CN111003253A - 振动式大米整形真空包装机及一种大米包装方法 - Google Patents
振动式大米整形真空包装机及一种大米包装方法 Download PDFInfo
- Publication number
- CN111003253A CN111003253A CN201911081129.9A CN201911081129A CN111003253A CN 111003253 A CN111003253 A CN 111003253A CN 201911081129 A CN201911081129 A CN 201911081129A CN 111003253 A CN111003253 A CN 111003253A
- Authority
- CN
- China
- Prior art keywords
- bag
- vacuum
- vibrating
- rice
- sealed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B31/00—Packaging articles or materials under special atmospheric or gaseous conditions; Adding propellants to aerosol containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/24—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for shaping or reshaping completed packages
Abstract
振动式大米整形真空包装机,包括机箱、盖板、热压封口装置,抽真空装置,该盖板设于该机箱竖直上方端面,所述机箱上方端面设有容置槽,所述盖板与机箱密封扣合时容置槽封闭形成密封容置腔,所述抽真空装置与该密封容置腔相连通,所述热压封口装置设置于密封容置腔内,真空袋袋口延伸至该热压封口装置内进行封口,所述密封容置腔内设有振动装置,该振动装置包括上振动托盘及振动电机,振动机构中振动电机运行带动上振动托盘持续抖动,振动驱使真空袋内大米自然平铺于上振动托盘,梳理了袋内大米,保证了真空包装后真空袋表面的平整度,该过程简洁高效,在真空包装的同时进行了大米整形,包装效果显著提高。
Description
技术领域
本发明涉及食品包装设备领域,具体涉及振动式大米整形真空包装机及一种大米包 装方法。
背景技术
大米是人类主要食品之一,大米包装不合格时会使大米容易受潮发霉,长时间与空 气接触,空气在的水分氧气等容易引起大米病变。现在大米在市面上流通过程,有商家厂商 使用真空包装来对大米进行保质处理,常规的真空包装机只是通过将大米装入真空袋,在抽 真空环境下对袋口进行热封,完成大米的真空包装,这种真空包装方式的缺陷是:大米呈颗 粒状,大量大米在散乱状态下真空封装,导致真空袋内米粒分布不均匀,呈现“大肚便便” 状态,真空袋外表面起伏不平,在收纳、运输、摆放等过程中浪费了大量空间,同等空间 下,存储量大幅度下降,无形增加了成本。
在此基础上,市面上又推出了附带整形模具的手动真空包装机,使用过程中,首先要将真空袋放入模具型腔内,装入大米直至填满型腔型腔,然后通过封盖将模具型腔封闭,封盖上设有供真空袋袋口部分伸出的槽口,再将整个模具放入真空包装机,进行抽真空、封口,包装完成后得到依据型腔形状的真空包装大米,将真空袋冲模具内拿出,完成大米真空包装。
然后这种方式进行大米真空包装,需要进行手动真空袋装入模具、封盖封闭型腔口、将袋口部分从封盖槽口伸出、将真空袋从模具中脱离等多个步骤,才能得到一个形状固定、外周面平整的真空包装大米。过多的操作步骤使得完成一袋米包装的时间变长,而且真空袋装入、脱离的模具的过程相对精细,需要操作人员花费大量精力,进一步降低了包装效率。而且不同公斤装的大米真空袋形成的体积不同,需要重新定制模具规格,加大了成本。
发明内容
本发明为了解决上述技术的不足,提供了一种能够在真空包装大米的过程中,对大 米进行整形处理,保证真空袋外周面平整,形状统一的振动式大米整形真空包装机及一种大 米包装方法。
本发明的技术方案:振动式大米整形真空包装机,包括机箱、盖板、热压封口装置,抽真空装置,该盖板设于该机箱竖直上方端面,所述机箱上方端面设有容置槽,所述盖板与机箱密封扣合时容置槽封闭形成密封容置腔,所述抽真空装置与该密封容置腔相连通, 所述热压封口装置设置于密封容置腔内,真空袋袋口延伸至该热压封口装置内进行封口,所 述密封容置腔内设有振动装置,该振动装置包括上振动托盘及振动电机,该上振动托盘成水 平设置包括竖直上方的托举端面及竖直下方的驱动端面,所述振动电机设置于驱动端面一侧 并与上振动托盘联动配合,真空袋平铺设置于托举端面,所述振动电机待抽真空装置、热压 封口装置运作完毕,密封容置腔形成负压环境后启动,驱动上振动托盘抖动驱使真空袋内颗 粒物料均匀分布,所述抽真空装置待振动电机运作完毕后再次启动,驱使密封容置腔恢复常 压。
采用上述技术方案,通过在容置槽内设置的热压封口装置及振动装置,真空袋连同 袋内大米放入密封容置腔内水平设置的上振动托盘上,操作人员可以预先将真空袋袋口部分 延伸至热压封口装置内待封口,放置完毕,盖板与机箱密封扣合,容置槽封闭形成密封容置 腔,与密封容置腔联通的抽装置装置将腔内气体抽出,形成真空负压环境。抽真空过程中, 因真空包装袋内尚存气体,导致真空包装袋内压力与密封室不平衡,真空包装袋为使袋内气 体排出,袋体呈膨胀状态,此时通过运行热压封口装置对包装袋袋口部位进行热封处理,同 时保持密封容置腔真空状态,振动机构启动。袋内颗粒物料因袋体膨胀得到运动空间,振动 机构中振动电机运行带动上振动托盘持续抖动,振动驱使真空袋内大米自然平铺于上振动托 盘,梳理了袋内大米,保证了真空包装后真空袋表面的平整度,该过程简洁高效,在真空包 装的同时进行了大米整形,包装效果显著提高。
本发明的进一步设置:所述振动装置还包括下振动盘、弹性件及升降驱动机构,所述弹性件支撑设置于上振动托盘与升降驱动机构之间,该弹性件两端分别与上振动托盘及升 降驱动机构固定连接,所述下振动盘设置于升降驱动机构竖直下方并与升降驱动机构联动配 合,该升降驱动机构驱动下振动盘、弹性件、上振动盘于密封容置腔内做升降运动,所述升 降驱动机构驱动上振动托盘托举真空袋上升至抵触盖板处与盖板形成上下挤压夹合真空袋动 作,所述抽真空装置待升降驱动机构运作完毕后再次启动,驱使密封容置腔恢复常压。
采用上述技术方案,通过设置的振动盘、弹性件及升降驱动机构,升降驱动机构驱动下振动盘、弹性件、上振动托盘于密封容置腔内做升降运动,所述升降驱动机构驱动上振动托盘托举真空袋上升至抵触盖板处位置时,托举端面上的真空袋首先与盖板接触,由于盖 板作为不动端,托举端面与盖帽表面形成上下挤压夹合真空袋动作,驱使真空袋上下两端面 受到平整,而袋内袋内大米上下受压后向四周扩散,又遭遇真空袋袋体侧面的拦截,形成一 个固定形状的封闭空间,抽真空装置待升降驱动机构运作完毕后再次启动,驱使密封容置腔 恢复常压。此时真空袋收缩紧紧裹住袋内大米,使得大米真空包装后长期保持固定形状。这 样设置后无需设置额外模具,无需增加模具装填工作,便能够得到固定形状的真空包装大 米,其过程自动,没有增加人员操作,生产效率极高,而且封装过程只要采用同一大小型号 的真空袋和同数量的大米,便能保证产品形状近似度高,同一台机器只需要更换真空袋型号 便能封装各类斤数的大米,不受模具限制,大大减少了加工成本。而设置的下振动盘及弹性 件,在上振动托盘上升至极限位置,收到盖板的阻力后,在弹性件可以通过受压弹性变形。
本发明的进一步设置:所述振动装置还包括升降驱动机构,所述升降驱动机构设置 于上振动托盘竖直下方并与上振动盘联动配合,该升降驱动机构驱动上振动托盘托举真空袋 上升至抵触盖板处与盖板形成上下夹合挤压真空袋动作,所述抽真空装置待升降驱动机构运 作完毕后再次启动,驱使密封容置腔恢复常压。
采用上述技术方案,虽然去除了下振动盘及弹性件,依然能够完成上下夹合挤压真空 袋动作。
本发明的进一步设置:所述弹性件为弹簧。
本发明的进一步设置:所述升降驱动机构包括气囊及第一电磁阀,所述气囊包括进 气口及出气口,所述出气口与抽真空装置联通,所述进气口与密封容置腔联通,所述第一电 磁阀设置于进气口与密封容置腔之间控制进气口通断。
采用上述技术方案,通过将气囊及第一电磁阀作为升降驱动机构,在需要启动升降 驱动机构上升时,首先关闭第一电磁阀,切断进气口与密封容置腔的联通,使得密封容置腔 形成气密环境,抽真空装置对气囊出气口鼓起,使得气囊体积鼓胀,驱动下振动盘、弹性 件、上振动托盘,在需要升降驱动机构下降时,抽真空装置将气囊内气体抽出,气囊体积缩 小,驱动下振动盘、弹性件、上振动托盘自然下降。在无需启动升降驱动机构时,第一电磁 阀打开,气囊仅作为联通抽真空装置与密封容置腔的气道,丝毫不影响抽真空工作,设置气 囊作为升降驱动机构可以减少占用空间,而且其动力源是抽真空装置,省去了外置其他动力 源,节省了成本。气囊本身的弹性,与弹性件一并的加强了缓冲作用。
本发明的进一步设置:所述热压封口装置包括脉冲式封口机,所述抽真空装置为真 空泵。
采用上述技术方案,采用脉冲式封口机,可以瞬间加热袋口部位进行热封,效率高。
本发明的进一步设置:所述机箱外设有移动装卸机构,该移动装卸机构包括机架、万向轮及翘板,所述万向轮设置于机架底部,驱动机架移动,所述机架顶部活动设置有安装座,该安装座与机架呈周向水平旋转配合,所述安装座与翘板中点位置的两侧面铰接配合,形成跷跷板运动,所述安装座竖直方向高度高于容置槽,所述翘板两端竖直方向的顶面上均 设有放置真空袋的安置槽,所述安置槽槽口处活动设置有弹性压条,该弹性压条与翘板周转 配合。
采用上述技术方案,在真空封装过程中,操作人员可以预先将待封装大米及真空袋 放入翘板上一侧的安置槽内,机箱内封装完毕后,先将翘板另一侧闲置安装槽移动至密封容 置腔内,操作人员便可以只需将封装完毕的米袋移动一小段距离,放入闲置的安置槽内,然 后旋转安置座,将另一侧待封装的真空袋转入密封容置腔,操作人员便可以只待封装的真空 袋移动一小段距离,放入密封容置腔,这样设置的移动装卸机构灵活省力,帮助操作人员装 卸真空袋,节省了大量气力,设置的安装座、万向轮及翘板具有多个自由度,方便操作人员 任意调节方位。
本发明的进一步设置:一种大米包装方法,按以下步骤进行,
步骤一,将颗粒物料注入真空包装袋,然后将真空包装袋连同颗粒物料放入密封室底面,并 将真空包装袋袋口部位延伸至热压封口装置内待封口;
步骤二,对密封室进行抽真空处理,使密封室产生负压,在密封室产生负压过程中,因真空 包装袋内尚存气体,导致真空包装袋内压力与密封室不平衡,真空包装袋为使袋内气体排 出,袋体呈膨胀状态,然后对包装袋袋口部位进行热封处理,同时保持密封室真空状态;
步骤三,袋内颗粒物料因袋体膨胀得到运动空间,此时对袋内颗粒物料进行振动,驱使颗粒 物料自然平铺于密封室底面;
步骤四,驱动密封室底面与顶面夹合,驱使真空包装袋顶部、底部两端面收到夹合挤压,袋 内颗粒物料收夹合压力向包装袋四周侧面散开,直至遭遇包装袋变形抗力停止;
步骤五,关闭抽真空装置,使密封室由负压恢复常压,此时真空包装袋袋口封闭,袋内为负 压,真空包装完成。
采用上述技术方案,通过该方法真空包装的大米,能够在真空包装大米的过程中,对大米进行整形处理,保证真空袋外周面平整,形状统一。
本发明的进一步设置:所述密封室底面与顶面呈水平设置。
采用上述技术方案,底面与顶面呈水平设置保证了袋内大米在抖动时分布更加平整 均匀。
附图说明
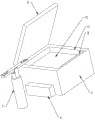
图1为本发明实施例的结构图;
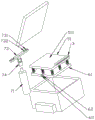
图2为本发明实施例的爆炸图1;
图3为本发明实施例的爆炸图2;
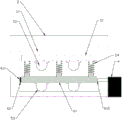
图4为本发明实施例的剖视图。
具体实施方式
如图1-4所示,振动式大米整形真空包装机,包括机箱1、盖板2、热压封口装置 3,抽真空装置4,该盖板2设于该机箱1竖直上方端面,所述机箱1上方端面设有容置槽 11,所述盖板2与机箱1密封扣合时容置槽11封闭形成密封容置腔12,所述抽真空装置4与 该密封容置腔12相连通,所述热压封口装置3设置于密封容置腔12内,真空袋袋口延伸至 该热压封口装置3内进行封口,所述密封容置腔12内设有振动装置5,该振动装置5包括 上振动托盘51及振动电机52,该上振动托盘51成水平设置包括竖直上方的托举端面511 及竖直下方的驱动端面512,所述振动电机52设置于驱动端面512一侧并与上振动托盘51 联动配合,真空袋平铺设置于托举端面511,所述振动电机52待抽真空装置4、热压封口装 置3运作完毕,密封容置腔12形成负压环境后启动,驱动上振动托盘51抖动驱使真空袋内 颗粒物料均匀分布,所述抽真空装置4待振动电机52运作完毕后再次启动,驱使密封容置 腔12恢复常压。
通过在容置槽11内设置的热压封口装置3及振动装置5,真空袋连同袋内大米放入密封容置腔12内水平设置的上振动托盘51上,操作人员可以预先将真空袋袋口部分延伸至热压封口装置3内待封口,放置完毕,盖板2与机箱1密封扣合,容置槽11封闭形成密封 容置腔12,与密封容置腔12联通的抽装置装置将腔内气体抽出,形成真空负压环境。抽真 空过程中,因真空包装袋内尚存气体,导致真空包装袋内压力与密封室不平衡,真空包装袋 为使袋内气体排出,袋体呈膨胀状态,此时通过运行热压封口装置3对包装袋袋口部位进行热封处理,同时保持密封容置腔12真空状态,振动机构启动。袋内颗粒物料因袋体膨胀得到运动空间,振动机构中振动电机52运行带动上振动托盘51持续抖动,振动驱使真空袋内大米自然平铺于上振动托盘51,梳理了袋内大米,保证了真空包装后真空袋表面的平整度,该过程简洁高效,在真空包装的同时进行了大米整形,包装效果显著提高。
所述振动装置5还包括下振动盘53、弹性件54及升降驱动机构,所述弹性件54支撑设置于上振动托盘51与升降驱动机构之间,该弹性件54两端分别与上振动托盘51及升降驱动机构固定连接,所述下振动盘53设置于升降驱动机构竖直下方并与升降驱动机构联动配合,该升降驱动机构驱动下振动盘53、弹性件54、上振动盘于密封容置腔12内做升降运动,所述升降驱动机构驱动上振动托盘51托举真空袋上升至抵触盖板2处与盖板2形成上下挤压夹合真空袋动作,所述抽真空装置4待升降驱动机构运作完毕后再次启动,驱使密封容置腔12恢复常压。
通过设置的振动盘、弹性件54及升降驱动机构,升降驱动机构驱动下振动盘53、弹性件54、上振动托盘51于密封容置腔12内做升降运动,所述升降驱动机构驱动上振动托 盘51托举真空袋上升至抵触盖板2处位置时,托举端面511上的真空袋首先与盖板2接 触,由于盖板2作为不动端,托举端面511与盖帽表面形成上下挤压夹合真空袋动作,驱使 真空袋上下两端面受到平整,而袋内袋内大米上下受压后向四周扩散,又遭遇真空袋袋体侧 面的拦截,形成一个固定形状的封闭空间,抽真空装置4待升降驱动机构运作完毕后再次启 动,驱使密封容置腔12恢复常压。此时真空袋收缩紧紧裹住袋内大米,使得大米真空包装 后长期保持固定形状。这样设置后无需设置额外模具,无需增加模具装填工作,便能够得到 固定形状的真空包装大米,其过程自动,没有增加人员操作,生产效率极高,而且封装过程 只要采用同一大小型号的真空袋和同数量的大米,便能保证产品形状近似度高,同一台机器只需要更换真空袋型号便能封装各类斤数的大米,不受模具限制,大大减少了加工成本。而设置的下振动盘53及弹性件54,在上振动托盘51上升至极限位置,收到盖板2的阻力 后,在弹性件54可以通过受压弹性变形。
所述振动装置5还包括升降驱动机构,所述升降驱动机构设置于上振动托盘51竖直 下方并与上振动盘联动配合,该升降驱动机构驱动上振动托盘51托举真空袋上升至抵触盖 板2处与盖板2形成上下夹合挤压真空袋动作,所述抽真空装置4待升降驱动机构运作完毕 后再次启动,驱使密封容置腔12恢复常压。
虽然去除了下振动盘53及弹性件54,依然能够完成上下夹合挤压真空袋动作。
所述弹性件54为弹簧。
所述升降驱动机构包括气囊61及第一电磁阀62,所述气囊61包括进气口611及出气口612,所述出气口612与抽真空装置4联通,所述进气口611与密封容置腔12联通, 所述第一电磁阀62设置于进气口611与密封容置腔12之间控制进气口611通断。
通过将气囊61及第一电磁阀62作为升降驱动机构,在需要启动升降驱动机构上升时,首先关闭第一电磁阀62,切断进气口611与密封容置腔12的联通,使得密封容置腔12 形成气密环境,抽真空装置4对气囊61出气口612鼓起,使得气囊61体积鼓胀,驱动下振 动盘53、弹性件54、上振动托盘51,在需要升降驱动机构下降时,抽真空装置4将气囊61 内气体抽出,气囊61体积缩小,驱动下振动盘53、弹性件54、上振动托盘51自然下降。 在无需启动升降驱动机构时,第一电磁阀62打开,气囊61仅作为联通抽真空装置4与密封 容置腔12的气道,丝毫不影响抽真空工作,设置气囊61作为升降驱动机构可以减少占用空 间,而且其动力源是抽真空装置4,省去了外置其他动力源,节省了成本。气囊61本身的 弹性,与弹性件54一并的加强了缓冲作用。
所述热压封口装置3包括脉冲式封口机,所述抽真空装置4为真空泵。
采用脉冲式封口机,可以瞬间加热袋口部位进行热封,效率高。
所述机箱1外设有移动装卸机构7,该移动装卸机构7包括机架71、万向轮72及翘板73,所述万向轮72设置于机架71底部,驱动机架71移动,所述机架71顶部活动设置 有安装座74,该安装座74与机架71呈周向水平旋转配合,所述安装座74与翘板73中点 位置的两侧面铰接配合,形成跷跷板运动,所述安装座74竖直方向高度高于容置槽11,所 述翘板73两端竖直方向的顶面上均设有放置真空袋的安置槽731,所述安置槽731槽口处 活动设置有弹性压条732,该弹性压条732与翘板73周转配合。
在真空封装过程中,操作人员可以预先将待封装大米及真空袋放入翘板73上一侧的 安置槽731内,机箱1内封装完毕后,先将翘板73另一侧闲置安装槽移动至密封容置腔12内,操作人员便可以只需将封装完毕的米袋移动一小段距离,放入闲置的安置槽731内,然后旋转安置座,将另一侧待封装的真空袋转入密封容置腔12,操作人员便可以只待封装的真空袋移动一小段距离,放入密封容置腔12,这样设置的移动装卸机构7灵活省力,帮助 操作人员装卸真空袋,节省了大量气力,设置的安装座74、万向轮72及翘板73具有多个 自由度,方便操作人员任意调节方位。
一种大米包装方法,按以下步骤进行,
步骤一,将颗粒物料注入真空包装袋,然后将真空包装袋连同颗粒物料放入密封室底面,并 将真空包装袋袋口部位延伸至热压封口装置3内待封口;
步骤二,对密封室进行抽真空处理,使密封室产生负压,在密封室产生负压过程中,因真空 包装袋内尚存气体,导致真空包装袋内压力与密封室不平衡,真空包装袋为使袋内气体排 出,袋体呈膨胀状态,然后对包装袋袋口部位进行热封处理,同时保持密封室真空状态;
步骤三,袋内颗粒物料因袋体膨胀得到运动空间,此时对袋内颗粒物料进行振动,驱使颗粒 物料自然平铺于密封室底面;
步骤四,驱动密封室底面与顶面夹合,驱使真空包装袋顶部、底部两端面收到夹合挤压,袋 内颗粒物料收夹合压力向包装袋四周侧面散开,直至遭遇包装袋变形抗力停止;
步骤五,关闭抽真空装置4,使密封室由负压恢复常压,此时真空包装袋袋口封闭,袋内为 负压,真空包装完成。
采用上述技术方案,通过该方法真空包装的大米,能够在真空包装大米的过程中,对大米进行整形处理,保证真空袋外周面平整,形状统一。
所述密封室底面与顶面呈水平设置。
底面与顶面呈水平设置保证了袋内大米在抖动时分布更加平整均匀。
Claims (9)
1.振动式大米整形真空包装机,包括机箱、盖板、热压封口装置,抽真空装置,该盖板设于该机箱竖直上方端面,所述机箱上方端面设有容置槽,所述盖板与机箱密封扣合时容置槽封闭形成密封容置腔,所述抽真空装置与该密封容置腔相连通,所述热压封口装置设置于密封容置腔内,真空袋袋口延伸至该热压封口装置内进行封口,其特征在于:所述密封容置腔内设有振动装置,该振动装置包括上振动托盘及振动电机,该上振动托盘成水平设置包括竖直上方的托举端面及竖直下方的驱动端面,所述振动电机设置于驱动端面一侧并与上振动托盘联动配合,真空袋平铺设置于托举端面,所述振动电机待抽真空装置、热压封口装置运作完毕,密封容置腔形成负压环境后启动,驱动上振动托盘抖动驱使真空袋内颗粒物料均匀分布,所述抽真空装置待振动电机运作完毕后再次启动,驱使密封容置腔恢复常压。
2.根据权利要求1所述的振动式大米整形真空包装机,其特征在于:所述振动装置还包括下振动盘、弹性件及升降驱动机构,所述弹性件支撑设置于上振动托盘与升降驱动机构之间,该弹性件两端分别与上振动托盘及升降驱动机构固定连接,所述下振动盘设置于升降驱动机构竖直下方并与升降驱动机构联动配合,该升降驱动机构驱动下振动盘、弹性件、上振动盘于密封容置腔内做升降运动,所述升降驱动机构驱动上振动托盘托举真空袋上升至抵触盖板处与盖板形成上下挤压夹合真空袋动作,所述抽真空装置待升降驱动机构运作完毕后再次启动,驱使密封容置腔恢复常压。
3.根据权利要求1所述的振动式大米整形真空包装机,其特征在于:所述振动装置还包括升降驱动机构,所述升降驱动机构设置于上振动托盘竖直下方并与上振动盘联动配合,该升降驱动机构驱动上振动托盘托举真空袋上升至抵触盖板处与盖板形成上下夹合挤压真空袋动作,所述抽真空装置待升降驱动机构运作完毕后再次启动,驱使密封容置腔恢复常压。
4.根据权利要求2所述的振动式大米整形真空包装机,其特征在于:所述弹性件为弹簧。
5.根据权利要求2至4任意一项所述的振动式大米整形真空包装机,其特征在于:所述升降驱动机构包括气囊及第一电磁阀,所述气囊包括进气口及出气口,所述出气口与抽真空装置联通,所述进气口与密封容置腔联通,所述第一电磁阀设置于进气口与密封容置腔之间控制进气口通断。
6.根据权利要求5所述的振动式大米整形真空包装机,其特征在于:所述热压封口装置包括脉冲式封口机,所述抽真空装置为真空泵。
7.根据权利要求6所述的振动式大米整形真空包装机,其特征在于:所述机箱外设有移动装卸机构,该移动装卸机构包括机架、万向轮及翘板,所述万向轮设置于机架底部,驱动机架移动,所述机架顶部活动设置有安装座,该安装座与机架呈周向水平旋转配合,所述安装座与翘板中点位置的两侧面铰接配合,形成跷跷板运动,所述安装座竖直方向高度高于容置槽,所述翘板两端竖直方向的顶面上均设有放置真空袋的安置槽,所述安置槽槽口处活动设置有弹性压条,该弹性压条与翘板周转配合。
8.一种大米包装方法,其特征在于:按以下步骤进行,
步骤一,将颗粒物料注入真空包装袋,然后将真空包装袋连同颗粒物料放入密封室底面,并将真空包装袋袋口部位延伸至热压封口装置内待封口;
步骤二,对密封室进行抽真空处理,使密封室产生负压,在密封室产生负压过程中,因真空包装袋内尚存气体,导致真空包装袋内压力与密封室不平衡,真空包装袋为使袋内气体排出,袋体呈膨胀状态,然后对包装袋袋口部位进行热封处理,同时保持密封室真空状态;
步骤三,袋内颗粒物料因袋体膨胀得到运动空间,此时对袋内颗粒物料进行振动,驱使颗粒物料自然平铺于密封室底面;
步骤四,驱动密封室底面与顶面夹合,驱使真空包装袋顶部、底部两端面收到夹合挤压,袋内颗粒物料收夹合压力向包装袋四周侧面散开,直至遭遇包装袋变形抗力停止;
步骤五,关闭抽真空装置,使密封室由负压恢复常压,此时真空包装袋袋口封闭,袋内为负压,真空包装完成。
9.根据权利要求8所述的一种大米包装方法,其特征在于:所述密封室底面与顶面呈水平设置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911081129.9A CN111003253A (zh) | 2019-11-07 | 2019-11-07 | 振动式大米整形真空包装机及一种大米包装方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911081129.9A CN111003253A (zh) | 2019-11-07 | 2019-11-07 | 振动式大米整形真空包装机及一种大米包装方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111003253A true CN111003253A (zh) | 2020-04-14 |
Family
ID=70111309
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911081129.9A Pending CN111003253A (zh) | 2019-11-07 | 2019-11-07 | 振动式大米整形真空包装机及一种大米包装方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111003253A (zh) |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2675558Y (zh) * | 2004-02-27 | 2005-02-02 | 蔡松华 | 一种真空包装中的振动整平装置 |
| JP2010111411A (ja) * | 2008-11-06 | 2010-05-20 | Fuso Sangyo Kk | 包装装置 |
| KR20110134215A (ko) * | 2010-06-08 | 2011-12-14 | 정필호 | 곡물 진공포장장치 |
| CN203512104U (zh) * | 2013-08-28 | 2014-04-02 | 漳州力展电子科技有限公司 | 一种小型的整形真空包装机 |
| CN205327577U (zh) * | 2016-01-22 | 2016-06-22 | 佛山汉格斯环保科技有限公司 | 一种整形真空包装装置 |
| CN207141585U (zh) * | 2017-07-13 | 2018-03-27 | 宁夏青铜峡市地三广源米业有限公司 | 一种真空整形包装机 |
| CN107878846A (zh) * | 2017-09-18 | 2018-04-06 | 漳州佳龙科技股份有限公司 | 真空包装方法、真空包装的处理装置及其处理方法 |
| CN207698190U (zh) * | 2017-11-10 | 2018-08-07 | 南京一擎机械制造有限公司 | 一种颗粒整形真空包装机 |
| CN208828239U (zh) * | 2018-05-29 | 2019-05-07 | 漳州佳龙科技股份有限公司 | 一种抽真空整形机构 |
| CN208979168U (zh) * | 2018-10-25 | 2019-06-14 | 漳州佳龙科技股份有限公司 | 一种抽真空整形机构的改进结构 |
-
2019
- 2019-11-07 CN CN201911081129.9A patent/CN111003253A/zh active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2675558Y (zh) * | 2004-02-27 | 2005-02-02 | 蔡松华 | 一种真空包装中的振动整平装置 |
| JP2010111411A (ja) * | 2008-11-06 | 2010-05-20 | Fuso Sangyo Kk | 包装装置 |
| KR20110134215A (ko) * | 2010-06-08 | 2011-12-14 | 정필호 | 곡물 진공포장장치 |
| CN203512104U (zh) * | 2013-08-28 | 2014-04-02 | 漳州力展电子科技有限公司 | 一种小型的整形真空包装机 |
| CN205327577U (zh) * | 2016-01-22 | 2016-06-22 | 佛山汉格斯环保科技有限公司 | 一种整形真空包装装置 |
| CN207141585U (zh) * | 2017-07-13 | 2018-03-27 | 宁夏青铜峡市地三广源米业有限公司 | 一种真空整形包装机 |
| CN107878846A (zh) * | 2017-09-18 | 2018-04-06 | 漳州佳龙科技股份有限公司 | 真空包装方法、真空包装的处理装置及其处理方法 |
| CN207698190U (zh) * | 2017-11-10 | 2018-08-07 | 南京一擎机械制造有限公司 | 一种颗粒整形真空包装机 |
| CN208828239U (zh) * | 2018-05-29 | 2019-05-07 | 漳州佳龙科技股份有限公司 | 一种抽真空整形机构 |
| CN208979168U (zh) * | 2018-10-25 | 2019-06-14 | 漳州佳龙科技股份有限公司 | 一种抽真空整形机构的改进结构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107878846B (zh) | 真空包装的处理装置 | |
| CA2828282C (en) | Packaging machine and packaging method | |
| US3750362A (en) | Method of packaging granular material | |
| US3843806A (en) | Granular package | |
| CN111003253A (zh) | 振动式大米整形真空包装机及一种大米包装方法 | |
| CN111703619A (zh) | 一种提高丝状物料包装密度及整形的方法和设备 | |
| TWI577526B (zh) | Resin encapsulation method and resin encapsulation device | |
| CN108438385B (zh) | 一种二次整形装置 | |
| JP2835475B2 (ja) | 真空包装袋整形装置 | |
| CN112537466A (zh) | 一种茶叶自动装罐封口一体机 | |
| JP2835476B2 (ja) | 真空包装袋整形装置 | |
| JPH09278015A (ja) | ロータリー型真空包装機の横型チャンバー | |
| CN215852089U (zh) | 一种高效的菜肴包自动包装装置 | |
| TWI664927B (zh) | 真空後熱壓成型的鞋底製法 | |
| TW202116518A (zh) | 樹脂供給機構、樹脂成形裝置及樹脂成形品的製造方法 | |
| CN217171136U (zh) | 一种软包装袋热封机上袋机构 | |
| CN212638059U (zh) | 一种提高丝状物料包装密度及整形的包装设备 | |
| JP3018886U (ja) | 真空包装機 | |
| CN219904923U (zh) | 一种给袋式包装机 | |
| JP2019112323A (ja) | 化粧料の成型方法、及び化粧料の成型装置 | |
| CN218258949U (zh) | 一种给袋式包装机的物料入料机构 | |
| CN216468722U (zh) | 一种抽真空设备 | |
| CN214776772U (zh) | 一种打印机自动打包线 | |
| CN217320859U (zh) | 一种调理肉生产用保鲜抽真空装置 | |
| CN211055545U (zh) | 一种成品抽真空封口机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20200414 |