成复丝;
拉伸所述复丝;以及
卷绕被拉伸的所述复丝,
其中,所述纺丝组件包括:
喷丝板,所述喷丝板具有喷嘴单元;
加热单元,所述加热单元用于加热所述喷嘴单元;
组件主体,所述组件主体包围所述喷丝板的至少一部分;以及
纺丝块,所述纺丝块包围所述组件主体,
其中,所述喷丝板包括第一表面和第二表面,所述第一表面在面对所述纺丝块的至少一个表面的同时限定存储空间,所述第二表面面对所述第一表面,
其中,所述喷嘴单元包括多个排出孔并且从所述第二表面突出,并且
其中,所述加热单元设置在所述喷嘴单元的外侧。
10.根据权利要求9所述的纱线制造方法,其中,所述加热单元以400至600℃的温度加热所述喷嘴单元。
11.根据权利要求9所述的纱线制造方法,其中,以500m/min至4000m/min的速度对所述熔化的聚合物进行纺丝。
12.根据权利要求9所述的纱线制造方法,其中,以2至4的拉伸比拉伸所述复丝。
13.根据权利要求9所述的纱线制造方法,其中,所述熔化的聚合物包括聚酯聚合物,并且
所述纱线是聚酯纱线。
14.一种通过权利要求9至13中任一项所述的纱线制造方法制造的纱线。
15.根据权利要求14所述的纱线,其中,所述纱线具有8.5g/d以上的拉伸强度。
16.一种包括权利要求14所述的纱线的轮胎帘线。
17.根据权利要求16所述的轮胎帘线,其中,所述轮胎帘线具有7.8g/d以上的拉伸强度。
18.根据权利要求16所述的轮胎帘线,其中,所述轮胎帘线具有88%以上的强度保持率。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2018-0036677 | 2018-03-29 | ||
| KR1020180036677A KR102344856B1 (ko) | 2018-03-29 | 2018-03-29 | 고강도 원사를 제조하기 위한 방사팩, 이를 포함하는 원사의 제조장치 및 그 제조방법 |
| PCT/KR2019/003445 WO2019190141A1 (ko) | 2018-03-29 | 2019-03-25 | 고강도 원사를 제조하기 위한 방사팩, 원사의 제조장치 및 원사의 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111902574A true CN111902574A (zh) | 2020-11-06 |
Family
ID=68059317
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201980021984.2A Pending CN111902574A (zh) | 2018-03-29 | 2019-03-25 | 用于制造高强度纱线的纺丝组件及纱线制造设备和方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11603604B2 (zh) |
| EP (1) | EP3741884A4 (zh) |
| JP (1) | JP7096351B2 (zh) |
| KR (1) | KR102344856B1 (zh) |
| CN (1) | CN111902574A (zh) |
| WO (1) | WO2019190141A1 (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11268212B2 (en) * | 2020-02-13 | 2022-03-08 | Arun Agarwal | Partially oriented yarn (POY) generation using polyethylene terephthalate (PET) bottle flakes |
| CN111793838B (zh) * | 2020-05-27 | 2021-10-08 | 崔建中 | 一种应用于无纺布自动生产线的熔喷降温装置 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2234615A1 (de) * | 1972-07-14 | 1974-02-28 | Davy Ashmore Ag | Vorrichtung zum schmelzspinnen von linearen synthetischen polymeren |
| US4264555A (en) * | 1978-08-30 | 1981-04-28 | Dynamit Nobel Ag | Process for production of monofilaments from polyvinylidene fluoride |
| CN1124509A (zh) * | 1993-05-24 | 1996-06-12 | 考脱沃兹纤维(控股)有限公司 | 纺丝装置 |
| JP2000345424A (ja) * | 1999-06-08 | 2000-12-12 | Teijin Seiki Co Ltd | 溶融紡糸口金パックおよび溶融紡糸装置 |
| CA2438445A1 (en) * | 2002-12-26 | 2004-06-26 | Hyosung Corporation | Lyocell multi-filament for tire cord and method of producing the same |
| CN102191567A (zh) * | 2010-03-01 | 2011-09-21 | 日本Tmt机械株式会社 | 纺丝组件 |
| KR20170124293A (ko) * | 2016-05-02 | 2017-11-10 | 한국생산기술연구원 | 고강도 섬유 제조용 방사노즐장치 |
| CN107429432A (zh) * | 2015-03-09 | 2017-12-01 | 韩国生产技术研究院 | 制造高强度合成纤维的方法和由其制造的高强度合成纤维 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE639800A (zh) * | 1962-11-13 | |||
| JPS4828964B1 (zh) | 1970-01-31 | 1973-09-06 | ||
| US3881850A (en) * | 1974-01-02 | 1975-05-06 | Eastman Kodak Co | Melt spinning tower module and circular melt spin block therefor |
| JPS5545823A (en) * | 1978-09-21 | 1980-03-31 | Tanaka Kikinzoku Kogyo Kk | Formation of protruded orifice in spinneret |
| JPS60224806A (ja) * | 1984-04-13 | 1985-11-09 | Nitto Boseki Co Ltd | 炭素繊維の前駆体であるピツチ繊維を紡糸するためのノズル装置 |
| JPS60259610A (ja) * | 1984-06-06 | 1985-12-21 | Teijin Ltd | 混繊糸用溶融紡糸口金 |
| JPS61194204A (ja) | 1985-02-21 | 1986-08-28 | Teijin Ltd | 紡糸口金装置 |
| US4867936A (en) * | 1987-06-03 | 1989-09-19 | Allied-Signal Inc. | Process for producing high strength polyester yarn for improved fatigue resistance |
| ES2025748T3 (es) * | 1987-08-31 | 1992-04-01 | Akzo N.V. | Procedimiento para fabricar hilados de poli(alcohol vinilico) |
| ID846B (id) * | 1991-12-13 | 1996-08-01 | Kolon Inc | Serat benang, benang ban poliester dan cara memproduksinya |
| WO1999051798A1 (fr) | 1998-04-07 | 1999-10-14 | Toray Industries, Inc. | Ensemble filiere de filage par fusion et procede de fabrication de fibres synthetiques |
| JPH11350236A (ja) * | 1998-04-07 | 1999-12-21 | Toray Ind Inc | 溶融紡糸用口金パック |
| DE102006012052A1 (de) * | 2006-03-08 | 2007-09-13 | Lüder GERKING | Spinnvorrichtung zur Erzeugung feiner Fäden durch Spleißen |
| ES2405580T3 (es) * | 2008-03-26 | 2013-05-31 | Toray Industries, Inc. | Filamento de poliamida 56, y estructura de fibra y tela base de airbag que comprende cada uno |
| US20110076907A1 (en) | 2009-09-25 | 2011-03-31 | Glew Charles A | Apparatus and method for melt spun production of non-woven fluoropolymers or perfluoropolymers |
| KR101956711B1 (ko) | 2014-03-05 | 2019-03-11 | 코오롱인더스트리 주식회사 | 타이어 코드용 폴리에스테르 원사 제조를 위한 장치 및 방법 |
| KR101632636B1 (ko) * | 2015-03-09 | 2016-06-23 | 한국생산기술연구원 | 고강도 폴리에스테르사의 제조방법 |
| KR101819659B1 (ko) | 2016-01-22 | 2018-01-17 | 한국생산기술연구원 | 방사노즐의 국부가열에 의해 생산성이 향상된 합성섬유의 제조방법 |
| KR101693313B1 (ko) | 2015-12-29 | 2017-01-05 | 주식회사 휴비스 | 고강도 섬유 제조용 방사팩 |
| KR101810168B1 (ko) | 2016-01-22 | 2017-12-19 | 한국생산기술연구원 | 고분자량의 열가소성 수지를 이용한 고강도 합성섬유의 제조방법 및 그로부터 제조된 고강도 합성섬유 |
| KR101819668B1 (ko) * | 2016-01-22 | 2018-01-17 | 한국생산기술연구원 | 고강도 섬유 제조용 방사 노즐 |
| KR102282247B1 (ko) * | 2016-01-29 | 2021-07-26 | 코오롱인더스트리 주식회사 | 고강도 폴리에스테르 원사 제조를 위한 장치 및 방법 |
| KR101899421B1 (ko) * | 2016-06-22 | 2018-09-17 | 한국생산기술연구원 | 고강도 pet 섬유 제조용 방사노즐장치 |
| KR102400547B1 (ko) * | 2017-01-26 | 2022-05-19 | 코오롱인더스트리 주식회사 | 고강도 폴리에스테르 원사의 제조 장치 및 그 제조 방법 |
-
2018
- 2018-03-29 KR KR1020180036677A patent/KR102344856B1/ko active IP Right Grant
-
2019
- 2019-03-25 EP EP19777051.4A patent/EP3741884A4/en active Pending
- 2019-03-25 US US16/977,659 patent/US11603604B2/en active Active
- 2019-03-25 WO PCT/KR2019/003445 patent/WO2019190141A1/ko unknown
- 2019-03-25 JP JP2020548996A patent/JP7096351B2/ja active Active
- 2019-03-25 CN CN201980021984.2A patent/CN111902574A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2234615A1 (de) * | 1972-07-14 | 1974-02-28 | Davy Ashmore Ag | Vorrichtung zum schmelzspinnen von linearen synthetischen polymeren |
| US4264555A (en) * | 1978-08-30 | 1981-04-28 | Dynamit Nobel Ag | Process for production of monofilaments from polyvinylidene fluoride |
| CN1124509A (zh) * | 1993-05-24 | 1996-06-12 | 考脱沃兹纤维(控股)有限公司 | 纺丝装置 |
| JP2000345424A (ja) * | 1999-06-08 | 2000-12-12 | Teijin Seiki Co Ltd | 溶融紡糸口金パックおよび溶融紡糸装置 |
| CA2438445A1 (en) * | 2002-12-26 | 2004-06-26 | Hyosung Corporation | Lyocell multi-filament for tire cord and method of producing the same |
| CN102191567A (zh) * | 2010-03-01 | 2011-09-21 | 日本Tmt机械株式会社 | 纺丝组件 |
| CN107429432A (zh) * | 2015-03-09 | 2017-12-01 | 韩国生产技术研究院 | 制造高强度合成纤维的方法和由其制造的高强度合成纤维 |
| KR20170124293A (ko) * | 2016-05-02 | 2017-11-10 | 한국생산기술연구원 | 고강도 섬유 제조용 방사노즐장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3741884A1 (en) | 2020-11-25 |
| WO2019190141A1 (ko) | 2019-10-03 |
| KR20190114252A (ko) | 2019-10-10 |
| KR102344856B1 (ko) | 2021-12-28 |
| US11603604B2 (en) | 2023-03-14 |
| US20200392646A1 (en) | 2020-12-17 |
| JP7096351B2 (ja) | 2022-07-05 |
| JP2021516730A (ja) | 2021-07-08 |
| EP3741884A4 (en) | 2021-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0169415B1 (en) | Polyester fiber | |
| US4867925A (en) | Process for the manufacture of polyester industrial yarn | |
| EP1845177B1 (en) | Process for preparing polyethylene terephthalate filament having high tenacity for industrial use | |
| EP1863958B1 (en) | Process for producing polyphenylene sulfide filament yarns | |
| EP1781850A2 (en) | Self-crimping fully drawn high bulk yarns and method of producing thereof | |
| US20140352273A1 (en) | Poly(ethyleneterephthalate) drawn fiber, poly(ethyleneterephthalate) tire-cord and manufacturing method thereof | |
| CN111902574A (zh) | 用于制造高强度纱线的纺丝组件及纱线制造设备和方法 | |
| US4461740A (en) | Process for spin-stretching of high strength technical yarns | |
| US4973657A (en) | High-strength polyester yarn and process for its preparation | |
| CN111148866A (zh) | 高强度聚对苯二甲酸乙二醇酯纱线及其制造方法 | |
| KR102127495B1 (ko) | 폴리에틸렌테레프탈레이트 원사, 그 제조방법, 및 그것을 이용하여 제조된 타이어 코드 | |
| KR20150104475A (ko) | 타이어 코드용 폴리에스테르 원사 제조를 위한 장치 및 방법 | |
| US4956446A (en) | Polyester fiber with low heat shrinkage | |
| KR100903701B1 (ko) | 폴리에스테르 이수축 혼섬사의 제조방법 | |
| KR100208055B1 (ko) | 높은 강도, 높은 모듈러스 및 낮은 수축률 합성사를 제조하기 위한 방사 방법 | |
| US6340523B1 (en) | Process for producing high strength, high shrinkage nylon 66 filament yarn | |
| JP2004124338A (ja) | 細デニールポリエステル中空予備延伸糸の製造方法及びその方法から製造された細デニールポリエステル中空予備延伸糸 | |
| KR20170090636A (ko) | 고강도 폴리에스테르 원사 제조를 위한 장치 및 방법 | |
| KR102400547B1 (ko) | 고강도 폴리에스테르 원사의 제조 장치 및 그 제조 방법 | |
| KR20190085636A (ko) | 에어백용 폴리에틸렌테레프탈레이트 원사 | |
| JP3346575B2 (ja) | 高フィラメントカウント細フィラメントポリエステル糸の製法 | |
| JPH04228612A (ja) | 高張力、高初期モジュラス、低収縮性延伸ポリエステル糸 | |
| KR100484119B1 (ko) | 폴리에스터마이크로필라멘트사의제조방법 | |
| JP2004124339A (ja) | 複数本細デニールポリエステル予備延伸ヤーンの製造方法及びその方法により製造された複数本細デニールポリエステル予備延伸ヤーン | |
| CN115053025A (zh) | 高强度聚酰胺610复丝 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |