CN111761834B - 一种自动化施封锁锁芯装配设备 - Google Patents
一种自动化施封锁锁芯装配设备 Download PDFInfo
- Publication number
- CN111761834B CN111761834B CN201910256651.XA CN201910256651A CN111761834B CN 111761834 B CN111761834 B CN 111761834B CN 201910256651 A CN201910256651 A CN 201910256651A CN 111761834 B CN111761834 B CN 111761834B
- Authority
- CN
- China
- Prior art keywords
- steel sheet
- jig
- frame
- seal
- factory
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/64—Joining a non-plastics element to a plastics element, e.g. by force
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7841—Holding or clamping means for handling purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7858—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus characterised by the feeding movement of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/727—Fastening elements
- B29L2031/728—Locks
Abstract
本发明公开了一种自动化施封锁锁芯装配设备,包括安装柜台、厂字型安装架、封条治具机构、封条压紧机构、插针机构、钢片运输机构、钢片治具运载机构,所述厂字型安装架安装在安装柜台上,且封条治具机构设置在厂字型安装架下方,所述封条压紧机构安装在厂字型安装架顶端架上并正对封条治具机构,所述厂字型安装架的侧架上安装有推动钢片移动并使钢片安装在封条上的插针机构,所述厂字型安装架上方安装有用于控制装配设备运作的控制器。本发明的设备以实现自动化取代了传统人工手动完成的方式,有效提高了生产作业效率,并大大减少人力耗费,降低人工成本,同时还可以保证产品组装质量,值得工厂批量推广使用。
Description
技术领域
本发明属于封条施封锁制造设备技术领域,具体涉及一种自动化施封锁锁芯装配设备。
背景技术
塑料封条是一种塑料制成的配件,用以固定电线、电缆等线路,用于油罐车/货柜车等各种用途。塑料封条主要由本体和多个配件构成,本体的一端是一个方形的塑料口,里面有一个反扣件,本体的另一端是带有锯齿的条身,条身可弯曲穿过前方的塑料口并形成环装,类似裤子的皮带一样可以用来捆扎线缆等。
现有技术中塑料封条的施封锁锁芯组装主要依靠人工手动完成,即可依靠人工将配件放于本体上,并人工辅助设备对本体进行热压,这种作业方式不但效率低,并且耗费人力,增加了人工成本。员工长时间手工操作,这种需要手直接接触工件,并大量生产,且需耗费力气的操作,会对手造成损伤。
发明内容
本发明的目的正是为了解决上述问题,而提出一种自动化施封锁锁芯装配设备,该设备以实现自动化取代了传统人工手动完成的方式,有效提高了生产作业效率,并大大减少人力耗费,降低人工成本,同时还可以保证产品组装质量,值得工厂批量推广使用。
本发明提供了一种自动化施封锁锁芯装配设备,包括安装柜台、厂字型安装架、封条治具机构、封条压紧机构、插针机构、钢片运输机构、钢片治具运载机构,所述钢片运输机构、钢片治具运载机构、封条治具机构依据工位位置关系依次安装在安装柜台上,所述厂字型安装架安装在安装柜台上,且封条治具机构设置在厂字型安装架下方,所述封条压紧机构安装在厂字型安装架顶端架上并正对封条治具机构,所述厂字型安装架的侧架上安装有推动钢片移动并使钢片安装在封条上的插针机构,所述厂字型安装架上方安装有用于控制装配设备运作的控制器。控制器采用PLC控制器。
作为优选手段,所述封条治具机构包括封条放置台、设置在封条放置台上限制封条位置的两根平行卡条,卡条通过螺栓固定在封条放置台上,所述封条放置台上远离厂字型安装架的一侧边上等间距设有钢片治具插口,与所述钢片治具插口靠近的一条卡条上等间距设有与钢片治具插口相匹配的豁口,所述豁口下方位置的封条放置台上内嵌有封条稳定块,所述封条放置台上设有多个插针槽,所述插针槽的一端延伸到钢片治具插口处,另一端延伸到靠近厂字型安装架的封条放置台的一侧边。
作为进一步地优选手段,所述封条压紧机构包括第一驱动气缸、按压板、按压块、稳定柱,所述第一驱动气缸设置在厂字型安装架顶端架上方,所述第一驱动气缸的气缸轴穿过顶端架延伸到下方与按压板固定连接,所述按压板上固定设有四个稳定柱,所述稳定柱贯穿所述厂字型安装架的顶端架并能在其内上下移动,所述按压板下方等间距固定有按压块,每个所述按压块与每个所述钢片治具插口相对应,所述按压块形状为凸字型,所述按压块的凸出部位正对豁口。
作为进一步地优选手段,所述插针机构包括第三驱动气缸、推杆、插针,所述第三驱动气缸轴安装在厂字型安装架的侧架外侧,所述第三驱动气缸的气缸轴穿过厂字型安装架的侧架与推杆固定连接,所述推杆上等间距固定有插针,所述插针插入到插针槽内并在槽内移动,所述插针的针头可移动到所述钢片治具插口处。
作为进一步地优选手段,所述插针槽包括浅槽区和深槽区,所述浅槽区的外端与钢片治具插口相接,所述深槽区的外端设置在封条放置台的侧边,所述插针包括薄片针头和柱状针体,所述薄片针头的厚度与浅槽区的深度相匹配,所述柱状针体的厚度与深槽区的深度相匹配。
作为进一步地优选手段,所述钢片治具运载机构包括伺服电机、钢片治具架、治具安装板、活动块以及活动块安装框,所述活动块安装框的一端与伺服电机相接,所述活动块安装框内设有丝杆,所述丝杆一端穿过活动块安装框一端与伺服电机的轴相接,丝杆的另一端插入到活动块安装框的另一端的端面,所述活动块中间位置水平轴线设置螺丝孔,所述活动块上下两侧边对称设有滑动限位槽,所述丝杆插入到螺丝孔内,且活动块上的活动限位槽卡合在活动块安装框上下的框边上,所述治具安装板通过螺栓固定在活动块上,所述钢片治具架通过活动机构与治具安装板活动连接。
作为进一步地优选手段,所述活动机构包括工字型滑柱以及与工字型滑柱匹配的带有内凹口的滑块,所述工字型滑柱左右对称设置在治具安装板两侧,所述带有内凹口的滑块通过螺栓固定在钢片治具架上,所述带有内凹口的滑块套在工字型滑柱上并能上下移动,所述钢片治具架下方设有用于挡住带有内凹口的滑块滑出工字型滑柱的第一挡柱)。
作为进一步地优选手段,所述钢片治具架包括治具柱以及用于安装治具柱的横杆,所述带有内凹口的滑块固定在横杆上,所述治具柱等间距竖直设置在横杆上,当横杆抵在第一挡柱上时,所述治具柱顶端高于活动块安装框水平高度。
作为进一步地优选手段,所述封条治具机构下方设有第二驱动气缸和第二挡柱,当所述伺服电机将所述钢片治具架移动到所述封条治具机构下方时,所述钢片治具架底端搭设在第一挡柱和第二挡柱上,所述第二驱动气缸推动钢片治具架向上移动。
作为进一步地优选手段,所述钢片运输机构包括钢片振盘、钢片运输轨道、钢片载入治具结构,所述钢片运输轨道一端接入钢片振盘内,另一端接入到钢片载入治具结构内,所述钢片载入治具结构将钢片运输轨道运送的钢片载入到钢片治具运载机构。
作为进一步地优选手段,所述钢片载入治具结构包括载入板、钢片移动块、第三气缸和第四气缸,所述载入板上设有横向滑槽和纵向滑槽,所述第三气缸的气缸轴与钢片移动块一端固定连接并推动钢片移动块在横向滑槽内移动,所述第四气缸的气缸轴上固定安装有钢片推板,所述第四气缸推动钢片推板在纵向滑槽内移动,所述钢片运输轨道接入到横向滑槽并与其相通,所述钢片移动块上设有钢片放置凹口。
作为进一步地优选手段,所述封条放置台下方固定安装有钢片防滑杆,所述钢片防滑杆一端向外延伸到封条放置台外侧边缘,另一端延伸到载入板旁并与其贴合,且钢片防滑杆侧边与载入板侧边处于同一平面。
作为进一步地优选手段,所述钢片运输轨道、钢片载入治具结构可对称设置有两个,两个钢片载入治具结构可采用一块载入板。
本发明有益效果如下:本发明只要手动将封条放在封条治具机构上,封条压紧机构对封条进行压紧,设备中钢片振盘对钢片进行螺旋震动,对钢片(锁芯)安装方向进行选择,筛选完钢片后,钢片经过钢片运输机构、钢片治具运载机构、封条治具机构运送到封条位置,然后通过插针机构将钢片推入到封条内,完成施封锁锁芯的装配安装。整过过程自动化程度高,钢片运载速度快,准确度高,安装施封锁锁芯的效率高,以实现自动化取代了传统人工手动完成的方式,有效提高了生产作业效率,并大大减少人力耗费,降低人工成本,同时还可以保证产品组装质量,值得工厂批量推广使用。
附图说明
图1为本发明的一种自动化施封锁锁芯装配设备整体结构示意图。
图2为本发明的封条治具机构的结构示意图。
图3为本发明的封条放置台的结构示意图。
图4为本发明的封条稳定块的结构示意图。
图5为本发明的封条的结构示意图。
图6为本发明的厂字型安装架以及安装在厂字型安装架上的封条压紧机构和插针机构的结构示意图。
图7为图6的左视图。
图8为本发明的钢片治具运载机构的结构示意图。
图9为本发明的活动块结构示意图。
图10为本发明的治具安装板的结构示意图。
图11为本发明的工字型滑柱的结构示意图。
图12为本发明的带有内凹口的滑块的结构示意图。
图13为本发明的钢片运输机构的结构示意图。
图14为图13中A处放大示意图。
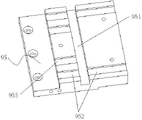
图15为本发明的载入板的结构示意图。
图16为本发明的钢片移动块的结构示意图。
图17为图1中右视图中封条放置台位置处的结构放大示意图。
图18为图1中载入板位置处结构放大示意图。
图中:1、控制器;2、封条压紧机构;21、第一驱动气缸;22、稳定柱;23、按压板;24、按压块;3、封条治具机构;31、封条放置台;311、插针槽;3111、浅槽区;3112、深槽区;312、钢片治具插口;32、卡条;321、豁口;33、封条稳定块;331、摩擦部;4、封条;41、手持部;42、钢片插入部;43、封条基板;5、钢片防滑杆;6、钢片治具运载机构;61、伺服电机;62、活动块安装框;621、丝杆;63、活动块;631、螺丝孔;632、活动限位槽;64、治具安装板;65、钢片治具架;651、治具柱;652、横杆;66、活动机构;661、工字型滑柱;662、带有内凹口的滑块;67、第一挡柱;68、第二驱动气缸;69、第二挡柱;7、安装柜台;8、厂字型安装架;9、钢片运输机构;91、钢片振盘;92、钢片运输轨道;93、第四气缸;931、钢片推板;94、第三气缸;941、钢片移动块;9411、钢片放置凹口;95、载入板;951、横向滑槽;952、纵向滑槽;953、过渡槽;a、插针机构;a1、插针;a11、薄片针头;a12、柱状针体;a2、推杆;a3、第三驱动气缸。
具体实施方式
下面结合附图对本发明作进一步详细描述:
如图1,本发明的一种自动化施封锁锁芯装配设备,包括安装柜台7、厂字型安装架8、封条治具机构3、封条压紧机构2、插针机构a、钢片运输机构9、钢片治具运载机构6,所述钢片运输机构9、钢片治具运载机构6、封条治具机构3依据工位位置关系依次安装在安装柜台7上,所述厂字型安装架8安装在安装柜台7上,且封条治具机构3设置在厂字型安装架8下方,所述封条压紧机构2安装在厂字型安装架8顶端架上并正对封条治具机构3,所述厂字型安装架8的侧架上安装有推动钢片移动并使钢片安装在封条4上的插针机构a,所述厂字型安装架8上方安装有用于控制装配设备运作的控制器1。
如图5,所述封条4包括手持部41、钢片插入部42和封条基板43,钢片插入部42为一边开口的槽,钢片可以卡在槽内,钢片插入部42中间位置带有孔洞,钢片插入到槽内后,钢片上的孔洞与钢片插入部42上孔洞匹配,将封条基板43的端部从孔洞插入就可形成锁住的施封锁。
如图2和3,所述封条治具机构3包括封条放置台31、设置在封条放置台31上限制封条4位置的两根平行卡条32,卡条32通过螺栓固定在封条放置台31上,所述封条放置台31上远离厂字型安装架8的一侧边上等间距设有钢片治具插口312,与所述钢片治具插口312靠近的一条卡条32上等间距设有与钢片治具插口312相匹配的豁口321,所述豁口321下方位置的封条放置台31上内嵌有封条稳定块33,所述封条放置台31上设有多个插针槽311,所述插针槽311的一端延伸到钢片治具插口312处,另一端延伸到靠近厂字型安装架8的封条放置台31的一侧边。
封条稳定块33上设有摩擦部331,摩擦部331为带有凹纹的区域,当封条4放置在封条治具机构3上时,封条4上的钢片插入部42放置在摩擦部331时,封条压紧机构2压在封条4上时,由于钢片插入部42与摩擦部331紧密接触,且摩擦增大,钢片插入到钢片插入部42时,封片4不会晃动。
如图6和7,所述封条压紧机构2包括第一驱动气缸21、按压板23、按压块24、稳定柱22,所述第一驱动气缸21设置在厂字型安装架8顶端架上方,所述第一驱动气缸21的气缸轴穿过顶端架延伸到下方与按压板23固定连接,所述按压板23上固定设有四个稳定柱22,所述稳定柱22贯穿所述厂字型安装架8的顶端架并能在其内上下移动,所述按压板23下方等间距固定有按压块24,每个所述按压块24与每个所述钢片治具插口312相对应,所述按压块24形状为凸字型,所述按压块24的凸出部位正对豁口321。
所述插针机构a包括第三驱动气缸a3、推杆a2、插针a1,所述第三驱动气缸a3轴安装在厂字型安装架8的侧架外侧,所述第三驱动气缸a3的气缸轴穿过厂字型安装架8的侧架与推杆a2固定连接,所述推杆a2上等间距固定有插针a1,所述插针a1插入到插针槽311内并在槽内移动,所述插针a1的针头可移动到所述钢片治具插口312处。
如图3,所述插针槽311包括浅槽区3111和深槽区3112,所述浅槽区3111的外端与钢片治具插口312相接,所述深槽区3112的外端设置在封条放置台31的侧边,所述插针a1包括薄片针头a11和柱状针体a12,所述薄片针头a11的厚度与浅槽区3111的深度相匹配,所述柱状针体a12的厚度与深槽区3112的深度相匹配。薄片针头a11放入厚度与钢片厚度相当。当插针a1插入插针槽311后,柱状针体a12接触到深槽区3112的尽头时,薄片针头a11刚好推动钢片插入钢片插入部42内。
如图8-12,所述钢片治具运载机构6包括伺服电机61、钢片治具架65、治具安装板64、活动块63以及活动块安装框62,所述活动块安装框62的一端与伺服电机61相接,所述活动块安装框62内设有丝杆621,所述丝杆621一端穿过活动块安装框62一端与伺服电机61的轴相接,丝杆621的另一端插入到活动块安装框62的另一端的端面,所述活动块63中间位置水平轴线设置螺丝孔631,所述活动块63上下两侧边对称设有滑动限位槽,所述丝杆621插入到螺丝孔631内,且活动块63上的活动限位槽632卡合在活动块安装框62上下的框边上,所述治具安装板64通过螺栓固定在活动块63上,所述钢片治具架65通过活动机构66与治具安装板64活动连接。所述活动机构66包括工字型滑柱661以及与工字型滑柱661匹配的带有内凹口的滑块662,所述工字型滑柱661左右对称设置在治具安装板64两侧,所述带有内凹口的滑块662通过螺栓固定在钢片治具架65上,所述带有内凹口的滑块662套在工字型滑柱661上并能上下移动,所述钢片治具架65下方设有用于挡住带有内凹口的滑块662滑出工字型滑柱661的第一挡柱67。
所述钢片治具架65包括治具柱651以及用于安装治具柱651的横杆652,所述带有内凹口的滑块662固定在横杆652上,所述治具柱651等间距竖直设置在横杆652上,当横杆652抵在第一挡柱67上时,所述治具柱651顶端高于活动块安装框62水平高度。
所述封条治具机构3下方设有第二驱动气缸68和第二挡柱69,当所述伺服电机61将所述钢片治具架65移动到所述封条治具机构3下方时,所述钢片治具架65底端搭设在第一挡柱67和第二挡柱69上,所述第二驱动气缸68推动钢片治具架65向上移动。
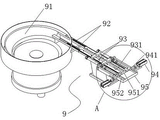
如图13-16,所述钢片运输机构9包括钢片振盘91、钢片运输轨道92、钢片载入治具结构,所述钢片运输轨道92一端接入钢片振盘91内,另一端接入到钢片载入治具结构内,所述钢片载入治具结构将钢片运输轨道92运送的钢片载入到钢片治具运载机构。
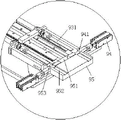
所述钢片载入治具结构包括载入板95、钢片移动块941、第三气缸94和第四气缸93,所述载入板95上设有横向滑槽951和纵向滑槽952,所述第三气缸94的气缸轴与钢片移动块941一端固定连接并推动钢片移动块941在横向滑槽951内移动,所述第四气缸93的气缸轴上固定安装有钢片推板931,所述第四气缸93推动钢片推板931在纵向滑槽952内移动,所述钢片运输轨道92接入到横向滑槽951并与其相通,所述钢片移动块941上设有钢片放置凹口9411。所述载入板95上设有将钢片过渡到横向滑槽951的过渡槽953。
当钢片治具架65移动到载入板95旁时,且治具柱651刚好移动到纵向滑槽952旁时,钢片移动块941上的钢片被所述第三气缸94推动钢片推板931在纵向滑槽952内推动钢片移动到治具柱651的治具内。
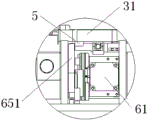
如图17-18,所述封条放置台31下方固定安装有钢片防滑杆5,所述钢片防滑杆5一端向外延伸到封条放置台31外侧边缘,另一端延伸到载入板95旁并与其贴合,且钢片防滑杆5侧边与载入板95侧边处于同一平面。
钢片治具架65与壳壁紧紧贴者,当钢片治具架65上治具柱651移动到载入板95旁时,并被载入钢片后,治具柱651的顶端(载有钢片)就会进入钢片防滑杆5与壳壁形成的隧道,治具柱65在隧道内移动,并移动到封条治具机构3下方,使得治具柱65顶端正对钢片治具插口312。治具柱65在隧道内移动不会导致钢片从钢片治具上滑出。
所述钢片运输轨道92、钢片载入治具结构可对称设置有两个,两个钢片载入治具结构可采用一块载入板95。
该设备左右宽900mm,前后深550mm,高度1300mm。总重约150KG。工作电压220V,1KW,气压>0.3MPA。
工作原理:将钢片放入到钢片振盘91内,将封条4放在封条治具机构3上,即封条放置台31位置,钢片插入部42朝下,且卡在豁口321内,然后开启控制器1(PLC控制器),封条压紧机构2开始工作,将凸字型的按压块24按压在封条4上,按压块24的凸出部位正对豁口321,钢片振盘91开始工作,将钢片螺旋振动到钢片运输轨道92,钢片从钢片运输轨道92进入到载入板95的钢片入口并进入到横向滑槽951内钢片移动块941上的钢片放置凹口9411上,所述第三气缸94拉动钢片移动块941,使得钢片放置凹口9411刚好移动到纵向滑槽952位置,第四气缸93的气缸轴推动钢片推板931将钢片沿着纵向滑槽952移动,这时,伺服电机61带动钢片治具架65上的第一个治具柱651移动到纵向滑槽952的槽口位置(如果设置两个钢片运输轨道92、钢片载入治具结构,那没就第一个和第二个治具柱651移动到两个纵向滑槽952的槽口位置),钢片的治具刚好与槽口对齐,钢片被钢片推板931推到钢片治具上,然后伺服电机61,再带动钢片治具架65向前移动,进行另外治具柱651载入钢片的工作,当治具柱651全部载上钢片时,伺服电机61将钢片治具架65移动到封条治具机构3下方,治具柱65顶端在钢片防滑杆5与壳壁形成的隧道内移动,当每个治具柱65的顶端正好对准相应钢片治具插口312(这时横杆652刚好搭在第一挡柱67和第二挡柱69上),第二驱动气缸68驱动横杆652向上移动,使得治具柱65插进钢片治具插口312,治具柱65上的钢片刚好与浅槽区3111齐平,这时,插针机构a推动插针a1从插针槽311移动,针头移动到钢片处,并继续推动钢片,使得钢片进入钢片插入部42内,完成施封锁锁芯安装,然后再按上述过程完成下一组操作。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
本发明不限于以上对实施例的描述,本领域技术人员根据本发明揭示的内容,在本发明基础上不必经过创造性劳动所进行的改进和修改,都应该在本发明的保护范围之内。
Claims (7)
1.一种自动化施封锁锁芯装配设备,其特征在于:包括安装柜台(7)、厂字型安装架(8)、封条治具机构(3)、封条压紧机构(2)、插针机构(a)、钢片运输机构(9)、钢片治具运载机构(6),所述钢片运输机构(9)、钢片治具运载机构(6)、封条治具机构(3)依据工位位置关系依次安装在安装柜台(7)上,所述厂字型安装架(8)安装在安装柜台(7)上,且封条治具机构(3)设置在厂字型安装架(8)下方,所述封条压紧机构(2)安装在厂字型安装架(8)顶端架上并正对封条治具机构(3),所述厂字型安装架(8)的侧架上安装有推动钢片移动并使钢片安装在封条(4)上的插针机构(a),所述厂字型安装架(8)上方安装有用于控制装配设备运作的控制器(1);
封条治具机构(3)包括封条放置台(31)、设置在封条放置台(31)上限制封条(4)位置的两根平行卡条(32),卡条(32)通过螺栓固定在封条放置台(31)上,所述封条放置台(31)上远离厂字型安装架(8)的一侧边上等间距设有钢片治具插口(312),与所述钢片治具插口(312)靠近的一条卡条(32)上等间距设有与钢片治具插口(312)相匹配的豁口(321),所述豁口(321)下方位置的封条放置台(31)上内嵌有封条稳定块(33),所述封条放置台(31)上设有多个插针槽(311),所述插针槽(311)的一端延伸到钢片治具插口(312)处,另一端延伸到靠近厂字型安装架(8)的封条放置台(31)的一侧边;
所述钢片治具运载机构(6)包括伺服电机(61)、钢片治具架(65)、治具安装板(64)、活动块(63)以及活动块安装框(62),所述活动块安装框(62)的一端与伺服电机(61)相接,所述活动块安装框(62)内设有丝杆(621),所述丝杆(621)一端穿过活动块安装框(62)一端与伺服电机(61)的轴相接,丝杆(621)的另一端插入到活动块安装框(62)的另一端的端面,所述活动块(63)中间位置水平轴线设置螺丝孔(631),所述活动块(63)上下两侧边对称设有滑动限位槽,所述丝杆(621)插入到螺丝孔(631)内,且活动块(63)上的活动限位槽(632)卡合在活动块安装框(62)上下的框边上,所述治具安装板(64)通过螺栓固定在活动块(63)上,所述钢片治具架(65)通过活动机构(66)与治具安装板(64)活动连接;
所述封条治具机构(3)下方设有第二驱动气缸(68)和第二挡柱(69),当所述伺服电机(61)将所述钢片治具架(65)移动到所述封条治具机构(3)下方时,所述钢片治具架(65)底端搭设在第一挡柱(67)和第二挡柱(69)上,所述第二驱动气缸(68)推动钢片治具架(65)向上移动;
所述钢片运输机构(9)包括钢片振盘(91)、钢片运输轨道(92)、钢片载入治具结构,所述钢片运输轨道(92)一端接入钢片振盘(91)内,另一端接入到钢片载入治具结构内,所述钢片载入治具结构将钢片运输轨道(92)运送的钢片载入到钢片治具运载机构;
所述钢片载入治具结构包括载入板(95)、钢片移动块(941)、第三气缸(94)和第四气缸(93),所述载入板(95)上设有横向滑槽(951)和纵向滑槽(952),所述第三气缸(94)的气缸轴与钢片移动块(941)一端固定连接并推动钢片移动块(941)在横向滑槽(951)内移动,所述第四气缸(93)的气缸轴上固定安装有钢片推板(931),所述第四气缸(93)推动钢片推板(931)在纵向滑槽(952)内移动,所述钢片运输轨道(92)接入到横向滑槽(951)并与其相通,所述钢片移动块(941)上设有钢片放置凹口(9411);
所述封条放置台(31)下方固定安装有钢片防滑杆(5),所述钢片防滑杆(5)一端向外延伸到封条放置台(31)外侧边缘,另一端延伸到载入板(95)旁并与其贴合,且钢片防滑杆(5)侧边与载入板(95)侧边处于同一平面。
2.根据权利要求1所述的一种自动化施封锁锁芯装配设备,其特征在于:所述封条压紧机构(2)包括第一驱动气缸(21)、按压板(23)、按压块(24)、稳定柱(22),所述第一驱动气缸(21)设置在厂字型安装架(8)顶端架上方,所述第一驱动气缸(21)的气缸轴穿过顶端架延伸到下方与按压板(23)固定连接,所述按压板(23)上固定设有四个稳定柱(22),所述稳定柱(22)贯穿所述厂字型安装架(8)的顶端架并能在其内上下移动,所述按压板(23)下方等间距固定有按压块(24),每个所述按压块(24)与每个所述钢片治具插口(312)相对应,所述按压块(24)形状为凸字型,所述按压块(24)的凸出部位正对豁口(321)。
3.根据权利要求1所述的一种自动化施封锁锁芯装配设备,其特征在于:所述插针机构(a)包括第三驱动气缸(a3)、推杆(a2)、插针(a1),所述第三驱动气缸(a3)轴安装在厂字型安装架(8)的侧架外侧,所述第三驱动气缸(a3)的气缸轴穿过厂字型安装架(8)的侧架与推杆(a2)固定连接,所述推杆(a2)上等间距固定有插针(a1),所述插针(a1)插入到插针槽(311)内并在槽内移动,所述插针(a1)的针头可移动到所述钢片治具插口(312)处。
4.根据权利要求3所述的一种自动化施封锁锁芯装配设备,其特征在于:所述插针槽(311)包括浅槽区(3111)和深槽区(3112),所述浅槽区(3111)的外端与钢片治具插口(312)相接,所述深槽区(3112)的外端设置在封条放置台(31)的侧边,所述插针(a1)包括薄片针头(a11)和柱状针体(a12),所述薄片针头(a11)的厚度与浅槽区(3111)的深度相匹配,所述柱状针体(a12)的厚度与深槽区(3112)的深度相匹配。
5.根据权利要求1所述的一种自动化施封锁锁芯装配设备,其特征在于:所述活动机构(66)包括工字型滑柱(661)以及与工字型滑柱(661)匹配的带有内凹口的滑块(662),所述工字型滑柱(661)左右对称设置在治具安装板(64)两侧,所述带有内凹口的滑块(662)通过螺栓固定在钢片治具架(65)上,所述带有内凹口的滑块(662)套在工字型滑柱(661)上并能上下移动,所述钢片治具架(65)下方设有用于挡住带有内凹口的滑块(662)滑出工字型滑柱(661)的第一挡柱(67)。
6.根据权利要求5所述的一种自动化施封锁锁芯装配设备,其特征在于:所述钢片治具架(65)包括治具柱(651)以及用于安装治具柱(651)的横杆(652),所述带有内凹口的滑块(662)固定在横杆(652)上,所述治具柱(651)等间距竖直设置在横杆(652)上,当横杆(652)抵在第一挡柱(67)上时,所述治具柱(651)顶端高于活动块安装框(62)水平高度。
7.根据权利要求1所述的一种自动化施封锁锁芯装配设备,其特征在于:所述钢片运输轨道(92)、钢片载入治具结构对称设置有两个,两个钢片载入治具结构采用一块载入板(95)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910256651.XA CN111761834B (zh) | 2019-04-01 | 2019-04-01 | 一种自动化施封锁锁芯装配设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910256651.XA CN111761834B (zh) | 2019-04-01 | 2019-04-01 | 一种自动化施封锁锁芯装配设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111761834A CN111761834A (zh) | 2020-10-13 |
| CN111761834B true CN111761834B (zh) | 2022-03-29 |
Family
ID=72718699
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910256651.XA Active CN111761834B (zh) | 2019-04-01 | 2019-04-01 | 一种自动化施封锁锁芯装配设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111761834B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114789221A (zh) * | 2022-05-07 | 2022-07-26 | 黄山亿利工贸集团有限公司 | 一种钢丝封条锁芯装配铆压一体设备 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996012654A1 (en) * | 1994-10-20 | 1996-05-02 | American Casting And Manufacturing Corporation | Tamper-proof cargo seal |
| WO2010018117A1 (en) * | 2008-08-12 | 2010-02-18 | Precintia International, S. A. | Seal and process for its manufacturing |
| CN102756068A (zh) * | 2012-06-27 | 2012-10-31 | 蚌埠市施封锁有限公司 | 施封锁自动装配机的铆钉预压机构 |
| CN102756272A (zh) * | 2012-06-27 | 2012-10-31 | 蚌埠市施封锁有限公司 | 施封锁自动装配机 |
| CN202639825U (zh) * | 2012-06-27 | 2013-01-02 | 蚌埠市施封锁有限公司 | 施封锁自动装配机 |
| CN104707915A (zh) * | 2015-02-16 | 2015-06-17 | 上海新帆实业股份有限公司 | 高保封锁芯自动铆接检测机及其控制方法 |
| CN104708808A (zh) * | 2015-01-26 | 2015-06-17 | 上海新帆实业股份有限公司 | 一种塑料封条自动焊接打码装置及其控制方法 |
| CN104802395A (zh) * | 2015-05-07 | 2015-07-29 | 上海新帆实业股份有限公司 | 高保封条的自动组装焊接机 |
| CN207388323U (zh) * | 2017-09-21 | 2018-05-22 | 东莞市典航自动化设备科技有限公司 | 塑料封条自动组装热卷机 |
| CN109531133A (zh) * | 2019-01-17 | 2019-03-29 | 浙江炬达机械有限公司 | 锁芯卡簧自动装配机 |
-
2019
- 2019-04-01 CN CN201910256651.XA patent/CN111761834B/zh active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996012654A1 (en) * | 1994-10-20 | 1996-05-02 | American Casting And Manufacturing Corporation | Tamper-proof cargo seal |
| WO2010018117A1 (en) * | 2008-08-12 | 2010-02-18 | Precintia International, S. A. | Seal and process for its manufacturing |
| ES2370543A1 (es) * | 2008-08-12 | 2011-12-19 | Precintia Internacional, S.A. | Precinto y procedimiento de fabricacion del mismo. |
| CN102756068A (zh) * | 2012-06-27 | 2012-10-31 | 蚌埠市施封锁有限公司 | 施封锁自动装配机的铆钉预压机构 |
| CN102756272A (zh) * | 2012-06-27 | 2012-10-31 | 蚌埠市施封锁有限公司 | 施封锁自动装配机 |
| CN202639825U (zh) * | 2012-06-27 | 2013-01-02 | 蚌埠市施封锁有限公司 | 施封锁自动装配机 |
| CN104708808A (zh) * | 2015-01-26 | 2015-06-17 | 上海新帆实业股份有限公司 | 一种塑料封条自动焊接打码装置及其控制方法 |
| CN104707915A (zh) * | 2015-02-16 | 2015-06-17 | 上海新帆实业股份有限公司 | 高保封锁芯自动铆接检测机及其控制方法 |
| CN104802395A (zh) * | 2015-05-07 | 2015-07-29 | 上海新帆实业股份有限公司 | 高保封条的自动组装焊接机 |
| CN207388323U (zh) * | 2017-09-21 | 2018-05-22 | 东莞市典航自动化设备科技有限公司 | 塑料封条自动组装热卷机 |
| CN109531133A (zh) * | 2019-01-17 | 2019-03-29 | 浙江炬达机械有限公司 | 锁芯卡簧自动装配机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111761834A (zh) | 2020-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN208322499U (zh) | 一种电池模组送料定位装置 | |
| CN111761834B (zh) | 一种自动化施封锁锁芯装配设备 | |
| CN105563819A (zh) | 一种磁扣连续生产装置 | |
| CN107283143A (zh) | 一种中冷器管内翅片自动装配机 | |
| CN209738156U (zh) | 一种管状物注肩自动化设备 | |
| CN205395159U (zh) | 一种磁扣连续生产装置 | |
| CN209396548U (zh) | 一种全自动智能生产线的上下料和物料传送装置 | |
| CN108987093B (zh) | 一种铁芯铰合工件装配设备及其装配方法 | |
| CN108188473B (zh) | 锁胆自动拉槽机及其拉槽工艺 | |
| CN105252588A (zh) | 一种led灯支架全自动生产线 | |
| CN205835606U (zh) | 一种重组竹循环压制装置 | |
| CN205835609U (zh) | 一种重组竹循环压制机构中的模具移动定位装置 | |
| CN211581787U (zh) | 自动拼链机 | |
| CN205835608U (zh) | 一种用于重组竹循环压制装置中的模具配合装置 | |
| CA1319812C (en) | Reinforcement of moulded construction products | |
| CN205835607U (zh) | 一种重组竹压制辅助装置 | |
| CN212891785U (zh) | 一种拖拉机后桥总成支撑座 | |
| CN214353938U (zh) | 一种自动切料头装置 | |
| CN110789050A (zh) | 一种拉链头的拉片注尾生产设备 | |
| CN204999207U (zh) | 一种建筑用塑料线型材专用转运机 | |
| CN219093329U (zh) | 一种发动机线圈传感器生产用自动上料裁切装置 | |
| CN214297770U (zh) | 一种输送链板组装辅助结构 | |
| CN216775248U (zh) | 一种金刚石微粉自动分拣机 | |
| CN219420524U (zh) | 一种磁钢组入机 | |
| CN219602077U (zh) | 一种铝门窗组角角码装夹装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |