CN111699093B - 用于装饰层合镶板的喷墨印刷方法、制造装饰层合镶板的方法、装饰层合镶板组 - Google Patents
用于装饰层合镶板的喷墨印刷方法、制造装饰层合镶板的方法、装饰层合镶板组 Download PDFInfo
- Publication number
- CN111699093B CN111699093B CN201980011280.7A CN201980011280A CN111699093B CN 111699093 B CN111699093 B CN 111699093B CN 201980011280 A CN201980011280 A CN 201980011280A CN 111699093 B CN111699093 B CN 111699093B
- Authority
- CN
- China
- Prior art keywords
- decorative
- inkjet
- decorative laminate
- image
- ink
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M3/00—Printing processes to produce particular kinds of printed work, e.g. patterns
- B41M3/06—Veined printings; Fluorescent printings; Stereoscopic images; Imitated patterns, e.g. tissues, textiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0023—Digital printing methods characterised by the inks used
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0035—Uncoated paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
- B41M5/0047—Digital printing on surfaces other than ordinary paper by ink-jet printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
- B41M5/0064—Digital printing on surfaces other than ordinary paper on plastics, horn, rubber, or other organic polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0082—Digital printing on bodies of particular shapes
- B41M5/0088—Digital printing on bodies of particular shapes by ink-jet printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/0027—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using protective coatings or layers by lamination or by fusion of the coatings or layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C5/00—Processes for producing special ornamental bodies
- B44C5/04—Ornamental plaques, e.g. decorative panels, decorative veneers
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Health & Medical Sciences (AREA)
- Textile Engineering (AREA)
- Vascular Medicine (AREA)
- Laminated Bodies (AREA)
- Floor Finish (AREA)
- Finishing Walls (AREA)
- Ink Jet (AREA)
Abstract
一种制造包含交错装饰层合镶板的装饰表面的喷墨印刷方法,所述方法包括以下步骤:i)数字划分第一主图象(15,30)为装饰层合镶板图象(16);ii)经具有L/2和L/20之间的值的选择的交错距离(17),数字交错相邻的装饰层合镶板图象(18),其中L表示装饰层合镶板的长度;iii)从相邻的交错装饰层合镶板图象(18)数字构成第二主图象(19,33);iv)在衬底上用一种或多种喷墨油墨印刷第二主图象(19,33),其中衬底为纸衬底,且一种或多种喷墨油墨为在用热固性树脂浸渍之前或之后在衬底上印刷的水性着色喷墨油墨;或者其中一种或多种喷墨油墨为UV可固化喷墨油墨,且衬底为基于选自聚氯乙烯(PVC)、聚丙烯(PP)、聚乙烯(PE)、聚对苯二甲酸乙二酯(PET)和热塑性聚氨酯(TPU)以及其组合的材料的热塑性衬底。
Description
技术领域
本发明涉及用于制造装饰层合镶板的喷墨印刷方法,更具体地,用于制造包含交错装饰层合镶板的装饰表面的喷墨印刷方法。
背景技术
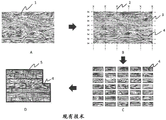
喷墨技术正在替换凹版印刷用于制造装饰层合镶板,例如地板层合镶板。在实际印刷可以开始之前,凹版印刷需要费力设置。因此,进行大型生产批次,其导致大量的装饰层合镶板存货。通过使用喷墨技术,层合材料制造商可通过内部和准时制(JIT)喷墨印刷使其存货最小化。这样的方法的实例显示于EP 2865527 A (AGFA)的与图1相比的图2中。
喷墨还用于减少装饰层合镶板的重复。在凹版印刷中,重复由凹版印刷辊的直径来限定。使用凹版印刷,在25平方米的房间内,平均每个地板镶板出现四次。喷墨允许可变的数据印刷,这使得可能在没有任何重复装饰层合镶板的情况下获得地板。
可变的数据印刷还允许在装饰层合镶板上提供定制或甚至个性化的图象。在公司名称和徽标印刷在各个装饰层合镶板上时,制造受到一定限制。
然而,需要印刷特定图象,例如热带海滩或卡通符号的照片图象,其中所述图象覆盖多个装饰层合镶板的表面。迄今为止,已证明不可能以经济的方式制造这种地板镶板,所述地板镶板具有覆盖多个地板镶板的个性化图象。地板镶板以交错排列的方式安装(参见图1 D),以获得坚固的地板。这意味着必须改变装饰层合镶板的切割(参见图1 B),这导致切割误差和在安装为地板后歪曲的印刷图象。
因此,仍需要以成本有效的制造方式来制造装饰层合镶板,其中个性化的图象覆盖多个装饰层合镶板的表面。
发明概述
为了克服上述问题,已用权利要求1所限定的制造装饰层合镶板的喷墨印刷方法实现本发明的优选实施方案。
在本发明中,待印刷的个性化图象用以下方式修改,所述方式使得不需要改变用于通常仅具有木纹图象的常规装饰层合镶板的切割设备。常规装饰层合镶板(4)按照垂直线(2)和水平线(3)切割,如图1所示。这些常规装饰层合镶板以交错排列的方式安装(参见图1 D)不被认为导致歪曲的图象,因为其对于装饰层合镶板彼此邻接的区域不重要。交错装饰表面的安装通过从一个或多个包装随机获得镶板以随机方式进行。
在本发明的第一方面,将地板中所需的交错并入待印刷的图象的修改中,以制造装饰层合镶板。
在本发明的第二方面,当修改图象时,考虑由于在装饰层合镶板之间提供榫舌和沟槽接合导致的切割损失,使得安装的地板中的图象歪曲可被最小化。
通过以下描述,本发明的其它优点和实施方案将变得显而易见。
附图简述
图1是显示使用喷墨或凹版的装饰地板镶板的现有技术制造的示意图。图1 A显示在热压后获得的装饰板(1)。在图1 B中,装饰板(1)然后沿垂直切割线(2)和水平切割线(3)被切割成各个装饰层合镶板(4)。将图1 C中显示的得到的装饰层合镶板(4)包装并送至消费者,所述消费者以交错排列的方式将装饰层合镶板(4)随机安装在房间的地表面(5)上。
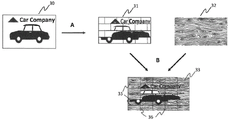
图2是图象修改的一个实施方案的示意图,其中个性化图象(10)和作为背景图象的木纹图象(14)在步骤A中组合成第一主图象(15)。个性化图象(10)含有徽标(11)、作为字母数字数据的公司名称(12)和汽车的图画或照片(13)。第一主图象(15)然后在步骤B中数字划分为装饰镶板图象(16)。在步骤C中,相邻的装饰镶板图象经交错距离(17)数字交错。交错距离(17)具有L/2和L/20之间的值,其中L表示装饰层合镶板的长度。在步骤D中,然后从相邻的交错装饰镶板图象(18)构成第二主图象(19)。第二主图象(19)进一步显示按需要可喷墨印刷或可省略的垂直切割线(20)和水平切割线(21)。
图3显示图象修改的备选实施方案的示意图,其中个性化图象被视为第一主图象(30)并在步骤A中修改为含有交错装饰镶板图象的图象(31)。该图象(31)然后与背景图象(32)组合以构成第二主图象(33),其进一步再次显示按需要可喷墨印刷或省略的垂直切割线(34)和水平切割线(35)。
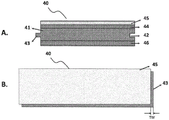
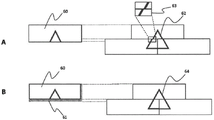
图4A显示装饰层合镶板(40)的横截面,装饰层合镶板(40)包括具有沟槽(42)和榫舌(43)的芯层(41),该芯层(41)在顶侧由装饰层(44)和保护层(45)层合,且在背侧由平衡层(46)层合。
图4B显示装饰层合镶板(40)的顶视图,其中榫舌(43)从保护层(45)下方伸出宽度TW。与榫舌(43)相对的装饰层合镶板(40)的侧面含有具有至少TW、优选多20%的宽度的沟槽(不可见)。
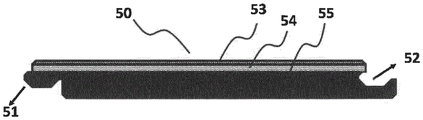
图5显示装饰层合镶板(50)的横截面,装饰层合镶板(50)包括具有榫舌(51)和沟槽(52)的基层(55),基层(55)在顶侧由透明或不透明的热塑箔(54)和透明的热塑箔(53)层合,其中热塑箔(53, 54)中至少一个带有喷墨印刷的图象。
图6A显示装饰镶板图象(60),其中不考虑为了向装饰层合镶板提供榫舌而待被切掉的底边缘和右边缘。这导致歪曲的图象(62),如在歪曲图象的一部分的特写(63)中所示。
图6B显示装饰镶板图象(60),其中通过在装饰镶板图象(60)中包括延伸区(61),考虑了为了向装饰层合镶板提供榫舌而待被切掉的底边缘和右边缘。这导致不歪曲的图象(63),因为延伸区为了向装饰层合镶板提供榫舌而被切掉。
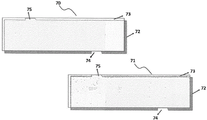
图7显示装饰层合镶板(70)和相邻的装饰层合镶板(71)的顶视图。两个镶板具有从对准辅助件提供的榫舌(72)和不可见的沟槽(73),所述对准辅助件包含榫舌的缺失部分(74)和不可见的未切削沟槽(75),它们具有类似尺寸和形状,使得当装饰层合镶板(70)的榫舌(72)滑到相邻的装饰层合镶板(71)的沟槽(73)中时它们彼此配合。
图8显示具有以交错距离(82)交错排列的装饰层合镶板的地板(80)的顶视图。一个装饰层合镶板(81)包括定位代码R7C3,这意味着它位于第3列第7行。
实施方案的描述
喷墨印刷方法
根据本发明的优选实施方案的制造包含交错装饰层合镶板的装饰表面的喷墨印刷方法包括以下步骤:i) 数字划分第一主图象(15, 30)为装饰层合镶板图象(16);ii) 经具有L/2和L/20之间的值的选择的交错距离(17),数字交错相邻的装饰层合镶板图象(18),其中L表示装饰层合镶板的长度;iii) 从相邻的交错装饰层合镶板图象(18)数字构成第二主图象(19, 33);iv) 在衬底上用一种或多种喷墨油墨印刷第二主图象(19, 33),其中衬底为纸衬底,且一种或多种喷墨油墨为在用热固性树脂浸渍之前或之后在衬底上印刷的水性着色喷墨油墨;或者其中一种或多种喷墨油墨为UV可固化喷墨油墨,且衬底为基于选自聚氯乙烯(PVC)、聚丙烯(PP)、聚乙烯(PE)、聚对苯二甲酸乙二酯(PET)和热塑性聚氨酯(TPU)以及其组合的材料的热塑性衬底。
喷墨印刷在纸衬底或热塑性衬底上进行。出于生产力的原因,更优选地,喷墨印刷在纸衬底幅材或热塑性衬底幅材上进行。
对于大多数应用,装饰层合镶板在MDF或HDF芯层上使用包含纸的装饰层。在这种情况下,衬底为纸衬底,优选具有一个或多个受墨层,在其上印刷一种或多种水性着色喷墨油墨。一个或多个受墨层用于提高图像品质。这样的装饰层合镶板通常称为“木基层合镶板”。
然而,对于一些应用,例如浴室或鱼店中的地板,过度使用水倾向于损坏这些装饰层合镶板。在这些情况下,优选使用热塑性衬底。在最优选的实施方案中,由于PVC的化学稳定性、耐久性和阻燃性能,将其用作衬底。由于安全原因,这些性能使PVC非常适用于接近人们日常生活的产品。这些热塑性衬底通常是非吸收性的。因此,优选用UV可固化喷墨油墨提高图像品质,因为在降落于热塑性衬底上后,喷墨滴可立即通过UV固化而固定。这样的装饰层合镶板通常称为“热塑性层合镶板”,或者如果基于PVC,则称为“豪华乙烯基瓷砖”(LVT)。
在喷墨印刷方法的优选实施方案,衬底是具有一个或多个受墨层的纸衬底幅材,并且一种或多种喷墨油墨是在纸衬底幅材被热固性树脂浸渍之前在一个或多个受墨层上印刷的水性着色喷墨油墨。通过在纸衬底幅材上而非在纸片材上喷墨印刷,获得较高的生产力,这是因为衬底处理可被最小化。
在喷墨印刷方法的更优选的实施方案中,至少一个受墨层含有聚乙烯醇聚合物和无机颜料。
在喷墨印刷方法的特别优选的实施方案中,最外受墨层不含有无机颜料,或与在纸衬底和最外受墨层之间的受墨层相比,含有更小含量的无机颜料。
对于室内装饰,装饰图象通常包括木纹图象。已发现传统的CMYK喷墨油墨套装不足以能够复制木色的所有不同色调。可通过包括另外的棕色或红色喷墨油墨来解决此问题,然而这会使喷墨印刷更加昂贵和更加复杂(例如颜色管理)。已发现,通过用红色喷墨油墨代替品红色喷墨油墨,可保留高色域,而同时能够印刷木纹图象中存在的所有期望的棕色。如果红色喷墨油墨包含选自C.I.颜料红254、C.I.颜料红176和C.I.颜料红122或其混晶的红色颜料,则尤其如此。
已发现CRYK喷墨油墨套装通常也能够复制大多数定制和个性化的图象。在一些情况下,发现通过用额外的油墨,例如品红色、绿色、蓝色和/或橙色扩展CRYK喷墨油墨套装,可获得较高图象质量(色彩活力)。尽管以经济的成本,但用这些额外的油墨扩展喷墨油墨套装进一步扩大了图象的色域。喷墨油墨套装也可通过全密度喷墨油墨与轻密度喷墨油墨的组合扩展。组合这样的深色和浅色油墨和/或黑色和灰色油墨通过降低的木纹性改进了图象品质。
特别优选的CRYK喷墨油墨套装包含:含有炭黑颜料的黑色喷墨油墨;含有选自C.I.颜料黄150、C.I.颜料黄151和其混晶的黄色颜料的黄色喷墨油墨;含有选自C.I.颜料红254、C.I.颜料红176、C.I.颜料红122和其混晶的红色颜料的红色喷墨油墨;和含有β-铜酞菁颜料的青色喷墨油墨。
使用黄色喷墨油墨中的C.I.颜料黄150和β-铜酞菁颜料(例如C.I.颜料蓝15:3或C.I.颜料蓝15:4)提供显示极佳光稳定性的层合镶板。
在最优选的实施方案中,使用CRYK喷墨油墨套装,该套装包含:含有炭黑颜料的黑色喷墨油墨;含有选自C.I.颜料黄150或其混晶的黄色颜料的黄色喷墨油墨;含有选自C.I.颜料红254、C.I.颜料红176或其混晶的红色颜料的红色喷墨油墨;和含有β-铜酞菁颜料的青色喷墨油墨。
图象修改
对于如何进行图象修改没有实际限制,只要第一主图象被修改为至少部分交错的第二主图象。所谓的“至少部分交错”是指至少定制或个性化的图象被交错,而背景图象可保持不交错。后者可最容易实现,如图3所示。或者如图2所示,定制或个性化的图象可首先与背景图象组合,形成第一主图象,然后修改(交错)为第二主图象,如图2所示。
对于定制或个性化的图象,也没有限制。后者可含有图画、照片、字母数字数据、徽标等。定制的图象定义为用于为多种消费者产生多组装饰层合镶板的图象,而个性化的图象定义为用于产生由单一消费者(即个人或公司)订购的一组装饰层合镶板的图象。
相邻的装饰镶板图象经交错距离(17)数字交错。对于例如地板或天花板的最佳坚固性,交错距离(17)具有L/2和L/20之间,优选L/2和L/10之间和更优选L/2和L/5之间,例如L/2或L/4的值,其中L表示装饰层合镶板的长度。范围外的值提供较不坚固的地板。
第二主图象(18)可在进行图象修改的计算机屏幕上显示垂直切割线(20)和水平切割线(21)。可决定喷墨印刷这些垂直切割线(20)和水平切割线(21),因为这可促进装饰层合镶板的准确切割。或者,尤其使用自动化的切割机,也可决定省略垂直切割线(20)和水平切割线(21)。
装饰板的切割通常以2个步骤进行:首先垂直切割装饰板,然后水平切割已切割的装饰板部件为装饰层合镶板,或反之亦然。通常在切割后,还应用榫舌和沟槽到装饰板部件和装饰层合镶板上。用于应用榫舌和沟槽的专用切割机是技术人员众所周知的。市售可得的切割机包括来自Homag和来自G. Kraft Maschinenbau GmbH的双端tetoner。
榫舌和沟槽可彼此滑入,如通过图4 A中装饰层合镶板(40)的榫舌(43)和沟槽(42)所示。通常在榫舌或沟槽上施加一些胶水以确保用装饰层合镶板(40)产生的装饰表面的坚固性。
在优选的实施方案中,榫舌和沟槽具有特别的形状,使得它们可彼此“卡入”而不是滑入,如通过图5的榫舌(51)和沟槽(52)所示。这样的卡入系统的优点在于不需要胶水来获得用装饰层合镶板(50)产生的坚固装饰表面。
优选地,当修改图象时,考虑由于在装饰层合镶板之间提供榫舌和沟槽接合导致的切割损失,使得安装的地板中的图象歪曲可被最小化。
在喷墨印刷方法的第一实施方案中,为提供榫舌和沟槽接合,装饰层合镶板图象的至少两个侧面用待切掉的延伸区扩展。图6B中延伸区(61)具有等于或略微大于图4B中榫舌(43)的宽度TW的宽度。如果这样的延伸区不存在,则为了向装饰层合镶板提供榫舌,装饰镶板图象(60)的一部分将被切掉。这通常导致歪曲的图象(62)。尽管不是必需的,但延伸区也可在装饰层合镶板中切削沟槽的侧面上提供。
在装饰镶板图象(60)中充分考虑提供延伸区(61)的情况下,榫舌可提供至装饰层合镶板,使得在得到的装饰表面中将见到不歪曲的图象(64)。
在喷墨印刷方法的更优选的实施方案中,延伸区提供有从两个相邻的交错装饰层合镶板图象检索到的图象数据。这种方式,当切割为装饰层合镶板较不精确地进行时,将不可见通常白色衬底的干扰白线。
在喷墨印刷方法的优选实施方案中,第二主图象含有背景图象和叠加的定制或个性化图象,其中背景图象是木纹图象或石材图象。
定制或个性化图象可由多个子图象组成。
本发明中对于装饰层合镶板的宽度TW优选为至少2 mm,更优选至少4或5 mm至10mm。
用于制造装饰层合镶板的方法
根据一个实施方案的制造装饰层合镶板的方法包括上述喷墨印刷方法,进一步包括以下步骤:
- 作为在芯层(41)和保护层(45)之间的装饰层(44),将用第二主图象(19, 33)喷墨印刷的热固性树脂纸衬底的片材热压成装饰板;和
- 沿垂直(20, 34)和水平(21, 35)的切割线,将装饰板切成装饰层合镶板(40)。
根据另一个实施方案的制造装饰层合镶板的方法包括上述喷墨印刷方法,进一步包括以下步骤:
- 与保护层(53)一起将用第二主图象喷墨印刷的热塑性衬底热压成装饰层合材料;和
- 沿垂直(20, 34)和水平(21, 35)的切割线,将装饰层合材料切成装饰层合镶板(50)。
在制造装饰层合镶板的方法的两个实施方案中,优选地,除去延伸区,以向装饰层合镶板提供榫舌。
通过热压机进行热压。可压成层合材料的表面通常由热压机的尺寸规定。大多数热压机可处理2.8 m乘2.1 m的尺寸,对应于几乎6 m2。通常更大的表面必须被装饰层合镶板覆盖。此外,定制或个性化图象(10)可能覆盖大于热压机表面的表面。在后一情况下,所述方法允许从一个层合板产生具有定制或个性化图象(10)的一部分的装饰层合镶板,其当交错时再次形成连续图象,也可应用于多个层合板。
代替使用需要固定尺寸的层合材料的热压机,也可利用衬底幅材,使用所谓的连续热压机。特别地,热塑性衬底幅材适合于连续热压,因为它们通常需要较短的加压时间。
装饰层合镶板
基层和芯层具有对装饰层合镶板提供一定强度的相同目的,使得它当弯曲时不成为碎片。热塑性装饰层合镶板中的基层(55)对应于木基装饰层合镶板中的芯层(41)。
本发明的一个方面是提供一组通过上述制造方法获得的装饰层合镶板,其中以交错排列的方式装配的装饰层合镶板能够形成第一主图象。在装饰层合镶板组中的装饰层合镶板优选具有榫舌和沟槽接合,更优选进一步包括对准辅助件,用于实现在两个装饰层合镶板之间选择的交错距离。
对于对准辅助件的形状或数量,没有限制。对准辅助件(74+75)的实例显示于图7。装饰层合镶板(70)和相邻的装饰层合镶板(71)均具有榫舌(72),其带有榫舌的缺失部分(74);以及不可见的沟槽(73),其带有未切削沟槽(75)。榫舌的缺失部分(74)和未切削沟槽(75)可彼此滑入,这是因为它们具有类似的尺寸和形状,优选相同的尺寸和形状。
在装饰层合镶板组的优选实施方案中,至少地,含有第一主图象的一部分的装饰层合镶板,但优选所有装饰层合镶板,被提供有定位代码。编号可以任何需要的形式应用。编号可印刷、激光标记或加标签在装饰层合镶板的非装饰侧上。或者,可将可移除标签应用到装饰层合镶板的装饰侧上。在另一个实施方案中,编号例如通过喷墨印刷在装饰层合镶板的装饰侧的榫舌上提供。
定位代码可以是简单的数字(1、2、3、4、5……),或者它们可具有形式RnCm,其中R表示行,C表示列,以及n和m表示整数。例如,第一装饰层合镶板可具有编号R1C1,而右侧的装饰层合镶板将具有编号R1C2。第一装饰层合镶板上方第二行的第一装饰层合镶板将具有编号R2C1。该定位代码的说明显示于图8。
定位代码帮助消费者将装饰层合镶板装配成正确的交错排列,从而再现第一主图象。优选地,用于装配装饰镶板的指南包括在一组装饰层合镶板的包装中。或者,代码可应用到包装上,例如条形码或QR代码,其可通过例如智能手机扫描以显现或打印装配指南。至少对于一组个性化的装饰层合镶板,待覆盖的装饰表面的尺寸和形状将已由消费者当订购该组个性化的装饰层合镶板时提供。通过预先提供待覆盖的装饰表面的尺寸和形状,在制造装饰层合镶板之前消费者还可选择个性化图象在地板上的定位。这允许确保例如,在用于儿童卧室的装饰镶板上印刷的卡通符号不被床或橱柜隐藏。
如上已述,装饰层合镶板有两种形式。通常,用于多用途应用的装饰镶板包括纸衬底,纸衬底优选具有一个或多个受墨层,在用热固性树脂浸渍之前,已在受墨层上印刷了水性着色喷墨油墨。此类镶板在下文中将被称为“木基层合镶板”。
在替代情况下,装饰层合镶板包括通过一种或多种UV可固化喷墨油墨在上面印刷的热塑性衬底。此类镶板在下文中将被称为“热塑性层合镶板”。
木基层合镶板
木基层合镶板至少包含芯层、装饰层和保护层,并且优选还包含平衡层。这种装饰镶板的横截面由图4显示。
装饰镶板,如地板,在芯层的一侧上具有装饰层,而在芯层的另一侧上具有平衡层。
装饰镶板优选选自地板、天花板和壁板,更优选装饰镶板为地板。
为了保护装饰层的装饰图像免于磨损,可在装饰层的顶上施加保护层。可在芯层的相反侧上施加平衡层,以限制或防止装饰镶板可能的弯曲。平衡层、芯层、装饰层和保护层组装成装饰镶板优选在优选DPL过程(直压层合)的同一压制处理中进行。
在装饰镶板的优选实施方案中,使榫舌和沟槽轮廓(分别为图4中的43和42)铣入单个装饰镶板的侧面,这允许它们相互滑入,优选在给它们涂胶后。在地板的情况下,榫舌和沟槽接合保证结实的地板结构,并保护地板,防止湿气或水透入。
在一个更优选的实施方案中,装饰镶板包括使它们能够相互卡入的特殊形状的榫舌和沟槽(例如,分别为图5中的51和52)。其优点是容易组装而不需要胶。得到良好机械接合所必需的榫舌和沟槽的形状在层合地板领域中熟知,也例示于EP 2280130 A(FLOORINGIND)、WO 2004/053258(FLOORING IND)、US 2008010937(VALINGE)和US 6418683(PERSTORPFLOORING)。
装饰镶板可进一步包括吸声层,如US 8196366(UNILIN)所公开。
在一个优选的实施方案中,装饰镶板为抗静电分层镶板。使装饰镶板抗静电的技术在装饰层合材料领域熟知,如EP 1567334 A (FLOORING IND)例示。
装饰层合镶板的顶部表面,即,至少保护层,优选提供有匹配背景图像的浮凸,例如,木版画中的木纹、裂纹和节。完成这种浮凸的压花技术为人熟知,并由例如EP 1290290A(FLOORING IND)、US 2006144004(UNILIN)、EP 1711353 A(FLOORING IND)和US2010192793(FLOORING IND)公开。
最优选通过将数字压花版压在装饰工件或嵌套的装饰工件的顶层上来形成这种浮凸。可通过UV可固化喷墨技术制备数字压花版,使得浮凸对应于印刷在衬底幅材上的背景图像。喷墨印刷超过凹版印刷的优势在于背景图像,例如木纹图像,可无限变化,从而在房间内不会出现重复的装饰层合镶板。通过使用数字压花版,可通过浮凸的变化来不断地匹配经喷墨印刷的装饰图像的变化。
数字压花版是包括隆起的版,可用来通过使数字压花版压在保护层上而在装饰层合镶板上形成浮凸。隆起可以是经固化的由喷墨印刷装置喷射的喷墨微滴,最优选经UV固化的喷墨微滴。优选通过在已固化或销固化(pin-cured)的喷墨微滴的顶部上印刷和固化喷墨微滴来形成隆起。版优选通过使用金属或硬塑料而刚硬。
数字压花版的替代可以是数字压花滚筒,这种数字压花滚筒是包括隆起的滚筒,以通过使数字压花滚筒压在装饰层合板的顶层上并旋转,而在装饰层合材料上形成浮凸。数字压花滚筒上的隆起优选为经固化的由喷墨印刷装置喷射的喷墨微滴,最优选经UV固化的喷墨微滴。优选通过在已固化或销固化的喷墨微滴的顶部上印刷和固化喷墨微滴来形成隆起。
在一个优选的实施方案中,装饰镶板以矩形长条的形式制造。其尺寸可有很大变化。优选镶板具有超过1米的长度和超过0.1米的宽度,例如,镶板可以为约1.3米长和约0.15米宽。根据一个特殊的实施方案,镶板的长度超过2米,且宽度优选为约0.2米或更宽。这些镶板的印刷优选没有重复。
装饰层
装饰层包括热固性树脂浸渍纸和由喷墨在上面印刷的装饰图像(第二主图像)。如上所述,通过喷墨印刷法将其制备在纸衬底幅材上,随后用热固性树脂浸渍。
芯层
芯层优选由木基材料制成,例如碎料板、MDF或HDF(中密度纤维板或高密度纤维板)、定向刨花板(OSB)等。也可使用合成材料板或借助水硬化的板(例如,水泥板)。在一个特别优选的实施方案中,芯层为MDF或HDF板。
芯层也可至少从用热固性树脂浸渍的多张纸片或其它载片组装,如WO 2013/050910(UNILIN)所公开。优选的纸片包括由化学制浆法(也称为牛皮纸法)得到的所谓的牛皮纸,如US 4952277(BET PAPERCHEM)中所公开。
在另一个优选的实施方案中,芯层为实质由木纤维组成的通过缩聚胶粘合的板材料,其中缩聚胶占板材料的5至20重量%,并且木纤维为来自再循环木的至少40重量%。适合实例由EP 2374588 A (UNILIN)公开。
其它优选的芯层及其制造由US 2011311806(UNILIN)和US 6773799(DECORATIVESURFACES)公开。
芯层厚度优选在2和12mm之间,更优选在5和10mm之间。
纸衬底
装饰层且优选还有保护层包括纸作为衬底。当存在时,平衡层也优选包括纸作为衬底。
纸优选具有小于150g/m2的重量,因为较重纸片难以用热固性树脂浸渍整个其厚度。所述纸层优选具有50和130g/m2之间,优选在70和130g/m2之间的纸重,即,不考虑在其上面提供的树脂。纸重不能太高,因为那样充分浸渍纸所需的树脂量会太高,并且在压制操作中可靠地进一步处理经印刷的纸变得非常不可行。
优选纸片具有根据Gurley的方法(DIN 53120)在8和25秒之间的孔隙率。这种孔隙率甚至允许大于150g/m2的重片材能够容易地用相对较高量的树脂浸渍。
具有高孔隙率的适合纸片及其制造也由US 6709764(ARJO WIGGINS)公开。
用于装饰层的纸优选为白纸,并且可包含一种或多种增白剂,如二氧化钛、碳酸钙等。存在增白剂有助于掩蔽芯层上的色差,色差可能对装饰图像产生不良的颜色影响。
或者,用于装饰层的纸可以为包含一种或多种有色染料和/或有色颜料的散装着色纸。除了掩蔽芯层上的色差外,使用着色纸还减小印刷装饰图像所需的喷墨油墨的量。例如,为了减小所需喷墨油墨的量,可用浅棕色或灰色纸印刷木图形作为背景图像。
在一个优选的实施方案中,将未漂白的牛皮纸用于装饰层中的带棕色纸。牛皮纸具有低的木质素含量,这得到高拉伸强度。牛皮纸的优选类型是具有高孔隙率的40至135g/m2的吸收性牛皮纸,由具有优良均匀性的洁净低κ硬木牛皮纸制成。
如果保护层包括纸,则使用一种纸,这种纸在树脂浸渍和热压后变得透明或半透明,以便能够看到装饰层中的装饰图像。
热固性树脂
热固性树脂优选选自三聚氰胺-甲醛基树脂、脲-甲醛基树脂和苯酚-甲醛基树脂。用于浸渍纸的其它适合树脂在EP 2274485 A (HUELSTA)的[0028]中列出。
最优选热固性树脂为三聚氰胺-甲醛基树脂,在本领域经常简称为“三聚氰胺(基)树脂”。
三聚氰胺甲醛树脂优选具有1.4至2的甲醛:三聚氰胺比。这种三聚氰胺基树脂为在压制操作中暴露于热时缩聚的树脂。缩聚反应产生水作为副产物。在被捕集并导致经硬化层的透明性损失之前,产生的水和在压制前热固性树脂中的任何残余水必须在很大程度离开硬化中的树脂层。可利用的油墨层可阻碍蒸气泡扩散到表面,然而,本发明提供限制这种阻碍的措施。
纸优选提供有与纸重相比等于40至250%的树脂干重的热固性树脂量。实验已显示,这个范围的施加树脂提供纸的充分浸渍,这在很大程度避免裂开,并使纸尺寸高度稳定。
纸优选提供有这个量的热固性树脂,以使至少纸芯由该树脂饱和。在提供相当于纸重至少1.5或至少2倍量的树脂时,可达到此饱和。纸优选首先浸透或饱和,随后至少在其待印刷侧,部分去除树脂。
在印刷时,优选在所述纸上提供的树脂处于B阶段。当热固性树脂没有完全交联时存在这种B阶段。
在印刷时,优选在所述纸上提供的树脂具有低于15重量%的相对湿度,更佳10重量%或更低。
优选为所述纸提供热固性树脂的步骤包括在纸上施加水和树脂的混合物。施加混合物可包括在混合物浴中浸渍纸。优选树脂以计量方式提供,例如,用一个或多个挤压辊和/或刮刀设定加到纸层的树脂的量。
用树脂浸渍纸衬底的方法在本领域熟知,如由WO 2012/126816(VITS)和EP966641 A(VITS)例示。
用于浸渍的水和树脂的混合物的干树脂含量取决于树脂类型。包含苯酚-甲醛树脂的水溶液优选具有约30重量%的干树脂含量,而包含三聚氰胺-甲醛树脂的水溶液优选具有约60重量%的干树脂含量。用此类溶液浸渍的方法由例如US 6773799(DECORATIVESURFACES)公开。
纸优选用从US 4109043 (FORMICA CORP)和US 4112169 (FORMICA CORP)已知的混合物浸渍,因此,除三聚氰胺甲醛树脂外,还优选包含聚氨酯树脂和/或丙烯酸树脂。
包含热固性树脂的混合物可进一步包含添加剂,例如着色剂、表面活性成分、杀生物剂、抗静电剂、用于抗磨的硬颗粒、弹性体、UV吸收剂、有机溶剂、酸、碱等。
着色剂加到包含热固性树脂的混合物的优点是,可用单一类型的白纸制造装饰层,从而减少装饰层合材料制造商的纸库存。在此,如上所述的用着色纸减小印刷装饰图像所需的油墨的量,通过使用带棕色热固性树脂浸渍而着色的白纸实现。后者允许较佳地控制某些木图形所需的棕色的量。
可在热固性树脂中使用抗静电剂。然而,优选在树脂中不存在抗静电剂,如NaCl和KCl、碳颗粒和金属颗粒,因为它们经常有不良的副作用,如较低防水性或较低透明性。其它适合的抗静电剂由EP 1567334 A (FLOORING IND)公开。
优选对于保护层在纸中包含用于抗磨的硬颗粒。
受墨层
为了制备装饰层,优选将水性着色喷墨油墨喷墨印刷在纸衬底上存在的一个或多个受墨层上。通过在水性着色喷墨油墨中使用聚合物胶乳粘合剂,也可省略一个或多个受墨层。然而,最优选一个或多个受墨层用于最大化图像品质。随后,用热固性树脂浸渍经喷墨印刷的纸衬底幅材。
受墨层可由单层或二、三或更多层组成,其中各层可具有不同的组成。
可使用单个受墨层,但优选使用至少两个受墨层。受墨层优选包含聚合物粘合剂,并且为了快速干燥经喷墨印刷的油墨,优选还包含无机颜料。
特别优选的受墨层包含聚乙烯醇和无机颜料,优选二氧化硅基颜料。
在一个优选的实施方案中,一个或多个受墨层包含无机颜料和聚合物粘合剂,且无机颜料P与聚合物粘合剂B的重量比P/B大于1.5,优选大于3.0。无机颜料可以为单一类型的无机颜料或多种不同的无机颜料。聚合物粘合剂可以为单一类型的聚合物粘合剂或多种不同的聚合物粘合剂。
通过使用大的重量比P/B,有时在制造过程中可能会出现由无机颜料引起的粉尘问题。这在喷墨印刷过程中尤其关键,因为它可能会损坏喷墨印刷头。为了避免这种情况,优选在纸衬底上存在至少两个喷墨受墨层,其中最外受墨层没有无机颜料,或有小于在纸衬底幅材和最外受墨层之间的受墨层的无机颜料含量。
在一个优选的实施方案中,一个或多个受墨层的总干重在2.0g/m2和10.0g/m2之间,更优选在3.0和6.0g/m2之间。
在一个优选的实施方案中,受墨层包含聚合物粘合剂,聚合物粘合剂选自羟乙基纤维素;羟丙基纤维素;羟乙基甲基纤维素;羟丙基甲基纤维素;羟丁基甲基纤维素;甲基纤维素;羧甲基纤维素钠;羧甲基羟乙基纤维素钠;水溶性乙基羟乙基纤维素;硫酸纤维素;聚乙烯醇;乙烯醇共聚物;聚乙酸乙烯酯;聚乙烯醇缩醛;聚乙烯吡咯烷酮;聚丙烯酰胺;丙烯酰胺/丙烯酸共聚物;聚苯乙烯;苯乙烯共聚物;丙烯酸或甲基丙烯酸聚合物;苯乙烯/丙烯酸共聚物;乙烯-乙酸乙烯酯共聚物;乙烯基-甲基醚/马来酸共聚物;聚(2-丙烯酰胺基-2-甲基丙烷磺酸);二亚乙基三胺-己二酸共聚物;聚乙烯基吡啶;聚乙烯基咪唑;表氯醇改性的聚乙烯亚胺;乙氧基化聚乙烯亚胺;含醚键的聚合物,例如聚环氧乙烷(PEO)、聚环氧丙烷(PPO)、聚乙二醇(PEG)和聚乙烯醚(PVE);聚氨酯;三聚氰胺树脂;明胶;角叉菜胶;右旋糖酐;阿拉伯树胶;酪蛋白;果胶;白蛋白;壳多糖;壳聚糖;淀粉;胶原衍生物;火棉胶和琼脂。
在一个特别优选的实施方案中,受墨层包含聚合物粘合剂,优选水溶性聚合物粘合剂(>1g/L水),它具有羟基作为亲水结构单元,例如,聚乙烯醇。
用于受墨层的优选聚合物为聚乙烯醇(PVA)、乙烯醇共聚物或经改性的聚乙烯醇。经改性的聚乙烯醇可以为阳离子型聚乙烯醇,例如来自Kuraray的阳离子聚乙烯醇级,例如来自Nippon Goshei的POVAL C506、POVAL C118。
受墨层中的颜料为无机颜料,无机颜料可选自中性、阴离子和阳离子颜料类型。有用的颜料包括例如二氧化硅、滑石、粘土、水滑石、高岭土、硅藻土、碳酸钙、碳酸镁、碱性碳酸镁、铝硅酸盐、三氢氧化铝、氧化铝(铝氧土)、氧化钛、氧化锌、硫酸钡、硫酸钙、硫化锌、缎光白、水合氧化铝(例如勃姆石)、氧化锆或混合氧化物。
无机颜料优选选自水合氧化铝、氧化铝、氢氧化铝、硅酸铝和二氧化硅。
特别优选的无机颜料为二氧化硅颗粒、胶体二氧化硅、氧化铝颗粒和假勃姆石,因为它们形成较佳的多孔结构。在本文中使用时,颗粒可以为原样直接使用的初级颗粒,或者它们可形成次级颗粒。优选颗粒的平均初级粒径为2μm或更小,更优选200nm或更小。
水合氧化铝的优选类型为结晶勃姆石或γ–AlO(OH)。有用的勃姆石类型包括来自Sasol的DISPERAL HP14、DISPERAL 40、DISPAL 23N4-20、DISPAL 14N-25和DISPERAL AL25;和来自Martinswerk GmbH的MARTOXIN VPP2000-2和GL-3。
有用的阳离子氧化铝(铝氧土)类型包括α-Al2O3类型,例如可从Saint-GobainCeramics & Plastics, Inc.获得的NORTON E700;和γ-Al2O3类型,例如从Degussa获得的ALUMINUM OXID C。
其它有用的无机颜料包括三氢氧化铝,例如三羟铝石(Bayerite);或α–Al(OH)3,例如可从Sasol获得的PLURAL BT,和三水铝石(Gibbsite);或γ–Al(OH)3,例如从Martinswerk GmbH获得的MARTINAL级和MARTIFIN级;从JM Huber公司获得的MICRAL级;从Showa Denka K.K.获得的HIGILITE级。
另一种优选类型的无机颜料为二氧化硅,其可原样、以其阴离子形式或在阳离子改性后使用。二氧化硅可选自不同的类型,例如结晶二氧化硅、非晶二氧化硅、沉淀二氧化硅、热解法二氧化硅、硅胶、球形和非球形二氧化硅。二氧化硅可包含较少量来自Al、Zr、Ti族的金属氧化物。有用的类型包括AEROSIL OX50 (BET表面积50±15m²/g,平均初级粒径40nm,SiO2含量>99.8%,Al2O3含量<0.08%)、AEROSIL MOX170 (BET表面积170g/m²,平均初级粒径15nm,SiO2含量>98.3%,Al2O3含量0.3-1.3%)、AEROSIL MOX80 (BET表面积80±20g/m²,平均初级粒径30nm,SiO2含量>98.3%,Al2O3含量0.3-1.3%)或可从Degussa-Hüls AG获得的其它亲水AEROSIL级,这可得到具有小平均粒径(<500nm)的水性分散体。
通常,根据其生产方法,将二氧化硅颗粒分成两种类型,湿法颗粒和干法(气相法或热解法)颗粒。
在湿法中,通过硅酸盐的酸解生成活性二氧化硅,使其聚合到适合的程度,并且絮凝得到含水二氧化硅。
气相法包括两种类型;一种包括卤化硅的高温气相水解,以得到无水二氧化硅(火焰水解),另一种包括在电炉中热还原蒸发硅砂和焦炭,随后在空气中使其氧化,也得到无水二氧化硅(电弧法)。“热解法二氧化硅”意在指在气相法中得到的无水二氧化硅颗粒。
对于本发明中使用的二氧化硅颗粒,特别优选的是热解法二氧化硅颗粒。热解法二氧化硅与含水二氧化硅的不同点在于表面硅烷醇基团的密度以及其中孔的存在与否,并且两种不同类型的二氧化硅具有不同的性质。热解法二氧化硅适合形成高孔隙率的三维结构。由于热解法二氧化硅具有特别大的比表面积,因此其油墨吸收和保持力很高。气相二氧化硅的平均初级粒径优选为30nm或更小,更优选20nm或更小,甚至更优选10nm或更小,最优选3至10nm。热解法二氧化硅颗粒容易通过在其中硅烷醇基团处的氢键合聚集。因此,当它们的平均初级粒径不大于30nm时,二氧化硅颗粒可形成高孔隙率的结构。
在另一个优选的实施方案中,可使受墨层交联。可使用在现有技术中已知的任何适合的交联剂。硼酸特别优选作为交联剂用于本发明使用的一个或多个受墨层。
受墨层可包含其它添加剂,例如着色剂、表面活性剂、杀生物剂、抗静电剂、用于抗磨的硬颗粒、弹性体、UV吸收剂、有机溶剂、增塑剂、光稳定剂、pH调节剂、抗静电剂、增白剂、消光剂等。
可用任何常规涂覆技术在支持体上涂覆受墨层,例如浸涂、刀涂、挤出涂覆、旋涂、滑斗(slide hopper)涂覆和幕涂。
或者,也可通过诸如柔版印刷或阀喷印刷的印刷技术来施加受墨层。
保护层
优选在芯层上铺设装饰层(松散地或已与其连接或粘合)时,优选通过覆盖层(即树脂提供的载体)或液体涂料在装饰图像上方施加保护层。
在一个优选的实施方案中,覆盖层的载体为由热固性树脂浸渍的纸,这种纸在DPL过程中热压后变得透明或半透明。
制造这种覆盖层的优选方法描述于US 2009208646 (DEKOR KUNSTSTOFFE)。
液体涂料优选包括热固性树脂,但也可以为另一种类型的液体,如UV或EB可固化的清漆。
在一个特别优选的实施方案中,液体涂料包括三聚氰胺树脂和硬颗粒(如刚玉)。
保护层优选为最外层,但在另一个实施方案中,可在保护层上涂覆热塑性或弹性体表面层,优选纯热塑性或弹性体材料的表面层。在后一种情况下,也优选在芯层的另一侧上施加基于热塑性或弹性体材料的层。
液体三聚氰胺涂料例示于DE 19725829 C (LS INDUSTRIELACKE)和US 3173804(RENKL PAIDIWERK)。
液体涂料可包含硬颗粒,优选透明的硬颗粒。用于抗磨保护的包含硬颗粒的适合液体涂料和制备这种保护层的方法由US 2011300372 (CT FOR ABRASIVES ANDREFRACTORIES)和US 8410209 (CT FOR ABRASIVES AND REFRACTORIES)公开。
在硬颗粒包含来自元素Li、Na、K、Ca、Mg、Ba、Sr、Zn、Al、Si、Ti、Nb、La、Y、Ce或B的组的一种或多种氧化物、氧化物氮化物或混合氧化物时,保护层的透明性和颜色可由硬颗粒控制。
硬颗粒和透明固体材料颗粒的总量一般在基于液体涂料总体积的5%体积和70%体积之间。硬颗粒的总量在1g/m2 和100g/m2之间,优选2g/m2至50g/m2之间。
如果保护层包括纸作为热固性树脂的载片,则优选在纸中或在纸上掺入硬颗粒,例如氧化铝颗粒。优选的硬颗粒为选自氧化铝、碳化硅、氧化硅、氮化硅、碳化钨、碳化硼和二氧化钛或选自任何其它金属氧化物、金属碳化物、金属氮化物或金属碳氮化物的陶瓷或矿物颗粒。最优选的硬颗粒为刚玉或所谓的Sialon陶瓷。原则上,可使用多种颗粒。当然,也可施加上述硬颗粒的任何混合物。
保护层中硬颗粒的量可针对所需的抗磨性确定,优选通过所谓的Taber试验,如EN13329中所定义和WO 2013/050910 A (UNILIN)及US 8410209 (CT FOR ABRASIVES ANDREFRACTOR)中所公开。
优选具有1和200µm之间平均粒径的硬颗粒。优选在经印刷的图像上施加1和40g/m2之间量的这种颗粒。对于较低品质,低于20g/m2的量可能足够。
如果保护层包括纸,则优选具有10和50g/m2之间的纸重。通常也将这样的纸称为所谓的覆盖层,它常用于层合镶板。制造这种覆盖层的优选方法由WO 2007/144718(FLOORING IND)公开。
优选在经印刷的图像上提供热固性树脂保护层的步骤包括压制处理。优选在压制处理中施加:温度高于150℃,更优选在180℃和220℃之间,且压力大于20巴,更优选在35和40巴之间。
平衡层
平衡层的主要用途是抵消芯层相反侧上的层导致的张力,以便得到基本平的装饰镶板。这种平衡层优选为热固性树脂层,其可包括一个或多个载层,如纸片。
如上关于家具镶板解释的,平衡层可以为任选由保护层补充的装饰层。
也可用不透明平衡层代替一个或多个透明平衡层,这通过掩盖表面不规则性给予装饰镶板更吸引人的外观。另外,它可包含文字或图形信息,如公司徽标或文字信息。
在优选的实施方案中,其包括定位代码,例如RnCm,用于以交错排列的方式装配装饰层合镶板。
热塑性层合镶板
热塑性层合材料类型的装饰镶板包括在两个热塑箔之间的经喷墨印刷的装饰图像,其中两个热塑箔中的至少一个为透明箔。为了使经喷墨印刷的装饰图像可见,透明箔是必要的,因为装饰图像位于装饰层合材料的内部。
为了解决防水性问题,与木基层合镶板相比,较最近已开发了热塑性层合镶板。
通过将具有保护层的经喷墨印刷的热塑性衬底热压成装饰层合材料,并将装饰层合材料切成装饰层合镶板,得到热塑性层合镶板。EP 3095614 A (AGFA GRAPHICS)和EP3119614 A (UNILIN)公开了适合的制造方法。
在一个优选的实施方案中,第一和第二热塑箔为聚氯乙烯箔。可在第二热塑箔上或装饰图像上涂覆包含氯乙烯-乙酸乙烯酯-乙烯醇共聚物的层。后者在装饰图像在热压期间面对涂覆层时,改善了第一和第二热塑箔之间的粘合强度。
聚氯乙烯箔优选具有包含小于10重量%的增塑剂的刚性类型,更优选这些PVC箔包含0至5重量%的增塑剂。增塑剂可以为邻苯二甲酸酯增塑剂,但由于健康原因优选为非邻苯二甲酸酯增塑剂。PVC箔非常适合防水,因此装饰表面可用于浴室和厨房。
优选的非邻苯二甲酸酯增塑剂包括环己烷-1,2-二甲酸二异壬酯(DINCH)、二丙二醇二苯甲酸酯(DGD)、二乙二醇二苯甲酸酯(DEGD)、三乙二醇二苯甲酸酯(TEGD)、完全氢化的蓖麻油的乙酰化甘油单酯(COMGHA)异山梨糖醇酐酯、对苯二甲酸双(2-乙基己酯)、植物油基增塑剂(如来自DOW的EcolibriumTM)及其共混物。
优选地,将包含氯乙烯-乙酸乙烯酯-乙烯醇的层涂在带有至少部分UV固化的装饰图像的第一热塑箔上,并且不完全干燥该层,以使其保持粘性,第二热塑箔将只通过压力粘合到其上。然而,如果预期的用途不是墙壁装饰而是地板用的装饰镶板,则优选通过热压使箔熔合在一起。
箔是热塑性的,以便它们能够熔合在一起。在一个优选的实施方案中,优选在高于130℃或甚至150℃的温度将第一和第二热塑箔热压成装饰层合材料。通过如下优选地进行热压:将第一和第二热塑箔预热到优选高于130℃的温度,更优选在140和200℃之间,优选然后使用冷却的压机使它们熔合成装饰层合材料。或者,可将包含第一和第二热塑箔的压机加热到高于130℃的温度,随后冷却压机,以使第一和第二热塑箔熔合成装饰层合材料。在两种方法中使用的压力优选大于10巴,更优选在15和40巴之间。
在一个实施方案中,装饰镶板包括在第一热塑箔上的经喷墨印刷的装饰图像,第一热塑箔优选为不透明的白色热塑箔,而第二热塑箔是透明的,并且带有包含氯乙烯-乙酸乙烯酯-乙烯醇共聚物的层。
在一个备选的优选实施方案中,装饰镶板包括在不透明白色第一热塑箔上的经喷墨印刷的装饰图像,并且将包含氯乙烯-乙酸乙烯酯-乙烯醇共聚物的层直接施加到经喷墨印刷的装饰图像上。对于第二热塑箔,则不需要包含氯乙烯-乙酸乙烯酯-乙烯醇共聚物的层。通过避免由于包含氯乙烯-乙酸乙烯酯-乙烯醇共聚物的层与在辊上的第二热塑箔的未涂覆表面接触导致的粘性,这种方法得到关于第二热塑箔的保存期限的优势。
具有不透明白色热塑箔的优点在于增强了经喷墨印刷的装饰图像的颜色鲜艳度,并且掩盖了任选基层中的任何缺陷和不规则性,因此不会影响图像品质。不透明热塑箔优选为白色不透明热塑箔,但也可以为带黄色或带棕色不透明热塑箔,用于减少喷墨印刷期间的油墨消耗。
在一个优选的实施方案中,装饰镶板包括用于与具有相似榫舌和沟槽的装饰镶板无胶互锁的榫舌和沟槽。在一个更优选的实施方案中,榫舌和沟槽为基层的一部分。
可使包括特殊形状的榫舌和沟槽的装饰镶板(参见图7)相互卡入。其优点是快速和容易地组装地板或墙壁而不需要胶。得到良好机械接合所必需的榫舌和沟槽的形状在木层合地板领域中熟知,如EP 2280130 A (FLOORING IND)、WO 2004/053258 (FLOORINGIND)、US 2008010937 (VALINGE)和US 6418683 (PERSTORP FLOORING)中例示。
装饰镶板可具有任何期望的形状,例如正方形、长方形或八边形。对于地板,装饰镶板优选具有长方形形状,例如18cm×140cm,并且厚度为2至6mm。在不超过6毫米厚度,大的地板表面可由相当有限总重量的装饰镶板覆盖。轻的重量增加安装装饰镶板时的舒适性,并且与较重的木基装饰镶板相比,在运输到仓库时带来了财务上的益处。
在一个优选的实施方案中,装饰镶板以矩形长条的形式制造。其尺寸可有很大变化。优选镶板具有超过1米的长度和超过0.1米的宽度,例如,镶板可以为约1.3米长和约0.15米宽。根据一个特殊的实施方案,镶板的长度超过2米,且宽度优选为约0.2米或更宽。这些镶板的印刷优选没有重复。
装饰镶板可进一步包括吸声层。US 8196366 (UNILIN)公开了这种吸声层的实例。
第一热塑箔
第一热塑箔包括装饰图像(第二主图像)。
第一热塑箔优选具有至少80μm的厚度。在用作装饰层合材料的保护层的透明热塑箔上印刷喷墨图像时,其厚度优选大于100μm,更优选200至700μm,最优选300至500μm。
如果第一热塑箔用作装饰层合材料的保护外层,则它可在其表面上包括另外的罩面层,如下文关于第二热塑箔所述。
第二热塑箔
第二热塑箔可带有包含氯乙烯-乙酸乙烯酯-乙烯醇共聚物的层。这样的层确保与经喷墨印刷的装饰图像的最佳粘合,同时可用着色UV可固化喷墨油墨来使柔韧性最大化,这种着色UV可固化喷墨油墨在喷墨油墨的可聚合组合物中具有大量有一个烯属不饱和可聚合基团的可聚合化合物。该层优选包括氯乙烯-乙酸乙烯酯-乙烯醇共聚物,所述共聚物包含基于共聚物总重量大于80重量%的氯乙烯和1至15重量%的乙烯醇。如果第二热塑箔不带有包含氯乙烯-乙酸乙烯酯-乙烯醇共聚物的层,则该层优选涂覆在第一热塑箔的经喷墨印刷的装饰图像上。在特定氯乙烯-乙酸乙烯酯共聚物中包含乙烯醇的另一个优点是该层变得不发粘,并且第二热塑箔可以卷的形式存储,而不会引起粘性问题。
优选用选自喷涂、浸涂、刀涂、挤出涂覆、旋涂、滑斗(slide hopper)涂覆和幕涂的涂覆技术施加包含氯乙烯-乙酸乙烯酯-乙烯醇共聚物的层。
施加包含氯乙烯-乙酸乙烯酯-乙烯醇共聚物的层,以具有优选1至10g/m2的干重,更优选2至7g/m2,最优选3至6g/m2。小于1g/m2不能提供良好的粘合性,而高于10g/m2可能再次观察到发粘和粘性的问题。当以2至6g/m2的干重涂覆时,获得非常一致的品质。
优选用在常压下沸点不超过95℃的有机溶剂制备氯乙烯-乙酸乙烯酯-乙烯醇共聚物的涂料溶液。这允许快速地干燥,这在单程喷墨印刷过程的设置中尤其需要。用于氯乙烯-乙酸乙烯酯-乙烯醇共聚物的有机溶剂优选选自甲基乙基酮或乙酸乙酯,以使爆炸风险最小化。
第二热塑箔优选在装饰层合材料中用作外层,从而形成透明的保护层,用于具有可见的喷墨图像。然而,可在保护层上施加另外的罩面层。
在一个优选的实施方案中,在保护层上施加抗静电层。使装饰镶板抗静电的技术在装饰层合材料领域熟知,如EP 1567334 A (FLOORING IND)例示。
在一个特别优选的实施方案中,装饰镶板在保护层上具有聚氨酯罩面层。
装饰表面的顶部表面,即,至少保护层,优选提供有匹配装饰图像的浮凸,例如,木版画中的木纹、裂纹和节。完成这种浮凸的压花技术在地板领域中是熟知的,如由例如EP1290290 A (FLOORING IND)、US 2006144004 (UNILIN)、EP 1711353 A (FLOORING IND)和US 2010192793 (FLOORING IND)所公开。
最优选在热压期间通过将数字压花版、滚筒或带压在形成保护层的热塑箔上,形成这种浮凸。
数字压花版是包括隆起的版,可用来通过使数字压花版压在装饰层合材料的保护层上而在装饰镶板上形成浮凸。隆起可以是经固化的由喷墨印刷装置喷射的喷墨微滴,最优选经UV固化的喷墨微滴。优选通过在已固化或销固化的喷墨微滴的顶部上印刷和固化喷墨微滴来形成隆起。版优选通过使用金属或硬塑料而刚硬。
数字压花版的替代可以是数字压花滚筒,这种数字压花滚筒是包括隆起的滚筒,以通过使数字压花滚筒压在装饰镶板的保护层上并旋转,而在装饰镶板上形成浮凸。
罩面层,优选聚氨酯罩面层,可包括硬颗粒,例如刚玉,用于防止刮擦顶部表面。硬颗粒的总量优选在1g/m2和100g/m2之间,优选在2g/m2至50g/m2之间。
优选的硬颗粒为选自氧化铝、碳化硅、氧化硅、氮化硅、碳化钨、碳化硼和二氧化钛或选自任何其它金属氧化物、金属碳化物、金属氮化物或金属碳氮化物的陶瓷或矿物颗粒。最优选的硬颗粒为刚玉或所谓的Sialon陶瓷。原则上,可使用多种颗粒。当然,也可施加上述硬颗粒的任何混合物。
硬颗粒的量可针对所需的抗划性来确定。
优选具有1和200µm之间平均粒径的硬颗粒。优选在经印刷的图像上施加1和40g/m2之间的量的这类颗粒。对于较低品质,低于20g/m2的量可能足够。
第二热塑箔优选具有至少80μm的厚度。在用第二热塑箔作为装饰层合材料的保护外层时,其厚度优选大于100μm,更优选200至700μm,最优选300至500μm。
基层
热塑性层合材料类型的装饰镶板优选包括基层。基层为装饰镶板提供足够的刚度,使得在例如长的长方形装饰镶板在自重下弯曲时,镶板不破裂。因此,基层优选用纤维增强。
在装饰镶板中,基层附接到第一和第二热塑箔的不透明热塑箔侧,或者附接到透明热塑箔侧(如果第一和第二热塑箔二者均为透明的热塑箔)。
在一个优选的实施方案中,基层基本上包括聚氯乙烯和增强材料。更优选基层基本上包括聚氯乙烯和玻璃纤维。
基层可由夹有玻璃纤维绒的两片箔组成,优选聚氯乙烯箔。
基层可包含矿物。在此特别适合的是滑石或碳酸钙(白垩)、氧化铝、二氧化硅。基层可包含阻燃剂。
基层也可以为所谓的木塑复合材料(WPC),优选包含一种或多种选自聚丙烯、聚乙烯和聚氯乙烯的聚合物或共聚物。
喷墨油墨
喷墨油墨优选为着色喷墨油墨,因为使用有色颜料为装饰层合镶板提供比染料更高的光稳定性。用于制造木基层合镶板的喷墨油墨为着色水性喷墨油墨,而用于制造热塑性层合镶板的喷墨油墨为UV可固化喷墨油墨。
水性喷墨油墨优选至少包含有色颜料和水,更优选连同一种或多种有机溶剂(例如湿润剂),和分散剂(如果有色颜料不是可自分散有色颜料)。
UV可固化喷墨油墨优选至少包含有色颜料、聚合物分散剂、光引发剂和可聚合化合物(例如单体或低聚物)。
喷墨油墨组成具有不同颜色喷墨油墨的喷墨油墨套装。喷墨油墨套装可以为标准CMYK油墨套装,但优选为CRYK油墨套装,其中品红色(M)油墨由红色(R)喷墨油墨代替。红色喷墨油墨的使用提高了木基背景图像的色域,所述图像代表了地板层合材料中的大多数装饰层合材料。
喷墨油墨套装可用诸如白色、棕色、红色、绿色、蓝色和/或橙色的额外油墨扩展,以进一步扩大图像的色域。喷墨油墨套装也可由全密度喷墨油墨与轻密度喷墨油墨的组合扩展。深色和浅色油墨和/或黑色和灰色油墨的组合通过降低的木纹性改善图像品质。然而,优选喷墨油墨套装由不超过3或4种喷墨油墨组成,从而允许以可接受的成本设计高通量的多程和单程喷墨印刷机。
着色剂
喷墨油墨中的着色剂可包括染料,但优选由有色颜料组成。着色喷墨油墨优选包含分散剂,更优选聚合物分散剂,用于使颜料分散。除了聚合物分散剂外,着色喷墨油墨还可包含分散协合剂,以进一步改善油墨的分散品质和稳定性。
在着色水性喷墨油墨中,水性喷墨油墨可包含所谓的“可自分散”有色颜料。可自分散有色颜料不需要分散剂,因为颜料表面有离子基团,其实现颜料分散体的静电稳定。在可自分散有色颜料的情况下,通过用聚合物分散剂得到的空间稳定变得任选。制备可自分散有色颜料在本领域熟知,并且可由EP 904327 A (CABOT)例示。
有色颜料可以为黑色、白色、青色、品红色、黄色、红色、橙色、紫色、蓝色、绿色、棕色、其混合色等。有色颜料可选自HERBST, Willy等人Industrial Organic Pigments,Production, Properties, Applications. 第3版. Wiley - VCH, 2004. ISBN3527305769公开的那些颜料。
用于青色喷墨油墨的特别优选的颜料为铜酞菁颜料,更优选C.I.颜料蓝15:3或C.I.颜料蓝15:4。
用于红色喷墨油墨的特别优选的颜料为C.I.颜料红254、C.I.颜料红176和C.I.颜料红122及其混晶。
用于黄色喷墨油墨的特别优选的颜料为C.I.颜料黄150、C.I.颜料黄151、C.I.颜料黄180和C.I.颜料黄74及其混晶。
用于黑色油墨的适合颜料材料包括炭黑,如RegalTM 400R、MogulTM L、ElftexTM320 (来自Cabot Co.),或Carbon Black FW18、Special BlackTM 250、Special BlackTM350、Special BlackTM 550、PrintexTM 25、PrintexTM 35、PrintexTM 55、PrintexTM 90、PrintexTM 150T (来自DEGUSSA Co.),MA8 (来自MITSUBISHI CHEMICAL Co.),和C.I.颜料黑7及C.I.颜料黑11。
也可使用混晶。混晶也被称为固溶体。例如,在某些条件下,不同的喹吖啶酮相互混合形成固溶体,其与这些化合物的物理混合物和化合物本身的差别都很大。在固溶体中,组分的分子进入通常但不总是组分之一的同一晶格。所得结晶固体的x-射线衍射图案为该固体的特征,并且可明显有别于相同比例相同组分的物理混合物的图案。在这些物理混合物中,各组分的x-射线图案可以不同,而这些线中很多的消失为固溶体形成的标准之一。市售实例为CinquasiaTM Magenta RT-355-D,来自Ciba Specialty Chemicals。
也可使用颜料的混合物。例如,喷墨油墨包含炭黑颜料和至少一种选自蓝色颜料、青色颜料、品红色颜料和红色颜料的颜料。已发现这种黑色喷墨油墨允许更容易和更好地对木色进行颜色控制。
着色喷墨油墨中的颜料颗粒应足够小,以使油墨能自由流过喷墨印刷装置,尤其是在喷射喷嘴处。也希望用小颗粒来获得最大的色强度,并减缓沉降。
着色喷墨油墨中颜料的平均粒径应在0.005µm和15µm之间。平均颜料粒径优选在0.005和5µm之间,更优选在0.005和1µm之间,特别优选在0.005和0.3µm之间,最优选在0.040和0.150µm之间。
用于着色喷墨油墨的颜料的量为基于着色喷墨油墨总重量的0.1至20重量%,优选1至10重量%,最优选2至5重量%。优选至少2重量%的颜料浓度以减小产生有色图像所需的喷墨油墨的量,而高于5重量%的颜料浓度减小用具有20至50µm喷嘴直径的印刷头印刷有色图像的色域。
分散剂
着色喷墨油墨可包含用于分散颜料的分散剂,优选聚合物分散剂。
适合的聚合物分散剂为两种单体的共聚物,但它们可包含三、四、五或甚至更多种单体。聚合物分散剂的性质取决于单体的性质和它们在聚合物中的分布二者。共聚物分散剂优选具有以下聚合物组成:
•统计聚合的单体(例如单体A和B聚合成ABBAABAB);
•交替聚合的单体(例如单体A和B聚合成ABABABAB);
•梯度(渐缩)聚合的单体(例如单体A和B聚合成AAABAABBABBB);
•嵌段共聚物(例如单体A和B聚合成AAAAABBBBBB),其中各嵌段的嵌段长度(2、3、4、5或甚至更大)对聚合物分散剂的分散能力是重要的;
•接枝共聚物(接枝共聚物由聚合物主链与连接到主链的聚合物侧链组成);和
•这些聚合物的混合形式,例如嵌段梯度共聚物。
适合的分散剂为可得自BYK CHEMIE的DISPERBYKTM分散剂、可得自JOHNSONPOLYMERS的JONCRYLTM分散剂和可得自ZENECA的SOLSPERSETM分散剂。非聚合物分散剂和一些聚合物分散剂的详细列表由MC CUTCHEON. Functional Materials, North AmericanEdition. Glen Rock, N.J.: Manufacturing Confectioner Publishing Co., 1990.p.110-129公开。
优选聚合物分散剂的数均分子量Mn在500和30000之间,更优选在1500和10000之间。
聚合物分散剂优选具有小于100,000的重均分子量Mw,更优选小于50,000,最优选小于30,000。
在一个优选的实施方案中,用于水性着色喷墨油墨的聚合物分散剂为包含3-11摩尔%长脂链(甲基)丙烯酸酯的共聚物,其中长脂链包含至少10个碳原子。长脂链(甲基)丙烯酸酯优选包含10至18个碳原子。长脂链(甲基)丙烯酸酯优选为(甲基)丙烯酸癸酯。聚合物分散剂可用包含3-11摩尔%长脂链(甲基)丙烯酸酯的单体和/或低聚物的混合物的简单受控聚合来制备,其中长脂链包含至少10个碳原子。作为包含3-11摩尔%长脂链(甲基)丙烯酸酯的共聚物的市售聚合物分散剂为EdaplanTM 482,一种来自MUNZING的聚合物分散剂。
用于UV可固化喷墨油墨的特别优选的聚合物分散剂包括来自NOVEON的SolsperseTM分散剂、来自CIBA SPECIALTY CHEMICALS INC的EfkaTM分散剂和来自BYKCHEMIE GMBH的DisperbykTM分散剂。特别优选的分散剂为来自NOVEON的SolsperseTM32000、35000和39000分散剂。
聚合物胶乳粘合剂
水性喷墨油墨可包含聚合物胶乳粘合剂。通过使用这种胶乳,可省略纸衬底上的所述一个或多个受墨层,而只有很小的图像品质损失。
聚合物胶乳不受特别限制,只要其在油墨组合物中有稳定的分散性。对水不溶性聚合物的主链骨架没有限制。聚合物的实例包括乙烯基聚合物和缩合聚合物(例如,环氧树脂、聚酯、聚氨酯、聚酰胺、纤维素、聚醚、聚脲、聚酰亚胺和聚碳酸酯)。在以上当中,乙烯基聚合物特别优选,因为容易受控合成。
在一个特别优选的实施方案中,聚合物胶乳为聚氨酯胶乳,更优选可自分散聚氨酯胶乳。由于与热固性树脂的相容性的原因,一种或多种水性喷墨油墨中的聚合物胶乳粘合剂优选为聚氨酯基胶乳粘合剂。
在使用有色颜料时,从喷射稳定性和液体稳定性(具体地讲,分散稳定性)的观点,本发明中的聚合物胶乳优选为自分散聚合物胶乳,更优选具有羧基的自分散聚合物胶乳。自分散聚合物胶乳是指一种水不溶性聚合物胶乳,其不含游离乳化剂,并且可由于聚合物自有的官能基(特别是酸性基团或其盐)而在水性介质中进入分散态,甚至在没有其它表面活性剂的存在下。
在制备自分散聚合物胶乳中,优选所用单体选自不饱和羧酸单体、不饱和磺酸单体和不饱和磷酸单体。
不饱和羧酸单体的具体实例包括丙烯酸、甲基丙烯酸、巴豆酸、衣康酸、马来酸、富马酸、柠康酸和2-甲基丙烯酰氧基甲基琥珀酸。不饱和磺酸单体的具体实例包括苯乙烯磺酸、2-丙烯酰胺基-2-甲基丙磺酸、(甲基)丙烯酸3-磺基丙酯和衣康酸双-(3-磺基丙酯)。不饱和磷酸单体的具体实例包括乙烯基磷酸、磷酸乙烯酯、磷酸双(甲基丙烯酰氧基乙酯)、磷酸二苯基-2-丙烯酰氧基乙基酯、磷酸二苯基-2-甲基丙烯酰氧基乙基酯和磷酸二丁基-2-丙烯酰氧基乙基酯。
胶乳粘合剂聚合物颗粒优选具有30℃或更大的玻璃化转变温度(Tg)。
聚合物胶乳的最小成膜温度(MFT)优选为-25至150℃,更优选35至130℃。
杀生物剂
水性喷墨油墨优选包含杀生物剂,以防止在储存期间由于在喷墨油墨的水中存在的微生物而使油墨劣化。
用于水性喷墨油墨的适合杀生物剂包括脱氢乙酸钠、2-苯氧基乙醇、苯甲酸钠、1-羟基-吡啶硫酮钠(sodium pyridinethion-1-oxide)、对羟基苯甲酸乙酯和1,2-苯并异噻唑啉-3-酮及其盐。
优选的杀生物剂为可得自ARCH UK BIOCIDES的ProxelTM GXL和ProxelTM Ultra 5和可得自COGNIS的BronidoxTM。
优选杀生物剂以各自基于水性喷墨油墨的总重量为0.001至3.0重量%的量加入,更优选0.01至1.0重量%。
湿润剂
在水性喷墨油墨中使用湿润剂,以防止水从喷墨印刷头中的喷嘴蒸发,该蒸发可导致喷嘴由于堵塞发生故障。
适合的湿润剂包括三醋精、N-甲基-2-吡咯烷酮、2-吡咯烷酮、甘油、脲、硫脲、亚乙基脲、烷基脲、烷基硫脲、二烷基脲和二烷基硫脲;二元醇,包括乙二醇、丙二醇、丙三醇、丁二醇、戊二醇和己二醇;二醇,包括丙二醇、聚丙二醇、乙二醇、聚乙二醇、二乙二醇、四乙二醇及其混合物和衍生物。优选的湿润剂为2-吡咯烷酮、甘油和1,2-己二醇,因为发现后者最有效用于在工业环境中改善喷墨印刷可靠性。
优选加到喷墨油墨制剂的湿润剂的量为制剂的0.1至40重量%,更优选制剂的1至30重量%,最优选制剂的3至25重量%。
pH调节剂
水性喷墨油墨可包含至少一种pH调节剂。适合的pH调节剂包括NaOH、KOH、NEt3、NH3、HCl、HNO3、H2SO4和(聚)链烷醇胺(例如三乙醇胺和2-氨基-2-甲基-1-丙醇)。优选的pH调节剂为三乙醇胺、NaOH和H2SO4。
为了分散稳定性,水性喷墨油墨优选具有至少7的pH。
表面活性剂
喷墨油墨可包含至少一种表面活性剂。表面活性剂可以为阴离子、阳离子、非离子或两性离子型,且通常以基于喷墨油墨总重量小于5重量%的总量加入,特别是以基于喷墨油墨总重量小于2重量%的总量加入。
喷墨油墨优选具有在25℃下18.0和45.0mN/m之间的表面张力,更优选具有在25℃下21.0和39.0mN/m之间的表面张力。
优选的表面活性剂选自含氟表面活性剂(如氟化烃)和/或硅酮表面活性剂。
硅酮表面活性剂优选为硅氧烷,并且可经烷氧基化、聚酯改性、聚醚改性、聚醚改性羟基官能、胺改性、环氧改性和其它改性或其组合。优选的硅氧烷为聚合物,例如聚二甲基硅氧烷。优选的市售硅酮表面活性剂包括来自BYK Chemie的BYKTM 333和BYKTM UV3510。
用于水性喷墨油墨的优选表面活性剂包括脂肪酸盐、高级醇的酯盐、烷基苯磺酸盐、高级醇的磺基琥珀酸酯盐和磷酸酯盐(例如十二烷基苯磺酸钠和磺基琥珀酸二辛酯钠)、高级醇的环氧乙烷加合物、烷基酚的环氧乙烷加合物、多元醇脂肪酸酯的环氧乙烷加合物和乙炔二醇(acetylene glycol)及其环氧乙烷加合物(例如聚氧乙烯壬基苯基醚和可得自AIR PRODUCTS & CHEMICALS INC.的SURFYNOLTM 104、104H、440、465和TG)。
在UV可固化喷墨油墨中,硅酮表面活性剂通常是优选的,尤其是反应性硅酮表面活性剂,它们能够在固化步骤期间与可聚合化合物一起聚合。
有用的市售硅酮表面活性剂的实例为由BYK CHEMIE GMBH提供的那些(包括BykTM-302、307、310、331、333、341、345、346、347、348、UV3500、UV3510和UV3530)、由TEGO CHEMIESERVICE提供的那些(包括Tego RadTM 2100、2200N、2250、2300、2500、2600和2700)、来自CYTEC INDUSTRIES BV的EbecrylTM 1360 (一种聚硅氧烷六丙烯酸酯)和来自EFKACHEMICALS B.V.的EfkaTM-3000系列(包括EfkaTM-3232和EfkaTM-3883)。
可聚合化合物
UV可固化喷墨油墨包含一种或多种单体和/或低聚物。UV可固化喷墨油墨优选为自由基UV可固化的喷墨油墨。
可在自由基UV可固化的喷墨油墨中使用能够自由基聚合的任何单体和低聚物。单体和低聚物可具有不同程度的可聚合官能度,并且可使用包括单-、二-、三-和更高可聚合官能度单体的组合的混合物。通过改变单体和低聚物之间的比率,可调节UV可固化喷墨油墨的粘度。
单官能和/或多官能(甲基)丙烯酸酯单体、低聚物或预聚物特别优选在UV可固化喷墨油墨中用作可聚合化合物。
在一个特别优选的实施方案中,UV可固化喷墨油墨为自由基UV可固化的喷墨油墨,因为发现这种油墨在工业环境中比阳离子UV可固化喷墨油墨更可靠。
UV可固化喷墨油墨优选包含可聚合组合物,可聚合组合物具有:30至90重量%的一种或多种具有一个烯属不饱和可聚合基团的化合物;10至70重量%的一种或多种具有两个烯属不饱和可聚合基团的化合物;和0至10重量%的一种或多种具有三个或更多个烯属不饱和可聚合基团的化合物,其中所有重量百分数重量%基于可聚合组合物的总重量。
在一个特别优选的实施方案中,一种或多种着色UV可固化喷墨油墨包含至少一种选自N-乙烯基-内酰胺和无环烃单丙烯酸酯的单体。后一组合进一步改善了粘合性和柔韧性。
光引发剂
UV可固化颜料喷墨油墨优选包含光引发剂。引发剂一般引发聚合反应。光引发剂可以为Norrish I型引发剂、Norrish II型引发剂或光产酸剂,但优选为Norrish I型引发剂、Norrish II型引发剂或其组合。
优选的Norrish I型引发剂选自苯偶姻醚、苯偶酰缩酮、α,α-二烷氧基苯乙酮、α-羟基烷基苯酮、α-氨基烷基苯酮、酰基氧化膦、酰基硫化膦、α-卤代酮、α-卤代砜和乙醛酸α-卤代苯酯。
优选的Norrish II型引发剂选自二苯甲酮、噻吨酮、1,2-二酮和蒽醌。
适合的光引发剂公开于CRIVELLO, J.V.等人. 卷III: Photoinitiators forFree Radical Cationic & Anionic Photopolymerization, 第2版. BRADLEY, G.编辑.London,UK: John Wiley and Sons Ltd, 1998. p.287-294。
光引发剂的优选量为UV可固化喷墨油墨总重量的0.3-20重量%,更优选UV可固化喷墨油墨总重量的1-15重量%。
为了进一步增加光敏性,自由基UV可固化的喷墨油墨可另外包含共引发剂。
优选的共引发剂选自脂族胺、芳族胺和硫醇。叔胺、杂环硫醇和4-二烷基氨基苯甲酸特别优选作为共引发剂。由于喷墨油墨的保存期限稳定性的原因,最优选的共引发剂为氨基苯甲酸酯。
在每种情况下基于UV可固化喷墨油墨的总重量,一种或多种共引发剂的量优选为0.01至20重量%,更优选0.05至10重量%。
聚合抑制剂
为了改善喷墨油墨的保存期限,UV可固化喷墨油墨可包含聚合抑制剂。适合的聚合抑制剂包括酚型抗氧化剂、受阻胺光稳定剂、磷型抗氧化剂、常用于(甲基)丙烯酸酯单体的氢醌单甲基醚,也可使用氢醌、叔丁基邻苯二酚、连苯三酚。
适合的市售抑制剂为例如由Sumitomo Chemical Co. Ltd.生产的SumilizerTMGA-80、SumilizerTM GM和SumilizerTM GS;来自Rahn AG的GenoradTM 16、GenoradTM 18和GenoradTM 20;来自Ciba Specialty Chemicals的IrgastabTM UV10和IrgastabTM UV22、TinuvinTM 460和CGS20;来自Kromachem Ltd的FloorstabTM UV系列(UV-1、UV-2、UV-5和UV-8);来自Cytec Surface Specialties的AdditolTM S系列(S100、S110、S120和S130)。
由于过量加入这些聚合抑制剂将降低油墨对固化的敏感性,因此优选在共混之前确定能够阻止聚合的量。聚合抑制剂的量优选低于全部(喷墨)油墨的2重量%。
喷墨油墨的制备
通过在聚合物分散剂存在下将有色颜料在分散介质中沉淀或研磨,或者简单地通过在油墨中混合可自分散有色颜料,可制备喷墨油墨。
混合装置可包括压力捏合机、敞开式捏合机、行星式混合机、溶解器和Dalton通用混合机。适合的研磨和分散装置为球磨机、珍珠磨机、胶体磨机、高速分散器、双辊、珠磨机、油漆调节器和三辊。还可用超声能制备分散体。
如果喷墨油墨包含多于一种颜料,则可使用每一种颜料的单独的分散体来制备有色油墨,或者可在制备分散体中将几种颜料混合和共研磨。
可以连续、间歇或半间歇模式进行分散过程。UV可固化喷墨油墨优选在消除所有可能的入射UV光的条件下制备。
根据具体材料和预期应用,研磨物(mill grind)的成分的优选量和比率将广泛地变化。研磨混合物的内容物包括研磨物和研磨介质。研磨物包含颜料、分散剂和液体载体(例如水或单体)。对于喷墨油墨,除研磨介质外,颜料通常以1至50重量%存在于研磨物中。颜料与分散剂的重量比为20:1至1:2。
研磨时间可广泛地变化并取决于颜料、所选的机械装置和停留条件、初始和所需最终粒径等。在本发明中,可制备平均粒径小于100nm的颜料分散体。
在研磨完成后,使用常规分离技术从经研磨的粒状产物(为干燥或液体分散体形式)分离研磨介质,例如通过过滤、通过筛网筛分等。通常将筛构建于磨机中,例如用于珠磨机。优选通过过滤从研磨介质分离经研磨的颜料浓缩物。
通常合乎需要的是,制备浓缩研磨物形式的有色油墨,随后稀释至用于喷墨印刷系统的适合浓度。此技术允许从设备制备更大量的着色油墨。如果在溶剂中制备研磨物,则用水和任选其它溶剂稀释至适合的浓度。如果在水中制备,则用另外的水或水混溶性溶剂稀释,以制备所需浓度的研磨物。通过稀释,将油墨调节至对于具体应用所需的粘度、颜色、色调、饱和密度和印刷区域覆盖率。
喷墨印刷装置
喷墨油墨可通过以受控方式喷出小微滴的一个或多个印刷头喷射通过喷嘴,到相对于印刷头移动的衬底上。
用于喷墨印刷系统的优选印刷头为压电头。压电喷墨印刷基于施加电压时压电陶瓷换能器的移动。施加电压改变印刷头中压电陶瓷换能器的形状,从而产生空隙,然后用油墨填充空隙。当再次去除电压时,陶瓷膨胀到其初始形状,将油墨滴从印刷头喷出。然而,本发明的喷墨印刷方法不限于压电喷墨印刷。可使用其它喷墨印刷头,可包括各种类型,如连续型、热印刷头型和阀喷型。
喷墨印刷头一般跨移动的受墨表面在横向上来回扫描。通常喷墨印刷头在返回的途中不印刷。为得到高区域通量,优选双向印刷,也称为多程印刷。另一种优选的印刷方法是通过“单程印刷方法”,这种印刷方法可用页宽喷墨印刷头或覆盖受墨表面整个宽度的多个交错喷墨印刷头来进行。在单程印刷方法中,喷墨印刷头通常保持静止,而将衬底表面在喷墨印刷头下输送。
利用水性着色喷墨油墨印刷的喷墨印刷装置依次包括至少一个喷墨印刷头和用于蒸发所喷射油墨的水和任选有机溶剂的干燥装置。
利用UV可固化喷墨油墨印刷的喷墨印刷装置依次包含至少一个喷墨印刷头和用于UV固化所喷射油墨的UV固化装置。UV固化装置优选包括UV LED。
喷墨印刷装置可并入层合材料制造线,或者可存在于不同的位置,例如装饰印刷机。
在一个优选的实施方案中,使喷墨印刷装置并入装饰层合材料的制造线中。优点是可实现给客户的较短交付时间。
干燥装置
可在喷墨印刷装置中包括干燥器,用于去除水性喷墨油墨的至少部分水性介质。适合的干燥器包括循环热空气的装置、烘箱和使用空气抽吸的装置。
干燥装置可包括导热装置,例如热板或热鼓。优选的热鼓为感应热鼓。
干燥装置可包括红外辐射源。有效的红外辐射源具有0.8和1.5µm之间的最大发射。这种红外辐射源有时称为NIR辐射源或NIR干燥器。
NIR辐射能量快速进入喷墨油墨层的深度,并从整个层厚度去除水和溶剂,而常规红外和热空气能量主要在表面吸收,并缓慢传导入油墨层,这通常导致较慢去除水和溶剂。
在一个优选的实施方案中,NIR辐射源为NIR LED的形式,它可容易地在多程喷墨印刷装置中在多个喷墨印刷头的往复移动系统上安装。
另一种优选的干燥装置使用碳红外辐射(CIR)。
UV固化装置
UV固化装置发射由光引发剂或光引发系统吸收的UV辐射,用于使芯的可聚合化合物聚合。
UV固化装置可包括高压或低压汞灯,然而优选包括UV LED或由其组成。
UV固化装置可与喷墨印刷机的印刷头组合布置,随其移动,以便在喷墨后立即应用固化辐射。优选这种固化装置由一个或多个UV LED组成,因为在此类布置中,可能难以提供小得足以连接到印刷头并随印刷头移动的其它类型的固化装置。或者,可利用静态固定辐射源,例如,通过柔性辐射传导装置(例如光纤束或内反射柔性管)、或通过包括在印刷头上的镜的镜布置连接到辐射源的固化UV光源。
然而,不必使UV光源连接到印刷头。例如,UV辐射源也可以为横跨待固化的衬底延伸的细长辐射源。它可邻近印刷头的横向路径,以便由印刷头形成的装饰图像的后续行在辐射源下方逐步或连续通过。
任何紫外光源,只要发射的光的一部分能够由光引发剂或光引发剂系统吸收,均可用作辐射源,如高或低压汞灯、冷阴极管、黑光、紫外LED、紫外激光和闪光。在这些当中,优选的源为显示具有300-400nm主波长的相对较长波长UV贡献的源。具体地讲,由于减小的光散射,随之产生更有效的内部固化,所以UV-A光源是优选的。
UV辐射一般如下分为UV-A、UV-B和UV-C:
• UV-A:400nm至320nm
• UV-B:320nm至290nm
• UV-C:290nm至100nm
在一个优选的实施方案中,喷墨印刷装置包含一个或多个具有大于360nm波长的UV LED,优选一个或多个具有大于380nm波长的UV LED,最优选具有约395nm波长的UV LED。
另外,可顺序或同时使用不同波长或照明度的两种光源使图像固化。例如,可选择第一UV源富含UV-C,特别在260nm至200nm范围。第二UV源则可富含UV-A,例如掺镓灯,或UV-A和UV-B二者均高的不同灯。已发现,使用两种UV源具有优点,例如快固化速度和高固化度。
为了促进固化,喷墨印刷装置通常包括一个或多个耗氧单元。为了降低固化环境中的氧浓度,耗氧单元以可调节位置和可调节惰性气体浓度布置氮或其它相对惰性气体(例如CO2)覆盖层。残余氧水平通常保持低至200ppm,但一般在200ppm至1200ppm的范围内。
参考符号列表

Claims (12)
1.一种制造包含交错装饰层合镶板的装饰表面的喷墨印刷方法,所述方法包括以下步骤:
i) 数字划分第一主图象(15, 30)为装饰层合镶板图象(16);
ii) 经具有L/2和L/20之间的值的选择的交错距离(17),数字交错相邻的装饰层合镶板图象(18),其中L表示装饰层合镶板的长度;
iii) 从交错相邻的装饰层合镶板图象(18)数字构成第二主图象(19, 33);
iv) 在衬底上用一种或多种喷墨油墨印刷第二主图象(19, 33),
其中将包括用第二主图象印刷的衬底的装饰板或层合材料切成所述装饰层合镶板(40, 50)。
2.根据权利要求1所述的喷墨印刷方法,其中一种或多种喷墨油墨为UV可固化喷墨油墨,且衬底为基于选自聚氯乙烯(PVC)、聚丙烯(PP)、聚乙烯(PE)、聚对苯二甲酸乙二酯(PET)和热塑性聚氨酯(TPU)以及其组合的材料的热塑性衬底。
3.根据权利要求1所述的喷墨印刷方法,其中所述衬底为具有一个或多个受墨层的纸衬底,并且一种或多种喷墨油墨为在纸衬底由热固性树脂浸渍之前在一个或多个受墨层上喷墨印刷的水性着色喷墨油墨。
4.根据权利要求3所述的喷墨印刷方法,其中至少一个受墨层包含聚乙烯醇聚合物和无机颜料。
5.根据权利要求1所述的喷墨印刷方法,其中一种或多种喷墨油墨包括红色喷墨油墨,所述红色喷墨油墨含有选自C.I.颜料红254、C.I.颜料红176和C.I.颜料红122或其混晶的红色颜料。
6.根据权利要求1所述的喷墨印刷方法,其中装饰层合镶板图象(16,60)的至少两个侧面包括延伸区(61),其经切掉以提供榫舌。
7.根据权利要求6所述的喷墨印刷方法,其中所述延伸区(61)含有从两个相邻的交错装饰层合镶板图象的相邻区域检索到的图象数据。
8.根据权利要求1所述的喷墨印刷方法,其中所述第一主图象(15)含有背景图象(14)并且其上叠合有定制或个性化的图象(10)。
9.根据权利要求8所述的喷墨印刷方法,其中所述背景图象(14, 32)是木纹图象或石材图象。
10.制造装饰层合镶板的方法,包括权利要求3的喷墨印刷方法,进一步包括以下步骤:
- 作为在芯层(41)和保护层(45)之间的装饰层(44),将用第二主图象(19, 33)喷墨印刷的热固性树脂纸衬底的片材热压成装饰板;和
- 将装饰板切成装饰层合镶板(40)。
11.制造装饰层合镶板的方法,包括权利要求2的喷墨印刷方法,进一步包括以下步骤:
- 与保护层(53)一起将用第二主图象喷墨印刷的热塑性衬底热压成装饰层合材料;和
- 将装饰层合材料切成装饰层合镶板(50)。
12.通过权利要求10或11的制造方法获得的装饰层合镶板组,其中以交错排列的方式装配的装饰层合镶板能够形成所述第一主图象或其一部分,
特征在于
所述装饰层合镶板具有包括用于实现在两个装饰层合镶板之间选择的交错距离的对准辅助件(74 , 75)的榫舌(72)和沟槽(73)接合;和/或
至少地,含有一部分第一主图象的装饰层合镶板被提供有定位代码。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18154415.6A EP3521048A1 (en) | 2018-01-31 | 2018-01-31 | Inkjet printing methods for decorative laminate panels |
| EP18154415.6 | 2018-01-31 | ||
| PCT/EP2019/050910 WO2019149517A1 (en) | 2018-01-31 | 2019-01-15 | Inkjet printing methods for decorative laminate panels |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111699093A CN111699093A (zh) | 2020-09-22 |
| CN111699093B true CN111699093B (zh) | 2022-05-03 |
Family
ID=61132153
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201980011280.7A Active CN111699093B (zh) | 2018-01-31 | 2019-01-15 | 用于装饰层合镶板的喷墨印刷方法、制造装饰层合镶板的方法、装饰层合镶板组 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20200353773A1 (zh) |
| EP (2) | EP3521048A1 (zh) |
| CN (1) | CN111699093B (zh) |
| AU (1) | AU2019214801B2 (zh) |
| BR (1) | BR112020015209A2 (zh) |
| CA (1) | CA3090014C (zh) |
| RU (1) | RU2755627C1 (zh) |
| WO (1) | WO2019149517A1 (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020079067A1 (en) * | 2018-10-17 | 2020-04-23 | Agfa Nv | Method of color correct manufacturing decorative panels |
| ES2925714T3 (es) * | 2020-02-11 | 2022-10-19 | Flooring Technologies Ltd | Procedimiento para la fabricación de al menos un material de soporte provisto de una decoración impresa |
| CN112045995A (zh) * | 2020-08-21 | 2020-12-08 | 南京林业大学 | 一种基于uv-喷墨3d打印的木塑复合材料表面装饰的制备方法 |
| DE102022117497A1 (de) * | 2022-07-13 | 2024-01-18 | Bayerische Motoren Werke Aktiengesellschaft | Fahrzeugbauteil, Kraftfahrzeug mit Fahrzeugbauteil und Verfahren zur Herstellung eines Fahrzeugbauteils |
| WO2024026112A2 (en) * | 2022-07-29 | 2024-02-01 | Shaw Industries Group, Inc. | Sloped edge on decorative articles with a rigid base and a decor that is digitally printed thereon |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105636795A (zh) * | 2013-10-22 | 2016-06-01 | 爱克发印艺公司 | 通过喷墨生产装饰性表面 |
| CN106068349A (zh) * | 2014-02-06 | 2016-11-02 | 爱克发印艺公司 | 通过喷墨制造装饰性层压材料 |
| WO2017164806A1 (en) * | 2016-03-24 | 2017-09-28 | Välinge Innovation AB | A method for forming a décor on a substrate |
| CN107635778A (zh) * | 2015-05-22 | 2018-01-26 | 爱克发印艺公司 | 通过喷墨制造装饰性表面 |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3173804A (en) | 1960-12-16 | 1965-03-16 | Renkl Paidiwerk | Apparatus for applying a surface pattern on boards of wood, fiberboard, or the like |
| US4109043A (en) | 1977-02-11 | 1978-08-22 | Formica Corporation | Low pressure melamine resin laminates |
| US4112169A (en) | 1977-02-11 | 1978-09-05 | Formica Corporation | Elastomer modified melamine resin containing laminates |
| CA1321449C (en) | 1988-03-02 | 1993-08-24 | Cheng-I Chen | Process for producing kraft pulp for paper |
| SE9500810D0 (sv) | 1995-03-07 | 1995-03-07 | Perstorp Flooring Ab | Golvplatta |
| US5922118A (en) | 1996-06-14 | 1999-07-13 | Cabot Corporation | Modified colored pigments and ink jet inks, inks, and coatings containing modified colored pigments |
| DE19710549C2 (de) | 1997-03-14 | 1999-01-28 | Vits Maschinenbau Gmbh | Verfahren und Anlage zum Imprägnieren und Trocknen einer durchlaufenden Bahn |
| SE512143C2 (sv) | 1997-05-06 | 2000-01-31 | Perstorp Ab | Förfarande för framställning av dekorativt laminat och användning därav |
| DE19725829C1 (de) | 1997-06-18 | 1998-08-06 | Ls Industrielacke Gmbh Buero L | Oberflächenbeschichtungsmaterial und dessen Verwendung |
| FR2771759B1 (fr) | 1997-12-02 | 1999-12-31 | Arjo Wiggins Sa | Feuille papetiere decorative et stratifie decoratif la comportant |
| PT1676720E (pt) | 2000-06-13 | 2011-02-28 | Flooring Ind Ltd | Revestimento de pavimentos |
| BE1014345A3 (nl) | 2001-08-14 | 2003-09-02 | Unilin Beheer Bv | Vloerpaneel en werkwijze voor het vervaardigen ervan. |
| SE525681C2 (sv) * | 2001-12-07 | 2005-04-05 | Pergo Ab | Strukturerade paneler med matchad yta |
| US20040045240A1 (en) * | 2002-09-10 | 2004-03-11 | Mcilvaine Bruce L. | Laminate flooring with custom images |
| BE1015232A3 (nl) | 2002-12-04 | 2004-11-09 | Flooring Ind Ltd | Antistatisch gelaagd voorwerp. |
| BE1015239A3 (nl) | 2002-12-09 | 2004-11-09 | Flooring Ind Ltd | Vloerpaneel en werkwijze voor het koppelen, respectievelijk ontkoppelen van vloerpanelen. |
| DK1711353T3 (da) | 2004-12-23 | 2010-03-15 | Flooring Ind Ltd | Laminatgulvpanel |
| US20060144004A1 (en) | 2005-01-06 | 2006-07-06 | Oke Nollet | Floor panel and method for manufacturing a floor panel |
| EP2026968A2 (en) | 2006-06-13 | 2009-02-25 | Flooring Industries Limited, SARL | Method for manufacturing coated panels and coated panel |
| US7861482B2 (en) | 2006-07-14 | 2011-01-04 | Valinge Innovation Ab | Locking system comprising a combination lock for panels |
| DE102007019179A1 (de) | 2007-04-20 | 2008-10-30 | Center For Abrasives And Refractories Research & Development C.A.R.R.D. Gmbh | Verschleißschutzschicht |
| BE1017703A6 (nl) | 2007-07-26 | 2009-04-07 | Flooring Ind Ltd | Werkwijzen voor het vervaardigen van panelen en paneel. |
| DE102008008292A1 (de) | 2008-02-07 | 2009-08-13 | hülsta-werke Hüls GmbH & Co KG | Papierschicht zum Herstellen eines flächigen, bedruckten oder bedruckbaren Bauteils |
| DE102008008808A1 (de) | 2008-02-12 | 2009-08-13 | Dekor-Kunststoffe Gmbh | Verfahren zur Herstellung eines scheuerfesten Overlays |
| DE102009030101A1 (de) | 2008-12-08 | 2010-07-15 | Center For Abrasives And Refractories Research & Development C.A.R.R.D. Gmbh | Verschleißschutzschicht auf Basis einer Kunstharzmatrix, Verfahren zu ihrer Herstellung sowie ihre Verwendung |
| BE1018696A3 (nl) | 2009-03-12 | 2011-07-05 | Flooring Ind Ltd Sarl | Werkwijze voor het vervaardigen van panelen en panelen hierbij bekomen. |
| BE1019736A3 (zh) | 2010-04-09 | 2012-12-04 | Unilin Bvba | |
| WO2012126816A1 (de) | 2011-03-23 | 2012-09-27 | Vits Technology Gmbh | Vorrichtung und verfahren zum imprägnieren einer papierbahn |
| WO2013050910A2 (en) | 2011-10-03 | 2013-04-11 | Unilin, Bvba | Panel and method for manufacturing panels |
| ES2434617B1 (es) * | 2013-09-20 | 2014-09-04 | Emili COSTA PLANAS | Procedimiento de grabación en el relieve de una superficie o pieza de códigos "QR", flashcode o similar |
| EP3275678B1 (en) * | 2014-01-10 | 2020-12-16 | Agfa Nv | Manufacturing of decorative laminates by inkjet |
| EP4019272B1 (en) * | 2014-01-24 | 2024-04-24 | Ceraloc Innovation AB | Method of forming a decorative layer of a building panel |
| WO2015140682A1 (en) | 2014-03-19 | 2015-09-24 | Unilin, Bvba | Floor panel for forming a floor covering and method for manufacturing such floor panels |
| WO2018057602A1 (en) * | 2016-09-23 | 2018-03-29 | Shaw Industries Group. Inc. | Resilient flooring product and methods of making same |
-
2018
- 2018-01-31 EP EP18154415.6A patent/EP3521048A1/en active Pending
-
2019
- 2019-01-15 WO PCT/EP2019/050910 patent/WO2019149517A1/en unknown
- 2019-01-15 RU RU2020128642A patent/RU2755627C1/ru active
- 2019-01-15 CN CN201980011280.7A patent/CN111699093B/zh active Active
- 2019-01-15 BR BR112020015209-9A patent/BR112020015209A2/pt not_active Application Discontinuation
- 2019-01-15 US US16/965,362 patent/US20200353773A1/en active Pending
- 2019-01-15 EP EP19700406.2A patent/EP3746307A1/en active Pending
- 2019-01-15 AU AU2019214801A patent/AU2019214801B2/en active Active
- 2019-01-15 CA CA3090014A patent/CA3090014C/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105636795A (zh) * | 2013-10-22 | 2016-06-01 | 爱克发印艺公司 | 通过喷墨生产装饰性表面 |
| CN105916698A (zh) * | 2013-10-22 | 2016-08-31 | 爱克发印艺公司 | 通过喷墨制造装饰表面 |
| CN106068349A (zh) * | 2014-02-06 | 2016-11-02 | 爱克发印艺公司 | 通过喷墨制造装饰性层压材料 |
| CN107635778A (zh) * | 2015-05-22 | 2018-01-26 | 爱克发印艺公司 | 通过喷墨制造装饰性表面 |
| WO2017164806A1 (en) * | 2016-03-24 | 2017-09-28 | Välinge Innovation AB | A method for forming a décor on a substrate |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2019214801A1 (en) | 2020-09-24 |
| BR112020015209A2 (pt) | 2021-01-26 |
| RU2755627C1 (ru) | 2021-09-17 |
| WO2019149517A1 (en) | 2019-08-08 |
| EP3746307A1 (en) | 2020-12-09 |
| US20200353773A1 (en) | 2020-11-12 |
| CA3090014C (en) | 2023-01-17 |
| EP3521048A1 (en) | 2019-08-07 |
| CA3090014A1 (en) | 2019-08-08 |
| CN111699093A (zh) | 2020-09-22 |
| AU2019214801B2 (en) | 2021-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11865860B2 (en) | Methods of manufacturing decorative laminate panels | |
| US10173437B2 (en) | Manufacturing of decorative laminates by inkjet | |
| CN111699093B (zh) | 用于装饰层合镶板的喷墨印刷方法、制造装饰层合镶板的方法、装饰层合镶板组 | |
| EP3694724B1 (en) | Inkjet printing methods for manufacturing decorative laminate panels | |
| CN107001831B (zh) | 水性喷墨油墨 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |