CN111482781A - 一种镜头组装设备 - Google Patents
一种镜头组装设备 Download PDFInfo
- Publication number
- CN111482781A CN111482781A CN202010331167.1A CN202010331167A CN111482781A CN 111482781 A CN111482781 A CN 111482781A CN 202010331167 A CN202010331167 A CN 202010331167A CN 111482781 A CN111482781 A CN 111482781A
- Authority
- CN
- China
- Prior art keywords
- lens
- bin
- base
- motor
- assembling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000007599 discharging Methods 0.000 claims abstract description 35
- 239000000463 material Substances 0.000 claims abstract description 34
- 230000009471 action Effects 0.000 claims description 13
- 238000003860 storage Methods 0.000 claims description 7
- 230000000149 penetrating effect Effects 0.000 claims description 6
- 230000002950 deficient Effects 0.000 claims description 4
- 230000001174 ascending effect Effects 0.000 claims 1
- 238000001514 detection method Methods 0.000 description 30
- 230000003287 optical effect Effects 0.000 description 29
- 238000004519 manufacturing process Methods 0.000 description 9
- 230000007246 mechanism Effects 0.000 description 9
- 238000000034 method Methods 0.000 description 8
- 238000010276 construction Methods 0.000 description 7
- 230000001965 increasing effect Effects 0.000 description 7
- 230000008569 process Effects 0.000 description 7
- 230000006872 improvement Effects 0.000 description 4
- 230000007547 defect Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- 239000013307 optical fiber Substances 0.000 description 3
- 238000013461 design Methods 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/001—Article feeders for assembling machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/02—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for connecting objects by press fit or for detaching same
- B23P19/027—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for connecting objects by press fit or for detaching same using hydraulic or pneumatic means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Lens Barrels (AREA)
Abstract
本发明公开了一种镜头组装设备,包括用于提供作为标准面的框架结构和布设在该框架结构上的镜片出料推杆结构、镜片料仓升降结构、镜座料仓升降结构、镜片运输结构、镜座运输结构、横梁式组装结构,镜片料仓升降结构用于储存和切换置于不同层高的镜片料盘,镜座料仓升降结构用于储存和切换不同层高的镜座料盘以及储存镜座,镜片出料推杆结构用于将待组装的镜片料盘从镜片料仓推送至镜片运输结构中,镜片运输结构用于将镜片料盘运输至预设位置以便于横梁式组装结构吸料,镜座运输结构用于将镜座料盘从镜座料仓中取出和放回以及运输镜座,横梁式组装结构用于从镜片运输结构上传送的镜片料盘中吸取镜片并组装至镜座运输结构接收和固定的镜座中。
Description
技术领域
本发明主要是提供一种用于电子设备镜头的组装设备,尤其来说,主要是用于电子设备(例如智能电子设备、个人电脑等)镜片和镜座的组装设备。
背景技术
随着市场对电子设备镜头的性能需求逐渐提升以及电子设备更新的周期不断缩短,尤其是期望于在更紧凑的电子设备中安装更佳光学性能的镜头,电子设备用的镜头中镜片的数量及光学性能要求也逐步升高,进而使得对此类镜片的组装要求也提高。
目前,人工组装的精度已经无法满足具有高像素高清晰度的现有镜头的要求。同时当今电子设备摄像头数量也日益增加,从以前单台设备装一个摄像头已经发展到单台组合摄像头(例如6个甚至6个以上摄像头)的配置方式。而且,单个电子设备的镜头里的镜片数量也发展到多片甚至更多数量的叠加安装。
基于以上实际生产问题,需要设计一种能够实现电子设备镜头的镜片组装高效率、高精度生产,能够满足当今镜头生产的需求的自动化一体式组装设备。
发明内容
本发明的技术方案主要是提供一种全自动镜头组装设备,能够使镜头组件的上料、组装、回料过程全部由设备按照编程自行完成。本发明提供的组装设备能够兼容行业内绝大部分规格的镜片,只需更换各个组装模块即可兼容对不同类型规格的电子设备镜头的组装需求。
本发明提供的技术方案是:一种镜头组装设备,包括用于提供作为标准参考XOY坐标平面的框架结构和布设在该框架结构上的镜片出料推杆结构、镜片料仓升降结构、镜座料仓升降结构、镜片运输结构、镜座运输结构、横梁式组装结构,镜片料仓升降结构用于储存和切换置于不同层高的镜片料盘,镜座料仓升降结构用于储存和切换不同层高的镜座料盘以及储存镜座,镜片出料推杆结构用于将待组装的镜片料盘从镜片料仓推送至镜片运输结构中,镜片运输结构用于将镜片料盘运输至预设位置以便于横梁式组装结构吸料,镜座运输结构用于将镜座料盘从镜座料仓中取出和放回以及运输镜座,并且为镜片和镜座间的组装提供一组装平台,横梁式组装结构用于从镜片运输结构上传送的镜片料盘中吸取镜片并组装至镜座运输结构接收和固定的镜座中。
作为一种改进,所述的镜片出料推杆结构包括出料推杆、出料电机、滑轨和支撑架,该支撑架底部固定在框架结构表面并且顶部安装固定有滑轨,滑轨的一轴向端耦接出料电机以在该出料电机的机械驱动下,出料推杆将镜片料仓升降结构的料仓里存放的料盘推至镜片运输结构。
在此基础上的一种变型中,在该滑轨另一轴向端装设光纤传感器,用于检测该料仓内是否存料或者用于检测预设存料量。
较佳地在以上方案中,所述的料仓包括可拆装在镜片料仓升降结构中的手提式料仓和/或可拆装在镜座料仓升降结构中的手提式料仓。
作为一种变型,所述手提式料仓被设置于一料仓底板上,在该料仓底板外周缘布置有挡块,用于对该手提式料仓定位。
其中,该料仓底板的一个或多个侧部设有肘夹,用于在拧紧作用下将手提式料仓紧固在该料仓底板上,在该料仓底板底部的托架底侧装设有导向轴和贯通该料仓底板到手提式料仓内的贯穿电机,在该贯穿电机的机械驱动作用下,促动该手提式料仓升降以切换置于不同层高处的镜片/镜座料盘,该导向轴是用于该贯穿电机对手提式料仓内镜片/镜座料盘升降的导向作用。本发明采用这种半封闭式的手提式料仓提供全新的上料模式,能够显著减少镜片、镜座在运输过程中造成的二次污染。在此基础上,实际生产过程中单个料仓内能够容纳10盘以上料盘,能够更大程度较少操作人员的换料时间,节约人力并有效增加单位小时产能(UPH)。
在此基础上,在该手提式料仓侧部设置料盘感应传感器,用于检测该手提式料仓内的预设位置处是否存有料盘。
作为另一种改进,镜片运输结构包括X向直线电机、Y向直线电机以及镜片载运平台,其中X向直线电机装设在Y向直线电机上并可沿预设轨道在Y向上随电机驱动做往复调节运动,镜片载运平台装设在该X向直线电机上并可沿预设轨道在X向上往复运动。
在此基础上,所述X向、Y向直线电机各配设有高精度的光栅尺,用于对该镜片载运平台的移动边界执行光学准直。
作为又一种改进,镜座运输结构包括X向直线电机、Y向直线电机以及镜座组装平台,其中X向直线电机装设在Y向直线电机上并可沿预设轨道在Y向上随电机驱动做往复调节运动,镜座组装平台装设在该X向直线电机上并可沿预设轨道在X向上往复运动。
作为一种改进,横梁式组装结构包括双动子电机以及在两端侧上布设的吸料结构,其中这两个吸料结构是固定安装于该双动子电机上。
具体来说,双动子电机是用于搬运物料在X向上的运动,其中任一吸料结构上均装设有直线模组,用于吸嘴结构在Z向上的运动,该吸料结构上还装设有保压气缸,用于在上述镜片和镜座组装时保证组装压力的恒定,保压气缸底部进一步装设有浮动接头(502-04),用于防止该保压气缸的运转卡顿。
在一个较佳例子里,该中空电机下端为吸嘴的受力结构,由中心轴、角接触轴承、深沟球轴承、调中结构和吸嘴组成。该中心轴用于承接所述的中空电机和吸嘴,角接触轴承用于承受镜头组装时产生的轴向力,深沟球轴承用于增加旋转同轴度,调中结构用于调节吸嘴与中空电机在工作时的同轴度。本发明设备在Z轴增加这种恒压力结构,保证组装时不会因为应力不受控而压坏镜头,同时能够保证镜头组装的一致性。
作为以上任何改进方面的一种变型构造,本发明镜头组装设备还设有:直上式拍摄结构,用于分别对镜片运输结构、镜座运输结构上镜片、镜座的不良品识别和坐标定位识别以驱动对镜片运输结构和镜座运输结构做坐标微调;直下式拍摄结构,用于识别横梁式组装结构从镜片运输结构中吸取镜片的坐标定位并且结合镜座运输结构做相应坐标位置补偿以进行精准定位。
较佳地,直下式拍摄结构包括由光源、镜头以及相机组成的整体式光学检测系统。此类光学检测系统是固定于一旋转调节平台上,旋转调节平台主要是用于避免因加工以及组装等原因造成的Z轴光路不垂直问题。该旋转调节平台还固定安装在Z向调节部上,该Z向调节部用于适应不同光学景深的可调节镜头。在此基础上,整个光学检测系统固定于Y向调节部上,该Y向调节部用于解决在组装过程中出现的Y轴位置偏移。
直上式拍摄结构用于识别上述横梁式组装结构从镜片运输平台吸取的镜片的位置,并反馈给光学检测系统处理器执行位置补偿。类似地,该拍摄结构的光学检测系统主要是由光源、镜头和相机组成,整套光学检测系统是固定于Z向调节部上,与直下式拍摄结构类似地,Z向调节部主要是用于Z向相机位置补偿以及适应不同景深要求的可调节镜头,整体光学检测系统是搭载在Y向调节部上,该Y向调节部主要是用于补偿相机的Y向偏移。这种光学检测系统设计具有自动识别NG镜片的功能,因此在上料时无需将NG镜片挑出,经过这种光学检测后NG镜片自动被跳过而不进行后续组装。相机模块均设有调节结构,能满足不同镜头规格大小需求。此外,本发明在满足镜头组装功能同时增加了缺陷快速检测功能,极大保障了后续工艺的良率。
本发明在此基础上又提供一种镜头组装系统,该系统包括成对布设的上述镜头组装设备,每对镜头组装设备共用一个所述的横梁式组装结构。这种对称式双工位设计能够保值在设备运行时彼此无任何干涉,能够实现更高效率产能,采用全自动流水线检测形式,各工位并行检测,检测效率极高。
具体来说,横梁式组装结构包括双动子电机以及两侧布设的吸料结构和吸料结构。其中两吸料结构是固定安装于该双动子电机上,这两个吸料结构分别是用于左、右工位上的吸料组装,两者互不干涉。在一个较佳例子里,左右两侧的这两个吸料结构相似,只有直线模组方向不同。
另外,在本发明提供的组装设备中的全套运输结构模块是采用高精密电机,能够获得更高的自动组装精度。本发明采用相机固定式定位,设备能够获得更高的组装精度以及更高的效率。
本发明有以下有益效果:(1)实现了对镜头组装的全自动化,大大提高了生产效率;(2)组装设备实现了自动上下料、自动组装,自动识别不良品(no=good,NG)镜片等功能,大大降低了人工检测成本;(3)本发明系统设为两个对称工位,能够大大提升设备UPH,并且左右对称的两工位在运行时互不干涉,设备单边故障不影响另一边正常生产运行;(4)各个物料运输结构模组采用高精密电机并结合视觉检测,能够获得更高的组装精度;(5)设备采用手提式的可拆卸式料仓完成上下料,料仓采用半封闭结构能够大大增加组装的良率;(6)本发明设备提供的组装压紧结构压力恒定能够保证组装的一致性;(7)本发明设备在组装镜头的基础上增加了缺陷检测功能,保证了后续工艺的良率。
附图说明
图1是本发明镜头组装系统实施例的主体构造的立体俯视图;
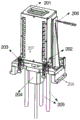
图2是镜片出料推杆结构的主体构造立体视图;
图3是镜片料仓升降结构的主体构造立体视图;
图4是镜座料仓升降机构的主体构造立体视图;
图5是镜片运输结构的主体构造立体视图;
图6是镜片载运平台的主体构造立体视图;
图7是镜座运输结构的主体构造立体视图;
图8是镜座组装平台的主体构造立体视图;
图9是横梁式组装结构的主体构造立体视图;
图10是双动子电机及其吸料结构的主体构造立体视图;
图11是直下式拍摄结构的主体构造立体视图;
图12是直上式拍摄结构的主体构造立体视图;
图13示意性描绘出本发明镜头组装设备中的光学检测系统各个模块的组装结构的俯视图;
图14是图13示出的光学检测系统的立体结构视图;
图15示意性描绘了使用这种镜头组装设备的一种镜头组装设备总成的示例性构造。
具体实施方式
以下参照附图来详细描述本发明的技术方案及其突出优势。在一些实施方案中,由于设备为左右对称的机构,为了简化描绘,本发明下列实施例主要是介绍设备左边部分的机构,右边部分结构与设备对称或构造类似。
图1示例性描绘了本发明实施例的主体构造。从一个总的方面来说,镜头组装设备主要是包括整体平整(例如就标准参考平面准直)的框架结构800(例如刚性框架结构,可以是金属/合金,硬质绝缘材料等具有承压作用、较低挠性),以及布设在该框架结构800上的镜片出料推杆结构900、镜片料仓升降结构100、镜座料仓升降结构200、镜片运输结构300,镜座运输结构400、横梁式组装结构500、直上拍摄结构600以及镜片直下拍摄结构700。
其中,镜片出料推杆结构900主要是用于将待组装的镜片从镜片料仓推送至镜片运输结构300,镜片料仓升降结构100主要是用于储存和切换不同层高的镜片料盘,镜片料仓升降结构200主要是用储存和切换不同层高的镜座料盘以及储存镜座,镜片运输结构300主要是用于将镜片料盘运输至预设位置以便于横梁式组装结构500执行吸料,镜座运输结构400主要是用于将镜座料盘从镜座料仓中取出和放回以及运输镜座,同时为镜片和镜座间的组装提供一组装平台,横梁式组装结构500主要是用于从镜片运输结构300上传送的镜片料盘中吸取镜片并组装至镜座运输结构400接收和固定的镜座中,直上式拍摄结构600主要是分别用于镜片运输结构300、镜座运输结构400上镜片、镜座的不良品(no=good,NG)识别和坐标定位识别,以便对镜片运输结构300和镜座运输结构400做坐标微调,直下式拍摄结构700主要是用于识别该横梁式组装结构500从镜片运输结构300中所吸取镜片的坐标定位并且结合镜座运输结构400做相应坐标位置补偿,以便进行精准的定位。
在本发明的任何实施方案中,使用的措辞“料”、“物料”泛指在实际生产制造过程中所需制造和/或组装的电子设备的镜片、镜头及其附件的总称。按照这样理解,“料盘”指称在某些制造过程中为了输送、转运或无尘环境等制作的镜片盛放装置、容器等,“料仓”也相应地指称用于码放、堆放这些料盘的容器或密闭/半密闭腔室。在本发明的一些实施例中,料仓还设有程控和/或手控的机械、机电的传送、推进结构以便于自动化生产。
而在本发明所列任何实施例中提及到的有关于运动方向/朝向的特征限定可以按照说明书附图呈现的视角角度来参考,当然也可按照某些特征要素来限定,例如附图中标注了统一的参考坐标系。按照参考坐标系来说,X-o-Y平面即为标准参考面,即与重力加速度方向正交的平面,涉及到在本发明中提及的光学检测系统识别、测量和补偿等方面的参考面将依照该平面来测算。当然,“左右”、“上下”也可以按照附图提供的视角来加以甄别,但并不是对这些特征要素的限定。
如图2所示,在所述镜片出料推杆结构900的一个较佳实施例中,镜片出料推杆结构900包括出料推杆901、出料电机902、滑轨903和支撑架905,其中支撑架905底部固定在框架结构800表面并且顶部安装固定有滑轨903,出料推杆901主要可通过例如螺钉固定于出料电机902的螺母上并且固定位于滑轨903的滑块上面,滑轨903的一轴向端耦接出料电机902以在该出料电机902的机械驱动下,出料推杆901将镜片料仓升降结构100的料仓里存放的料盘例如步进式逐个推至镜片运输结构300中。在此较佳地,在该滑轨903另一轴向端(即朝向镜片料仓升降结构100侧)装设光纤传感器904,主要是用于检测该料仓内是否存料或者用于检测预设存料量。
较佳地,该料仓是手提式料仓101,在如图3所示的镜片料仓升降结构100的较佳实施例中,手提式料仓101设置于一料仓底板106上,在该料仓底板106周缘布置有若干个挡块102,用于对该手提式料仓101的定位作用。
此外,该料仓底板106的一个或多个侧部还设有肘夹103,在肘夹103的旋动拧紧作用下,手提式料仓101被紧固在料仓底板106上的合适位置处。在该料仓底板106底部的托架107底侧装设有导向轴105和贯通该料仓底板106到手提式料仓101内的贯穿电机104,从而在该贯穿电机104的机械驱动作用下,对手提式料仓101实现升降以便于切换不同层高的料盘,该导向轴105是用于该贯穿电机104对手提式料仓101内料盘升降的导向作用。
同样道理地如图4所示,镜座料仓升降机构200的主体结构与上述的镜片料仓升降机构100类似,主要是由手提式料仓201、挡块202、肘夹203、贯穿电机204和多个导向轴205拼装组成,其中对应名称/标记的部件特征的功能原理相同。不同的是,在该手提式料仓201侧部设置料盘感应传感器206(例如可固定于此挡块202上),用于检测该手提式料仓201内的每一层(或预设的层高)位置处是否存有料盘。
在一个较佳实施例中,镜片运输结构300的主体构造如图5所示,该镜片运输结构300主要包括X向直线电机302、Y向直线电机303以及镜片载运平台301。其中X向直线电机302装设在Y向直线电机303并可沿轨道在Y向上随电机驱动做往复运动,同样地,镜片载运平台301装设在该X向直线电机302上并可沿轨道在Y向上往复运动。更佳地,X向、Y向直线电机各配设有高精度的光栅尺304用于光学准直对镜片载运平台301的移动边界。
具体来说,镜片载运平台301细化结构的较佳例子如图6所示,通过镜片出料推杆机构900将其料仓中存放的料盘推送至镜片料盘导轨301-06上,待料盘感应传感器301-03感测到出现料盘之后,通过夹紧气缸301-04将该料盘夹紧。下光源301-05用于对料盘镜片的光源检测。推杆301-07例如通过螺钉紧固安装在下料丝杆电机301-01的螺母上,用于将该料盘推送回原先的料仓。其中,导轨301-02用于对推杆301-07的推料导向作用。
如图7所示,与上述实施例的原理类似地,镜座运输结构400主要是包括X向直线电机402、Y向直线电机401以及镜座组装平台403,其各部件的安装方式同图5之绘示。其中X向、Y向直线电机均装配有高精度的光栅尺404用于对镜座组装平台403的边界准直。
如图7和8所示,具体来说,镜座组装平台403是装于X向直线电机402上,用于对镜座料盘的定位作用。在一些实现中,该镜座组装平台403配合镜座料仓升降结构200可以实现对镜座料盘的自动上下料以及镜座料盘的夹紧和定位功能。
在一个较佳实施方案中,该镜座组装平台403的具体实现流程如下:
(1)升降气缸403-02上升以把就组装平台403-09两侧对置的出料拉杆403-03以及出料拉杆调节块403-04抬高,此时夹紧气缸403-06处于抬升状态。其中,该出料拉杆调节块403-04可前后调节以适配于不同长度尺寸的料盘,出料拉杆403-03和升降气缸403-02可通过例如螺钉紧密连接在丝杆电机403-01的螺母上。
(2)在导轨403-10的导向作用下,出料拉杆403-03可以伸出于组装平台403。在镜座料仓升降结构200的机械升降作用下,镜座料盘脱离手提式料仓201并且被置于左右两个出料拉杆403-03上。
(3)出料拉杆403-03在丝杆电机403-01的作用下,拉伸至组装平台403-09正上方,然后该升降气缸403-02下降复位,使镜座料盘和出料拉杆403-03下降并且使该镜座料盘置于组装平台403-09上表面,出料拉杆403-03与待组装的料盘分离。此时光纤传感器403-05感测接收到在该组装平台403-09上存料的电信号,控制夹紧气缸403-06伸缩,并在与定位挡片403-08的同时作用下使得该镜座料盘在Y向上每次的定位均相同,而在X向上的定位是由导向槽403-11确定。
(4)然后,控制该组装平台403-09左右两侧的夹紧气缸403-06同时下降复位以将该镜座料盘紧紧压固在组装平台403-09上。
(5)当组装完成后,控制夹紧气缸403-05抬升,升降气缸403-02抬升丝杆电机403-01以将该镜座料盘传送出当前的组装平台403-09,在结合镜座料仓升降机构200的同步机械驱动作用下将镜座料盘置于手提式料仓201内。
较佳地,组装平台403-09中央位置开设有一个或多个M5通孔,用于接通真空管路,结合镜座料盘表面吸附力可以将该镜座紧密吸附在镜座的料盘上。
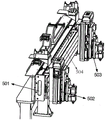
如图9所示,横梁式组装结构500的示例性结构主要是包括双动子电机501以及左右两端侧各装设的吸料结构502和吸料结构503。其中两吸料结构是固定安装于该双动子电机501的滑动轨道504内,这两个吸料结构分别是用于对左、右端侧对应工位上输送来的镜片进行吸料组装。由于这种设计,使得双工位两者之间互不干涉。在一个较佳例子里,左右两侧的这两个吸料结构的构造是相似的,在实际实现中,有时只有直线模组方向存在不同。
具体来说,双动子电机501是用于搬运并带动物料在X向上的运动。此类吸料结构的具体示例性结构组成可如图10所示,任一吸料结构502上均装设有直线模组502-01,用于图示那样的吸嘴结构在Z向上的运动。该吸料结构上还装设有保压气缸502-03,用于在上述镜片和镜座组装时保证组装压力的恒定。保压气缸502-03底部进一步装设有浮动接头502-04,用于保证该保压气缸在工作时不出现卡顿故障。
此外,还装设有两根直线导轨502-02,用于对前部吸嘴的导向作用。该吸嘴前段连接中空电机502-06,中空电机502-06配合定位相机能够使镜片和镜座组装角度保持一致。中空电机502-06后端装设有轴承管接头502-05,用于连接真空气源。
在一个较佳例子里,该中空电机502-06下端为吸嘴的受力结构,由中心轴502-07、角接触轴承502-08、深沟球轴承502-09、调中结构502-10和吸嘴502-11组成。该中心轴502-07用于承接所述的中空电机和吸嘴,角接触轴承502-08用于承受镜头组装时产生的轴向力,深沟球轴承502-09用于增加旋转同轴度,调中结构502-10用于调节吸嘴502-11与中空电机502-06在工作时的同轴度。
较佳地,吸嘴502-11和调中结构502-10为可拆换结构,吸嘴可以根据不同的镜片进行更换。
直下式拍摄结构600的示例性构造如图11所示,该结构主要可包括由光源606、镜头605以及相机604组成的整体光学检测系统。此类光学检测系统是固定于一旋转调节平台603上,旋转调节平台603主要是用于避免因加工以及组装等原因造成的Z轴光路不垂直问题。该旋转调节平台603还固定安装在Z向调节部602上,该Z向调节部主要是用于适应不同光学景深的可调节镜头。在此基础上,整个光学检测系统固定于Y向调节部601上,该Y向调节部用于解决在组装过程中出现的Y轴位置偏移。在一些实现中,在镜片、镜座料盘各自的运输平台上面各安装这样的一套拍摄结构,其中镜片上方布设的该光学检测系统主要起到定位和识别打点镜片的作用,而镜座上方的此类拍摄结构主要是用于对镜座的定位作用。
直上式拍摄结构700的示例性构造如图12所示,该结构主要是用于识别该横梁式组装结构500从镜片运输结构300吸取的镜片的定位位置,并反馈给光学检测系统进行位置补偿。类似地,该拍摄结构的光学检测系统主要是由光源701、镜头702和相机703组成,整套光学检测系统是固定于Z向调节部704上,与直下式拍摄结构600类似地,Z向调节部704主要是用于对Z向上相机703的位置补偿以及适应不同景深要求的可调节镜头,整体光学检测系统是搭载在Y向调节部上,该Y向调节部主要是用于补偿相机703的在Y向上可能产生的偏移。
进一步参照图13、14来看更具体地,本发明镜头组装设备在执行自动地组装镜头产品的基础上增加了这种光学检测系统来完成对镜片和/或镜座缺陷检测功能,保证了后续组装工艺的产品良率。在本发明设计的实施方案中,使用上述光学检测系统对镜片、镜座执行检测动作可通过组装方法来详细地体现出:
将镜片料盘和镜座料盘分别装入各自对应的手提式料仓完成上料后,安装至各自的料仓底板上以在电机机构驱动带动下,镜片料盘和镜座料盘分别被传输到镜片运输平台100以及镜座组装平台200上。
该镜片料盘以及镜座料盘分别被相应的组装平台夹紧并传送到横梁式组装结构500对应的吸料位置。
在这个搬运过程中,直下式拍摄相机600对镜片料盘中承载的镜片元件进行拍照定位和光学识别,识别未被点状标记(或者通常称为“打点”)的料盘中的镜片(也就是说已被打点的料盘不被搬运到横梁式组装结构500上进行组装)并对这些镜片进行位置定位,而后通过上述光源检测系统对镜片运输结构300执行对上述组装平台的细微调整。
横梁式组装结构500上双动子电机501机械运动到镜片料盘正上方执行对镜片的吸料动作。同时,当镜座运输结构400上运送镜座料盘时,该直下式拍摄结构600机械对镜座料盘进行定位拍照和位置补偿。
所述的双动子电机在该吸料动作完成后驱动吸料结构502机械运动到位于镜片运输结构300与镜座运输结构400之间的直上式拍摄结构700上方以对镜片进行定位拍照并进行位置补偿。然后,组装平台承载着该镜片机械运动到镜座组装平台403上方以进行镜片向镜座的组装;
待整个镜座料盘上的镜座均被组装完毕后,该镜座料盘又被镜座运输结构400自动地运输至手提式料仓201,并进行下一镜片向镜座料盘的组装工序。
待整个手提式料仓201装满已组装完的镜座料盘后,可通过感应传感器206感测已超出设定阈值并产生电信号以提醒下料。
在以上所述的实施方案的基础上,可以提供一个镜头组装设备总成800。如图15所示,该设备总成的示例性主体框架结构主要可分为上机架和与该上机架拼接的下机架,下机架是由方钢框架804(例如可包含钣金框架结构)组成。在该下机架底部装有脚轮/脚杯806,用于设备的位置固定和移动搬运。较佳地,上机架主要是由铝型材框架(例如也可穿插亚克力板)805组成。上机架前部安装显示器802,下机架前部对应显示器的位置处可安装有操作按钮803。设备顶部两边分别安装有安全报警灯807且顶部安装有FFU 801,用于防止外部灰尘进入。
Claims (10)
1.一种镜头组装设备,其特征在于,包括用于提供作为标准参考XOY坐标平面的框架结构(800)和布设在该框架结构(800)上的镜片出料推杆结构(900)、镜片料仓升降结构(100)、镜座料仓升降结构(200)、镜片运输结构(300)、镜座运输结构(400)、横梁式组装结构(500),镜片料仓升降结构(100)用于储存和切换置于不同层高的镜片料盘,镜座料仓升降结构(200)用于储存和切换不同层高的镜座料盘以及储存镜座,镜片出料推杆结构(900)用于将待组装的镜片料盘从镜片料仓推送至镜片运输结构(300)中,镜片运输结构(300)用于将镜片料盘运输至预设位置以便于横梁式组装结构(500)吸料,镜座运输结构(400)用于将镜座料盘从镜座料仓中取出和放回以及运输镜座,并且为镜片和镜座间的组装提供一组装平台,横梁式组装结构(500)用于从镜片运输结构(300)上传送的镜片料盘中吸取镜片并组装至镜座运输结构(400)接收和固定的镜座中。
2.根据权利要求1所述的镜头组装设备,其特征在于,镜片出料推杆结构(900)包括出料推杆(901)、出料电机(902)、滑轨(903)和支撑架(905),该支撑架(905)底部固定在框架结构(800)表面并且顶部安装固定有滑轨(903),滑轨(903)的一轴向端耦接出料电机(902)以在该出料电机(902)的机械驱动下,出料推杆(901)将镜片料仓升降结构(100)的料仓里存放的料盘推至镜片运输结构(300)。
3.根据权利要求1所述的镜头组装设备,其特征在于,所述的料仓包括可拆装在镜片料仓升降结构(100)中的手提式料仓(101)和/或可拆装在镜座料仓升降结构(200)中的手提式料仓(201)。
4.根据权利要求3所述的镜头组装设备,其特征在于,所述手提式料仓(101)被设置于一料仓底板(106)上,在该料仓底板(106)外周缘布置有挡块(102),用于对该手提式料仓(101)定位。
5.根据权利要求4所述的镜头组装设备,其特征在于,该料仓底板(106)的一个或多个侧部设有肘夹(103),用于在拧紧作用下将手提式料仓(101)紧固在该料仓底板(106)上,在该料仓底板(106)底部的托架(107)底侧装设有导向轴(105)和贯通该料仓底板(106)到手提式料仓(101)内的贯穿电机(104),在该贯穿电机(104)的机械驱动作用下,促动该手提式料仓(101)升降以切换置于不同层高处的镜片料盘,该导向轴(105)是用于该贯穿电机(104)对手提式料仓(101)内镜片料盘升降的导向作用。
6.根据权利要求4所述的镜头组装设备,其特征在于,所述手提式料仓(201)被设置在料仓底板(207)上,在该料仓底板外周缘布置有挡块(202),用于对该手提式料仓(201)定位。
7.根据权利要求1所述的镜头组装设备,其特征在于,该料仓底板(207)的一个或多个侧部设有肘夹(203),用于在拧紧作用下将手提式料仓(201)紧固在该料仓底板(207)上,在该料仓底板(207)底部的托架(208)底侧装设有导向轴(205)和贯通该料仓底板(207)到手提式料仓(201)内的贯穿电机(204),在该贯穿电机(204)的机械驱动作用下,促动该手提式料仓(201)升降以切换置于不同层高处的镜座料盘,该导向轴(205)是用于该贯穿电机(204)对手提式料仓(201)内镜座料盘升降的导向作用。
8.根据权利要求6或7所述的镜头组装设备,其特征在于,在该手提式料仓(201)侧部设置料盘感应传感器(206),用于检测该手提式料仓(201)内的预设位置处是否存有镜座料盘。
9.根据权利要求1所述的镜头组装设备,其特征在于,横梁式组装结构(500)包括双动子电机(501)以及在两端侧上装设的吸料结构(502,503),其中这两个吸料结构是固定安装于该双动子电机(501)的滑动轨道(504)上。
10.根据权利要求1所述的镜头组装设备,其特征在于还包括:
直上式拍摄结构(600),用于分别对镜片运输结构(300)、镜座运输结构(400)上镜片、镜座的不良品识别和坐标定位识别以驱动对镜片运输结构(300)和镜座运输结构(400)做坐标微调;
直下式拍摄结构(700),用于识别横梁式组装结构(500)从镜片运输结构(300)中吸取镜片的坐标定位并且结合镜座运输结构(400)做相应坐标位置补偿以进行精准定位。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010331167.1A CN111482781A (zh) | 2020-04-24 | 2020-04-24 | 一种镜头组装设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010331167.1A CN111482781A (zh) | 2020-04-24 | 2020-04-24 | 一种镜头组装设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111482781A true CN111482781A (zh) | 2020-08-04 |
Family
ID=71790027
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010331167.1A Pending CN111482781A (zh) | 2020-04-24 | 2020-04-24 | 一种镜头组装设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111482781A (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114019642A (zh) * | 2021-11-23 | 2022-02-08 | 江苏朗迅工业智能装备有限公司 | Rc组装设备 |
| CN114267534A (zh) * | 2021-12-06 | 2022-04-01 | 江苏朗迅工业智能装备有限公司 | 线圈组装设备 |
| CN115744279A (zh) * | 2022-11-24 | 2023-03-07 | 北京天玛智控科技股份有限公司 | 薄片零件上料装置 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2426279A1 (en) * | 1991-10-18 | 1993-04-19 | United States Surgical Corporation | Self contained gas powered surgical apparatus |
| CN204917209U (zh) * | 2015-06-08 | 2015-12-30 | 广州惠伟智能科技有限公司 | 自动上料机械手 |
| CN207573476U (zh) * | 2017-12-18 | 2018-07-03 | 东莞市艾科迅机器人技术有限公司 | 一种手机摄像头模组自动组装机 |
| CN209281054U (zh) * | 2019-01-23 | 2019-08-20 | 惠州市德赛自动化技术有限公司 | 一种应用于摄像头的多镜片组装装置 |
| CN110328149A (zh) * | 2019-07-31 | 2019-10-15 | 汪成林 | 一种手机镜片外观缺陷自动检测设备 |
| CN110369334A (zh) * | 2019-08-06 | 2019-10-25 | 深圳市新晨芯科技有限公司 | 手机镜头拍照检测装置 |
| CN210236236U (zh) * | 2019-05-20 | 2020-04-03 | 江苏光腾光学有限公司 | 光学镜头测试自动换盘设备 |
| CN214264568U (zh) * | 2020-04-24 | 2021-09-24 | 杭州卓盈智能装备有限公司 | 一种镜头组装设备 |
-
2020
- 2020-04-24 CN CN202010331167.1A patent/CN111482781A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2426279A1 (en) * | 1991-10-18 | 1993-04-19 | United States Surgical Corporation | Self contained gas powered surgical apparatus |
| CN204917209U (zh) * | 2015-06-08 | 2015-12-30 | 广州惠伟智能科技有限公司 | 自动上料机械手 |
| CN207573476U (zh) * | 2017-12-18 | 2018-07-03 | 东莞市艾科迅机器人技术有限公司 | 一种手机摄像头模组自动组装机 |
| CN209281054U (zh) * | 2019-01-23 | 2019-08-20 | 惠州市德赛自动化技术有限公司 | 一种应用于摄像头的多镜片组装装置 |
| CN210236236U (zh) * | 2019-05-20 | 2020-04-03 | 江苏光腾光学有限公司 | 光学镜头测试自动换盘设备 |
| CN110328149A (zh) * | 2019-07-31 | 2019-10-15 | 汪成林 | 一种手机镜片外观缺陷自动检测设备 |
| CN110369334A (zh) * | 2019-08-06 | 2019-10-25 | 深圳市新晨芯科技有限公司 | 手机镜头拍照检测装置 |
| CN214264568U (zh) * | 2020-04-24 | 2021-09-24 | 杭州卓盈智能装备有限公司 | 一种镜头组装设备 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114019642A (zh) * | 2021-11-23 | 2022-02-08 | 江苏朗迅工业智能装备有限公司 | Rc组装设备 |
| CN114267534A (zh) * | 2021-12-06 | 2022-04-01 | 江苏朗迅工业智能装备有限公司 | 线圈组装设备 |
| CN115744279A (zh) * | 2022-11-24 | 2023-03-07 | 北京天玛智控科技股份有限公司 | 薄片零件上料装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111618547A (zh) | 一种镜头组装设备的定位组装方法 | |
| CN111482781A (zh) | 一种镜头组装设备 | |
| CN111761602A (zh) | 端拾器、灯条组装装置及组装方法 | |
| CN111498487A (zh) | 一种屏下摄像头贴合组装设备 | |
| CN210253172U (zh) | 一种视觉检测自动化系统 | |
| CN110336933B (zh) | 一种感光芯片镜头组装设备及组装方法 | |
| CN109158337B (zh) | 镜头缺陷自动化检测设备 | |
| CN113333305B (zh) | 基于视觉检测系统的检测设备及使用方法 | |
| CN218067676U (zh) | 锂电池密封钉焊接质量检测装置 | |
| CN210171833U (zh) | 一种lcd屏全自动点胶设备 | |
| CN211014913U (zh) | 一种液晶面板检测装置 | |
| CN115963062A (zh) | 半导体载板缺陷检测及标识系统 | |
| CN213827811U (zh) | 一种自动化镜头定位组装机构 | |
| CN113804701B (zh) | 一种视觉检测装置 | |
| CN218014213U (zh) | 一种sip模块缺陷异常检测设备 | |
| CN211387541U (zh) | 一种用于叠层组装的自动化设备 | |
| CN214264568U (zh) | 一种镜头组装设备 | |
| CN115172206A (zh) | 一种晶圆生产设备及方法 | |
| CN219620288U (zh) | 上下料机构及产品双面检测装置 | |
| CN219859420U (zh) | 上下料装置 | |
| CN112548511A (zh) | 一种用于叠层组装的自动化设备 | |
| CN215542830U (zh) | 柔性屏双面3d检测设备 | |
| CN209877896U (zh) | 一种瓶盖检测设备 | |
| CN113084913A (zh) | 载板收板机 | |
| CN113414122A (zh) | 柔性屏双面3d检测设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |