CN111389752A - 自动检测包装一体机 - Google Patents
自动检测包装一体机 Download PDFInfo
- Publication number
- CN111389752A CN111389752A CN202010318194.5A CN202010318194A CN111389752A CN 111389752 A CN111389752 A CN 111389752A CN 202010318194 A CN202010318194 A CN 202010318194A CN 111389752 A CN111389752 A CN 111389752A
- Authority
- CN
- China
- Prior art keywords
- plate
- rotating
- lifting
- packaging
- rotary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 20
- 238000001514 detection method Methods 0.000 claims abstract description 76
- 239000000463 material Substances 0.000 claims abstract description 64
- 230000007246 mechanism Effects 0.000 claims description 94
- 230000033001 locomotion Effects 0.000 claims description 45
- 239000000872 buffer Substances 0.000 claims description 12
- 239000005022 packaging material Substances 0.000 claims description 11
- 238000007599 discharging Methods 0.000 claims description 9
- 239000002699 waste material Substances 0.000 claims description 6
- 238000007689 inspection Methods 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 abstract description 15
- 238000012856 packing Methods 0.000 abstract description 15
- 230000008901 benefit Effects 0.000 abstract description 5
- 230000003028 elevating effect Effects 0.000 description 7
- 230000008859 change Effects 0.000 description 5
- 238000009434 installation Methods 0.000 description 5
- 230000001788 irregular Effects 0.000 description 5
- 238000000034 method Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- 230000005540 biological transmission Effects 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- 230000009286 beneficial effect Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000006467 substitution reaction Methods 0.000 description 2
- 230000003139 buffering effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000004134 energy conservation Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000005236 sound signal Effects 0.000 description 1
- -1 spring damper Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/04—Sorting according to size
- B07C5/10—Sorting according to size measured by light-responsive means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/02—Measures preceding sorting, e.g. arranging articles in a stream orientating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/361—Processing or control devices therefor, e.g. escort memory
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
- B07C5/361—Processing or control devices therefor, e.g. escort memory
- B07C5/362—Separating or distributor mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/10—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/10—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of articles or materials to be packaged
- B65B57/14—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of articles or materials to be packaged and operating to control, or stop, the feed of articles or material to be packaged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C2501/00—Sorting according to a characteristic or feature of the articles or material to be sorted
- B07C2501/0063—Using robots
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Specific Conveyance Elements (AREA)
Abstract
本公开提供了一种自动检测包装一体机,包括机架,机架上设置有升降旋转工作台、沿升降旋转工作台圆周方向依次排布的上下料工位、自动检测装置和取放料机械手及与取放料机械手相配合的收料摆盘装置和废料收集盒,升降旋转工作台沿其圆周方向设置有用于安置产品治具的第一托架,升降旋转工作台能够驱动产品治具升降和旋转以使产品治具依次与上下料工位、自动检测装置和取放料机械手相对应配合。本公开实现了产品的自动检测和包装,有效地节省了人力和时间,减小了设备整体的体积,结构紧凑、稳定,稳定性和可靠性高,提高了生产效率及产品的质量和良率,降低了生产成本。
Description
技术领域
本公开涉及检测和包装设备,尤其涉及一种自动检测包装一体机。
背景技术
随着社会的不断进步和科技的快速发展,市场对许多产品的需求量越来越大,要求也越来越高,因此既要保证产品质量,又要提高生产效率,才能满足市场的需求。在CNC加工件、冲压件、注塑件等产品加工完成后,通常都需要先对产品进行相应的检测,检测产品的外形、高度尺寸等是否合格,特别是加工精度高、装配精度高的产品,然后再将产品进行相应的包装处理。但是,传统的依靠人工检测和包装的方式,占用较多的人力,耗费时间长,劳动强度大,操作不便,不利于生产管控,检测精度差,尤其是产品较小、形状不规则或结构比较复杂时,容易产生误检、漏检、污染产品、漏放等,从而影响产品的整体质量和良率,生产效率低,生产成本高,降低了产品的竞争力。
发明内容
本公开针对上述现有产品检测和包装存在的问题,提出一种自动检测包装一体机。
为了解决上述技术问题中的至少一个,本公开提出如下技术方案:
自动检测包装一体机,包括机架,机架上设置有升降旋转工作台、沿升降旋转工作台圆周方向依次排布的上下料工位、自动检测装置和取放料机械手及与取放料机械手相配合的收料摆盘装置和废料收集盒,升降旋转工作台沿其圆周方向设置有用于安置产品治具的第一托架,升降旋转工作台能够驱动产品治具升降和旋转以使产品治具依次与上下料工位、自动检测装置和取放料机械手相对应配合,自动检测装置能够对产品治具上的产品自动进行检测,取放料机械手能够根据检测结果将产品放入收料摆盘装置中或废料收集盒中。
在一些实施方式中,自动检测装置包括激光检测装置及至少一个相机检测装置。
在一些实施方式中,激光检测装置包括激光扫描器及驱动激光扫描器沿水平横向和纵向移动的第一直线运动机构和第二直线运动机构,相机检测装置包括第一相机及驱动第一相机沿水平横向和纵向移动的第三直线运动机构和第四直线运动机构。
在一些实施方式中,取放料机械手的前端设置有取料组件。
在一些实施方式中,取料组件包括第一支座,第一支座上设置有夹料机构及驱动夹料机构上下运动的第二升降机构。
在一些实施方式中,收料摆盘装置包括用于放置包装料盘的上安装板和下安装板,上安装板位于下安装板的上方,上安装板和下安装板分别由第五直线运动机构驱动,两个第五直线运动机构并排设置,两个第五直线运动机构能够驱动上安装板和下安装板分别与产品放置工位和包装料盘更换工位相对应。
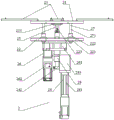
在一些实施方式中,升降旋转工作台包括同轴设置的旋转上板和旋转下板,旋转上板与旋转下板之间通过沿竖直方向设置的第一导向机构连接,若干第一托架沿所述旋转上板的圆周方向均布,旋转下板由第一驱动机构驱动进行旋转且通过第一导向机构带动旋转上板同步旋转,旋转上板由第一升降机构通过沿竖直方向设置的第一连接轴推动进行升降且第一导向机构沿竖直方向与旋转下板相对滑动。
在一些实施方式中,第一导向机构包括若干沿竖直方向设置的第一导向轴,第一导向轴的上端与旋转上板固定连接,旋转下板上设置有与第一导向轴相配合的第一导向通孔。
在一些实施方式中,第一驱动机构包括与旋转下板连接的中空旋转平台及驱动中空旋转平台转动的第一电机。
在一些实施方式中,旋转下板上设置有若干与旋转上板相配合的第一缓冲器。
本公开的有益效果是:在使用过程中,在上下料工位将装满产品的产品治具安置在升降旋转工作台的第一托架上,然后升降旋转工作台通过升降和旋转,使产品治具依次分别与自动检测装置和取放料机械手相对应配合,自动检测装置对产品治具上的产品自动进行精确、全面地检测,检测产品的外形、高度尺寸等是否合格,根据自动检测装置的检测结果,取放料机械手再将合格产品放入收料摆盘装置上的包装料盘中,并将不合格的产品放入废料收集盒中,空的产品治具在上下料工位进行更换,从而实现产品的自动检测和包装,操作简单、方便,检测精度高、速度快,不易产生误检、漏检、污染产品、漏放等,劳动强度低,有效地节省了人力和时间,而且升降旋转工作台升降后再进行旋转,使其旋转平面与作业平面不在同一平面,从而升降旋转工作台旋转过程中不会与与其周围的其他装置产生碰撞等,更加充分地利用空间,减小了设备整体的体积,结构紧凑、稳定,稳定性和可靠性高,便于生产管控,尤其是产品较小、形状不规则或结构比较复杂的情况,提高了生产效率及产品的质量和良率,降低了生产成本,增强了产品的竞争力。
另外,在本公开技术方案中,凡未作特别说明的,均可通过采用本领域中的常规手段来实现本技术方案。
附图说明
为了更清楚地说明本公开具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本公开的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本公开一种实施例提供的自动检测包装一体机去除防护罩的立体图。
图2为本公开一种实施例提供的自动检测包装一体机的立体图。
图3为本公开一种实施例提供的升降旋转工作台的立体图。
图4为本公开一种实施例提供的升降旋转工作台的结构示意图。
图5为本公开一种实施例提供的旋转下板的立体图。
图6为本公开一种实施例提供的旋转上板及第一托架的立体图。
图7为本公开一种实施例提供的激光检测装置的立体图。
图8为本公开一种实施例提供的相机检测装置的立体图。
图9为本公开一种实施例提供的收料摆盘装置的立体图。
图10为本公开一种实施例提供的取料组件的立体图。
附图中标号说明,机架1,工作底板11,带调整块脚轮12,防护罩13,安全光栅14,升降旋转工作台2,旋转上板21,第一轴承211,第一盖板212,轴承盖213,旋转下板22,第一导向通孔221,第一导向套222,第一缓冲器223,第一避让通孔224,第二支架225,第一托架23,定位柱231,避让孔232,第一升降机构24,第一电缸241,第一连接板242,固定架243,第一连接轴25,第一驱动机构26,中空旋转平台261,第一电机262,第一导向机构27,第一导向轴271,第一轴套28,自动检测装置3,激光检测装置31,激光扫描器311,第一直线运动机构312,第二直线运动机构313,相机检测装置32,第一相机321,第三直线运动机构322,第四直线运动机构323,取放料机械手4,收料摆盘装置5,上安装板51,下安装板52,第五直线运动机构53,废料收集盒6,产品治具7,取料组件8,第一支座81,夹料机构82,气动夹爪821,撑板822,防呆块823,第二升降机构83,第一支架9。
具体实施方式
为了使本公开的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本公开进行进一步详细说明。应当理解,此处所描述的具体实施例是本公开一部分实施例,而不是全部的实施例,仅用以解释本公开,并不用于限定本公开。基于本公开中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本公开保护的范围。
在本公开的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”、“两端”、“两侧”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本公开和简化描述,而不是指示或暗示所指的元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本公开的限制。此外,术语“第一”、“第二”、“上级”、“下级”、“主要”、“次级”等仅用于描述目的,可以简单地用于更清楚地区分不同的组件,而不能理解为指示或暗示相对重要性。
在本公开的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本公开中的具体含义。
图1为本公开实施例提供的自动检测包装一体机去除防护罩的立体图,图2为本公开实施例提供的自动检测包装一体机的立体图,图3为本公开实施例提供的升降旋转工作台的立体图,图4为本公开实施例提供的升降旋转工作台的结构示意图,图5为本公开实施例提供的旋转下板的立体图,图6为本公开实施例提供的旋转上板及第一托架的立体图,图7为本公开实施例提供的激光检测装置的立体图,图8为本公开实施例提供的相机检测装置的立体图,图9为本公开实施例提供的收料摆盘装置的立体图,图10为本公开实施例提供的取料组件的立体图。
实施例:
如图1~10所示,自动检测包装一体机,主要用于CNC加工件、冲压件、注塑件等产品的检测和包装,包括机架1,机架1上的顶部通常设置有工作底板11,机架1的工作底板11上设置有升降旋转工作台2、沿升降旋转工作台2圆周方向依次排布的上下料工位、自动检测装置3和取放料机械手4及与取放料机械手4相配合的收料摆盘装置5和废料收集盒6,升降旋转工作台2沿其圆周方向设置有用于安置产品治具7的第一托架23,根据具体的情况,第一托架23可以是一个、两个或者多个,上下料工位用于在第一托架23上安置和更换产品治具7,产品治具7上通常均布有多个安置产品的定位槽。
自动检测装置3包括激光检测装置31及至少一个相机检测装置32,相机检测装置32的数量根据具体的情况而定,升降旋转工作台2通过升降和旋转能够驱动产品治具7依次分别于激光检测装置31和相机检测装置32相对应配合,激光检测装置31和相机检测装置32能够对产品治具7上的产品的外形、高度尺寸等进行精确、全面地检测,即使产品较小、形状不规则或结构比较复杂时,也能够精确、全面地检测,检测精度高,稳定性和可靠性高。
激光检测装置31包括激光扫描器311及驱动激光扫描器311沿水平横向和纵向移动的第一直线运动机构312和第二直线运动机构313,相机检测装置32包括第一相机321及驱动第一相机321沿水平横向和纵向移动的第三直线运动机构322和第四直线运动机构323,水平横向和纵向即水平方向上两个相互垂直的方向,激光扫描器311和第一相机321的数量和位置排布根据具体的情况而定,第一直线运动机构312驱动激光扫描器311直线运动,第二直线运动机构313驱动第一直线运动机构312和激光扫描器311整体直线运动,第三直线运动机构322驱动第一相机321直线运动,第四直线运动机构323驱动第三直线运动机构322和第一相机321整体直线运动,从而能够对产品进行更加精确、全面地检测。
第一直线运动机构312、第二直线运动机构313、第三直线运动机构322和第四直线运动机构323可以采用气缸、油缸、电缸、直线模组等方式,通常可以采用直线模组的方式,运动精度高、平稳,控制方便。激光扫描器311也可以是3D扫描仪、三维扫描仪、三维智能传感器、光纤位移传感器等,激光检测装置31通过激光扫描等处理能够对形状不规则或结构复杂的产品更加精确、全面的检测。第一相机321通常采用体积小、重量轻、不受磁场影响、抗震动和撞击性好的CCD相机。
激光扫描器311和第一相机321通常分别通过支架与第一直线运动机构312和第三直线运动机构322连接,相应的支架上可以分别设置与激光扫描器311和第一相机321相配合且沿竖直方向设置的滑台,比如十字滑台或三轴滑台等,通过滑台能够便于调节激光扫描器311和第一相机321的高度位置,从而能够更好地检测产品。相应的支架上还可以分别设置有与激光扫描器311和第一相机321相对应配合的光源,比如同轴光源、环形光源、背光源等,通过光源能够提供更好的检测环境,检测精度更高。
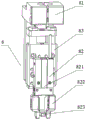
取放料机械手4可以是六轴机械手、摆臂机械手等取放料机械手4的前端设置有取料组件8,根据不同的产品,取料组件8可以采用真空吸取的方式、夹取的方式等。对于大致为环形的产品,取料组件8包括第一支座81,第一支座81上设置有夹料机构82及驱动夹料机构82上下运动的第二升降机构83,第二升降机构83推动夹料机构82上下运动以便夹取和放置相应的产品。第二升降机构83可以采用气缸、油缸、电缸、直线模组等方式,通常采用气缸的方式,结构简单、紧凑,安装、维护方便,安全、环保等。
夹料机构82包括气动夹爪821,气动夹爪821与第二升降机构83连接,气动夹爪821的两个夹爪上分别连接有撑板822,两个撑板822能够插入环形产品的内孔,气动夹爪821通过推动两个撑板822沿水平方向运动以使两个撑板822撑紧产品或者松开产品,从而夹取和放置相应的产品。气动夹爪821又名气动手指或气动夹指,是利用压缩空气作为动力,用来夹取或抓取工件的执行装置,它可以有效地提高生产效率及工作的安全性,采用气动手指,不仅结构简单,而且夹持效果好。此外,对于一些形状不规则、不对称的产品,产品在收料摆盘装置5中需要按照一定的方向进行摆放,第二升降机构83还可以设置有与夹料机构82相配合的防呆块823,防呆块823能够保证按照一定的方向放置产品,防止产品方向放反,更加安全、可靠。
收料摆盘装置5包括用于放置包装料盘的上安装板51和下安装板52,包装料盘上通常均布有多个用于放置产品的型腔,上安装板51位于下安装板52的上方,上安装板51和下安装板52分别由第五直线运动机构53驱动,两个第五直线运动机构53并排设置,两个第五直线运动机构53能够驱动上安装板51和下安装板52分别与产品放置工位和包装料盘更换工位相对应,上安装板51的移动与下安装板52的移动互不干扰。在使用过程中,上安装板51上的包装料盘在与产品放置工位进行产品放置时,第五直线移动机构能够驱动下安装板52移动到包装料盘更换工位进行包装料盘的更换,下安装板52上的包装料盘在与产品放置工位进行产品放置时,第五直线移动机构同样能够驱动上安装板51移动到包装料盘更换工位进行包装料盘的更换,从而产品的放置与包装料盘的更换互不干扰,操作更加方便,效率更高。
上安装板51上和安装板上设置有若干用于定位包装料盘的定位块,通常四个方向的定位块围成用于定位放置包装料盘的区间,结构简单,操作方便,稳定性好。第五直线运动机构53可以采用气缸、油缸、电缸、丝杆驱动机构、直线模组等方式,通常采用气缸的形式,尤其是无杆气缸或带导杆型的无杆气缸,结构更加简单、紧凑,运动更加平稳,安装、维护更加方便,更加节省安装空间,更加安全、环保等。此外,还可以分别设置与上安装板51和下安装板52直线运动相配合的导向机构,比如直线轴承导杆、直线滑轨等。
升降旋转工作台2包括同轴设置的旋转上板21和旋转下板22,旋转上板21与旋转下板22之间通过沿竖直方向设置的第一导向机构27连接,第一导向机构27通常与旋转上板21固定连接,第一导向机构27与旋转下板22滑动连接,若干第一托架23沿所述旋转上板21的圆周方向均布,第一托架23的数量根据具体的需求可以是一个、两个或者多个,旋转下板22由第一驱动机构26驱动进行旋转,旋转下板22通过第一导向机构27带动旋转上板21同步旋转,旋转上板21由第一升降机构24通过沿竖直方向设置的第一连接轴25推动进行升降且第一导向机构27沿竖直方向与旋转下板22相对滑动,第一驱动机构26驱动安装在机架1的工作底板11上,第一导向机构27位于工作底板11的下方。在使用时,装满产品的产品治具7安置在第一托架23上后,第一升降机构24通过第一连接轴25推动旋转上板21升起,且第一导向机构27沿竖直方向与旋转下板22相对滑动,然后第一驱动机构26驱动旋转下板22旋转,且旋转下板22通过第一导向机构27带动旋转上板21同步旋转,旋转到第一托架23上的产品治具7与上下料工位、激光检测装置31、相机检测装置32、取放料机械手4等对应时,第一升降机构24再通过第一连接轴25带动旋转上板21下降到合适的位置以便于对产品治具7的产品进行相应的处理,通过第一驱动机构26和第一升降机构24能够实现旋转上板21的升降和旋转,从而旋转上板21的旋转平面与作业平面不在同一平面,旋转上板21能够自由、安全地旋转,不会与其周围的其他装置产生碰撞等,更加充分地利用空间,减小了设备整体的体积,结构简单、紧凑,安装、调节等操作方便,运动稳定、可靠,从而能够提高设备整体的加工精度和加工质量,实用性强,提高了设备的应用和发展。
第一托架23上设置有用于与产品治具7相配合的定位柱231和避让孔232,通过定位柱231和避让孔232便于更加精确、稳定、可靠地安置相应的产品治具7,操作简单、方便。
第一导向机构27包括若干沿竖直方向设置的第一导向轴271,第一导向轴271的上端与旋转上板21固定连接,旋转下板22上设置有与第一导向轴271相配合的第一导向通孔221,由第一升降机构24通过第一连接轴25推动旋转上板21进行升降时,第一导向轴271沿旋转下板22上的第一导向通孔221同步进行上下滑动,结构简单,运动平稳、精度高。进一步地,第一导向通孔221中设置有与第一导向轴271相配合的第一导向套222,比如轴套、无油轴套、直线轴承等,这样运动更加平稳、精度更高。
第一导向轴271通常为多个,多个第一导向轴271沿旋转上板21的圆周方向排布,从而旋转上板21的升降运动更加稳定,旋转上板21与旋转下板22整体结构更加稳定,便于旋转上板21更好地随旋转上板21同步转动。
旋转下板22上设置有若干与旋转上板21相配合的第一缓冲器223,第一缓冲器223通过第二支架225安装在旋转下板22上,第一缓冲器223的数量和位置根据旋转上板21的大小、形状等具体情况而定,第一缓冲器223可以采用弹性缓冲块、油压缓冲器、弹簧缓冲器、聚氨酯缓冲器等,通常采用具有减少震动及噪音等优点的油压缓冲器,第一缓冲器223能够对旋转上板21进行缓冲保护,从而更加稳定、可靠,提高了该工作台的使用寿命。
第一升降机构24可以采用气缸、油缸、电缸、直线模组等方式。第一升降机构24采用沿竖直方向设置的第一电缸241,第一电缸241通过第一连接板242与第一连接轴25的下端连接,第一电缸241通常通过固定架243安装在相应的加工设备的机架1的工作底板11上,电缸通过将伺服电机与丝杠一体化,能够实现高精度直线,操作维护简单,安装配置非常灵活,具有噪音低、节能、干净、高刚性、抗冲击力、超长寿命等优点。
第一驱动机构26包括与旋转下板22连接的中空旋转平台261及驱动中空旋转平台261转动的第一电机262,中空旋转平台261的转盘为中空结构,空旋转平台的转盘由一套精密交叉滚子轴承支撑以使转盘能够承受径向、轴向、倾覆等各种力矩,第一电机262连接在转盘侧边,第一电机262可以是伺服电机、步进电机等,交叉滚子轴承的外圈与旋转下板22连接,第一电机262通过齿轮传动等驱动交叉滚子轴承的外圈转动,从而驱动旋转下板22旋转,效率高、精度高、刚性高、承载稳定等。
为了便于旋转上板21的升降和旋转等,第一连接轴25从中空旋转平台261的中心孔穿过且与中空旋转平台261的中心孔同轴心,即第一连接轴25与中空旋转平台261的中心孔、旋转上板21和旋转下板22都同轴心,旋转下板22中心设置有与所述第一连接轴25相配合的第一避让通孔224,第一连接轴25的上端通常与旋转上板21轴向固定且圆周方向相对转动,结构更加紧凑、稳定。为了便于第一连接轴25的上端与旋转上板21圆周方向相对转动,旋转上板21上设置有与第一连接轴25相配合的第一轴承211及固定第一轴承211的轴承盖213,第一连接轴25的顶部还设置有与第一轴承211相配合的第一盖板212,第一盖板212能够使第一连接轴25与旋转上板21轴向固定,结构简单,操作方便。
中空旋转平台261的中心孔与第一连接轴25之间还设置有第一轴套28,旋转上板21升降时,第一连接轴25沿第一轴套28同步上下滑动,中空旋转平台261和第一轴套28通常安装在机架1的工作底板11上,通过第一轴套28便于第一连接轴25更好地与中空旋转平台261的中心孔相配合,而且也能够减小第一连接轴25的直径和重量,节省材料、成本等。
机架1的工作底板11上还可以设置放置产品治具7的第一支架9,上下料工位、激光检测装置31、相机检测装置32和取放料机械手4处分别设置有第一支架9,升降旋转工作台2旋转到分别与上下料工位、激光检测装置31、相机检测装置32和取放料机械手4相对应的位置时,升降旋转工作台2驱动产品治具7向下运动,第一托架23上的产品治具7能够自动放置到第一支架9上,更加稳定、可靠。
机架1的底部可以设置有带调整块脚轮12,通常在机架1底部的四个端角处分别设置带调整块脚轮12,通过带调整块脚轮12便于对设备整体移动和调平,操作方便,提高了设备的灵活性和稳定性。机架1上还设置有防护罩13,升降旋转工作台2、自动检测装置3、取放料机械手4、取放料机械手4、收料摆盘装置5、废料收集盒6等都位于防护罩13内,从而更加安全、可靠。防护罩13上还可以设置多层警示灯,多层警示灯也称多层信号灯、指示灯、工业信号灯或者塔灯,它通常用于工业生产设备和传输控制作业,主要是将设备状态或者传输状态以视觉和声音信号传递给机器操作人员、技术员、生产管理员和工厂人员,通过设置多层警示灯,提高了设备的安全性。上下料工位的两侧还可以设置安全光栅14,这样能够防止产品治具7更换时发生误操作,收料摆盘装置5的包装料盘更换工位也可以设置安全光栅14,从而更加安全、可靠。
在使用过程中,在上下料工位将装满产品的产品治具7安置在升降旋转工作台2的第一托架23上,然后升降旋转工作台2通过升降和旋转,使产品治具7依次分别与激光检测装置31、相机检测装置32和取放料机械手4相对应配合,激光检测装置31和相机检测装置32能够对产品治具7上的产品自动进行精确、全面地检测,检测产品的外形、高度尺寸等是否合格,根据自动检测装置3的检测结果,取放料机械手4通过取料组件8再将合格产品放入收料摆盘装置5上的包装料盘中,并将不合格的产品放入废料收集盒6中,空的产品治具7在上下料工位进行更换,此过程循环进行,从而实现产品的自动检测和包装。
与现有技术相比,本公开的优点有:通过激光检测装置31和相机检测装置32能够对产品自动进行精确、全面地检测,通过取放料机械手4、取料组件8、收料摆盘装置5和废料收集盒6能够对检测后的产品自动分类包装收集,实现了产品的自动检测和包装,操作简单、方便,检测精度高、速度快,不易产生误检、漏检、污染产品、漏放等,劳动强度低,有效地节省了人力和时间,而且升降旋转工作台2升降后再进行旋转,使其旋转平面与作业平面不在同一平面,从而升降旋转工作台2旋转过程中不会与与其周围的其他装置产生碰撞等,更加充分地利用空间,减小了设备整体的体积,结构紧凑、稳定,稳定性和可靠性高,便于生产管控,尤其是产品较小、形状不规则或结构比较复杂的情况,提高了生产效率及产品的质量和良率,降低了生产成本,增强了产品的竞争力。此外,在上下料工位,还可以配备合适的机械手等以便实现产品治具7的自动上下料,生产效率更高。
以上所述的仅是本公开的一些实施方式,仅用以说明本公开的技术方案,而非对其限制,应当理解的是,对本领域的普通技术人员来说,在不脱离本公开创造构思的前提下,还可以根据上述说明加以改进或替换,而所有这些改进和替换都应属于本公开所附权利要求的保护范围。在这种情况下,所有细节都可以用等效元素代替,材料、形状和尺寸也可以是任意的。
Claims (10)
1.自动检测包装一体机,其特征在于,包括机架(1),所述机架(1)上设置有升降旋转工作台(2)、沿所述升降旋转工作台(2)圆周方向依次排布的上下料工位、自动检测装置(3)和取放料机械手(4)及与所述取放料机械手(4)相配合的收料摆盘装置(5)和废料收集盒(6),所述升降旋转工作台(2)沿其圆周方向设置有用于安置产品治具(7)的第一托架(23),所述升降旋转工作台(2)能够驱动所述产品治具(7)升降和旋转以使所述产品治具(7)依次与上下料工位、所述自动检测装置(3)和所述取放料机械手(4)相对应配合,所述自动检测装置(3)能够对所述产品治具(7)上的产品自动进行检测,所述取放料机械手(4)能够根据检测结果将产品放入所述收料摆盘装置(5)中或所述废料收集盒(6)中。
2.根据权利要求1所述的自动检测包装一体机,其特征在于,所述自动检测装置(3)包括激光检测装置(31)及至少一个相机检测装置(32)。
3.根据权利要求2所述的自动检测包装一体机,其特征在于,所述激光检测装置(31)包括激光扫描器(311)及驱动所述激光扫描器(311)沿水平横向和纵向移动的第一直线运动机构(312)和第二直线运动机构(313),所述相机检测装置(32)包括第一相机(321)及驱动所述第一相机(321)沿水平横向和纵向移动的第三直线运动机构(322)和第四直线运动机构(323)。
4.根据权利要求1所述的自动检测包装一体机,其特征在于,所述取放料机械手(4)的前端设置有取料组件(8)。
5.根据权利要求4所述的自动检测包装一体机,其特征在于,所述取料组件(8)包括第一支座(81),所述第一支座(81)上设置有夹料机构(82)及驱动所述夹料机构(82)上下运动的第二升降机构(83)。
6.根据权利要求1所述的自动检测包装一体机,其特征在于,所述收料摆盘装置(5)包括用于放置包装料盘的上安装板(51)和下安装板(52),所述上安装板(51)位于所述下安装板(52)的上方,所述上安装板(51)和所述下安装板(52)分别由第五直线运动机构(53)驱动,两个所述第五直线运动机构(53)并排设置,两个所述第五直线运动机构(53)能够驱动所述上安装板(51)和所述下安装板(52)分别与产品放置工位和包装料盘更换工位相对应。
7.根据权利要求1至6中任一权利要求所述的自动检测包装一体机,其特征在于,所述升降旋转工作台(2)包括同轴设置的旋转上板(21)和旋转下板(22),所述旋转上板(21)与所述旋转下板(22)之间通过沿竖直方向设置的第一导向机构(27)连接,若干所述第一托架(23)沿所述旋转上板(21)的圆周方向均布,所述旋转下板(22)由第一驱动机构(26)驱动进行旋转且通过所述第一导向机构(27)带动所述旋转上板(21)同步旋转,所述旋转上板(21)由第一升降机构(24)通过沿竖直方向设置的第一连接轴(25)推动进行升降且所述第一导向机构(27)沿竖直方向与所述旋转下板(22)相对滑动。
8.根据权利要求7所述的自动检测包装一体机,其特征在于,所述第一导向机构(27)包括若干沿竖直方向设置的第一导向轴(271),所述第一导向轴(271)的上端与所述旋转上板(21)固定连接,所述旋转下板(22)上设置有与所述第一导向轴(271)相配合的第一导向通孔(221)。
9.根据权利要求7所述的自动检测包装一体机,其特征在于,所述第一驱动机构(26)包括与所述旋转下板(22)连接的中空旋转平台(261)及驱动所述中空旋转平台(261)转动的第一电机(262)。
10.根据权利要求7所述的自动检测包装一体机,其特征在于,所述旋转下板(2)上设置有若干与所述旋转上板(1)相配合的第一缓冲器(23)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010318194.5A CN111389752A (zh) | 2020-04-21 | 2020-04-21 | 自动检测包装一体机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010318194.5A CN111389752A (zh) | 2020-04-21 | 2020-04-21 | 自动检测包装一体机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111389752A true CN111389752A (zh) | 2020-07-10 |
Family
ID=71417010
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010318194.5A Pending CN111389752A (zh) | 2020-04-21 | 2020-04-21 | 自动检测包装一体机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111389752A (zh) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111964592A (zh) * | 2020-08-28 | 2020-11-20 | 苏州天准科技股份有限公司 | 检测设备及电子产品零部件检测系统 |
| CN112098414A (zh) * | 2020-08-03 | 2020-12-18 | 东莞领杰金属精密制造科技有限公司 | 多方位外观检测设备 |
| CN112429336A (zh) * | 2020-11-10 | 2021-03-02 | 苏州领裕电子科技有限公司 | 平面度检测包装装置 |
| CN113044549A (zh) * | 2021-02-01 | 2021-06-29 | 苏州领裕电子科技有限公司 | 一种全检包装一体机 |
| CN113305022A (zh) * | 2021-05-19 | 2021-08-27 | 福益柯汽车系统(上海)有限公司 | 一种产品长短脚的高效准确型测试工装 |
| CN113532282A (zh) * | 2021-06-17 | 2021-10-22 | 深圳市骏创科技有限公司 | 一种自动化检测、包装集成式生产设备 |
| CN114939548A (zh) * | 2022-05-16 | 2022-08-26 | 歌尔股份有限公司 | 自动分选机构 |
| CN115055962A (zh) * | 2022-07-04 | 2022-09-16 | 新昌县精艺轴承有限公司 | 一种保持架自动装配机 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6453773B1 (en) * | 1999-06-02 | 2002-09-24 | Ebara Corporation | Elevation and index apparatus of water hydraulic driven type |
| CN204953360U (zh) * | 2015-06-03 | 2016-01-13 | 周众 | 活塞综检分拣仪 |
| CN208643337U (zh) * | 2018-06-15 | 2019-03-26 | 深圳市领略数控设备有限公司 | 一种转盘式自动检测机 |
| CN110609035A (zh) * | 2019-10-28 | 2019-12-24 | 东莞盛翔精密金属有限公司 | 一种自动检测设备 |
| CN212370612U (zh) * | 2020-04-21 | 2021-01-19 | 苏州领裕电子科技有限公司 | 自动检测包装一体机 |
-
2020
- 2020-04-21 CN CN202010318194.5A patent/CN111389752A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6453773B1 (en) * | 1999-06-02 | 2002-09-24 | Ebara Corporation | Elevation and index apparatus of water hydraulic driven type |
| CN204953360U (zh) * | 2015-06-03 | 2016-01-13 | 周众 | 活塞综检分拣仪 |
| CN208643337U (zh) * | 2018-06-15 | 2019-03-26 | 深圳市领略数控设备有限公司 | 一种转盘式自动检测机 |
| CN110609035A (zh) * | 2019-10-28 | 2019-12-24 | 东莞盛翔精密金属有限公司 | 一种自动检测设备 |
| CN212370612U (zh) * | 2020-04-21 | 2021-01-19 | 苏州领裕电子科技有限公司 | 自动检测包装一体机 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112098414A (zh) * | 2020-08-03 | 2020-12-18 | 东莞领杰金属精密制造科技有限公司 | 多方位外观检测设备 |
| CN111964592A (zh) * | 2020-08-28 | 2020-11-20 | 苏州天准科技股份有限公司 | 检测设备及电子产品零部件检测系统 |
| CN112429336A (zh) * | 2020-11-10 | 2021-03-02 | 苏州领裕电子科技有限公司 | 平面度检测包装装置 |
| CN113044549A (zh) * | 2021-02-01 | 2021-06-29 | 苏州领裕电子科技有限公司 | 一种全检包装一体机 |
| CN113305022A (zh) * | 2021-05-19 | 2021-08-27 | 福益柯汽车系统(上海)有限公司 | 一种产品长短脚的高效准确型测试工装 |
| CN113532282A (zh) * | 2021-06-17 | 2021-10-22 | 深圳市骏创科技有限公司 | 一种自动化检测、包装集成式生产设备 |
| CN113532282B (zh) * | 2021-06-17 | 2023-08-11 | 深圳市骏创科技有限公司 | 一种自动化检测、包装集成式生产设备 |
| CN114939548A (zh) * | 2022-05-16 | 2022-08-26 | 歌尔股份有限公司 | 自动分选机构 |
| CN114939548B (zh) * | 2022-05-16 | 2023-12-22 | 歌尔股份有限公司 | 自动分选机构 |
| CN115055962A (zh) * | 2022-07-04 | 2022-09-16 | 新昌县精艺轴承有限公司 | 一种保持架自动装配机 |
| CN115055962B (zh) * | 2022-07-04 | 2024-02-20 | 新昌县精艺轴承有限公司 | 一种保持架自动装配机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN212370612U (zh) | 自动检测包装一体机 | |
| CN111389752A (zh) | 自动检测包装一体机 | |
| CN111318477A (zh) | 多螺纹孔自动检测机 | |
| CN111532487B (zh) | 多工位检测包装设备 | |
| CN212370626U (zh) | 多螺纹孔自动检测机 | |
| CN212364117U (zh) | 多方位外观检测设备 | |
| CN111591754B (zh) | 一种轴类零件输送机器人 | |
| CN108942984A (zh) | 一种智能机器人的机械手 | |
| CN109754695B (zh) | 一种用于产品检测分拣信息化智能作业的教学设备 | |
| CN212667785U (zh) | 多工位检测包装设备 | |
| CN112098414A (zh) | 多方位外观检测设备 | |
| CN111774329A (zh) | 用于弹片的视觉检测设备 | |
| CN214642727U (zh) | 一种回转式多工位连杆专用珩磨机 | |
| CN212666088U (zh) | 自动取放料装置 | |
| CN113375630A (zh) | 一种适用于工业机器人的检测装置 | |
| CN114670406A (zh) | 一种风扇叶轮智能检测设备 | |
| CN212349532U (zh) | 用于弹片的视觉检测设备 | |
| CN211516123U (zh) | 一种机械加工用钻孔装置 | |
| CN116394047A (zh) | 一种数控机床用机械臂 | |
| CN111673031A (zh) | 一种自动化的铆接方法 | |
| CN216372094U (zh) | 一种可旋转平移升降式多功能工作台 | |
| CN216679093U (zh) | 一种齿轮轴同轴度检测装置 | |
| CN211679725U (zh) | 合纵三轴平移机 | |
| CN214776890U (zh) | 一种全检包装一体机 | |
| CN213620455U (zh) | 一种工件正反面识别分装设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |